0% encontró este documento útil (0 votos)
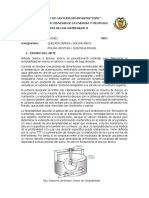
53 vistas12 páginasProcedimiento del ensayo Jominy en acero 1020
Cargado por
DANIEL RICARDO MARTINEZ GRANADOSDerechos de autor
© © All Rights Reserved
Nos tomamos en serio los derechos de los contenidos. Si sospechas que se trata de tu contenido, reclámalo aquí.
Formatos disponibles
Descarga como DOCX, PDF, TXT o lee en línea desde Scribd
0% encontró este documento útil (0 votos)
53 vistas12 páginasProcedimiento del ensayo Jominy en acero 1020
Cargado por
DANIEL RICARDO MARTINEZ GRANADOSDerechos de autor
© © All Rights Reserved
Nos tomamos en serio los derechos de los contenidos. Si sospechas que se trata de tu contenido, reclámalo aquí.
Formatos disponibles
Descarga como DOCX, PDF, TXT o lee en línea desde Scribd