También podría gustarte
- UF1126 - Control de la producción en fabricación mecánicaDe EverandUF1126 - Control de la producción en fabricación mecánicaAún no hay calificaciones
- Unidad 2 Actividad 2 CreditoDocumento5 páginasUnidad 2 Actividad 2 CreditoPatrick Luna ArenasAún no hay calificaciones
- Sistema de Producción Por LotesDocumento14 páginasSistema de Producción Por LotesClaudia CadenaAún no hay calificaciones
- (AC-S12) Semana 12 - Tema 1 - Tarea Académica 3 - Contratos ModernosDocumento6 páginas(AC-S12) Semana 12 - Tema 1 - Tarea Académica 3 - Contratos ModernosPaula Rojas60% (5)
- Sistemas de ProducciónDocumento27 páginasSistemas de Producción12rb94% (33)
- Sistemas de ProducciónDocumento44 páginasSistemas de ProducciónCLARA IDALY SANCHEZ GARCESAún no hay calificaciones
- TIPOS DE PRODUCCION Cuadro ComparativoDocumento3 páginasTIPOS DE PRODUCCION Cuadro ComparativoAxel Brian Wilson AlonsoAún no hay calificaciones
- Tema 4 Procesos 2020 PlataformaDocumento21 páginasTema 4 Procesos 2020 PlataformalulioAún no hay calificaciones
- Métodos de ProducciónDocumento14 páginasMétodos de ProducciónAnonymous HYPuozLKz100% (1)
- S4.1.Introducción A Procesos IndustrialesDocumento40 páginasS4.1.Introducción A Procesos IndustrialesBetito IzaguirreAún no hay calificaciones
- Procesos - Tipos de ProducionDocumento3 páginasProcesos - Tipos de ProducionLibni Rea cortesAún no hay calificaciones
- Mantenimiento y Sistemas de ManufacturaDocumento29 páginasMantenimiento y Sistemas de ManufacturaRaul OvalleAún no hay calificaciones
- Tarea 4 BREINER Ejercicios 1, 2 y 3Documento21 páginasTarea 4 BREINER Ejercicios 1, 2 y 3Breiner S MurilloAún no hay calificaciones
- Procesos Industriales. Análisis de La RealidadDocumento10 páginasProcesos Industriales. Análisis de La RealidadEdwin PerezAún no hay calificaciones
- Sistemas de ProduccónDocumento14 páginasSistemas de ProduccónVanely ECAún no hay calificaciones
- Tarea 1 Unidad 1Documento10 páginasTarea 1 Unidad 1Jesus Daniel Padilla AlvaradoAún no hay calificaciones
- 5.3 Sistemas de ProducciónDocumento34 páginas5.3 Sistemas de ProducciónRenato RequenaAún no hay calificaciones
- Sistemas de Producción TradicionalesDocumento2 páginasSistemas de Producción TradicionalesJesús Hernández VelázquezAún no hay calificaciones
- Clase 5 SmiDocumento40 páginasClase 5 SmiRicardo Enrique Represa GuillénAún no hay calificaciones
- Prod Por LoteDocumento10 páginasProd Por LoteEsthela MontoyaAún no hay calificaciones
- Ingenieria de Proc Unidad 1Documento17 páginasIngenieria de Proc Unidad 1Emmanuel Angeles SegoviaAún no hay calificaciones
- Sistemas y Estrategias de ProduccionDocumento21 páginasSistemas y Estrategias de ProduccionJesús PeñalozaAún no hay calificaciones
- Wa0044.Documento24 páginasWa0044.Angelica TamayoAún no hay calificaciones
- Unidad 01 - Diseño de Procesos - Parte 01Documento12 páginasUnidad 01 - Diseño de Procesos - Parte 01Roberto Carlos Smyth AragónAún no hay calificaciones
- Administración de Operaciones I. Act 1Documento31 páginasAdministración de Operaciones I. Act 1Edgar M VelascoAún no hay calificaciones
- T-5 Productos Y Sistemas de ProduccionDocumento4 páginasT-5 Productos Y Sistemas de ProduccionLaia bozalAún no hay calificaciones
- 3 Como Incrementar La Capacidad de ProduccionDocumento35 páginas3 Como Incrementar La Capacidad de ProduccionCarol HerreraAún no hay calificaciones
- Sistema y Gestión de Producción - Clase IDocumento13 páginasSistema y Gestión de Producción - Clase Iprof.tculquicondorAún no hay calificaciones
- Sesión 5Documento26 páginasSesión 5Jhonatan Carranza CarhuajulcaAún no hay calificaciones
- Lcyc U3 A1 RohmDocumento3 páginasLcyc U3 A1 RohmRodrigo Hernandez MolarAún no hay calificaciones
- Evidencia 1 Adm de OperacionesDocumento10 páginasEvidencia 1 Adm de OperacionesmanuelAún no hay calificaciones
- Tall 1 Procesos IndustrialesDocumento33 páginasTall 1 Procesos IndustrialesKevin RiveraAún no hay calificaciones
- Naid Naid-533 Manual T001Documento35 páginasNaid Naid-533 Manual T001Maribel Aguilar GomezAún no hay calificaciones
- Estrategia de Procesos PARTE 1Documento26 páginasEstrategia de Procesos PARTE 1Meguy CardonaAún no hay calificaciones
- Tipos de Sistemas de ProducccionDocumento13 páginasTipos de Sistemas de ProducccionHarry Mora60% (5)
- Costos de ProduccionDocumento21 páginasCostos de ProduccionAllison VilemaAún no hay calificaciones
- Administración de La Produccion I DiaposDocumento48 páginasAdministración de La Produccion I DiaposBrandin RoveloAún no hay calificaciones
- PROCESOS INDUSTRIALES Parte 3 PROFDocumento20 páginasPROCESOS INDUSTRIALES Parte 3 PROFRaquel OportoAún no hay calificaciones
- Presentación Producción en MasaDocumento11 páginasPresentación Producción en MasaEvelyn AvilesAún no hay calificaciones
- Tema 1.2 - Investigación4 - Freddy Emmanuel Gómez RivasDocumento4 páginasTema 1.2 - Investigación4 - Freddy Emmanuel Gómez RivasFreddy GomezAún no hay calificaciones
- Trabajo - Colaborativo - Tarea 4 - 212028 - No.1Documento15 páginasTrabajo - Colaborativo - Tarea 4 - 212028 - No.1AlexanderAún no hay calificaciones
- Diseño Del ProductoDocumento36 páginasDiseño Del ProductoJosselyn Sermeño FloresAún no hay calificaciones
- Sesión 8 Costo de ProdDocumento30 páginasSesión 8 Costo de ProdASHLEY NICOLLE SAAVEDRA ROMEROAún no hay calificaciones
- Tema 5Documento13 páginasTema 5Victoria Calero MoralesAún no hay calificaciones
- 11 Trabajo de PlaneamientoDocumento7 páginas11 Trabajo de Planeamientojoshua marquinaAún no hay calificaciones
- EVID 1 Cuadro de Procesos de La ProduccionDocumento6 páginasEVID 1 Cuadro de Procesos de La ProduccionLeonel AlejandroAún no hay calificaciones
- Producción ContinuaDocumento2 páginasProducción ContinuaJuan Camilo CorreaAún no hay calificaciones
- Tema 3 OPIDocumento18 páginasTema 3 OPIAmelio Ortega JimenezAún no hay calificaciones
- Semana 01 Diseño Del Proceso ProductivoDocumento23 páginasSemana 01 Diseño Del Proceso ProductivoPablo Alejandro Burgos ZavaletaAún no hay calificaciones
- Sesión 9 Regimen de ProdDocumento11 páginasSesión 9 Regimen de ProdASHLEY NICOLLE SAAVEDRA ROMEROAún no hay calificaciones
- Cap 4Documento9 páginasCap 4Antonio GarciaAún no hay calificaciones
- Cuadro Comparativo7181Documento4 páginasCuadro Comparativo7181Edrei HaasAún no hay calificaciones
- Ingenieria de Metodos 2 2023-1 S2Documento24 páginasIngenieria de Metodos 2 2023-1 S2Billy SalvadorAún no hay calificaciones
- Distribución de Plantas Industriales - Geo Agosto2020Documento50 páginasDistribución de Plantas Industriales - Geo Agosto2020Daniela AcostaAún no hay calificaciones
- GIPEM U1 Marcos Flores ACDocumento4 páginasGIPEM U1 Marcos Flores ACMarcos FloresAún no hay calificaciones
- Naid Naid-547 Manual PDFDocumento128 páginasNaid Naid-547 Manual PDFrina huamanAún no hay calificaciones
- Dpin 2022Documento145 páginasDpin 2022Maria Claudia Lopez SanabriaAún no hay calificaciones
- Ingeniería de La ProducciónDocumento4 páginasIngeniería de La ProducciónFernanda CarrilloAún no hay calificaciones
- Actividad 5 Ingenieria de ProcesoDocumento20 páginasActividad 5 Ingenieria de ProcesoAlex&GAún no hay calificaciones
- Diseño de Procesos de ProducciónDocumento23 páginasDiseño de Procesos de ProducciónAustin OrtegaAún no hay calificaciones
- Clases de Procesos de ProducciónDocumento2 páginasClases de Procesos de ProducciónMAGDALENA ELIZABETH PENA GUTIERREZAún no hay calificaciones
- Unidad 1 Clase 1Documento15 páginasUnidad 1 Clase 1Felipe ArandaAún no hay calificaciones
- Ejemplo ISSNDocumento4 páginasEjemplo ISSNLISSETH RIVERAAún no hay calificaciones
- ZARADocumento2 páginasZARAFlor De MaríaAún no hay calificaciones
- UntitledDocumento6 páginasUntitledAlex beloAún no hay calificaciones
- Logistica 2Documento4 páginasLogistica 2Cecilia AcostaAún no hay calificaciones
- Los Tres Elementos 1 para EnviarDocumento10 páginasLos Tres Elementos 1 para Enviarjohana beltran mAún no hay calificaciones
- Guia Grado Sexto # 09-Sede A. Sociales.Documento6 páginasGuia Grado Sexto # 09-Sede A. Sociales.DENNYS JURANNY TELLEZ CARRILLOAún no hay calificaciones
- PAQ Chachapoyas 6D5N Desde JaenDocumento4 páginasPAQ Chachapoyas 6D5N Desde JaenCesar CalleAún no hay calificaciones
- Taller Partida Doble Empresa Surtillantas S.A.SDocumento5 páginasTaller Partida Doble Empresa Surtillantas S.A.SJulie Tatiana Tovar ReyAún no hay calificaciones
- Granja Avícola HatonuevoDocumento2 páginasGranja Avícola Hatonuevonatalia1020Aún no hay calificaciones
- GEO-SGC-F-08 B Plan de Auditoria InternaDocumento6 páginasGEO-SGC-F-08 B Plan de Auditoria InternaSSLLSSHHAún no hay calificaciones
- I CAL OPE 05 Instructivo de Taladro v1Documento4 páginasI CAL OPE 05 Instructivo de Taladro v1Pauli Rodriguez BernalesAún no hay calificaciones
- Estrategias de LocalizacionDocumento40 páginasEstrategias de LocalizacionLucy SánzAún no hay calificaciones
- Mercantil Todo 1Documento275 páginasMercantil Todo 1MaryMMorochoAún no hay calificaciones
- SB01 0371232961Documento2 páginasSB01 0371232961CET EL CAPULLITOAún no hay calificaciones
- Informe CampoDocumento10 páginasInforme CampoAngeloAún no hay calificaciones
- Ppt. ConflictosDocumento16 páginasPpt. ConflictosEDGAR MEDINA COBEÑASAún no hay calificaciones
- Inf - 4400440250 - Pp-Rep. Plancha Metalica CanaletaDocumento17 páginasInf - 4400440250 - Pp-Rep. Plancha Metalica Canaletaalejandro_palomino_1Aún no hay calificaciones
- Fondo ConcursableDocumento11 páginasFondo Concursablebancoproyectos bancoproyectosAún no hay calificaciones
- Ejercicios RetencionDocumento4 páginasEjercicios RetencionCamila IdarragaAún no hay calificaciones
- Carta Comercial La Granja 1Documento69 páginasCarta Comercial La Granja 1Jose Rodrigo Mariaca MariacaAún no hay calificaciones
- TAREA No. 3 - Apendice A-3Documento16 páginasTAREA No. 3 - Apendice A-3HEBER MARROQUINAún no hay calificaciones
- Anibal ObandoDocumento2 páginasAnibal Obandoleonel benitezAún no hay calificaciones
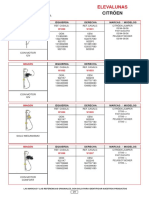
- ElevalunasDocumento22 páginasElevalunasPedroAún no hay calificaciones
- P&GDocumento6 páginasP&GDenilson Moises Cuesta BerrioAún no hay calificaciones
- Matriz Plan Indicativo Forestal Oct 05 2020Documento278 páginasMatriz Plan Indicativo Forestal Oct 05 2020luisojeda12345Aún no hay calificaciones
- Introduccion A La IngenieriaDocumento5 páginasIntroduccion A La Ingenieriadaniel pinedaAún no hay calificaciones
- Informe Juridico Preliminar de Evaluación Ip-Dtan-020-2022Documento5 páginasInforme Juridico Preliminar de Evaluación Ip-Dtan-020-2022Felipe OrtizAún no hay calificaciones
- 25 Sistema Constructivo Virreinato 4Documento81 páginas25 Sistema Constructivo Virreinato 4Angie Lindsay Rosales ValdezAún no hay calificaciones