También podría gustarte
- Marco Teórico Practica 2Documento11 páginasMarco Teórico Practica 2ALEJO CRAún no hay calificaciones
- Taller de Hojalateria 1 A oDocumento14 páginasTaller de Hojalateria 1 A oGu MarAún no hay calificaciones
- Tec. Mecanica Luis Bernal 8-992-78Documento20 páginasTec. Mecanica Luis Bernal 8-992-78Luis BernalAún no hay calificaciones
- Proceso de Corte Manual y MecanicoDocumento15 páginasProceso de Corte Manual y MecanicoOswald muñozAún no hay calificaciones
- Cizallado WordDocumento7 páginasCizallado WordSally VargasAún no hay calificaciones
- STEAM Metalmecánica I - Guia 2Documento6 páginasSTEAM Metalmecánica I - Guia 2Pablo Andres Rojo PazAún no hay calificaciones
- Herramientas Pinzas y Mecanimos deDocumento15 páginasHerramientas Pinzas y Mecanimos deKarlojan JankarloAún no hay calificaciones
- Herramientas de Trazado, Corte y AcabadoDocumento33 páginasHerramientas de Trazado, Corte y AcabadoVICTOR DANILO NARVAEZ MERCADOAún no hay calificaciones
- Trazado y Aserrado Manual.Documento15 páginasTrazado y Aserrado Manual.Yessi CastroAún no hay calificaciones
- Herramientas para Trabajar Los MetalesDocumento15 páginasHerramientas para Trabajar Los MetalesMartyJTucubalAún no hay calificaciones
- Apuntes de HojalateriaDocumento8 páginasApuntes de HojalateriaWalther GarciaAún no hay calificaciones
- Herramientas de CorteDocumento12 páginasHerramientas de CorteFranci PereiraAún no hay calificaciones
- Tipos de Herramienta-Mecanica AutomotrizDocumento5 páginasTipos de Herramienta-Mecanica AutomotrizLukas Jhons0% (1)
- Electricidad 2Documento4 páginasElectricidad 2LuisValenzuelaAún no hay calificaciones
- Herramientas ManualesDocumento121 páginasHerramientas ManualesJAVIER ANDRES CRUZ ORTIZAún no hay calificaciones
- Corte Manual, Cizallado y CinceladoDocumento8 páginasCorte Manual, Cizallado y CinceladoGladys Xiomara Ccapa0% (1)
- Herramientas de Corte para El Torno y La FresadoraDocumento9 páginasHerramientas de Corte para El Torno y La Fresadoracarlos martinesAún no hay calificaciones
- HojalateriaDocumento7 páginasHojalateriajavierenriqueabad0% (1)
- Máquinas de Corte de Mecánica de BancoDocumento4 páginasMáquinas de Corte de Mecánica de BancoJosé Julio Samayoa Sandoval100% (3)
- Herramientas de Corte para El Torno y La FresadoraDocumento9 páginasHerramientas de Corte para El Torno y La FresadoraMarta SanchezAún no hay calificaciones
- Clase de Torno Cuchillas y Tipos de MaterialesDocumento16 páginasClase de Torno Cuchillas y Tipos de MaterialesJhair CuellarAún no hay calificaciones
- BurilDocumento16 páginasBurilViveros Zuvirie Jafet DaelAún no hay calificaciones
- Carpeta HojalateríaDocumento13 páginasCarpeta HojalateríaIvan Yuchechen0% (1)
- Herramientas de Corte para TorneadoDocumento10 páginasHerramientas de Corte para TorneadoMuñoz Chichia Alfonso GabrielAún no hay calificaciones
- Materiales de de Mecanica BasicaDocumento11 páginasMateriales de de Mecanica BasicaFrank A. CnzAún no hay calificaciones
- Equipos y Herramientas Utilizados en AviaciónDocumento13 páginasEquipos y Herramientas Utilizados en AviaciónBrandon Calasanz100% (2)
- Herramientas de Artes IndustrialesDocumento8 páginasHerramientas de Artes IndustrialesRafael Salazar Martinez78% (9)
- EmprendimientoDocumento14 páginasEmprendimientoCarlos FloresAún no hay calificaciones
- Aserrado y LimadoDocumento7 páginasAserrado y Limadoantonio basaezAún no hay calificaciones
- Herramientas Utilizadas en AviaciónDocumento40 páginasHerramientas Utilizadas en AviaciónPeter Thomas87% (71)
- Herramientas Utilizadas en AviacionDocumento16 páginasHerramientas Utilizadas en AviacionStalin Gp100% (1)
- El RasqueteadoDocumento6 páginasEl RasqueteadoRichard Amaya PizarroAún no hay calificaciones
- HerramientasDocumento17 páginasHerramientasmagdaly rodriguezAún no hay calificaciones
- Herramientas de AceroDocumento10 páginasHerramientas de Acerodaniel peñaAún no hay calificaciones
- Tarea - 7 - Herramientas de Corte para TornosDocumento7 páginasTarea - 7 - Herramientas de Corte para TornosJOSE ANTONIO ALEXIS GONZALEZ DEL CARMEN100% (1)
- Clasificación y Uso de Las HerramientasDocumento8 páginasClasificación y Uso de Las Herramientasbambozzi0% (1)
- RDG y SOLD. (TSR - 100) - UNIDAD 3Documento16 páginasRDG y SOLD. (TSR - 100) - UNIDAD 3Gabriela MerloAún no hay calificaciones
- Investigacion de Hojalateria #1Documento9 páginasInvestigacion de Hojalateria #1Emanuel CamargoAún no hay calificaciones
- Herramientas de Corte Con Desprendimiento de VirutaDocumento17 páginasHerramientas de Corte Con Desprendimiento de Virutabrenda100% (1)
- Herramientas de Corte para La FresadoraDocumento12 páginasHerramientas de Corte para La FresadoraWilliam Ort100% (2)
- Trazado y CorteDocumento21 páginasTrazado y CorteShaday Velasco100% (2)
- Herramientas de TallerDocumento77 páginasHerramientas de TallerNeri Armando Xicohtencatl JuarezAún no hay calificaciones
- Cuchillas Del TornoDocumento8 páginasCuchillas Del TornoWilzon ChambiAún no hay calificaciones
- El CincelDocumento10 páginasEl CincelTania GonzalezAún no hay calificaciones
- Porta HerramientasDocumento5 páginasPorta HerramientasIsaac LópezAún no hay calificaciones
- Herramientas y Dispositivos para TornosDocumento20 páginasHerramientas y Dispositivos para TornosHugoHernandezAún no hay calificaciones
- SierrasDocumento17 páginasSierrasJonathan AvAún no hay calificaciones
- Sierra Mecánica - MandrinadoraDocumento35 páginasSierra Mecánica - MandrinadoraHannibal Rodrigo100% (3)
- Herramientas de BancoDocumento9 páginasHerramientas de Banconirvana100% (2)
- Diego 28-09Documento9 páginasDiego 28-09sombra jgAún no hay calificaciones
- Mecánica de BancoDocumento5 páginasMecánica de BancoLuz AlulimaAún no hay calificaciones
- SierrasDocumento40 páginasSierrasLeiyerlingAún no hay calificaciones
- Herramientas de BancoDocumento9 páginasHerramientas de BancoLuis Angel Ramos JuárezAún no hay calificaciones
- Apuntes Fabricación Por VirutaDocumento178 páginasApuntes Fabricación Por VirutaJosé J. RodríguezAún no hay calificaciones
- Tipos de BurilesDocumento6 páginasTipos de BurilesCamilo Casas50% (8)
- Ajuste MecánicoDocumento42 páginasAjuste MecánicoGerson Zavala Zambrano100% (3)
- Afilado de Herramientas para TornoDocumento15 páginasAfilado de Herramientas para Tornojesus landa galarzaAún no hay calificaciones
- Reparaciones y mantenimiento de la casaDe EverandReparaciones y mantenimiento de la casaCalificación: 3 de 5 estrellas3/5 (2)
- UF1213 - Técnicas de mecanizado y metrologíaDe EverandUF1213 - Técnicas de mecanizado y metrologíaCalificación: 4 de 5 estrellas4/5 (5)
- GadolaxDocumento1 páginaGadolaxBeluAún no hay calificaciones
- Trabajo Práctico de CostosDocumento3 páginasTrabajo Práctico de CostosFederico UmereAún no hay calificaciones
- Cartilla 1°-1°trimestreDocumento25 páginasCartilla 1°-1°trimestreBeluAún no hay calificaciones
- Exactas TecunivinfogestionDocumento2 páginasExactas TecunivinfogestionBeluAún no hay calificaciones
- Circ Elec 1cb (1-4) .Act PDFDocumento1 páginaCirc Elec 1cb (1-4) .Act PDFBeluAún no hay calificaciones
- CatequsisDocumento4 páginasCatequsisBeluAún no hay calificaciones
- ESTATICADocumento7 páginasESTATICABeluAún no hay calificaciones
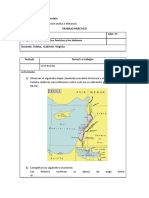
- TP10.Fenicios y Hebreos.3138Documento2 páginasTP10.Fenicios y Hebreos.3138BeluAún no hay calificaciones
- Historia de La Carrocería Del AutomóvilDocumento14 páginasHistoria de La Carrocería Del Automóvilaicvigo197392% (12)
- Examen Parcial Ingenieria AntisismicaDocumento6 páginasExamen Parcial Ingenieria AntisismicaLuis Hernan Mamani CahuiAún no hay calificaciones
- EJERCICIOSDocumento9 páginasEJERCICIOSKaterin Ramírez Estela50% (2)
- Mantenimiento MecanicoDocumento8 páginasMantenimiento MecanicoLeonardo PrietoAún no hay calificaciones
- Emlid Reach RS2Documento4 páginasEmlid Reach RS2antalvarAún no hay calificaciones
- Regeneracion Celular Por Nano-TecnologiaDocumento21 páginasRegeneracion Celular Por Nano-TecnologiaJosé Luis Padilla CamuendoAún no hay calificaciones
- Tipos de AceroDocumento20 páginasTipos de AceroSintia Yuli Ponce AguirreAún no hay calificaciones
- Artículos CombuscolDocumento1 páginaArtículos CombuscolFernando Vasquez Fonseca0% (1)
- Alarmas Externas Sobre LteDocumento16 páginasAlarmas Externas Sobre LteCesar Santiago Bolaño SalazarAún no hay calificaciones
- GFK1535 SP PDFDocumento72 páginasGFK1535 SP PDFsciriacomAún no hay calificaciones
- HT PotencialDocumento2 páginasHT PotencialAlex EscobarAún no hay calificaciones
- Medidor de Espesores B&TDocumento9 páginasMedidor de Espesores B&TDarioAún no hay calificaciones
- Mini TabDocumento162 páginasMini TabandresplataAún no hay calificaciones
- T1 - Flujo de Fluidos y Ecuación de BernoulliDocumento48 páginasT1 - Flujo de Fluidos y Ecuación de BernoulliSebastian GuevaraAún no hay calificaciones
- Propiedades de Los Gases NaturalesDocumento20 páginasPropiedades de Los Gases NaturalesMathew Melyth100% (3)
- Act - Sup Ondas y SonidoDocumento3 páginasAct - Sup Ondas y Sonidogiovanipereira352Aún no hay calificaciones
- Tarea Nº10 (Calculo de Mortero)Documento4 páginasTarea Nº10 (Calculo de Mortero)Chargans L. TovarAún no hay calificaciones
- Cuchillos de CerámicaDocumento2 páginasCuchillos de CerámicaJosé JerezAún no hay calificaciones
- Las Caras Del OzonoDocumento12 páginasLas Caras Del Ozonoandbad3Aún no hay calificaciones
- Tarea Clase 10Documento5 páginasTarea Clase 10James BondAún no hay calificaciones
- Practica 3Documento4 páginasPractica 3Jorge Luis PomachaguaAún no hay calificaciones
- Actividad 4 - Manejo de Herramientas ManualesDocumento8 páginasActividad 4 - Manejo de Herramientas ManualesJor Lu ChamocasAún no hay calificaciones
- Ejercicio 7Documento3 páginasEjercicio 7FernandoAmésquitaAún no hay calificaciones
- Lista de Peças Compressor Xas187Documento78 páginasLista de Peças Compressor Xas187Bruno CarleteAún no hay calificaciones
- 72 Procedimiento de Sellos de ContenedoresDocumento3 páginas72 Procedimiento de Sellos de ContenedoresRolando Quiroz GoralskiAún no hay calificaciones
- Valvulas de Exceso de Flujo para GLPDocumento15 páginasValvulas de Exceso de Flujo para GLPMarcelo CatinoAún no hay calificaciones
- Metodo HazopDocumento10 páginasMetodo HazopJose Jose Velazco MarvalAún no hay calificaciones
- Curvas de Magnetizacion y Relacion de TrasformacionDocumento7 páginasCurvas de Magnetizacion y Relacion de TrasformacionAlain VillavicencioAún no hay calificaciones
- Controlador OsakaDocumento6 páginasControlador OsakaLu KaAún no hay calificaciones
- Sistema Monitor CaterpillarDocumento9 páginasSistema Monitor CaterpillarcristianAún no hay calificaciones