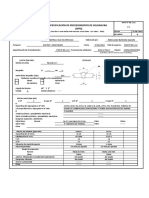
ESPECIFICACIÓN DE PROCEDIMIENTO DE SOLDADURA API 1104
ANTECEDENTES GENERALES
EMPRESA . WPS Nº PQR de soporte
Proceso de soldadura Tipo Fecha
DISEÑO DE LA UNIÓN
Tipo de unión (6.2.2 g) Tipo de soldadura (Simple /Doble)
(5.4.2.3)
Respaldo (Si /No) Tipo de respaldo
Abertura de Raíz Talón
Ángulo de Ranura Radio de Ranura (J- U)
(5.4.2.3)
Resane (Si/No) Método
METAL BASE
Especif. y Grado de Metal Base
Número P y/o Grupo de Metal Base
Espesor del Metal Base Diámetro de Cañería
Rango calificado de espesor (6.2.2 (e)) Rango Calificado
METAL DE APORTE (tabla 1)
Especificación AWS Clasificación
Grupo Diámetro
Espesor de Metal Depositado
POSICIÓN
Posición de Soldeo Progresión (5.4.2.9)
TÉCNICA
Tipo de Cordón Paso (Simple/ Múltiple)
Número de Electrodos Distancia Tubo Contacto a Pieza ---
Diámetro de boquilla de gas Velocidad promedio de avance
Limpieza Inicial Velocidad promedio de Alimentación ---
CARACTERÍSTICAS ELÉCTRICAS
Tipo de Corriente (CA /CCEP /CCEN /Pulsado) (5.4.2.7)
GAS DE PROTECCIÓN (5.4.2.10)
Gas: Composición:
Flujo Fundente:
PRECALENTAMIENTO Y TRATAMIENTO TÉRMICO POST SOLDEO (5.4.2.13) (5.4.2.14)
Temp. Precalentamiento Temp. Entre pasadas (5.4.2.8)
Tipo de Tratamiento Térmico Posterior Medio de Enfriamiento
Rango de Temperatura Tiempo de Permanencia
Ejecutó: Revisó: Aprobó:
PROCESO DE SOLDADURA
Pase Aporte Corriente Voltaje Avance Esquema
Tipo Diám. Polar. Amp. (V) (5.4.2.12)
(mm/min)
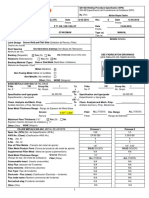
� REGISTRO DE CALIFICACIÓN DE PROCEDIMIENTO API 1104
ANTECEDENTES GENERALES
EMPRESA IDENTIFICACIÓN
Proceso SMAW Tipo Manual Fecha
Soldador Rut
DISEÑO DE LA UNIÓN
Tipo de unión A tope Tipo de soldadura (Simple /Doble) Ranura en V Simple
Respaldo (Si /No) No Tipo de respaldo ---
Abertura de Raíz 3 mm Talón 3 mm.
Ángulo de Ranura 60º Radio de Ranura (J- U) ---
Resane (Si/ No) No Método Esmeril angular
METAL BASE
Especif. y Grado de Metal Base API 5L grado X42
Número P y Grupo de Metal Base Grupo b
Espesor del Metal Base 6mm Diámetro de Cañería 200 mm
METAL DE APORTE
Especificación AWS A5.1(raíz) – A5.5 (relleno) Clasificación E6010 (raíz) – E7018
Grupo 1 (raíz) – 3 (relleno) Diámetro 3 mm (raíz) – 2.4 mm
Espesor de Metal Depositado 25mm
TÉCNICA
Posición de Calificación 6G Progresión Ascendente
Tipo de Cordón Oscilante Paso (Simple/ Múltiple) Múltiple
Número de Electrodos Múltiple Distancia Tubo Contacto a Pieza
Diámetro de boquilla de gas --- Velocidad promedio de avance 107 (raíz) mm/min
170 (relleno) mm/min
Limpieza Inicial y entrepasadas Esmeril Velocidad de alimentación ---
CARACTERÍSTICAS ELÉCTRICAS
Tipo de Corriente (CA /CCEP /CCEN /Pulsado) CCEP
Modo de Transferencia en GMAW (Corto Circuito/ Globular/ Spray) ---
Electrodo de Tungsteno en GTAW (Diámetro/ Tipo) ---
GAS DE PROTECCIÓN
Gas: --- Composición: ---
Flujo --- Fundente: ---
PRECALENTAMIENTO Y TRATAMIENTO TÉRMICO POST SOLDEO
Temp. Precalentamiento 10ºC mín. Temp. Entre pasadas ---
Tipo de Tratamiento Térmico Posterior --- Medio de Enfriamiento ---
Rango de Temperatura --- Tiempo de Permanencia ---
PROCESO DE SOLDADURA
Pase Met. Aporte Corriente Voltaje Avance Esquema
Tipo Diám. Polar. Amp. (V) (mm/min.)
1º Raíz E6010 3.0mm CC,EP 60 22 107
2º E7018 2.4mm CC,EP 80 21 185
3º E7018 2.4mm CC,EP 80 21 175 6mm
4º E7018 2.4mm CC,EP 80 21 157
5º E7018 2.4mm CC,EP 80 21 168
6º E7018 2.4mm CC,EP 80 21 164
3mm
� REGISTRO DE CALIFICACIÓN DE PROCEDIMIENTO API 1104
PQR Nº
RESULTADOS DE ENSAYO
INSPECCIÓN VISUAL
Defectos Observaciones
Apariencia Cumple
Socavación No presenta
Porosidad No presenta
Convexidad Cumple
Altura de Refuerzo Cumple
Traslape No presenta
ENSAYO DE DOBLADO GUIADO
Probeta Tipo Resultado Observaciones
Nº 1 Doblado de Cara Cumple Sin observaciones
Nº 2 Doblado de Cara Cumple Sin observaciones
Nº 3 Doblado de Raíz Cumple Sin observaciones
Nº 4 Doblado de Raíz Cumple Sin observaciones
Nº 5 Nick break Cumple Sin observaciones
Nº 6 Nick break Cumple Sin observaciones
ENSAYO DE TRACCIÓN
Probeta
Tensión
Sección rebajada Alargamiento
Máxima Observaciones
(mm) Lo = 50%
(MPa)
Ancho Espesor
P-1 25.0 6.35 466 23.9 Falla fuera de la unión soldada
P-2 25.0 5.98 485 22.9 Falla fuera de la unión soldada
Ejecutó: Revisó: Aprobó: