También podría gustarte
- 212 Pintura TraficoDocumento2 páginas212 Pintura TraficotacosanchezbrayanAún no hay calificaciones
- IC6200Documento3 páginasIC6200Mario AmaroAún no hay calificaciones
- IC7505Documento2 páginasIC7505chernandez_243484Aún no hay calificaciones
- IC7500Documento2 páginasIC7500ADRIANA RODRIGUEZAún no hay calificaciones
- 780 TRICOMASTIC - Marzo 2011Documento4 páginas780 TRICOMASTIC - Marzo 2011javiercoralesAún no hay calificaciones
- ..Pintura para Trafico MaestroDocumento2 páginas..Pintura para Trafico MaestroDaniel ArturoAún no hay calificaciones
- W-Term CVD 660 Zinc 500°cDocumento5 páginasW-Term CVD 660 Zinc 500°cEl Charasquiada CharroAún no hay calificaciones
- Via Color Señalamiento Base SolventeDocumento3 páginasVia Color Señalamiento Base Solventefrancisco javier rubioAún no hay calificaciones
- FERROCRYLDocumento2 páginasFERROCRYLMarcos DiazAún no hay calificaciones
- Pintura para Tráfico Maestro (TTP 115F Tipo I, Ii) : 1. Descripción Del ProductoDocumento2 páginasPintura para Tráfico Maestro (TTP 115F Tipo I, Ii) : 1. Descripción Del ProductoLeontes HenriquezAún no hay calificaciones
- Pintura para Trafico MaestroDocumento2 páginasPintura para Trafico Maestroarribasplata007Aún no hay calificaciones
- CT Pintura Trafico Secado Rapido BSDocumento3 páginasCT Pintura Trafico Secado Rapido BSCesar Armando Ramirez BermudezAún no hay calificaciones
- 1359 - FT - Cotefilm NG Liso SatinadoDocumento4 páginas1359 - FT - Cotefilm NG Liso SatinadoclosedAún no hay calificaciones
- 2018 Oct CT - POLYFORM PRIMER NITRO ACRILICODocumento3 páginas2018 Oct CT - POLYFORM PRIMER NITRO ACRILICOALFREDO OJENDIS PELAEZAún no hay calificaciones
- 4238 C&C Antifouling 238Documento3 páginas4238 C&C Antifouling 238luisdavid01Aún no hay calificaciones
- Ficha Técnica Micron-PremiumDocumento3 páginasFicha Técnica Micron-Premiumnunes.prof3298Aún no hay calificaciones
- 8.2. Masilla Epoxica SWPDocumento2 páginas8.2. Masilla Epoxica SWPCarlos GrándezAún no hay calificaciones
- Polyform-Sellador-S-270-2 - Sellador DuelaDocumento3 páginasPolyform-Sellador-S-270-2 - Sellador DuelaALFREDO OJENDIS PELAEZAún no hay calificaciones
- Pintura Intumescente (Al Disolvente)Documento2 páginasPintura Intumescente (Al Disolvente)Fernando PintoAún no hay calificaciones
- Sikasil PoolDocumento3 páginasSikasil PoolDEPOSITO AGROPECUARIOAún no hay calificaciones
- Tds Pintuco Pintura para Trafico y DemarcacionDocumento2 páginasTds Pintuco Pintura para Trafico y DemarcacionHei Mar100% (1)
- Esmalte Caucho Clorado 2Documento2 páginasEsmalte Caucho Clorado 2Sussy Rojas QuispeAún no hay calificaciones
- FT Graniplast Premium EsgrafiadoDocumento5 páginasFT Graniplast Premium Esgrafiadoingecreativasst2Aún no hay calificaciones
- Hempadur ZincDocumento2 páginasHempadur ZincbetsyAún no hay calificaciones
- River-Sellador-48 - Sellador DuelaDocumento3 páginasRiver-Sellador-48 - Sellador DuelaALFREDO OJENDIS PELAEZAún no hay calificaciones
- Hoja Tecnica Ceremastic 3000 GFDocumento4 páginasHoja Tecnica Ceremastic 3000 GFKharlos PlazaAún no hay calificaciones
- FT Ultra MasticDocumento3 páginasFT Ultra MasticANDREA SANTANAAún no hay calificaciones
- Anticorrosivo Wash Primer OtsDocumento3 páginasAnticorrosivo Wash Primer OtsHenry Cuellar TrujilloAún no hay calificaciones
- UNDERCOATINGDocumento2 páginasUNDERCOATINGEMERSON BALDEON VEGAAún no hay calificaciones
- Color Car Rellenador PlasticoDocumento2 páginasColor Car Rellenador PlasticoCarlos BenitezAún no hay calificaciones
- TDS Es Primer Pu 1000Documento3 páginasTDS Es Primer Pu 1000rosarioAún no hay calificaciones
- Co-Ht - Barrera Epóxica S 23Documento3 páginasCo-Ht - Barrera Epóxica S 23Jose PolindaraAún no hay calificaciones
- Ultratrafic TTP 115 F Tipo Ii PDFDocumento2 páginasUltratrafic TTP 115 F Tipo Ii PDFsheylaAún no hay calificaciones
- Poliester PintucoDocumento4 páginasPoliester PintucoJuan Kmilo GAún no hay calificaciones
- Carboguard 890 GF PDSDocumento5 páginasCarboguard 890 GF PDSLuisCharrisAún no hay calificaciones
- Sikaflex 221Documento4 páginasSikaflex 221Craig TurnerAún no hay calificaciones
- SHERTAR200BRDocumento2 páginasSHERTAR200BRLuis Miguel ToscanoAún no hay calificaciones
- 1360 FT Cotefilm-IncoloroDocumento3 páginas1360 FT Cotefilm-IncoloroclosedAún no hay calificaciones
- Graniplast Premium Silcoplast - 1 PDFDocumento4 páginasGraniplast Premium Silcoplast - 1 PDFJorge Eliecer Ceballos CardonaAún no hay calificaciones
- VIALCOLORES1118Documento2 páginasVIALCOLORES1118Tori ZamoraAún no hay calificaciones
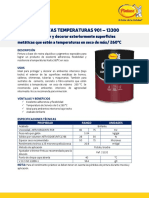
- Corrotec Altas Temperaturas 901 0c 260cDocumento3 páginasCorrotec Altas Temperaturas 901 0c 260cJhan VlAún no hay calificaciones
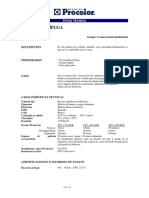
- Especificación TécnicaDocumento2 páginasEspecificación TécnicaJesus MezaAún no hay calificaciones
- Sika Demarcacionvials 0740730100Documento3 páginasSika Demarcacionvials 0740730100Matias BoniAún no hay calificaciones
- Laca Selladora Maestro ClasicaDocumento2 páginasLaca Selladora Maestro ClasicatigremedAún no hay calificaciones
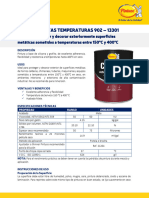
- Corrotec Altas Temperaturas 902 150c 400cDocumento4 páginasCorrotec Altas Temperaturas 902 150c 400cAdrian Galvis100% (1)
- Koraza Impermeabilizante Y85Documento2 páginasKoraza Impermeabilizante Y85Luis Rodriguez100% (1)
- Esmalte Uretano Aluminio HS - SIKADocumento3 páginasEsmalte Uretano Aluminio HS - SIKAclartkentAún no hay calificaciones
- Propoxy 600-1Documento2 páginasPropoxy 600-1JorgeDiazSanchezAún no hay calificaciones
- Sika Boom HDPDocumento3 páginasSika Boom HDPasej73-1Aún no hay calificaciones
- Graniplast Estandar EsgrafiadoDocumento4 páginasGraniplast Estandar EsgrafiadotttAún no hay calificaciones
- FT. Poliurea Fría PS-300.DDocumento7 páginasFT. Poliurea Fría PS-300.DcesarAún no hay calificaciones
- U10685 Y17685 GP4685 PolyCoteDocumento2 páginasU10685 Y17685 GP4685 PolyCoteFrancisco Salinas HerreaAún no hay calificaciones
- Polyester Universal Transparente: FW-0015 Al 5 % FW-0010 Al 10 % FW-0020Documento2 páginasPolyester Universal Transparente: FW-0015 Al 5 % FW-0010 Al 10 % FW-0020Gonzalo RuizEsparzaAún no hay calificaciones
- Rte3-5 DT Sintético Automotriz Serie 5100Documento3 páginasRte3-5 DT Sintético Automotriz Serie 5100Bryan VegaAún no hay calificaciones
- Bituflex B 990Documento2 páginasBituflex B 990Thalia Philco GarayAún no hay calificaciones
- Altas Temperaturas 904 0Documento4 páginasAltas Temperaturas 904 0Martin MercadoAún no hay calificaciones
- PDS Hempadur Resin HB 35860Documento2 páginasPDS Hempadur Resin HB 35860pablolz712Aún no hay calificaciones
- 5 Aquarel XTDocumento1 página5 Aquarel XTalvaro de jesus murillo de la hozAún no hay calificaciones
- Proceso Productivo para Fabricar Bloques de Hormigón: Bloqueras artesanales, #2De EverandProceso Productivo para Fabricar Bloques de Hormigón: Bloqueras artesanales, #2Aún no hay calificaciones
- Pintado de vehículos por difuminado. TMVL0509De EverandPintado de vehículos por difuminado. TMVL0509Calificación: 5 de 5 estrellas5/5 (1)
- Nuevo ModeloDocumento6 páginasNuevo ModeloRosa Tianí Miralles CarranzaAún no hay calificaciones
- Actividad 1 y 2Documento5 páginasActividad 1 y 2Heidy Ivette Santos RodriguezAún no hay calificaciones
- Wing, Emily - Back When Ure Easier To LoveDocumento233 páginasWing, Emily - Back When Ure Easier To LoveNoelia RodriguezAún no hay calificaciones
- Monografia de CBRDocumento10 páginasMonografia de CBRERICKAún no hay calificaciones
- Actividad 13 Tarea Teorías y Modelos de Desarrollo en América Latina y HondurasDocumento6 páginasActividad 13 Tarea Teorías y Modelos de Desarrollo en América Latina y HondurasSánchez SánchezAún no hay calificaciones
- Cartilla de Planificación para Secundaria - 2017Documento21 páginasCartilla de Planificación para Secundaria - 2017WILSON CANCINO ESPI NOZA80% (5)
- Matriz de Rendicion de Cuentas BuenaDocumento15 páginasMatriz de Rendicion de Cuentas Buenacamila quiñonezAún no hay calificaciones
- Diseño de Un Sistema de Gestión de La Calidad para Mejora La Productividad en La Empresa Agropucalá S.A.A., Chiclayo 2018Documento193 páginasDiseño de Un Sistema de Gestión de La Calidad para Mejora La Productividad en La Empresa Agropucalá S.A.A., Chiclayo 2018Aura BermudezAún no hay calificaciones
- Generalidades de La CulataDocumento4 páginasGeneralidades de La CulataHenry JimenezAún no hay calificaciones
- Reporte, Laboratorio 3. Aparatos de Medida.Documento3 páginasReporte, Laboratorio 3. Aparatos de Medida.Mileidy Diaz BernalAún no hay calificaciones
- TECHO Presenta Un Mapa de La Vulnerabilidad en AsentamientosDocumento18 páginasTECHO Presenta Un Mapa de La Vulnerabilidad en AsentamientosElCorreoGráficoAún no hay calificaciones
- Definiciondel LibroDocumento2 páginasDefiniciondel Librovasquez1489Aún no hay calificaciones
- Cuaderno de Trabajo Comunicacion 1 PDFDocumento240 páginasCuaderno de Trabajo Comunicacion 1 PDFCesar Ignazzio Lupo64% (11)
- Hábitos Atómicos Feb. 2022 - Sandra MartinezDocumento22 páginasHábitos Atómicos Feb. 2022 - Sandra MartinezgisellaAún no hay calificaciones
- Prog Datasci 5 API Tutorial ScrapyDocumento6 páginasProg Datasci 5 API Tutorial Scrapy504591 504591Aún no hay calificaciones
- Prueba A-4 NumerosDocumento12 páginasPrueba A-4 Numerosnaderht1004Aún no hay calificaciones
- Trabajo Calculo Sara Pineda MH PDFDocumento10 páginasTrabajo Calculo Sara Pineda MH PDFseneca76Aún no hay calificaciones
- Practica n5 QuimicaDocumento4 páginasPractica n5 QuimicaAnthoni Conco LoboAún no hay calificaciones
- 1984-George Orwell.: I. Glosario de 1984Documento7 páginas1984-George Orwell.: I. Glosario de 1984Maritxu CuevasAún no hay calificaciones
- De TuckmanDocumento9 páginasDe TuckmanTanya MéndezAún no hay calificaciones
- Láser f4Documento2 páginasLáser f4abel isaac huaytalla cotrinaAún no hay calificaciones
- MODELO FICHA ArquitecturaDocumento1 páginaMODELO FICHA ArquitecturaYubert RojasAún no hay calificaciones
- Ejercicios U.2 C-V-U Enrique Díaz ReyesDocumento25 páginasEjercicios U.2 C-V-U Enrique Díaz ReyesEnrique DíazAún no hay calificaciones
- S2 - Contenido - Estgt1102Documento15 páginasS2 - Contenido - Estgt1102Claudio GómezAún no hay calificaciones
- Actividad de Puntos Evaluables - Escenario 5 - PRIMER BLOQUE-TEORICO - VIRTUAL - MEDICINA PREVENTIVADocumento6 páginasActividad de Puntos Evaluables - Escenario 5 - PRIMER BLOQUE-TEORICO - VIRTUAL - MEDICINA PREVENTIVATito JavierAún no hay calificaciones
- Es Sermon - No Hay Huerfanos de DiosDocumento6 páginasEs Sermon - No Hay Huerfanos de DiosNereida Moreno VillarrealAún no hay calificaciones
- PDF Super Memoria La Guia Clave Pa Pablo LomelipdfDocumento234 páginasPDF Super Memoria La Guia Clave Pa Pablo LomelipdfLawrence MararacAún no hay calificaciones
- Planos Perimetral La Molina Raul Cardenas-ModelDocumento1 páginaPlanos Perimetral La Molina Raul Cardenas-ModelJorgeTupiaAún no hay calificaciones
- Presentación Relación de AyudaDocumento20 páginasPresentación Relación de Ayudavoluntariadoconsolac100% (17)
- CAR 26/05/2021 10:19 Al Contestar Cite Este No.: 20213037538 Origen: Dirección de Cultura Ambiental y Destino:Dirección Regional Ubate Anexos: Fol: 4Documento4 páginasCAR 26/05/2021 10:19 Al Contestar Cite Este No.: 20213037538 Origen: Dirección de Cultura Ambiental y Destino:Dirección Regional Ubate Anexos: Fol: 4Elizabeth Castiblanco RochaAún no hay calificaciones