También podría gustarte
- Diseño de utillajes, matricería y prototipado con SolidWorksDe EverandDiseño de utillajes, matricería y prototipado con SolidWorksCalificación: 3 de 5 estrellas3/5 (1)
- Presupuesto Tendido ElectricoDocumento4 páginasPresupuesto Tendido ElectricoEleazar MoranteAún no hay calificaciones
- Procedimiento de LastradoDocumento3 páginasProcedimiento de LastradoJulio Alcantara100% (1)
- AST de SoldaduraDocumento11 páginasAST de SoldaduraErnestoAún no hay calificaciones
- Normas de competencia del carpintero metálico en aceroDe EverandNormas de competencia del carpintero metálico en aceroAún no hay calificaciones
- Informe 3 Mec.Documento10 páginasInforme 3 Mec.Harnold GarnicaAún no hay calificaciones
- Cuaderno de Informe 5, Jeffrey Junior Garcia AylasDocumento12 páginasCuaderno de Informe 5, Jeffrey Junior Garcia Aylasjeffreygarcia12340Aún no hay calificaciones
- Cuaderno de Informes Semana 1Documento9 páginasCuaderno de Informes Semana 1Joseph De la CruzAún no hay calificaciones
- Cuaderno de Informes - IFP Semana 6,7 y 8Documento18 páginasCuaderno de Informes - IFP Semana 6,7 y 8marquiños isaiasAún no hay calificaciones
- Cuaderno de Informes Numero 5 - Marcio Cueva TrujilloDocumento9 páginasCuaderno de Informes Numero 5 - Marcio Cueva TrujilloAbel CuevaAún no hay calificaciones
- Cuaderno de Informes Semana 3 Calculos de Transmisión PDFDocumento11 páginasCuaderno de Informes Semana 3 Calculos de Transmisión PDFPriscila JaraAún no hay calificaciones
- Formación Profesional Dual: Servicio Nacional de Adiestramiento en Trabajo IndustrialDocumento12 páginasFormación Profesional Dual: Servicio Nacional de Adiestramiento en Trabajo IndustrialRonaldo RiveraAún no hay calificaciones
- Maq y Herramientas 7 Enzo Llacsa N.Documento8 páginasMaq y Herramientas 7 Enzo Llacsa N.Luana levenca Nieto menesesAún no hay calificaciones
- RellenarDocumento10 páginasRellenarANDERS FÚTBOLAún no hay calificaciones
- Cuaderno de Informes - Semana 1 - 2023Documento9 páginasCuaderno de Informes - Semana 1 - 2023Abel CuevaAún no hay calificaciones
- Banco y Ajuste Semana 5Documento15 páginasBanco y Ajuste Semana 5Ibrahin silverio Tucto pucuhuaylaAún no hay calificaciones
- Cuaderno de Informes - IFPDocumento18 páginasCuaderno de Informes - IFPfernando rosselAún no hay calificaciones
- Informe de Máquinas y Herramientas WaaaaDocumento11 páginasInforme de Máquinas y Herramientas WaaaaluisjcastrochAún no hay calificaciones
- Cuaderno de Informes 7 IV SEMESTRE.Documento10 páginasCuaderno de Informes 7 IV SEMESTRE.Jose AndersonAún no hay calificaciones
- Cuaderno de Informes Numero 3 - Marcio CuevaDocumento9 páginasCuaderno de Informes Numero 3 - Marcio CuevaAbel CuevaAún no hay calificaciones
- Semana 1Documento10 páginasSemana 1Sayuri Nicol MuerasAún no hay calificaciones
- Cuaderno de Informe 4, Jeffrey Junior Garcia AylasDocumento13 páginasCuaderno de Informe 4, Jeffrey Junior Garcia Aylasjeffreygarcia12340Aún no hay calificaciones
- Cuaderno de Informes 2 Mantenimiento de ChasisDocumento16 páginasCuaderno de Informes 2 Mantenimiento de ChasisJuan ManuelAún no hay calificaciones
- Informe Semana 1Documento9 páginasInforme Semana 1Carmen ArenasAún no hay calificaciones
- Cuaderno de Informes - IFP 3 AvanzeDocumento21 páginasCuaderno de Informes - IFP 3 AvanzeMarco. Kelthoz.Aún no hay calificaciones
- Bloque Prismatico Semana 7Documento10 páginasBloque Prismatico Semana 7cristian crt98Aún no hay calificaciones
- Modelo Cuaderno de Indorme BancoDocumento10 páginasModelo Cuaderno de Indorme Bancosaltry peAún no hay calificaciones
- Informe1 SoldaduraDocumento8 páginasInforme1 SoldaduraAlfredo PilcoAún no hay calificaciones
- Cuaderno de Informes Jesus Manuel GamarraDocumento10 páginasCuaderno de Informes Jesus Manuel GamarraJesúsMgAún no hay calificaciones
- CUADERNO - DE - INFORMES Semana 5Documento6 páginasCUADERNO - DE - INFORMES Semana 5Hector BolivarAún no hay calificaciones
- Cuaderno de Informes - Tuñoque Ladines Alex GustovoDocumento7 páginasCuaderno de Informes - Tuñoque Ladines Alex GustovoAlex TuñoqueAún no hay calificaciones
- Cuaderno de Informes N 2 Seminario 2Documento9 páginasCuaderno de Informes N 2 Seminario 2cesiaruth73Aún no hay calificaciones
- Servicio Nacional de Adiestramiento en Trabajo IndustrialDocumento10 páginasServicio Nacional de Adiestramiento en Trabajo IndustrialMax JulcaAún no hay calificaciones
- Msud - Msud-309 - Cuaderno - de - Informes 2Documento9 páginasMsud - Msud-309 - Cuaderno - de - Informes 2Alexis David Machaca JuarezAún no hay calificaciones
- Cuaderno de Informes Semana 02Documento16 páginasCuaderno de Informes Semana 02Andrea Alejandra López SánchezAún no hay calificaciones
- Cuaderno+de+Informes+Gino+Carrasco+4Documento12 páginasCuaderno+de+Informes+Gino+Carrasco+4martinezrumichepedrosimon19Aún no hay calificaciones
- Plan de Trabajo Del EstudianteDocumento7 páginasPlan de Trabajo Del Estudiante73695630Aún no hay calificaciones
- Cuaderno de InformesDocumento8 páginasCuaderno de InformesCristian FusterAún no hay calificaciones
- SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL - Docx5Documento12 páginasSERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL - Docx5Vilder HuamanAún no hay calificaciones
- Cuadro de Informes #4Documento14 páginasCuadro de Informes #4carlosAún no hay calificaciones
- Informe de La Primera SemanaDocumento11 páginasInforme de La Primera SemanaDANUSKA NAIVAREZ SÁNCHEZAún no hay calificaciones
- Informe 9Documento11 páginasInforme 9cahuanavladimir7Aún no hay calificaciones
- INFORMEDocumento10 páginasINFORMEJoseph De la CruzAún no hay calificaciones
- Cuaderno - de - Informe 12anDocumento12 páginasCuaderno - de - Informe 12anAbner N Lexnz SanchxzAún no hay calificaciones
- s3 Man ElectDocumento15 páginass3 Man ElectDoyler Vasquez pintadoAún no hay calificaciones
- Hernandez Elera Cuaderno de Informe (16Documento9 páginasHernandez Elera Cuaderno de Informe (16Carla Ariana Otero CossioAún no hay calificaciones
- Cuaderno de Informe Numero 2 PDFDocumento10 páginasCuaderno de Informe Numero 2 PDFDELFOR ENRIQUE AGUIRRE/GUEVARAAún no hay calificaciones
- Informe Semanal 3 IiiDocumento10 páginasInforme Semanal 3 IiiCarlos RosarioAún no hay calificaciones
- Semana 4 Banco y AjusteDocumento12 páginasSemana 4 Banco y AjusteIbrahin silverio Tucto pucuhuaylaAún no hay calificaciones
- Eeid-322 - Cuaderno de InformesDocumento10 páginasEeid-322 - Cuaderno de InformesMonica xiomara Auris AlvarezAún no hay calificaciones
- Ejemplo de Cuaderno de InformesDocumento8 páginasEjemplo de Cuaderno de InformesAndres Danilo Aliaga VegaAún no hay calificaciones
- Cuaderno de InformesDocumento10 páginasCuaderno de InformesAlex Yorlin Hernández SuárezAún no hay calificaciones
- Formación Profesional Dual: Servicio Nacional de Adiestramiento en Trabajo IndustrialDocumento9 páginasFormación Profesional Dual: Servicio Nacional de Adiestramiento en Trabajo IndustrialFREDDY ZTAún no hay calificaciones
- Nsid-213 - Cuaderno de Informes 3 (Estandares)Documento14 páginasNsid-213 - Cuaderno de Informes 3 (Estandares)Milagros PachecoAún no hay calificaciones
- Cuchillas y PrensasDocumento9 páginasCuchillas y PrensasSebastian Diaz LaurenteAún no hay calificaciones
- Formación ProfesionalDocumento16 páginasFormación ProfesionalLuis Daniel Cahui AzorzaAún no hay calificaciones
- Cuaderno Semana 9 TARRILLO .GDocumento10 páginasCuaderno Semana 9 TARRILLO .GPiero TarrilloAún no hay calificaciones
- Informe 22Documento8 páginasInforme 22Fidel Reaño aguilarAún no hay calificaciones
- 12 InformeDocumento6 páginas12 Informefortnite gameAún no hay calificaciones
- Mmad-517 - Cuaderno - de - Informes Mensual 20-27 JulioDocumento12 páginasMmad-517 - Cuaderno - de - Informes Mensual 20-27 JulioKevin Achata BurgaAún no hay calificaciones
- Informe Semanal 3 Mecanica BasicaDocumento10 páginasInforme Semanal 3 Mecanica BasicaJhonatan Castillo CalderonAún no hay calificaciones
- Cuderno de InformeDocumento39 páginasCuderno de InformeMileidy LimaescobarAún no hay calificaciones
- Cuaderno de Informes 1Documento9 páginasCuaderno de Informes 1Juni JuniAún no hay calificaciones
- Pase de Trabajo - Hugo Calliri - RTS AUTOMATION SACDocumento1 páginaPase de Trabajo - Hugo Calliri - RTS AUTOMATION SACHarnold GarnicaAún no hay calificaciones
- Informe 1 Mec.Documento9 páginasInforme 1 Mec.Harnold GarnicaAún no hay calificaciones
- Certificado CVR MTPEPPB01 - Campus Virtual RomeroDocumento1 páginaCertificado CVR MTPEPPB01 - Campus Virtual RomeroHarnold GarnicaAún no hay calificaciones
- Tarea 1 y 2 Sebastian Coll - Seguridad e Higiene IndustrialDocumento13 páginasTarea 1 y 2 Sebastian Coll - Seguridad e Higiene IndustrialHarnold GarnicaAún no hay calificaciones
- Foro TematicoDocumento12 páginasForo TematicoHarnold GarnicaAún no hay calificaciones
- Tecnicas de Comunicacion Actividad 1 y 2Documento2 páginasTecnicas de Comunicacion Actividad 1 y 2Harnold GarnicaAún no hay calificaciones
- SINU-151 Unidad02 Material ReforzamientoDocumento2 páginasSINU-151 Unidad02 Material ReforzamientoHarnold GarnicaAún no hay calificaciones
- Porcentajes 1RO DE SECDocumento8 páginasPorcentajes 1RO DE SECHarnold GarnicaAún no hay calificaciones
- FICHAS PAISAJISTA Critica ViernesDocumento14 páginasFICHAS PAISAJISTA Critica ViernesHarnold GarnicaAún no hay calificaciones
- Medidas de Seguridad en Operaciones Con Equipos Cargador FrontalDocumento3 páginasMedidas de Seguridad en Operaciones Con Equipos Cargador FrontalRoberto Morelos WhitakerAún no hay calificaciones
- LosasNervuradasDocumento23 páginasLosasNervuradasAnalis PérezAún no hay calificaciones
- Lab1 2245 II 2020Documento4 páginasLab1 2245 II 2020Jose Rolando Diaz CondoAún no hay calificaciones
- 5.4 Sistema RotatorioDocumento14 páginas5.4 Sistema RotatorioIbet Martínez100% (1)
- Cot 35 FS 2022Documento2 páginasCot 35 FS 2022Milagros CaceresAún no hay calificaciones
- MejoramientoTermodP2PAO2 1Documento2 páginasMejoramientoTermodP2PAO2 1Miguel Teran07 ECAún no hay calificaciones
- PERNOSDocumento2 páginasPERNOSManrique Gutierrez RobinAún no hay calificaciones
- Herramientas Manuales y Equipos PortátilesDocumento21 páginasHerramientas Manuales y Equipos PortátilesGrupo 2 Catedra vallejoAún no hay calificaciones
- Casa Prefabricada 2013Documento2 páginasCasa Prefabricada 2013JASL16100% (1)
- Axiomath PasosDocumento4 páginasAxiomath PasosAlfred OrozcoAún no hay calificaciones
- Informe 3 ML-202Documento42 páginasInforme 3 ML-202Mauricio RuizAún no hay calificaciones
- Ee - Tt. Base Granular San RafaelDocumento3 páginasEe - Tt. Base Granular San RafaelMishel MezaAún no hay calificaciones
- 009092XX Regadera DocolDocumento2 páginas009092XX Regadera DocolvictorAún no hay calificaciones
- Cotizacion SRCMN1970 (Travisa Polea Rodillos 12-06-2023)Documento1 páginaCotizacion SRCMN1970 (Travisa Polea Rodillos 12-06-2023)Hugo PinedaAún no hay calificaciones
- Semana 03Documento3 páginasSemana 03roy ramos bautistaAún no hay calificaciones
- Apu Grupo CDocumento43 páginasApu Grupo CZander Meza ChoqueAún no hay calificaciones
- Cronograma - Via Secundaria. Py-Paseo de La Rinconada de Piura IVDocumento1 páginaCronograma - Via Secundaria. Py-Paseo de La Rinconada de Piura IVHenry MontoyaAún no hay calificaciones
- GXP SOPManual Spanish March2Documento77 páginasGXP SOPManual Spanish March2Cesar Eugenio Sanhueza ValdebenitoAún no hay calificaciones
- Unión Victaulic Estilo 07 - 741 - BrunoDocumento2 páginasUnión Victaulic Estilo 07 - 741 - BrunoRodrigo Escárate BernalAún no hay calificaciones
- Sistemas Estructurales MaderaDocumento15 páginasSistemas Estructurales MaderaHugo Padilla LeivaAún no hay calificaciones
- Ejercicio M.HDocumento2 páginasEjercicio M.HAndrés GueteAún no hay calificaciones
- ACCESORIOS DE LA MÁQUINA FRESADORA - ArukasiDocumento5 páginasACCESORIOS DE LA MÁQUINA FRESADORA - ArukasiangelAún no hay calificaciones
- 428 rd6mDocumento20 páginas428 rd6mEsteban GarciaAún no hay calificaciones
- Bol-Min-Pet-5 Perforacion de Frente Con Jumbo Electro HidraulicoDocumento4 páginasBol-Min-Pet-5 Perforacion de Frente Con Jumbo Electro HidraulicoMichell ValdenassiAún no hay calificaciones
- Manejo Seguro e Izaje Con Mula GruaDocumento15 páginasManejo Seguro e Izaje Con Mula Gruarhernandezhc2412Aún no hay calificaciones
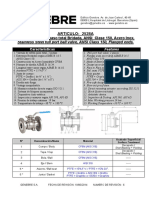
- Valv. Bola Acero Inox Bridada GenebreDocumento5 páginasValv. Bola Acero Inox Bridada GenebreDanny Gonzalo Mamani SilvaAún no hay calificaciones
- Triptico LsisDocumento2 páginasTriptico LsisJeff RuizAún no hay calificaciones