También podría gustarte
- 1.2 Cerebro Del Niño PDFDocumento15 páginas1.2 Cerebro Del Niño PDFKatrina BowenAún no hay calificaciones
- Planes de Mesa de Enrutador para CarpinteríaDocumento3 páginasPlanes de Mesa de Enrutador para CarpinteríaJonathan Montañez CarranzaAún no hay calificaciones
- CarpinteriaDocumento15 páginasCarpinteriaVerónica PalaoAún no hay calificaciones
- Carpinteria de Madera - PuertaDocumento9 páginasCarpinteria de Madera - PuertaLuis Acosta Davila100% (1)
- Como Hacer Una Sierra Circular de BancoDocumento17 páginasComo Hacer Una Sierra Circular de BancoAurelio Oviedo100% (1)
- Cuaderno Taller OBM OBC 2014 15 PDFDocumento91 páginasCuaderno Taller OBM OBC 2014 15 PDFManuel Romero100% (2)
- Construya Su Mesa Estilo ShakerDocumento7 páginasConstruya Su Mesa Estilo ShakerdanielfabaAún no hay calificaciones
- #High 5 Marce FitnessDocumento22 páginas#High 5 Marce FitnessKathe Sancé100% (4)
- Cómo Hacer Un RoperoDocumento9 páginasCómo Hacer Un RoperoJosé Luis Zaragoza Pérez100% (1)
- Herramientas de CarpinteríaaDocumento12 páginasHerramientas de CarpinteríaaJuank Rs100% (1)
- Ppt-N°10 - La Familia y Los Alimentos-Curso - DoctrinaDocumento13 páginasPpt-N°10 - La Familia y Los Alimentos-Curso - DoctrinaEnrique Jordan Laos Jaramillo100% (1)
- Herramientas Manuales para El Mecanizado de La Madera 1Documento16 páginasHerramientas Manuales para El Mecanizado de La Madera 120santiago11100% (1)
- Trazado y Aserrado Manual.Documento15 páginasTrazado y Aserrado Manual.Yessi CastroAún no hay calificaciones
- Usos Tecnología Del Taller para Trabajo en MaderaDocumento11 páginasUsos Tecnología Del Taller para Trabajo en MaderaTONYAún no hay calificaciones
- 12 Torneado PDFDocumento48 páginas12 Torneado PDFvestruzAún no hay calificaciones
- HOJALATERIADocumento19 páginasHOJALATERIAFabio Ikaczyk100% (1)
- EBANISTERIADocumento21 páginasEBANISTERIAAngel Jese Valle GrimaniAún no hay calificaciones
- Banco de CarpinteroDocumento9 páginasBanco de CarpinteroBrenda DíazAún no hay calificaciones
- Resumen de Modelo Ecosistémico BronfenbrennerDocumento5 páginasResumen de Modelo Ecosistémico BronfenbrennerCAMILA ISIDORA ESPERANZA MELLADO MADARIAGAAún no hay calificaciones
- Talla HerramientasDocumento25 páginasTalla HerramientasSalvador LuqueAún no hay calificaciones
- La Lima y El LimadoDocumento8 páginasLa Lima y El LimadoManu SanchezAún no hay calificaciones
- Cómo Construir Escaleras en 3 Sencillos PasosDocumento14 páginasCómo Construir Escaleras en 3 Sencillos PasosMiguel Sanza PilasAún no hay calificaciones
- Caja de IngletesDocumento2 páginasCaja de IngletesFrancisco OrtonedaAún no hay calificaciones
- Preparación de útiles para el mecanizado por corte y conformado. FMEH0209De EverandPreparación de útiles para el mecanizado por corte y conformado. FMEH0209Aún no hay calificaciones
- Catalogo CarpinteriaDocumento11 páginasCatalogo CarpinteriaJUAN PABLO SANCHEZ GAMIÑOAún no hay calificaciones
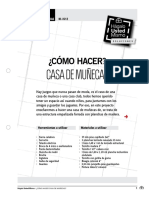
- Como Hacer Casa de MuñecasDocumento9 páginasComo Hacer Casa de MuñecasLorwins LoveraAún no hay calificaciones
- Herramientas Electro Portatiles I Es Tony GallardoDocumento15 páginasHerramientas Electro Portatiles I Es Tony Gallardosaskia quintanaAún no hay calificaciones
- Curso Maestro Tornero - Tomo 21 PDFDocumento49 páginasCurso Maestro Tornero - Tomo 21 PDFVerónica100% (1)
- Datos de MaderaDocumento8 páginasDatos de MaderaIvan MoraAún no hay calificaciones
- Curso Maestro Tornero - Tomo 14Documento37 páginasCurso Maestro Tornero - Tomo 14Verónica100% (1)
- Curso Maestro Tornero - Tomo 18Documento56 páginasCurso Maestro Tornero - Tomo 18VerónicaAún no hay calificaciones
- Banco CarpinteroDocumento8 páginasBanco CarpinteroCarlos RodriguezAún no hay calificaciones
- CLASE 3 Materias Primas para La Instalación de Elementos de Carpintería PDFDocumento19 páginasCLASE 3 Materias Primas para La Instalación de Elementos de Carpintería PDFFernando Quiroz100% (1)
- Carpintería BásicaDocumento6 páginasCarpintería Básicaaaga2006100% (1)
- Carpinteria Manual de CarpinteriaDocumento18 páginasCarpinteria Manual de CarpinteriaRoque Hernandez RodriguezAún no hay calificaciones
- Herramientas de Sujecion de CarpinteriaDocumento20 páginasHerramientas de Sujecion de CarpinteriaLorenzo Arevalo SalazarAún no hay calificaciones
- Di Stefano, Mariana Representaciones Sociales de La Lectura.Documento8 páginasDi Stefano, Mariana Representaciones Sociales de La Lectura.Anonymous nXo1q9jXIAún no hay calificaciones
- Amol AdoraDocumento14 páginasAmol AdoraAle PalomoAún no hay calificaciones
- 03 Herramientas para Trabajar La MaderaDocumento6 páginas03 Herramientas para Trabajar La MaderaAnonymous IaNW9d0ZJmAún no hay calificaciones
- Maquina CaladoraDocumento7 páginasMaquina CaladoraMarcos ArceAún no hay calificaciones
- Guía Práctica para Acabado en Piezas TorneadasDocumento4 páginasGuía Práctica para Acabado en Piezas Torneadasnavi2000Aún no hay calificaciones
- Cepillo de CarpinteriaDocumento8 páginasCepillo de CarpinteriaARNOLD ALFAROAún no hay calificaciones
- Herramientas de Corte Por AserradoDocumento7 páginasHerramientas de Corte Por Aserradojo03607527Aún no hay calificaciones
- Pinzas Varias Con Mango AisladoDocumento18 páginasPinzas Varias Con Mango AisladoBignner's R FlexAún no hay calificaciones
- Historia Del Cepillo de CarpinteroDocumento11 páginasHistoria Del Cepillo de CarpinteroraulAún no hay calificaciones
- Afilado de CuchillasDocumento5 páginasAfilado de CuchillasCristian OrtizAún no hay calificaciones
- Tipos de SerruchosDocumento3 páginasTipos de Serruchosalbert2227Aún no hay calificaciones
- Como Hacer Moldes para Metal - Vaciado de MetalesDocumento3 páginasComo Hacer Moldes para Metal - Vaciado de MetalesDaniele BesanaAún no hay calificaciones
- Dobladora de Laminas de Madera Automatizadapara La FabricacionDocumento10 páginasDobladora de Laminas de Madera Automatizadapara La FabricacionMarvin0% (1)
- Cinceles para El Torneado de La MaderaDocumento4 páginasCinceles para El Torneado de La MaderaAnonymous 1ix4wQRyAún no hay calificaciones
- Manual de Manejo de Herramientas PortatilesDocumento0 páginasManual de Manejo de Herramientas PortatilesEdgar ZambranoAún no hay calificaciones
- Mesas de Trabajo XiomiDocumento13 páginasMesas de Trabajo XiomiWalter EspinozaAún no hay calificaciones
- Sierra CaladoraDocumento17 páginasSierra CaladoraMario GarciaAún no hay calificaciones
- Curso Maestro Tornero - Tomo 15Documento56 páginasCurso Maestro Tornero - Tomo 15VerónicaAún no hay calificaciones
- Como Fabricar Una Mesa SencillaDocumento8 páginasComo Fabricar Una Mesa Sencilladaf2008100% (1)
- Cómo Fabricar Una Réplica de Rueda de CarretaDocumento20 páginasCómo Fabricar Una Réplica de Rueda de CarretaLuis Alberto Salgado Cao100% (1)
- Los TaladrosDocumento29 páginasLos TaladrosrozureAún no hay calificaciones
- CalarDocumento3 páginasCalarLluviecitaMiaAún no hay calificaciones
- Curso Maestro Tornero - Tomo 22 PDFDocumento55 páginasCurso Maestro Tornero - Tomo 22 PDFVerónicaAún no hay calificaciones
- TornoDocumento15 páginasTornokirari21Aún no hay calificaciones
- Planos Mesa Lineal de Una Estacion 1 PDFDocumento1 páginaPlanos Mesa Lineal de Una Estacion 1 PDFYgor PulidoAún no hay calificaciones
- Curso Maestro Tornero - Tomo 17Documento53 páginasCurso Maestro Tornero - Tomo 17VerónicaAún no hay calificaciones
- Juego de LimasDocumento3 páginasJuego de LimasJuan Camilo GonzalezAún no hay calificaciones
- Trabajo Practico DamianDocumento12 páginasTrabajo Practico DamianMacarena RiveraAún no hay calificaciones
- Informe Laboratorio 3 - Grupo 9Documento22 páginasInforme Laboratorio 3 - Grupo 9Alison Massiel Ortiz QuispeAún no hay calificaciones
- Proyecto Comunicacion Social 2013 NORA BOBAREDocumento54 páginasProyecto Comunicacion Social 2013 NORA BOBAREElaineAún no hay calificaciones
- Biografía de Ovide DecrolyDocumento5 páginasBiografía de Ovide DecrolyCamilo AndradeAún no hay calificaciones
- Self Declaration EnelDocumento7 páginasSelf Declaration EnelCLAUDIAAún no hay calificaciones
- 1 Componentes Del Paradigma de La SimplicidadDocumento3 páginas1 Componentes Del Paradigma de La SimplicidadTorres Ed67% (3)
- PNF MIC Orientaciones Estudiantes y Profesores Semana 7 Del 8 Al 13 de JunioDocumento62 páginasPNF MIC Orientaciones Estudiantes y Profesores Semana 7 Del 8 Al 13 de JunioLA India Romero100% (1)
- Cronología de La PandemiaDocumento2 páginasCronología de La PandemiabajolamismasombraAún no hay calificaciones
- Los Actos de Investigación en La Escena de CrimenDocumento40 páginasLos Actos de Investigación en La Escena de Crimenelenagarcia78Aún no hay calificaciones
- Torch - PediatríaDocumento38 páginasTorch - Pediatría25pandaAún no hay calificaciones
- Contrato de Cesión de Posición ContractualDocumento4 páginasContrato de Cesión de Posición ContractualDiego ArmandoAún no hay calificaciones
- El Plagio en Los Trabajos EscolaresDocumento8 páginasEl Plagio en Los Trabajos EscolaresVictor Hugo JiménezAún no hay calificaciones
- Importancia de La Vivenciacion de Tiempo en La EducacionDocumento11 páginasImportancia de La Vivenciacion de Tiempo en La Educacionalex lopezAún no hay calificaciones
- 1.0.giner, S. (2011) - Teoría Sociológica Clásica. Capítulo 1, Hacia Una Ciencia de La Sociedad Págs. 17-28.Documento12 páginas1.0.giner, S. (2011) - Teoría Sociológica Clásica. Capítulo 1, Hacia Una Ciencia de La Sociedad Págs. 17-28.Lizeth JuárezAún no hay calificaciones
- Capablanca Jose Raul - Como Jugar Ajedrez, 1984-OCR, X, 271pDocumento271 páginasCapablanca Jose Raul - Como Jugar Ajedrez, 1984-OCR, X, 271pDiego Pozzo GuzmánAún no hay calificaciones
- TERCERA ADENDA ANEXO - V - CAESI UPSRA - Diciembre 2023Documento4 páginasTERCERA ADENDA ANEXO - V - CAESI UPSRA - Diciembre 2023maxezeavilaAún no hay calificaciones
- Reporte Práctica de Laboratorio 4 - DeM G01LDocumento39 páginasReporte Práctica de Laboratorio 4 - DeM G01LGuillermo olmedo1Aún no hay calificaciones
- Diario de Campo 2Documento3 páginasDiario de Campo 2Jose Millan100% (4)
- Acuerdo de Cancelación de Contrato Entre Las PartesDocumento2 páginasAcuerdo de Cancelación de Contrato Entre Las PartesFausto Alejandro NietoAún no hay calificaciones
- Historia de Las IdeasDocumento7 páginasHistoria de Las Ideasrenata luza portillaAún no hay calificaciones
- 2.1. Magnetización: 2. MagnetismoDocumento29 páginas2.1. Magnetización: 2. MagnetismoRodas Ochoa Álvaro MauricioAún no hay calificaciones
- TP Derecho Penal I Teoría de Las PenasDocumento13 páginasTP Derecho Penal I Teoría de Las PenasOscar CáceresAún no hay calificaciones
- La Lectoescritura A Través Del Aprendizaje Con OtrosDocumento143 páginasLa Lectoescritura A Través Del Aprendizaje Con OtrosManuel OchoaAún no hay calificaciones
- Autoestima y AgresividadDocumento64 páginasAutoestima y AgresividadH Billy Bustamante100% (2)
- Esquema de Portafolio Andres Bello 2020 IIDocumento2 páginasEsquema de Portafolio Andres Bello 2020 IISahara Maron CalsinAún no hay calificaciones
- Autorización A Persona Juridica para Vender Vehículo en ConsignaciónDocumento2 páginasAutorización A Persona Juridica para Vender Vehículo en ConsignaciónGerardo AmosAún no hay calificaciones
- UO - 01 Construcción de Poza de AceiteDocumento6 páginasUO - 01 Construcción de Poza de Aceitejavier Mansilla GarayarAún no hay calificaciones