También podría gustarte
- Operaciones de verificación y control de productos mecánicos. FMEE0108De EverandOperaciones de verificación y control de productos mecánicos. FMEE0108Aún no hay calificaciones
- Practica 1Documento9 páginasPractica 1JC Julián Vargas MartinezAún no hay calificaciones
- Diseño de utillajes, matricería y prototipado con SolidWorksDe EverandDiseño de utillajes, matricería y prototipado con SolidWorksCalificación: 3 de 5 estrellas3/5 (1)
- Mediciones de diámetro, profundidad y diámetro interior en taller electromecánicoDocumento3 páginasMediciones de diámetro, profundidad y diámetro interior en taller electromecánicoNexuzZ RGXAún no hay calificaciones
- Examen de Metrología para Maquinados IndustrialesDocumento5 páginasExamen de Metrología para Maquinados IndustrialesDavidAún no hay calificaciones
- Taller Electromecanico 01Documento3 páginasTaller Electromecanico 01NexuzZ RGXAún no hay calificaciones
- Medición de ElementosDocumento8 páginasMedición de ElementosWILMER FABIAN AVILA GOMEZAún no hay calificaciones
- Laboratorio 8 MediciónDocumento5 páginasLaboratorio 8 MediciónDarwin RHAún no hay calificaciones
- Informe 1 - ManufacturaDocumento12 páginasInforme 1 - ManufacturaDiegoAún no hay calificaciones
- metrologia aplicada consultoria EMMADocumento9 páginasmetrologia aplicada consultoria EMMA15145islasAún no hay calificaciones
- Práctica 2 Grupo 3Documento8 páginasPráctica 2 Grupo 3Sebastian YaguaAún no hay calificaciones
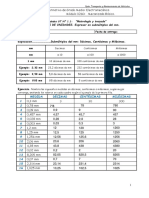
- Editado - Activ - UT - # - 1.1 - Metrología - y - Trazado (Expresar en Submultiplos Del MM)Documento1 páginaEditado - Activ - UT - # - 1.1 - Metrología - y - Trazado (Expresar en Submultiplos Del MM)Pepe Jesus Nuñez OrtizAún no hay calificaciones
- Informe Practica 3Documento12 páginasInforme Practica 3Liseth YulianaAún no hay calificaciones
- Laboratorio 1Documento15 páginasLaboratorio 1Dylan MarquinaAún no hay calificaciones
- TamizadoDocumento5 páginasTamizadoAbram silvaAún no hay calificaciones
- 1EM-121 - Herramientas MMDocumento12 páginas1EM-121 - Herramientas MMLaura E OvalleAún no hay calificaciones
- Practica No.4Documento6 páginasPractica No.4Lisset LoeraAún no hay calificaciones
- Laboratorio de Física I-Medidas de Pequeñas LongitudesDocumento8 páginasLaboratorio de Física I-Medidas de Pequeñas LongitudesManuelaAún no hay calificaciones
- Catalogo Perfileria Maciza 2020Documento44 páginasCatalogo Perfileria Maciza 2020wilson rodriguezAún no hay calificaciones
- Vernier y MicrometroDocumento6 páginasVernier y MicrometroBrenda Grisell Carlos QueccañoAún no hay calificaciones
- Informe Metrologia DimensionalDocumento9 páginasInforme Metrologia DimensionalJavier oAún no hay calificaciones
- Laboratorio Medidas PequeñasDocumento22 páginasLaboratorio Medidas PequeñasOriana CastellanosAún no hay calificaciones
- DEBERDocumento3 páginasDEBERPaúl TorresAún no hay calificaciones
- Manual de Practicas MetrologíaDocumento48 páginasManual de Practicas MetrologíaEduardo Lara TorresAún no hay calificaciones
- Informe de Física N°1Documento12 páginasInforme de Física N°1DEMETRIO EDUARDO ARIEL BENITEZ CENTURIONAún no hay calificaciones
- Ejercicios Del Capítulo 4Documento8 páginasEjercicios Del Capítulo 4Almun Díaz Juárez0% (3)
- Informe de Metro 3Documento6 páginasInforme de Metro 3Domi GonzálezAún no hay calificaciones
- Trabajo de MetrologiaDocumento13 páginasTrabajo de MetrologiaJulián Moray (Julianhac99)Aún no hay calificaciones
- Trabajo Práctico N 3Documento13 páginasTrabajo Práctico N 3Angel L Aramayo Vela100% (1)
- Practica 2Documento18 páginasPractica 2Jessica HernandezAún no hay calificaciones
- QuimicaDocumento6 páginasQuimicaEdgar Juarez :vAún no hay calificaciones
- Reporte de Práctica ResistenciaDocumento12 páginasReporte de Práctica ResistenciaAna AlonsoAún no hay calificaciones
- Guía Transformación de Unidades DimensionalesDocumento2 páginasGuía Transformación de Unidades DimensionalesRamon AyalaAún no hay calificaciones
- Informe1 - Medicion Vernier MM 1.0Documento7 páginasInforme1 - Medicion Vernier MM 1.0diegovicunachamara4Aún no hay calificaciones
- Uso Pie de ReyDocumento13 páginasUso Pie de ReyMario De JesúsAún no hay calificaciones
- T01 - TEM - Ramirez Fasabi, Juan - 2022-02Documento2 páginasT01 - TEM - Ramirez Fasabi, Juan - 2022-02fainiTraxAún no hay calificaciones
- Trabajo Mediciones !!Documento7 páginasTrabajo Mediciones !!ALEJANDROAún no hay calificaciones
- MetrologiaDocumento42 páginasMetrologiaDecksAún no hay calificaciones
- Informe N°6Documento11 páginasInforme N°6shalom huaranccaAún no hay calificaciones
- Experimento 3 AreasDocumento9 páginasExperimento 3 AreasValentina Vallejo RiosAún no hay calificaciones
- Medición básica con calibrador y micrómetroDocumento4 páginasMedición básica con calibrador y micrómetroHarold AcevedoAún no hay calificaciones
- Procesos de Manufactura - Calibrador PDFDocumento12 páginasProcesos de Manufactura - Calibrador PDFAndres Camilo Samaniego VargasAún no hay calificaciones
- FISICADocumento8 páginasFISICACamila ArboledaAún no hay calificaciones
- Tabla de CalibresDocumento2 páginasTabla de Calibreskarob87Aún no hay calificaciones
- Informe N 3Documento21 páginasInforme N 3Marcos MejíaAún no hay calificaciones
- MEDICION DE MAGNITUDES LINEALES EN MM y PULGADAS.Documento32 páginasMEDICION DE MAGNITUDES LINEALES EN MM y PULGADAS.Claison TorresAún no hay calificaciones
- Catalogo Ezquerra 2020Documento104 páginasCatalogo Ezquerra 2020Daniel Vega MartinezAún no hay calificaciones
- Procesos de Manufactura - Actividad 2 (Calibrador)Documento12 páginasProcesos de Manufactura - Actividad 2 (Calibrador)Andres Camilo Samaniego VargasAún no hay calificaciones
- Informe 1 Procesos de Manufactura ActualizadoDocumento19 páginasInforme 1 Procesos de Manufactura ActualizadoGonzalo Junior Crespo PadronAún no hay calificaciones
- METROLOGIADocumento37 páginasMETROLOGIAWilson MoralesAún no hay calificaciones
- Medir con precisión usando calibrador pie de rey y micrómetroDocumento12 páginasMedir con precisión usando calibrador pie de rey y micrómetroAllison ArcanaAún no hay calificaciones
- Practica VernierDocumento6 páginasPractica VernierCamilaValeriaTgAún no hay calificaciones
- Lab2 MedidasDocumento3 páginasLab2 MedidasDebbie UpeguiAún no hay calificaciones
- Fisica 1Documento22 páginasFisica 1danielAún no hay calificaciones
- Molienda - Tamizado LongitudinalDocumento15 páginasMolienda - Tamizado LongitudinalRoberto Alanez Encinas100% (1)
- Práctica N.1 FísicaDocumento4 páginasPráctica N.1 FísicaPaintLightAún no hay calificaciones
- GUÍA 4 Verificacion de Micrómetro de Profundidad - Guallichico Steven - Reyes JimmyDocumento7 páginasGUÍA 4 Verificacion de Micrómetro de Profundidad - Guallichico Steven - Reyes JimmySteven GuallichicoAún no hay calificaciones
- TMM PRACTICA 03-Michaell Escobar - 2397Documento15 páginasTMM PRACTICA 03-Michaell Escobar - 2397maicol escobarAún no hay calificaciones
- Instalaciones para Edificios Tuberias - ADocumento42 páginasInstalaciones para Edificios Tuberias - AEdwin Cavero0% (1)
- Tamizado o cribado: separación de partículas por tamañoDocumento24 páginasTamizado o cribado: separación de partículas por tamañoAlexAún no hay calificaciones
- Revista Completa Vol76 Ed02Documento77 páginasRevista Completa Vol76 Ed02danitza garridoAún no hay calificaciones
- 1.-SITUACIÓN NAVIDAD MY CLASSROOM CortesiaDocumento21 páginas1.-SITUACIÓN NAVIDAD MY CLASSROOM CortesiaKary Santibañez RuizAún no hay calificaciones
- Resumen Terminos No Definidos, Angulos, y Rectas Paralelas y PerpendicularesDocumento10 páginasResumen Terminos No Definidos, Angulos, y Rectas Paralelas y PerpendicularesStephany SerranoAún no hay calificaciones
- Las 450 Buenas Noticias Del Gobierno Del CambioDocumento83 páginasLas 450 Buenas Noticias Del Gobierno Del CambioSemana100% (1)
- Manual en Espanol Controlador R7494 y Detector UVIR C7052J PDFDocumento4 páginasManual en Espanol Controlador R7494 y Detector UVIR C7052J PDFfrancisco salazarAún no hay calificaciones
- Deligny - Cartas A Un Trabajador Social (Extracto Ana Laura)Documento21 páginasDeligny - Cartas A Un Trabajador Social (Extracto Ana Laura)Juana Azurduy100% (1)
- Evidencias Del Cruce Del Mar RojoDocumento32 páginasEvidencias Del Cruce Del Mar RojoJosé Rafael Mallén MallaAún no hay calificaciones
- Curso de Especialización en Automatización Industrial-0Documento3 páginasCurso de Especialización en Automatización Industrial-0Alexander Saravia AndiaAún no hay calificaciones
- BioplasticoDocumento5 páginasBioplasticoAylin F. HernándezAún no hay calificaciones
- Los Mandamientos Del AbogadoDocumento53 páginasLos Mandamientos Del AbogadoJhony Bercelly Cunaique Barco100% (2)
- 7° La CélulaDocumento2 páginas7° La CélulaDiego Andres PerezAún no hay calificaciones
- Anestesia ConejosDocumento52 páginasAnestesia ConejosJoaquin SabinaAún no hay calificaciones
- MatemáticasDocumento4 páginasMatemáticasHanna AmayaAún no hay calificaciones
- Circuito RLDocumento7 páginasCircuito RLdecapitadorAún no hay calificaciones
- Informe Nro 6 Abrams Canaviri JhonDocumento10 páginasInforme Nro 6 Abrams Canaviri JhonJhon Kevin Canaviri MamaniAún no hay calificaciones
- Nefrología PDFDocumento68 páginasNefrología PDFmvmAún no hay calificaciones
- Descargas Parciales en Gearless MillDocumento15 páginasDescargas Parciales en Gearless MillRenso Enrique Cordova AnanqueAún no hay calificaciones
- Concreto para Fundación y Losa de PisoDocumento8 páginasConcreto para Fundación y Losa de Pisogodie1986Aún no hay calificaciones
- Experiencia N°5 CT 4°Documento6 páginasExperiencia N°5 CT 4°KARIN LUCRECIA HUILLCA MAQQUEREAún no hay calificaciones
- Laboratorio Calificado N°02-1Documento11 páginasLaboratorio Calificado N°02-1DanielRamosBonillaAún no hay calificaciones
- Consejos para Abrir o Mejorar Tu Cafeteria PDFDocumento31 páginasConsejos para Abrir o Mejorar Tu Cafeteria PDFAna Beatriz Torrealba de CraveiroAún no hay calificaciones
- Intro y ConclusiónDocumento2 páginasIntro y ConclusiónAdriana DzulAún no hay calificaciones
- 3.2 Parametros de Diseño de Un ReactorDocumento7 páginas3.2 Parametros de Diseño de Un ReactorJORDIAún no hay calificaciones
- Setos Vivos PDFDocumento2 páginasSetos Vivos PDFJavier PérezAún no hay calificaciones
- Electroneumatica Sexto 2019 - 1Documento39 páginasElectroneumatica Sexto 2019 - 1Ingrid Riega100% (1)
- Cuento Cierre de ProyectoDocumento3 páginasCuento Cierre de ProyectoAndreaAún no hay calificaciones
- Clasificación Del Gasto Desde El Punto de Vista MacroeconómicoDocumento2 páginasClasificación Del Gasto Desde El Punto de Vista MacroeconómicoDennix Maz Na100% (1)
- Ley de TalionDocumento3 páginasLey de TalionEspinoza FrancoAún no hay calificaciones
- C D03T1Documento5 páginasC D03T1Efrain PonseAún no hay calificaciones
- Neurocuántica: La nueva frontera de la neurocienciaDe EverandNeurocuántica: La nueva frontera de la neurocienciaCalificación: 5 de 5 estrellas5/5 (1)
- Estadística aplicada a la ingeniería y los negociosDe EverandEstadística aplicada a la ingeniería y los negociosCalificación: 3.5 de 5 estrellas3.5/5 (8)
- La autopsia psicológica: Psicotanatología forenseDe EverandLa autopsia psicológica: Psicotanatología forenseAún no hay calificaciones
- Introducción a los estudios del discurso multimodalDe EverandIntroducción a los estudios del discurso multimodalCalificación: 5 de 5 estrellas5/5 (1)
- La sabiduría del cuerpo: Recopilación de artículos de Moshe FeldenkraisDe EverandLa sabiduría del cuerpo: Recopilación de artículos de Moshe FeldenkraisCalificación: 4 de 5 estrellas4/5 (5)
- El péndulo de sanación: Péndulo hebreo. Investigación y sistematización de la técnicaDe EverandEl péndulo de sanación: Péndulo hebreo. Investigación y sistematización de la técnicaCalificación: 4.5 de 5 estrellas4.5/5 (27)
- Curso rápido sobre magia del caos. El hobby oculto de ricos y famosos.De EverandCurso rápido sobre magia del caos. El hobby oculto de ricos y famosos.Calificación: 5 de 5 estrellas5/5 (42)
- Energía, dime qué quieres y te diré cómo conseguirlo. Teoría y ejercicios 100% efectivos para conseguir aquello que deseas. Ley de la atracción nivel mago experimentado.De EverandEnergía, dime qué quieres y te diré cómo conseguirlo. Teoría y ejercicios 100% efectivos para conseguir aquello que deseas. Ley de la atracción nivel mago experimentado.Calificación: 4.5 de 5 estrellas4.5/5 (10)
- Genética general: Libro de textoDe EverandGenética general: Libro de textoCalificación: 4.5 de 5 estrellas4.5/5 (11)
- Cartografía social: teoría y método: Estrategias para una eficaz transformación comunitariaDe EverandCartografía social: teoría y método: Estrategias para una eficaz transformación comunitariaCalificación: 4 de 5 estrellas4/5 (1)
- Neuropsicología: Los fundamentos de la materiaDe EverandNeuropsicología: Los fundamentos de la materiaCalificación: 5 de 5 estrellas5/5 (1)
- Visualización: Cambie su vida en cuatro semanas utilizando la ley de atracciónDe EverandVisualización: Cambie su vida en cuatro semanas utilizando la ley de atracciónCalificación: 5 de 5 estrellas5/5 (18)
- Fundamentacion de la Metafisica de las CostumbresDe EverandFundamentacion de la Metafisica de las CostumbresCalificación: 5 de 5 estrellas5/5 (2)
- Nuevo manual de Reflexología: El método más completo y actual sobre las técnicas, la práctica y la teoría de la ciencia reflexológicaDe EverandNuevo manual de Reflexología: El método más completo y actual sobre las técnicas, la práctica y la teoría de la ciencia reflexológicaCalificación: 4.5 de 5 estrellas4.5/5 (16)
- Estadística básica: Introducción a la estadística con RDe EverandEstadística básica: Introducción a la estadística con RCalificación: 5 de 5 estrellas5/5 (8)
- El libro de la prosperidad: Metafísica para la vida diariaDe EverandEl libro de la prosperidad: Metafísica para la vida diariaCalificación: 5 de 5 estrellas5/5 (3)
- La historia prohibida: Las tecnologías prehistóricas, la intervención extraterrestre y la información sobre los verdaderos orígenes de la civilizaciónDe EverandLa historia prohibida: Las tecnologías prehistóricas, la intervención extraterrestre y la información sobre los verdaderos orígenes de la civilizaciónCalificación: 5 de 5 estrellas5/5 (7)
- Psicología de las masas (edición renovada)De EverandPsicología de las masas (edición renovada)Calificación: 3.5 de 5 estrellas3.5/5 (101)
- Los 100 Secretos de las Parejas Felices: Lo Que los Cientificos Han Descubierto y Como Puede Aplicarlo a Su VidaDe EverandLos 100 Secretos de las Parejas Felices: Lo Que los Cientificos Han Descubierto y Como Puede Aplicarlo a Su VidaCalificación: 5 de 5 estrellas5/5 (4)
- El Tao de la física: Una exploración de los paralelismos entre la física moderna y el misticismo orientalDe EverandEl Tao de la física: Una exploración de los paralelismos entre la física moderna y el misticismo orientalCalificación: 5 de 5 estrellas5/5 (3)
- Teatro y territorialidad: Perspectivas de Filosofía de Teatro y Teatro ComparadoDe EverandTeatro y territorialidad: Perspectivas de Filosofía de Teatro y Teatro ComparadoCalificación: 5 de 5 estrellas5/5 (2)
- El concepto de la estrategia del océano azul: Las claves del famoso método para superar a la competenciaDe EverandEl concepto de la estrategia del océano azul: Las claves del famoso método para superar a la competenciaCalificación: 4 de 5 estrellas4/5 (14)