También podría gustarte
- Formulación y evaluación de proyectos agropecuarios: Estructura del proyecto agropecuario, con enfoque de marco lógico - 1ra ediciónDe EverandFormulación y evaluación de proyectos agropecuarios: Estructura del proyecto agropecuario, con enfoque de marco lógico - 1ra ediciónCalificación: 5 de 5 estrellas5/5 (2)
- Excelencia Operacional en La Gestion Del Mantenimiento en Planta Concentradora Division El TenienteDocumento58 páginasExcelencia Operacional en La Gestion Del Mantenimiento en Planta Concentradora Division El TenienteJuvenalCarpioLópez100% (1)
- Recirculación de gases de escape mediante sistemas de baja presión en motores diésel sobrealimentadosDe EverandRecirculación de gases de escape mediante sistemas de baja presión en motores diésel sobrealimentadosCalificación: 3 de 5 estrellas3/5 (3)
- Trabajo de TecsupDocumento44 páginasTrabajo de TecsupJulio Cesar Flores Pilco100% (1)
- Rediseño del laboratorio de soldadura de la Universidad UTEDe EverandRediseño del laboratorio de soldadura de la Universidad UTEAún no hay calificaciones
- TESIS DANIELA Contreras PDFDocumento68 páginasTESIS DANIELA Contreras PDForlandoduranAún no hay calificaciones
- Guía de laboratorio de mecánica de fluidosDe EverandGuía de laboratorio de mecánica de fluidosAún no hay calificaciones
- Aumento de Productividad en Las Lineas de Envasado de Naprolab S.A. Víctor Andrés Erazo AcevedoDocumento84 páginasAumento de Productividad en Las Lineas de Envasado de Naprolab S.A. Víctor Andrés Erazo AcevedoRogerAún no hay calificaciones
- Modelado tridimensional del flujo de aire en el cilindro de motores diésel de inyección directaDe EverandModelado tridimensional del flujo de aire en el cilindro de motores diésel de inyección directaAún no hay calificaciones
- Zhao2013 EsDocumento24 páginasZhao2013 EsDaniela EstefaniaAún no hay calificaciones
- Modelo de Toma de Decisiones de Mantenimiento para Evaluar ImpactosDocumento42 páginasModelo de Toma de Decisiones de Mantenimiento para Evaluar ImpactosCésar Pablo Zagal Oñate100% (1)
- ACUEDUCTODocumento170 páginasACUEDUCTOMauricio Alexander MantillaAún no hay calificaciones
- Estrategia de Mantenimiento JQDocumento170 páginasEstrategia de Mantenimiento JQgustavo50% (2)
- Modelo de MantenimientoDocumento121 páginasModelo de MantenimientoThermog RaphicsasAún no hay calificaciones
- Pag 16Documento17 páginasPag 16Paulo SantillanAún no hay calificaciones
- Tesis Control de MantenimientoDocumento6 páginasTesis Control de MantenimientoPedroAún no hay calificaciones
- Just in TimeDocumento98 páginasJust in TimeVictor ElviraAún no hay calificaciones
- DISTRIBUCION DE PLANTA Tercera EntregaDocumento29 páginasDISTRIBUCION DE PLANTA Tercera EntregawilarcAún no hay calificaciones
- Soinsa IfDocumento71 páginasSoinsa Ifnicocla94maramAún no hay calificaciones
- APC para Circuitos de MoliendaDocumento10 páginasAPC para Circuitos de MoliendaJuan Ignacio GonzálezAún no hay calificaciones
- Pantoja RR PDFDocumento159 páginasPantoja RR PDFKaren Llerena TapiaAún no hay calificaciones
- 2020 Jhon Jairo Noguera NuñezDocumento31 páginas2020 Jhon Jairo Noguera Nuñezjota32Aún no hay calificaciones
- Diseño Integrado de Un Tanque de Separación Trifásica de CrudoDocumento9 páginasDiseño Integrado de Un Tanque de Separación Trifásica de CrudoLuis ZapataAún no hay calificaciones
- Hidraulica ProyectodsfsDocumento24 páginasHidraulica ProyectodsfsRakan El AtracheAún no hay calificaciones
- Facturacion en IpsDocumento153 páginasFacturacion en IpsJoséAún no hay calificaciones
- Valencia IaDocumento87 páginasValencia IaJuanAún no hay calificaciones
- Desarrollo de Procedimientos para La Ejecución Del Modelo de Planificación de Mantenimiento en El Sistema SAP para La Empresa Perfilamos Del Cauca S.ADocumento111 páginasDesarrollo de Procedimientos para La Ejecución Del Modelo de Planificación de Mantenimiento en El Sistema SAP para La Empresa Perfilamos Del Cauca S.Adiegok64Aún no hay calificaciones
- Diseño Y Montaje de Una Red de Aire Comprimido para La Nueva Planta de La Empresa Met GroupDocumento54 páginasDiseño Y Montaje de Una Red de Aire Comprimido para La Nueva Planta de La Empresa Met GroupDaniela PerezAún no hay calificaciones
- Uis Gerencia Mantenimiento 2Documento55 páginasUis Gerencia Mantenimiento 2ElkinGabrielValbuenaNovoaAún no hay calificaciones
- Proyecto de Investigacion Diagrama de Gantt. Pert y PMDocumento22 páginasProyecto de Investigacion Diagrama de Gantt. Pert y PMFREDDY PAITANAún no hay calificaciones
- CementoDocumento120 páginasCementoandresmontana1Aún no hay calificaciones
- Practica Numero 1Documento7 páginasPractica Numero 1Richard Casas CruzAún no hay calificaciones
- 06GT Plan de ProducciónDocumento28 páginas06GT Plan de ProducciónJORGE ROBLESAún no hay calificaciones
- Manual de Calidad para Una Empresa de Electrica PDFDocumento68 páginasManual de Calidad para Una Empresa de Electrica PDFYadir SanchezAún no hay calificaciones
- Tesis HidrometalurgiaDocumento55 páginasTesis HidrometalurgiaBoffyee GrovenAún no hay calificaciones
- Tesis Check ListDocumento66 páginasTesis Check ListNinoska Villegas100% (1)
- Tii 00096 F18Documento140 páginasTii 00096 F18HIDALGO DIAZ CESPEDESAún no hay calificaciones
- Proyecto Lavado de AutosDocumento144 páginasProyecto Lavado de Autosmihaelcp100% (1)
- Balanceamiento Lineas de Produccion Final Final FinalDocumento15 páginasBalanceamiento Lineas de Produccion Final Final FinalSergio AlarcónAún no hay calificaciones
- Informe Escrito Sobre Seleccion y Aplicación de Reglas de Despacho en Sistemas de Producción Con Maquinas en Paralelo, Aplicado en La Empresa ColchoneDocumento18 páginasInforme Escrito Sobre Seleccion y Aplicación de Reglas de Despacho en Sistemas de Producción Con Maquinas en Paralelo, Aplicado en La Empresa ColchonePaula OsorioAún no hay calificaciones
- Tacho Continuo VerticalDocumento106 páginasTacho Continuo VerticalRonald Figo Torres EcheAún no hay calificaciones
- MolinoDocumento131 páginasMolinoEulrrOblitasAún no hay calificaciones
- Ejemplo de Auditoria EnergeticaDocumento87 páginasEjemplo de Auditoria Energeticachrisnino6511Aún no hay calificaciones
- I2 1147Documento136 páginasI2 1147dchosgo2639Aún no hay calificaciones
- Proyecto GradoDocumento92 páginasProyecto GradoAnonymous JMoXMYMnAún no hay calificaciones
- I Planteamiento Del Problema para La OptimizacionDocumento12 páginasI Planteamiento Del Problema para La OptimizacionLuis Condori QuispeAún no hay calificaciones
- Primera Entrega - Distribucion de PlantaDocumento7 páginasPrimera Entrega - Distribucion de PlantaBermudez DanielAún no hay calificaciones
- U de Chile 1Documento62 páginasU de Chile 1alfredoAún no hay calificaciones
- Eduado+Bautista - Percy+Riveros Tesis MAESTRIA GESTION DE OPERACIONES - UCA PerúDocumento130 páginasEduado+Bautista - Percy+Riveros Tesis MAESTRIA GESTION DE OPERACIONES - UCA PerúDanielIncisoAún no hay calificaciones
- Monogra MantenimientoDocumento20 páginasMonogra MantenimientoMaría Teresa María TeresaAún no hay calificaciones
- Informe Final - Diseño de ProyectosDocumento24 páginasInforme Final - Diseño de ProyectosFlavio Cesar Boronda CanoAún no hay calificaciones
- Entrega 1 SimulacionDocumento30 páginasEntrega 1 SimulacionCreyentes En CristoAún no hay calificaciones
- Calidad Seis SigmaDocumento55 páginasCalidad Seis Sigmaenrique chocobarAún no hay calificaciones
- Filosofía Del Mantenimiento MSGDocumento95 páginasFilosofía Del Mantenimiento MSGLeon PrtAún no hay calificaciones
- Diseño de Planta ZarandasDocumento50 páginasDiseño de Planta ZarandasMiguel AR RamsAún no hay calificaciones
- Tesis Relacion PDFDocumento62 páginasTesis Relacion PDFSergio Caldas Coz100% (1)
- Entrega Final Fisica de PlantasDocumento18 páginasEntrega Final Fisica de PlantasJulian PalaciosAún no hay calificaciones
- Metodologia para La Reingenieria de Procesos PDFDocumento34 páginasMetodologia para La Reingenieria de Procesos PDFAlbert Pino HurtadoAún no hay calificaciones
- Proyecto de PrácticaDocumento7 páginasProyecto de PrácticaAndrés OrtizAún no hay calificaciones
- Proyecto Defeinitivo 1234Documento7 páginasProyecto Defeinitivo 1234MARIELIS GONZALEZAún no hay calificaciones
- Sistema de Filtrado ModDocumento2 páginasSistema de Filtrado ModJulian AcevedoAún no hay calificaciones
- ALIMENTACIONDocumento1 páginaALIMENTACIONJulian AcevedoAún no hay calificaciones
- Materiales ProbetaDocumento8 páginasMateriales ProbetaJulian AcevedoAún no hay calificaciones
- Info SQM en DetalleDocumento4 páginasInfo SQM en DetalleJulian AcevedoAún no hay calificaciones
- Tabla MinerasDocumento27 páginasTabla MinerasJulian AcevedoAún no hay calificaciones
- Proyecto de Titulo Julian Alejandro Acevedo VenegasDocumento73 páginasProyecto de Titulo Julian Alejandro Acevedo VenegasJulian AcevedoAún no hay calificaciones
- SR Energy Transition Es v2Documento82 páginasSR Energy Transition Es v2Jhon Fredy Martinez VargasAún no hay calificaciones
- TR 350 Web 2011Documento1 páginaTR 350 Web 2011Jimmy Salazar Tapia0% (1)
- Lista de Chequeo Nts Ts 002Documento11 páginasLista de Chequeo Nts Ts 002Tulio Vides BallestasAún no hay calificaciones
- Retencion en La Fte - Pagos LaboralesDocumento2 páginasRetencion en La Fte - Pagos Laboralescamila oviedoAún no hay calificaciones
- Neumonia 2021Documento51 páginasNeumonia 2021Jhonny VargasAún no hay calificaciones
- Diseñador Gráfico JR Descripción de PuestoDocumento2 páginasDiseñador Gráfico JR Descripción de PuestoevavaldezAún no hay calificaciones
- Hongos Fitopatógenos Que Afectan Hortalizas, Síntomas, Daños y Manejo.Documento27 páginasHongos Fitopatógenos Que Afectan Hortalizas, Síntomas, Daños y Manejo.Mónica Paola Zarceño Ayala100% (1)
- Caso PracticoDocumento7 páginasCaso PracticoJhomar PretelAún no hay calificaciones
- Gsi Final PDFDocumento23 páginasGsi Final PDFMemoAún no hay calificaciones
- Investigación de OperacionesDocumento9 páginasInvestigación de Operacionesjohn trejoAún no hay calificaciones
- Biografia Paul Charles MorphyDocumento3 páginasBiografia Paul Charles MorphyUn rincón diferente para todosAún no hay calificaciones
- Laboratorio Eficiencia de HarnerosDocumento2 páginasLaboratorio Eficiencia de HarnerosLiceoChristaMockChristaMockAún no hay calificaciones
- Infografía UMNGDocumento1 páginaInfografía UMNGAdrian Felipe Corredor RojasAún no hay calificaciones
- Photopills Meteors EsDocumento43 páginasPhotopills Meteors EsAlly McBeal FurnariAún no hay calificaciones
- PRACTICADocumento2 páginasPRACTICABilly MurrugarraAún no hay calificaciones
- Método de IndagaciónDocumento5 páginasMétodo de IndagaciónCarolina AndreaAún no hay calificaciones
- Manejo Del Dolor OncologicoDocumento7 páginasManejo Del Dolor OncologicoJavii VásquezAún no hay calificaciones
- Beige Collage Álbum de Recortes Infografía CronológicaDocumento1 páginaBeige Collage Álbum de Recortes Infografía CronológicagardeniaAún no hay calificaciones
- Negociacion Distributiva, Trabajo FinalDocumento7 páginasNegociacion Distributiva, Trabajo FinalArturo Junior Santos BohorquezAún no hay calificaciones
- Centro de Servicios FinancierosDocumento3 páginasCentro de Servicios FinancierosSANDRAAún no hay calificaciones
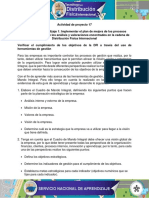
- Evidencia 3 Cuadro de Mando Integral Verificar El Cumplimiento de Los Objetivos de La DFI A Traves Del Uso de HerramientasDocumento9 páginasEvidencia 3 Cuadro de Mando Integral Verificar El Cumplimiento de Los Objetivos de La DFI A Traves Del Uso de Herramientaspablo50% (4)
- Xtra. Caras y Caretas 555. 22-05-1909Documento136 páginasXtra. Caras y Caretas 555. 22-05-1909Axel KrustofskyAún no hay calificaciones
- Lineamientos de La Muestra en Campo ELCO 2022 - Junio - 04072022Documento12 páginasLineamientos de La Muestra en Campo ELCO 2022 - Junio - 04072022CESAR MAURICIO CORREA RINCONAún no hay calificaciones
- Liugong 936d ExcavatorDocumento2 páginasLiugong 936d ExcavatorDaniel Aguirre100% (2)
- Sst-Fo-017 KárdexDocumento2 páginasSst-Fo-017 KárdexMarvin Lino Medina PalominoAún no hay calificaciones
- Planes de Desarrollo Del Capital HumanoDocumento4 páginasPlanes de Desarrollo Del Capital Humanokarina sentereAún no hay calificaciones
- Bolivia 2015Documento57 páginasBolivia 2015JoseMiguelVeizagaJustiniano100% (1)
- EXPOSICION Planteamiento ProblemaDocumento30 páginasEXPOSICION Planteamiento Problemaarery100% (1)
- Contenido de Magnesio y Calcio en AguasDocumento12 páginasContenido de Magnesio y Calcio en AguasYeferson Valencia VenteAún no hay calificaciones
- La Delegacion Soto KlossDocumento17 páginasLa Delegacion Soto KlossPablo Castillo RagaAún no hay calificaciones
- La Meta: Un Proceso de Mejor ContinuaDe EverandLa Meta: Un Proceso de Mejor ContinuaCalificación: 4 de 5 estrellas4/5 (511)
- Desarrolle el líder que está en usted 2.0De EverandDesarrolle el líder que está en usted 2.0Calificación: 5 de 5 estrellas5/5 (87)
- Las 21 leyes irrefutables del liderazgo: Siga estas leyes, y la gente lo seguirá a ustedDe EverandLas 21 leyes irrefutables del liderazgo: Siga estas leyes, y la gente lo seguirá a ustedCalificación: 4 de 5 estrellas4/5 (342)
- Rodeados de idiotas: Los cuatro tipos de personalidades (o cómo entender a quienes cuesta tanto entender)De EverandRodeados de idiotas: Los cuatro tipos de personalidades (o cómo entender a quienes cuesta tanto entender)Calificación: 4.5 de 5 estrellas4.5/5 (25)
- Pasos de gigante: La información que necesitas para triunfar en la vida y en los negocios, explicada de manera sencillaDe EverandPasos de gigante: La información que necesitas para triunfar en la vida y en los negocios, explicada de manera sencillaCalificación: 5 de 5 estrellas5/5 (59)
- Las 21 leyes irrefutables del liderazgoDe EverandLas 21 leyes irrefutables del liderazgoCalificación: 5 de 5 estrellas5/5 (287)
- Resumen de Hablar como un ceo de Suzanne BatesDe EverandResumen de Hablar como un ceo de Suzanne BatesCalificación: 4 de 5 estrellas4/5 (17)
- Las 21 cualidades indispensables de un líder: Conviértase en una persona que los demás quieren seguirDe EverandLas 21 cualidades indispensables de un líder: Conviértase en una persona que los demás quieren seguirCalificación: 5 de 5 estrellas5/5 (209)
- Comunicación efectiva y trabajo en equipoDe EverandComunicación efectiva y trabajo en equipoCalificación: 5 de 5 estrellas5/5 (1)
- UF0513 - Gestión auxiliar de archivo en soporte convencional o informáticoDe EverandUF0513 - Gestión auxiliar de archivo en soporte convencional o informáticoCalificación: 1 de 5 estrellas1/5 (1)
- The Coaching Habit: Las 7 preguntas clave para liderar equipos y organizaciones del siglo XXIDe EverandThe Coaching Habit: Las 7 preguntas clave para liderar equipos y organizaciones del siglo XXICalificación: 4.5 de 5 estrellas4.5/5 (166)
- Liderazgo sin ego: Cómo dejar de mandar y empezar a liderarDe EverandLiderazgo sin ego: Cómo dejar de mandar y empezar a liderarCalificación: 4.5 de 5 estrellas4.5/5 (172)
- Cómo ganarse a la gente: Descubra los principios que siempre funcionan con las personasDe EverandCómo ganarse a la gente: Descubra los principios que siempre funcionan con las personasCalificación: 5 de 5 estrellas5/5 (159)
- El lado positivo del fracaso: Cómo convertir los errores en puentes hacia el éxitoDe EverandEl lado positivo del fracaso: Cómo convertir los errores en puentes hacia el éxitoCalificación: 4.5 de 5 estrellas4.5/5 (525)
- Liderazgo efectivo: Centrado en la persona, basado en la influencia y ejercido con sensatezDe EverandLiderazgo efectivo: Centrado en la persona, basado en la influencia y ejercido con sensatezAún no hay calificaciones
- Sistema de gestión lean para principiantes: Fundamentos del sistema de gestión lean para pequeñas y medianas empresas - con muchos ejemplos prácticosDe EverandSistema de gestión lean para principiantes: Fundamentos del sistema de gestión lean para pequeñas y medianas empresas - con muchos ejemplos prácticosCalificación: 4 de 5 estrellas4/5 (16)
- Scaling Up (Dominando los Hábitos de Rockefeller 2.0): Cómo es que Algunas Compañías lo Logran…y Por qué las Demás NoDe EverandScaling Up (Dominando los Hábitos de Rockefeller 2.0): Cómo es que Algunas Compañías lo Logran…y Por qué las Demás NoCalificación: 4.5 de 5 estrellas4.5/5 (10)
- ¡Vive tu sueño!: 10 preguntas que te ayudarán a verlo y obtenerloDe Everand¡Vive tu sueño!: 10 preguntas que te ayudarán a verlo y obtenerloCalificación: 5 de 5 estrellas5/5 (149)
- Guía de liderazgo para introvertidosDe EverandGuía de liderazgo para introvertidosCalificación: 4.5 de 5 estrellas4.5/5 (24)
- Controla tu tiempo, controla tu vida: Un sistema revolucionario para obtener más resultados en cada área de tu vidaDe EverandControla tu tiempo, controla tu vida: Un sistema revolucionario para obtener más resultados en cada área de tu vidaCalificación: 5 de 5 estrellas5/5 (24)
- LA NEGOCIACIÓN EN 4 PASOS. Cómo negociar en situaciones difíciles, pasando del conflicto al acuerdo en los negocios y en la vida cotidianaDe EverandLA NEGOCIACIÓN EN 4 PASOS. Cómo negociar en situaciones difíciles, pasando del conflicto al acuerdo en los negocios y en la vida cotidianaCalificación: 3.5 de 5 estrellas3.5/5 (6)
- Contabilidad financiera para contaduría y administraciónDe EverandContabilidad financiera para contaduría y administraciónCalificación: 4 de 5 estrellas4/5 (6)
- Los tres hábitos para ser feliz: Técnicas que utilizan los líderes para combatir el desgaste laboral, desarrollar resiliencia y crear una cultura de trabajo prósperaDe EverandLos tres hábitos para ser feliz: Técnicas que utilizan los líderes para combatir el desgaste laboral, desarrollar resiliencia y crear una cultura de trabajo prósperaCalificación: 4.5 de 5 estrellas4.5/5 (188)
- 51 Consejos de Ventas: Claves para Vender Más y Triunfar VendiendoDe Everand51 Consejos de Ventas: Claves para Vender Más y Triunfar VendiendoCalificación: 5 de 5 estrellas5/5 (4)