Documentos de Académico
Documentos de Profesional
Documentos de Cultura
C-CS-50-005 Fabricacion e Instalacion HDPE v1
Cargado por
Jorge Johnny Chipana MachacaDerechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
C-CS-50-005 Fabricacion e Instalacion HDPE v1
Cargado por
Jorge Johnny Chipana MachacaCopyright:
Formatos disponibles
Sociedad Minera Cerro Verde S.A.A.
Primary Sulfide Project
Project No. PSP108
Field Fabrication and Installation
of HDPE Piping
Fabricación en Campo e
Instalación de Tuberías de HDPE
Construction Specification
No. C-CS-50-005
Rev. 1
25 July 2005
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE REV 1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 1 of 30
Project Number: PSP108 Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS DE HDPE
This document has been revised as indicated below. Changes after revision 0 are identified by vertical bars at the
right side of the page, with additions being underlined. Please replace all pages of this specification and destroy
the superceded copies. English is the prevailing language of this document.
Rev Originator Rev Revision Description
No. (name/initials) Date
C Yiu-Tak Tse 14Mar05 Issued for Approval
0 Yiu-Tak Tse 11Apr05 Issued for Construction
1 Yiu-Tak Tse 25Jul05 Re-Issued for Construction – Issued for Translation
New Issue ; Entire Specification Re-issued
APPROVALS ORIGINAL SIGNED BY
FLUOR DATE CLIENT DATE
Project Manager:
Engineering Manager: Brad Matthews 25Jul05
Area Project Engineer: Manuel Echevarria 25Jul05
Lead Discipline Engineer: Bill Li 25Jul05
Process Approval:
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE REV 1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 2 of 30
Project Number: PSP108 Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS DE HDPE
Table of Contents
1. GENERAL .....................................................................................................................................................4
1.1 Summary .......................................................................................................................................................4
1.2 References ....................................................................................................................................................4
1.3 Terminology ...................................................................................................................................................5
1.4 Quality Assurance .........................................................................................................................................6
1.5 Site Conditions ..............................................................................................................................................7
2. MATERIALS RECEIVING, INSPECTION, AND STORAGE........................................................................7
2.1 Materials Receiving and Inspection...............................................................................................................7
2.2 Pre- Installation Storage & Exposure to Weather .........................................................................................8
3. FUSION BONDING QUALIFICATION REQUIREMENTS ...........................................................................9
3.1 General ..........................................................................................................................................................9
3.2 Bonding Procedure Specification (BPS) Requirements ..............................................................................10
3.3 Bonding Procedure Qualification Record (BPQR) Requirements...............................................................10
4. EXECUTION OF FIELD FUSION BONDING AND INSTALLATION.........................................................11
4.1 Pipe and Fitting Field Fabrication................................................................................................................11
4.2 Field Testing, NDE, and Inspection.............................................................................................................12
4.3 Bonding Repair............................................................................................................................................12
4.4 Field Installation...........................................................................................................................................12
5. INSPECTION, NDE AND TESTING REQUIREMENTS FOR HDPE FUSION JOINTS.............................13
5.1 General Inspection Requirements...............................................................................................................13
5.2 NDE General Requirements........................................................................................................................14
5.3 Visual Examination ......................................................................................................................................14
5.4 Ultrasonic Examination................................................................................................................................14
5.5 Mechanical Testing Requirements ..............................................................................................................14
5.6 Hydrostatic Leak Testing .............................................................................................................................14
6. SAFETY REQUIREMENTS ........................................................................................................................15
6.1 General Safety Program..............................................................................................................................15
6.2 Reporting Accidents ....................................................................................................................................15
7. ATTACHMENTS .........................................................................................................................................15
1. GENERALIDADES .....................................................................................................................................18
2. RECEPCIÓN, INSPECCIÓN Y ALMACENAJE DE MATERIALES ..........................................................21
2.1 Recepción e Inspección de Materiales .......................................................................................................21
2.2 Almacenaje durante la preinstalación y exposición al clima. ......................................................................22
3. Requisitos de Calidad PARA EL PegaDO por fusión ............................................................................23
3.1 Generalidades .............................................................................................................................................23
3.2 Especificación de Procedimiento de Fusión por Pegado (BPS). ................................................................24
3.3 Requisitos del Registro de la Evaluación del Procedimiento de Pegado por Fusión (BPQR). ..................25
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE REV 1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 3 of 30
Project Number: PSP108 Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS DE HDPE
4. EJECUCIÓN EN CAMPO DEL PEGADO POR FUSIÓN E INSTALACIÓN ............................................26
4.1 Fabricación de Tuberías y Acoples en Campo. .........................................................................................26
4.2 Evaluación de campo, NDE, e Inspección. .................................................................................................27
4.3 Reparación del Pegado por Fusión.............................................................................................................27
4.4 Instalación en campo...................................................................................................................................27
5. Inspección, NDE y requisitos de prueba para las juntas por fusión de HDPE ...................................28
5.1 Requisitos generales de Inspección............................................................................................................28
5.2 Requisitos Generales NDE. ........................................................................................................................28
5.3 Examen visual. ............................................................................................................................................29
5.4 Prueba Ultrasónica. .....................................................................................................................................29
5.5 Requisitos para los ensayos mecánicos. ....................................................................................................29
5.6 Ensayo hidrostático de fugas. .....................................................................................................................29
6. REQUISITOS DE SEGURIDAD..................................................................................................................30
6.1 Programa General de Seguridad. ...............................................................................................................30
6.2 Reporte de Accidentes. ...............................................................................................................................30
6.3 ANEXOS......................................................................................................................................................30
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE REV 1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 4 of 30
Project Number: PSP108 Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS DE HDPE
1. GENERAL
1.1 Summary
A. Scope of Specification
This specification stipulates the criteria for fusion bonding, inspection, examination, qualification,
testing, and installation of High Density Polyethylene (HDPE) in pressure applications. Pipe and
fittings bonded per this specification shall satisfy the requirements for ASME B31.3 for pressure
piping applications.
1. Any deviation from this specification requires written authorization from the Buyer.
2. This specification is applicable to both shop and field fabrications.
3. The fusion procedures and recommendations are based on best industry practice and past
project experience. Manufacturer recommendations shall also be incorporated into fusion
procedures. The Buyer shall resolve any conflicts between this specification and
Manufacturer recommendations.
B. Related Specifications
The following specifications describe items of related work:
1. C-DC-10-002 Site Conditions
2. C-CS-10-004 Sanitary Sewer
3. C-CS-10-005 Storm Sewer and Culvert
4. C-CS-10-007 Watermains
5. C-CS-50-013 Ultrasonic-TOFD Inspection for HDPE Pipe
6. C-SP-50-001 Piping Line Class
C. Work Not Included
1. Unloading of material at the jobsite or the Contractor’s shop
2. Buyer supplied materials and services
1.2 References
All fusion bonding, examination, and testing shall conform to the applicable requirements of the latest
editions and revisions of standards and codes issued by the following authorities as of
November 1, 2004:
A. ASME (American Society of Mechanical Engineers)
B31.3 Process Piping
B. ASNT (American Society of Nondestructive Testing)
SNT-TC-1A Recommended Practice for Qualification of Nondestructive
Examination (NDE) Personnel
C. ASTM (American Society for Testing and Materials)
1. D1599 Standard Test Method for Resistance to Short-Time Hydraulic Failure
Pressure of Plastic Pipe, Tubing, and Fittings
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE REV 1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 5 of 30
Project Number: PSP108 Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS DE HDPE
2. D2122 Standard Test Method for Determining Dimensions of Thermoplastic
Pipe and Fittings
3. D2657 Standard Practice for Heat Fusion Joining of Polyolefin Pipe and Fittings
4. D2683 Standard Specification for Socket-Type Polyethylene Fittings for Outside
Diameter-Controlled Polyethylene Pipe and Tubing
5. D2774 Standard Practice for Underground Installation of Thermoplastic
Pressure Piping
6. D3261 Standard Specification for Butt Heat Fusion Polyethylene (PE) Plastic
Fittings for Polyethylene (PE) Plastic Pipe and Tubing
7. F412 Standard Terminology Relating to Plastic Piping Systems
8. F714 Polyethylene (PE) Plastic Pipe (SDR-PR) based on Outside Diameter
9. F905 Practice for Qualification of Polyethylene Saddle Fusion Joints
10. F1056 Standard Specification for Socket Fusion Tools for Use in Socket Fusion
Joining Polyethylene Pipe or Tubing and Fittings
11. F1668 Standard Guide for Construction Procedures for Buried Plastic Pipe
12. F1804 Standard Practice for Determining Allowable Tensile Load for
Polyethylene (PE) Gas Pipe During Pull-In Installation
13. F2164 Field Leak Testing of Polyethylene (PE) Pressure Piping Systems Using
Hydrostatic Pressure
D. AWS (American Welding Society)
G1.10M Guide for the Evaluation of Hot Gas, Hot Gas Extrusion, and Heated
Tool Butt Thermoplastic Welds
E. NFPA (National Fire Protection Agency)
NFPA 24 Standard for the Installation of Private Fire Service Mains and Their
Appurtenances
F. PPI (Plastics Pipe Institute)
1. TN-13 General guidelines for Butt, Saddle, and Socket Fusion of unlike
Polyethylene Pipes and Fittings
2. TR-33 Generic Butt Fusion Joining Procedure for Polyethylene Gas Pipe
3. TR-41 Generic Saddle Fusion Joining Procedure for Polyethylene Gas Piping
1.3 Terminology
All terminology shall be in accordance with ASTM F412. Those terms commonly used in this
specification are listed below.
A. Bonder – Person performing and responsible for the fusion bonding process.
B. Bonding Operator – See Bonder
C. BPS - Bonding Procedure Specification
D. BPQR – Bonding Procedure Qualification Record
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE REV 1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 6 of 30
Project Number: PSP108 Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS DE HDPE
E. Butt-weld Fusion Bonding – A joint in which the prepared ends of the HDPE pipe are heated
against a hot plate to the desired temperature, which allows for the ends to be fused together via
application of external pressure
F. Buyer – Refers to the Owner of the project or Owner’s representative
G. Contractor – Refers to any company or persons performing fusion welds or pipe installation,
including sub-contractors
H. Field Fabricate – Piping fabrication completed at the jobsite, including either a field shop or at
the installation location
I. HDPE – High Density Polyethylene
J. Insert Fusion Bonding – See Socket Fusion Bonding
K. Inspection Contractor – Any company or persons performing Ultrasonic- Time of Flight
Diffraction (UT-TOFD) inspection of fusion welds, including sub-contractors
L. Manufacturer – Unless otherwise noted, the company or organization that produces HDPE pipe
that has been approved for use for this project
M. Saddle Fusion Bonding – A joint in which a contoured heating plate is used to simultaneously
heat the curve base of the saddle fitting and a corresponding area of the pipe surface to the
required temperature to allow for complete fusion upon the application of external pressure
N. Shall - In this document the word “shall” is used to indicate requirements that are mandatory
O. Shop Fabricate – Piping fabrication completed at the Contractor’s shop, normally remote to the
jobsite
P. Sidewall Fusion Bonding – See Saddle Fusion Bonding
Q. Socket Fusion Bonding – A joint in which the joining surfaces of the components are heated, and
the joint is made by inserting one component into the other
R. Standard Dimension Ratio (SDR) – A specific ratio of the average specified outside diameter to
the minimum specified wall thickness (Do / t) for outside diameter-controlled plastic pipe
S. Technician - The technician is a person hired by the Inspection Contractor and is responsible for
the UT-TOFD inspection and the interpretation of the results
1.4 Quality Assurance
A. Approved fabrication and bonding methods shall be used in compliance with project
requirements. Contractor’s Inspector shall monitor and review the activities of the
fabrication/installation crew to ensure that applicable codes, standards, and procedures are
being followed to meet project quality goals.
B. The Contractor shall examine and inspect piping components for damage and improper
manufacturing prior to beginning fabrication, in accordance with ASME B31.3, Paragraph 341.
After fabrication has been completed, components shall be re-examined and re-inspected for
possible damage. Repairs shall be made before installation.
C. Contractor’s inspectors shall examine and inspect the final product to ensure that Buyer’s quality
criteria had been met.
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE REV 1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 7 of 30
Project Number: PSP108 Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS DE HDPE
D. The Contractor shall be responsible for fabrication accuracy. Each piece shall be subject to
check by the Buyer.
E. Inspectors representing the Buyer shall have access at all reasonable times to all areas
concerned with the fabrication, installation and testing of piping. Inspectors may reject materials,
methods, procedures or work which fails to meet the requirements of applicable codes,
specifications, procedures, drawings, purchase orders or manufacturer's installation instructions.
F. Inspection Contractor representing the Buyer will perform UT-TOFD on HDPE butt fusion joints
in accordance with Specification C-CS-50-013. Inspection Contractor will be brought to site to
perform UT-TOFD at least twice: once at the beginning of the project, and once when the
installation is completed; plus any other time in between at the Buyer’s discretion.
1.5 Site Conditions
Refer to Section 1.1 - Related Specifications
2. MATERIALS RECEIVING, INSPECTION, AND STORAGE
2.1 Materials Receiving and Inspection
A. Within the storage area, pipe and fittings shall be segregated by material grade/manufacturer,
size, and SDR rating.
B. Upon receipt of materials, the Contractor shall visually inspect all pipe and fittings. Pipe and
fitting dimensions shall be determined in accordance with the methods described in ASTM
D2122. Workmanship and dimensions shall be within the tolerances stipulated in ASTM F714,
D2683, D3261 and all other appropriate specifications.
C. Items that contain defects shall be rejected or repaired; such injurious defects include:
1. Defects that reduce the mechanical properties, such as internal or external surface
gouges, scars, scratches, blisters, or discontinuities that produce a notch effect or reduce
the specified wall thickness by 5% or more.
2. Any kinking of the pipe during transport may be indicated by excessive plastic deformation
and/or wrinkle patterns on the pipe surface, and must be repaired. Any pipe misalignment
greater than 10% along the length of the pipe shall be repaired.
3. Pipe ovality, as defined below, shall not exceed the limits listed:
D AVE − DMIN
% Ovality = * 100%
D AVG
Where: DMIN = minimum diameter at point of deflection
DAVG = average of maximum and minimum diameters at point of deflection
OVALITY LIMIT
DR
(%)
> 21 5.0
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE REV 1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 8 of 30
Project Number: PSP108 Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS DE HDPE
17 4.0
15.5 3.5
13.5 2.5
11 2
<9 1.5
4. Absorption of deleterious substances; avoid absorption of liquid hydrocarbons as it could
solvate polyethylene material and leach out during fusion and contaminate the weld.
2.2 Pre- Installation Storage & Exposure to Weather
A. The site and its layout shall provide protection against physical damage to the components.
General requirements include sufficient area to accommodate piping components; room for
handling and maneuvering around the equipment, and a relatively smooth, level surface free of
stones, debris, or other material that could damage pipe or components, or interfere with
handling
B. To prevent injury and damage to pipes, dropping and/or rolling of pipes during uploading or
handling shall be avoided. Avoid dragging pipe over gravel or rock
C. Individual pipes shall be laid straight, not crossing over or entangled with each other.
D. Pipe may be placed on 100mm (4-inch) wide wooden dunnage, evenly spaced at 1.2m (4ft)
intervals along the entire pipe length. Dunnage shall not be inserted between the layers of pipe
at the storage site.
E. Loose storage stacking height shall be in accordance with manufacturer requirements to
minimize pipe ovalization, but shall not exceed the following stacking height recommendations:
Suggested Suggested
NPS Stacking Height NPS Stacking Height
(Rows) (Rows)
8 6 22 2
10 5 24 2
12 4 26 2
14 4 28 2
16 3 30 2
18 3 32 2
20 3 >36 1
F. The base row must be blocked to prevent sideways movement or shifting. The removal of any
one pipe should not cause shifting or rolling of the remaining pipes
G. When several different wall thicknesses of pipe are received, it is recommended that the pipe be
segregated into different groups of similar size and wall thickness (SDR rating). If pipe of
different wall thickness must be stored together, place the thickest wall on the bottom with pipe
of progressively smaller wall thickness stacked on top. Consideration for the fusion joining
sequence shall be taken when stacking dissimilar pipes
H. Pipe received in bulk packs or strip load packs shall be stored in the same package; do not
remove tie-down straps or bands. If the storage site is flat and level, bulk packs or strip load
packs may be stacked evenly upon each other to an overall height of about 1.8m (6ft). For less
flat or less level terrain, limit stacking height to about 1.2m (4ft).
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE REV 1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 9 of 30
Project Number: PSP108 Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS DE HDPE
I. Before removing individual pipe lengths from bulk packs or strip load packs, the pack must be
removed from the storage stack, and placed on the ground
J. The interior of stored components shall be kept free of debris and other foreign matter
K. Cold & Hot Weather Handling:
1. Temperatures near or below freezing will reduce HDPE flexibility and increase vulnerability
to impact damage. Extreme caution is required to not drop components and to avoid any
impacts with equipment.
2. Extreme summer heat can affect the ovality and shape of pipe; it is recommended that
products be periodically rotated to eliminate such deflection.
3. FUSION BONDING QUALIFICATION REQUIREMENTS
3.1 General
A. Bonding performed according to this specification shall conform to the ASME B31.3 code
requirements, as applicable. Compliance with this specification and Buyer's approval of the
BPSs and BPQRs shall in no way relieve the Contractor of responsibility for providing joints that
are sound and suited to the services for which they are intended.
B. No production bonding shall be carried out, except by specific agreement between Buyer and
the Contractor, before each BPS and Bonder is qualified according to code requirements.
C. A qualified Bonding Procedure Specification (BPS) in accordance with ASME B31.3 paragraph
A328 shall be supplied for each Manufacturer grade and each fusion joint type:
1. Socket Fusion Joint
2. Butt Fusion Joint
3. Saddle Fusion Joint
4. Longitudinal welds are not within the scope of this specification
D. The Contractor shall provide a BPQR for each BPS, in accordance with B31.3 paragraph A328
and this specification that demonstrates the candidate BPS produces sound fusion joints.
E. The Contractor shall be responsible for the quality of bonding performed by members of their
organization (and all sub-contractors), and shall conduct all required bonding performance
qualifications for each Bonder. Each Bonder shall have an individual BPQR, in accordance with
B31.3 paragraph A328 and this specification, which must be approved by the Buyer prior to
fabrication.
F. Fusion bonding shall not proceed until all BPQR documents are returned to the Contractor with
permission to proceed from the Buyer.
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE REV 1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 10 of 30
Project Number: PSP108 Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS DE HDPE
G. Bonding shall not be subcontracted to others without the written approval of the Buyer.
H. The BPS and BPQR shall be performed on the same HDPE resin and Manufacturer grade that
will be used for production welds.
3.2 Bonding Procedure Specification (BPS) Requirements
A. General
1. Manufacturer recommended fusion practices, guidelines, and procedures, for their
particular grade, shall be incorporated into each butt, socket, and saddle fusion BPS.
Conflict between the Manufacturer’s recommendation and this specification shall be
resolved by the Buyer.
2. If the manufacturer is listed within PPI TR-33 or TR-41, the generic recommendations for
butt-weld and saddle fusion welds, respectively, shall be used.
3. The BPS shall meet all the requirements and recommendations of ASTM D2657.
B. Scope of the BPS
1. The BPS shall clearly explain a detailed procedure for successfully creating HPDE fusion
bonds, and must identify all pertinent information in the fusion process, including, but not
limited to: heater plate temperature, heat (soak) time, bead melt size, interfacial pressure,
and cooling period for each pipe size and SDR rating.
2. The BPS shall specify, for both bonding operation and BPQR testing requirements, all
required materials, the required tools and equipment, and methods for temperature
measurement. Storage requirements for all materials, tools, and equipment shall be given.
3. The BPS shall identify pre-bonding equipment inspection requirements. Inspection and
data logging requirements shall also be identified.
4. Attachment 1 is an example of an acceptable BPS and the requirements are mandatory.
a. In the case of conflict between these requirements and Manufacturer
recommendations, the Buyer shall resolve the dispute.
b. The gauge pressure requirements for all pipe sizes & SDR ratings, as a function of
machine & piston type, shall be submitted for approval as part of the BPS.
c. The BPS shall include visual inspection guidelines based on Manufacturer
recommendations and all applicable codes and standards.
C. Dissimilar Fusion Welds
If fusion of different HDPE resins or Manufacturer grade (e.g. different cell classification) is
required; a separate BPS must be submitted in accordance with this specification. The
guidelines of PPI TN-13 shall be used.
3.3 Bonding Procedure Qualification Record (BPQR) Requirements
A. General
1. The requirements for bonding procedure qualification are given in B31.3 paragraph A328.
The format for the BPQR is shown in Attachment 2 of this specification.
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE REV 1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 11 of 30
Project Number: PSP108 Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS DE HDPE
a. The Contractor shall submit a valid BPQR for each proposed BPS.
b. The Contractor shall also submit a valid BPQR for each fusion Bonder.
2. After approval, the Bonder shall be assigned a unique identification symbol. The area
adjacent to each production weld shall be permanently identified with this symbol.
Appropriate records shall also be filed to ensure traceability.
a. Qualification of one BPS does not qualify a Bonder for any other bonding procedure.
b. Re-qualification of Bonders is required if:
(1) Bonder or Bonding Operator has not used the BPS for a period of 6 months or
greater.
(2) There is valid reason to question the individual’s ability to fusion bond per the
BPS.
3. The Contractor shall maintain a listing of all approved Bonders that can be audited by the
Buyer at any time.
B. BPQR Destructive Testing Requirements
1. Qualification fusion weld coupons and assemblies shall be destructively tested in
accordance with the requirements in Attachment 3 of this specification.
2. All qualification tests shall be completed by a third-party laboratory qualified to perform the
required tests, and may be subject to audit by the Buyer.
3. Required Destructive Testing:
a. As stipulated in B31.3 paragraph A328, a hydrostatic Burst Test in accordance with
ASTM D1599 is required for each BPQR.
b. All qualification coupons must satisfy the requirements for Heat Fusion of ASME
B31.3 Table A341.3.2 “Acceptance Criteria for Bonds”.
c. Each BPQR shall have a total of six (6) destructive mechanical tests as per
Attachment 3 of this specification.
4. If there is any ambiguity in the tests completed or the test results, the Buyer reserves the
right to institute further destructive or non-destructive tests, such as impact, torque, tensile
elongation, or ultrasonic examination to verify the quality of the BPS or Bonder.
4. EXECUTION OF FIELD FUSION BONDING AND INSTALLATION
4.1 Pipe and Fitting Field Fabrication
A. Fusion Procedures
1. All fusion joining shall be completed in strict accordance with the BPS for socket, butt, and
saddle fusion techniques approved for the project.
2. Any deviation from the approved BPS requires approval of the Buyer.
B. Pipe Substitutions
The standard dimensional ratio (SDR) shall be specified on all drawings. Substitutions of pipe,
including thicker or thinner wall materials, are not permitted without written authorization from
the Buyer.
C. Bead (Flash) Removal
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE REV 1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 12 of 30
Project Number: PSP108 Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS DE HDPE
The bead or flash may interfere with slipping lap joint flanges against the stub end. The
procedures for removal of any weld beads shall be submitted for approval.
D. Pup-Pieces
1. Pup-pieces, installed in-between long pipe lengths, shall be avoided since the difficulties
inherent to such fusions are more likely to result in defective welds.
2. Pup-pieces installed to make up a length shall be a minimum of 2 pipe diameters long or
300 mm (12 inches), unless authorized by the Buyer.
E. Pipe-Fitting Damage
Dragging pipe strings or fittings along the ground at speeds above a walking pace
(approximately 3 to 5 km/hr) can cause impact damage to the pipe, especially in cold weather.
Avoid dragging, dropping, or impacting material during construction. See Section 2 for more
information regarding safe handling, inspection, and storage.
F. Pipe Internal Misalignment
1. Internal misalignment shall be less than 10% of the pipe wall thickness.
2. If the 10% misalignment is exceeded, use one of the following procedures listed in order of
preference:
a. First, rotate the pipe or fittings to reduce misalignment to the acceptable tolerances.
b. Use the internal lineup clamps (e.g. fusion equipment clamping jaws) to correct
moderate out-of-round conditions.
c. With approval of the Buyer, taper the wall of the component internally, if it is found
that the wall thickness is not reduced below the minimum requirements of ASTM
F714.
4.2 Field Testing, NDE, and Inspection
A. Inspection
1. The Contractor’s inspection program shall ensure all fusion bonds are inspected per
project requirements.
2. Pre-bonding and in-situ inspection checklists and weld data logs shall be maintained by
the Contractor for all fusion joints, and shall equal or exceed the requirements indicated in
Attachment 4 and 5. These forms shall be submitted to the Buyer no later than the next
working day.
3. The use of data loggers on all fusion equipment is mandatory, but shall be used to verify
and not replace the requirements of Attachment 4 and 5.
B. Field testing, NDE, and other inspection requirements (including hydrostatic leak testing) are
outlined in Section 5.
4.3 Bonding Repair
Defective materials, joints, and other workmanship that fails to meet the requirements of ASME B31.3,
all referenced specifications, and this project specification shall be completely replaced at the
Contractor’s expense.
4.4 Field Installation
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE REV 1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 13 of 30
Project Number: PSP108 Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS DE HDPE
A. There are many factors, such as field environment, pipe size, and thickness that will affect the
installation procedures required. Prior to commencing such work, procedures for the field
installation of HDPE pipe material, above and below ground, shall be submitted for approval.
B. The recommendations of the Manufacturer shall be incorporated when developing a field
installation procedure.
C. Consult ASTM F1804 to determine the allowable tensile load that can be applied to HDPE pipe
material during pull-in installation.
D. Consult ASTM F714 to determine the allowable degree of deflection limits.
E. Buried pipe installation shall be in accordance with Watermains Specification C-CS-10-007,
Sanitary Sewer Specification C-CS-10-004, and Storm Sewer & Culvert Specification
C-CS-10-005, whichever is applicable.
F. The construction procedures & requirements for underground installation of thermoplastic
pressure piping as stipulated by ASTM F1668 and ASTM D2774 shall be met.
G. The following considerations, at-least, must be taken into account when submitting installation
procedures:
1. Manufacturer recommendations for piping installation
2. Equipment rigging
3. Preparation of the surface & pile bed (for above ground piping)
4. Preparation of the trench bottom and procedure for placing the pipe in the trench (for
buried piping)
5. Considerations for permanent bending radius
6. Consideration of pipe lateral movement, longitudinal movement, and deflection
7. Spacing and size of anchors
8. Connections to fittings and structures
9. Precautions for pressure testing
10. Safety Guidelines
5. INSPECTION, NDE AND TESTING REQUIREMENTS FOR HDPE FUSION JOINTS
5.1 General Inspection Requirements
A. Refer to Quality and Certification Requirements form in purchase order documents.
B. Refer to inspection and testing requirements contained in related specifications referenced by
this specification.
C. Inspections shall be performed as specified in Attachment 5 “Piping Inspection and Heat
Treatment Summary” of Piping Line Class Specification C-SP-50-001.
D. Inspection does not relieve the Contractor of the responsibility for:
1. Providing quality and workmanship that meet specification and code requirements
2. Performing examination and testing as required by this specification and applicable code
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE REV 1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 14 of 30
Project Number: PSP108 Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS DE HDPE
E. The Buyer shall be allowed free access to the Contractor’s facilities (both shop and field) to
audit, witness, and inspect all practices, methods, tests, and procedures to verify the
Contractor’s QA/QC program.
5.2 NDE General Requirements
A. NDE techniques, records, acceptance criteria, and additional general requirements for fittings
and piping shall be in accordance with the applicable Specifications, Codes and Standards listed
in paragraph 1.1 and 1.2 of this specification.
B. NDE, except visual examination, shall be performed by personnel certified in accordance with
ASNT recommended practice SNT-TC-1A. Other types of certification require written
authorization by the Buyer.
C. NDE procedures shall be submitted to Buyer for acceptance before examination. Other records,
if requested, pertaining to inspection shall be made available to the Buyer.
5.3 Visual Examination
A. Visual examination and evaluation of indications shall be in accordance with AWS G1.10M,
ASME B31.3 paragraph A341, and Manufacturer recommendations.
B. Butt, socket, and saddle joints: the weld zone shall be examined during all stages of fusion,
including heating, joining, and cooling. If any defects are observed, then the weld shall be
replaced.
5.4 Ultrasonic Examination
A. Ultrasonic Time of Flight Diffraction (UT-TOFD) examination and evaluation of indications shall
be performed by Buyer’s Inspection Contractor in accordance with the specific details &
requirements specified in Ultrasonic – TOFD Testing of HDPE Pipe Specification C-CS-50-013.
B. The use of ultrasonic testing in a pulse-echo configuration is not sensitive to lack of fusion
defects and shall not be used unless specifically required per Buyer request.
5.5 Mechanical Testing Requirements
A. Unless otherwise noted in the Code and specifications, destructive mechanical tests shall not be
required for examining production welds; except at the request of the Buyer to verify fusion
and/or NDE quality.
B. As stipulated in paragraph 3.3 and Attachment 3 of this specification, destructive tests shall be
required during qualification testing of the BPS and Bonding Operator.
5.6 Hydrostatic Leak Testing
A. General
1. The intent of hydrostatic leak testing is to reveal gross faults in the piping system, not
confirm long-term performance of the pipeline.
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE REV 1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 15 of 30
Project Number: PSP108 Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS DE HDPE
2. Prior to initial operation, the piping system shall be hydrostatic leak tested in accordance
with paragraph A345 of ASME B31.3 and ASTM F2164 - Field Leak Testing of
Polyethylene (PE) Pressure Piping Systems Using Hydrostatic Pressure.
3. Pneumatic testing of thermoplastic piping is forbidden.
B. Hydrostatic Leak Testing Procedure Requirements
1. The Contractor shall submit a Hydrostatic Leak Testing Procedure for approval by the
Buyer prior to commencing any tests.
2. The hydrostatic test pressure is a function of the testing fluid temperature, and shall be
calculated in accordance with B31.3 paragraph A345.4.2(b). The test pressure need not
exceed 1.5 times the design pressure.
3. Pressure-tightness shall be determined based on visual inspection of the base material
and fusion joints. Any leaking joints shall be replaced and re-tested.
4. The following Manufacturer recommendations shall be included in the procedure:
a. Pressure testing safety precautions
b. Recommended testing medium
c. Recommended testing temperature and temperature correction factors
d. Test parameters such as:
(1) Test length
(2) Air venting
(3) Allowable pipe expansion
(4) Make-up water allowances
(5) Total allowable test time
NOTE!!! These represent the minimum considerations for developing a hydrostatic testing
procedure; other pertinent information shall also be included.
6. SAFETY REQUIREMENTS
6.1 General Safety Program
A. The Contractor shall provide the Buyer a copy of their internal safety program.
B. The Buyer will provide the Buyer’s safety procedures to the Contractor. The Contractor shall
attend all applicable on-site safety orientations and meetings.
6.2 Reporting Accidents
A. Any type of accident shall be reported to the Buyer immediately.
B. A lost time accident shall be followed by a written report. This report shall describe the accident
and any steps taken to avoid a reoccurrence.
7. ATTACHMENTS
Attachment 1 Bonding Procedure Specification Requirements
Attachment 2 HDPE Bonding Procedure Qualification Record (BPQR)
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE REV 1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 16 of 30
Project Number: PSP108 Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS DE HDPE
Attachment 3 Bonding Procedure Qualification Testing Requirements
Attachment 4 Pre-Production Bonding Checklist
Attachment 5 Bonding Checklist and Fusion Datasheet Log
End of Specification
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE REV 1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 17 of 30
Project Number: PSP108 Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS DE HDPE
Este documento ha sido revisado como se indica más abajo. Los cambios posteriores a la revisión 0 son
identificados con una barra vertical al lado derecho de la pagina, con los agregados siendo subrayados. Por
favor reemplazar todas las páginas de este documento y destruya las copias que quedan obsoletas. El idioma
inglés predomina en este documento.
Rev. Fuente Fecha Descripción de la Revisión
No. (nombre/iniciales) Rev.
C Yiu-Tak Tse 14Mar05 Emitido para Aprobación
0 Yiu-Tak Tse 11Apr05 Emitido para Construcción
1 Yiu-Tak Tse 25Jul05 Re-Emitido para Construccion – Emitido para Traduccion
Nueva Edición ; Especificación Totalmente Re-
Editada.
APROBACIONES ORIGINAL FIRMADO POR
FLUOR FECHA CLIENTE FECHA
Gerente de Proyecto:
Gerente de Ingeniería: Brad Matthews 25Jul05
Ingeniero de Proyecto del Manuel Echevarria 25Jul05
Area:
Ingeniero Jefe de la Bill Li 25Jul05
Disciplina
Aprobación del Proceso
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE REV 1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 18 of 30
Project Number: PSP108 Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS DE HDPE
1. GENERALIDADES
1.1 Resumen
A. Alcance de la especificación
Esta especificación estipula los criterios para el pegado por fusión, la inspección, la examinación,
la calificación, el ensayo e instalación de Polietileno de Alta Densidad (HDPE) en aplicaciones
bajo alta presión. Los tubos y los acoplamientos pegados por fusión para esta especificación
deberán satisfacer los requisitos ASME B31.3 para aplicaciones de tuberías bajo presión.
1. Cualquier desviación de esta especificación requiere autorización escrita del Comprador.
2. Esta especificación es aplicable a las fabricaciones en taller y en campo.
3. Los procedimientos y las recomendaciones de fusión se basan en buenas prácticas de
manufactura y experiencias de proyectos pasados. Las recomendaciones del fabricante
también deberán ser incorporadas para los procedimientos de fusión. El Comprador
resolverá cualquier conflicto entre esta especificación y las recomendaciones del
Fabricante.
B. Especificaciones Relacionadas
Las siguientes especificaciones describen ítems relacionados al trabajo:
1. C-DC-10-002 Condiciones del lugar.
2. C-CS-10-004 Drenaje Sanitario.
3. C-CS-10-005 Drenaje y acopio de lluvias.
4. C-CS-10-007 Tubería Matriz de agua.
5. C-CS-50-013 Inspección Ultrasónica TOFD para tuberías de HDPE
6. C-SP-50-001 Lineas de Clases de tuberías
C. Trabajo no incluido
1. Descarga del material en el sitio de trabajo o taller del Contratista.
2. Materiales y servicios provistos por el comprador.
1.2 Referencias
Todo pegado por fusión, examinación y evaluación deberá estar en conformidad a los requisitos
aplicables de las últimas ediciones y revisiones de los estándares y códigos publicados por las
siguientes autoridades al 1 de noviembre de 2004:
A. ASME (American Society of Mechanical Engineers – Asociación Americana de Ingenieros
Mecánicos) .
B31.3 Tuberías para procesos.
B. ASNT (American Society of Nondestructive Testing – Asociación Americana de Ensayos no
destructivos).
SNT-TC-1A Práctica recomendada para calificar personal en ensayos no destructivos (NDE).
C. ASTM (American Society for Testing and Materials – Asociación Americana para Ensayos y
Materiales).
1. D1599 Método estándar para la prueba de resistencia a la falla de presión hidráulica
de Corto-Tiempo del tubo, de la tubería, y de los acoplamientos plásticos.
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE REV 1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 19 of 30
Project Number: PSP108 Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS DE HDPE
2. D2122 Método estándar para la prueba de determinación de dimensiones del tubo
termoplástico y los acoplamientos.
3. D2657 Práctica estándar para el ensamble por fusión al calor de tubos y
acoplamientos de Poliolefin.
4. D2683 Especificación estándar para acoplamientos tipo socket de polietileno para
tubos y tuberías de polietileno exteriores de diámetro-controlado.
5. D2774 Práctica estándar para la instalación subterránea de tubería termoplástica a
presión.
6. D3261 Especificación Estándar para la Fusión a Tope de Acoplamientos de
Polietileno (PE) para Tubos de Plástico y Entubado.
7. F412 Terminología Estándar referente a Sistemas de Entubado Plástico.
8. F714 Especificación estándar para acoplamientos plásticos de polietileno usando
fusión calorífica en los extremos (PE) para tubos y tuberías plásticas de polietileno.
9. F905 Práctica para la calificación de juntas por fusión de silleta de polietileno.
10. F1056 Especificación Estándar para las Herramientas de Fusión tipo socket para el
Uso en la Fusión de Tubos de Polietileno o Tuberías y acoplamientos.
11. F1668 Guía Estándar para Procedimientos de Construcción para Tubos Plásticos
subterráneos.
12. F1804 Práctica Estándar para Determinar la Tracción Permisible para Tubos de Gas
de (PE) durante la Instalación a torque.
13. F2164 Ensayo de Fugas en Sistemas de Tuberías de Polietileno a Presión (PE)
usando Presión Hidrostática.
D. AWS (American Welding Society), Sociedad Americana de Soldadura).
G1.10M Guía para la Evaluación de Gas Caliente, Extrusión de Gas Caliente y
Soldadura Termoplástica con el Tope de la Herramienta Caliente.
E. NFPA (National Fire Protection Agency) , Agencia Nacional de Protección contra Incendios
NFPA 24 Estándares para la instalación de líneas de agua contra incendios y
accesorios principales para edificios privados
F. PPI (Plastics Pipe Institute), Instituto de Tubos de Plástico
1. TN-13 Pautas Generales para Soldaduras a Topes, en Silletas, y Fusión de Tipo
Socket y de Acoplamientos y Tubos desiguales de polietileno.
2. TR-33 Procedimiento Genérico para la Junta por Fusión de Topes en Tubos de gas
de polietileno.
3. TR-41 Procedimiento Genérico para la Junta por Fusión en Silletas para Tubería de
Gas de Polietileno.
1.3 Terminología
Toda la terminología deberá estar de acuerdo con la norma ASTM F412. Aquellos términos
comúnmente usados en esta especificación se mencionan aquí debajo:
A. Bonder - Persona que lleva a cabo y es responsable por el proceso de pega por fusión.
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE REV 1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 20 of 30
Project Number: PSP108 Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS DE HDPE
B. Operador de la máquina de termofusión– Ver Bonder.
C. BPS – Especificación de Procedimiento de Pegado por Fusión.
D. BPQR – Record de Calificación de Procedimiento.
E. Termofusión por soldadura a tope – Una unión en la cual los extremos preparados del tubo de
HDPE son calentados contra una placa a la temperatura deseada, lo cual permite que los topes
o extremos se fundan juntos mediante la aplicación de presión externa.
F. Comprador – Se referirá al Propietario o al Representante del Propietario.
G. Contratista – Se refiere a cualquier compañía o personas que lleven a cabo la soldadura por
termofusión o instalación de tubería, incluyendo subcontratistas.
H. Fabricación en campo– La fabricación completa de tubería en el lugar de trabajo, incluyendo un
taller o una instalación en el lugar de trabajo.
I. HDPE – Polietileno de Alta Densidad.
J. Pega por Fusión de Inserto - Ver Pegado por Fusión tipo Socket.
K. Contratista Inspector – Cualquier compañía o personas que lleven a cabo inspecciones de
soldadura por fusión (Tiempo de Difracción de vuelo)UT –TOFD, incluyendo subcontratistas.
L. Fabricante – A menos que se indique de otra manera, la compañía u organización que produce
tubos HDPE que han sido aprobados para su uso en este proyecto.
M. Pegado por fusión en silleta – Una junta en la cual se usa una placa contorneada de
calentamiento para calentar simultáneamente la base de la curva del acoplamiento en silleta y
un área correspondiente de la superficie del tubo a la temperatura requerida para permitir la
fusión completa al momento de la aplicación de presión externa.
N. Cada vez que se utilice un verbo en futuro, tal como “deberá referirse”, en este documento se
considera este requisito como obligatorio.
O. Fabricación en taller – La fabricación completa de tuberías en el taller del Contratista
normalmente, no en el lugar de trabajo.
P. Pegado de flancos por fusión–Ver Pegado por fusión en silletas.
Q. Pegado por fusión tipo socket – Pegado en la cual la superficie de unión de los componentes es
calentada, y la unión se hace mediante la inserción de un componente dentro del otro.
R. Cociente Estándar de Dimensión (SDR) - Un cociente específico del diámetro promedio exterior
especificado al espesor mínimo de la pared (Do / t) para el tubo plástico exterior de diámetro
controlado.
S. Técnico – El técnico es una persona contratada por el Contratista Inspector y que es
responsable por la Inspección ultrasónica – TOFD y la interpretación de resultados.
1.4 Aseguramiento de la Calidad
A. Deberán ser usados métodos aprobados de fabricación y pegado de acuerdo con los
requerimientos del proyecto. El Inspector del Contratista deberá monitorear las actividades de
los trabajadores de fabricación e instalación, para asegurarse que los códigos, estándares y
procedimientos aplicables han sido seguidos para alcanzar los objetivos de calidad del
proyecto.
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE REV 1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 21 of 30
Project Number: PSP108 Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS DE HDPE
B. El Contratista deberá examiner e inspeccionar los components de las tuberias por daños o mala
fabricación, antes de empezar la fabricación , de acuerdo con ASME B31.3, Párrafo 341.
Después que ha sido completada la fabricación, los components deberán ser re-inspeccionados
y re-examinados por posibles daños. Las reparaciones deberán ser hechas antes de la
instalación.
C. Los Inspectores del Contratista deberán examiner e inspeccionar el producto final para asegurar
que el criterio de calidad del comprador ha sido alcanzado.
D. El Contratista deberá ser responsible por la exactitude de fabricación. Cada pieza deberá ser
sujeta de verificación por el comprador.
E. Los Inspectores representantes del Comprador deberán tener acceso en todo razonable
momento a todas las areas que involucren la fabricación, instalación y pruebas de las tuberías,
los Inspectores pueden rechazar el material, métodos, procedimientos o trabajo que falle en
alcanzar los requisitos de los códigos, especificaciones, procedimientos, planos , órdenes de
compra, o instrucciones de instalación del fabricante aplicables.
F. El Contratista de Inspección, representando al Comprador realizará UT-TOFD en unions a tope
de HDPE de acuerdo con las especificaciones de C’CS’50’013. El Contratista de Inspección
sera llevado a terreno a realizar inspecciones UT-TOFD al menos dos veces, la primera al
comienzo del proyecto y la segunda en cualquier otro momento de acuerdo a la discreción del
Comprador.
1.5 Condiciones del lugar
Refiérase a la Sección 1.1 – Especificaciones Relacionadas.
2. RECEPCIÓN, INSPECCIÓN Y ALMACENAJE DE MATERIALES
2.1 Recepción e Inspección de Materiales
A. Dentro de un área de almacenamiento, los tubos y los acoplamientos debrán ser diferenciados
por grado / fabricación de material, tamaño y grado SDR.
B. A la recepción de materiales, el Contratista deberá inspeccionar visualmente todos los tubos y
los acoplamientos. Las dimensiones de los tubos y los acoplamientos se deberá determinar de
acuerdo con los métodos descritos en ASTM D2122. La ejecución y las dimensiones deberán
estar dentro de las tolerancias estipuladas en ASTM F714, D2683, D3261 y todas las otras
especificaciones apropiadas.
C. Los artículos defectuosos deberán ser rechazados o reparados; dentro de los defectos se
incluye:
1. Defectos que reduzcan las propiedades mecánicas, tales como picaduras, cicatrices,
rasguños, ampollas, o discontinuidades superficiales internas o externas que produzcan
un efecto de muesca o reduzcan el espesor de pared especificado en 5% o más.
2. Cualquier defecto que haya sido producido al tubo durante el transporte se puede indicar
por los patrones excesivos de deformación del plástico y/o arrugas en la superficie del
tubo, y debe ser reparado. Cualquier desalineamiento, en el tubo, mayor al 10% a lo largo
de la longitud del mismo deberá ser reparado.
3. La deformación oval del tubo, como se define abajo, no excederá los límites permitidos:
D AVE − DMIN
% Def .Oval = * 100%
D AVG
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE REV 1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 22 of 30
Project Number: PSP108 Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS DE HDPE
Donde: DMIN = Diámetro mínimo en el punto de deflexión.
DAVG = Promedio de diámetros máximos y mínimos en el punto de deflexión.
DR LÍMITE DE DEF. OVAL
(%)
> 21 5.0
17 4.0
15.5 3.5
13.5 2.5
11 2
<9 1.5
4. Absorción de sustancias deletéreas; evitar la absorción de hidrocarburo líquidos pues
podrían disolver el material de polietileno y aflorar durante la fusión contaminando la
soldadura.
2.2 Almacenaje durante la preinstalación y exposición al clima.
A. El lugar de trabajo y su diseño de planta deberán proveer protección, contra el daño físico, a los
componentes. Los requisitos generales incluyen el área suficiente para acomodar los elementos
usados en el entubado; espacio para administración y manipulación alrededor de los equipos, y
una superficie relativamente suave, libre de piedras, escombro u otro material que pueda dañar
el tubo o sus componentes; o interferir con la manipulación.
B. Para prevenir lesiones o daños a los tubos, deberá evitarse su caída o rodamiento durante la
manipulación. Evitar asimismo el arrastre de los tubos sobre grava o roca.
C. Los tubos individuales deberán ser colocados horizontalmente de forma recta, sin cruzarse o
enredarse el uno con el otro.
D. El tubo puede ser colocado sobre una plataforma de madera de 100mm (4 pulg.), espaciada en
intervalos iguales de 1.2 m (4 pies) a lo largo de la longitud del tubo. La plataforma no deberá
ser insertada entre las capas de tubos en el lugar de almacenaje.
E. Deberá realizarse un apilamiento de acuerdo con los requisitos del Fabricante para minimizar la
deformación oval del tubo, pero no deberán exceder las siguientes recomendaciones de
apilamiento:
NPS Altura sugerida NPS Altura sugerida
de apilamiento de apilamiento
(filas) (filas)
8 6 22 2
10 5 24 2
12 4 26 2
14 4 28 2
16 3 30 2
18 3 32 2
20 3 >36 1
F. La fila de la base debe ser bloqueada para prevenir el movimiento lateral o cambio de lugar. La
remoción de cualquier tubo no debe causar que los tubos restantes se muevan de lugar o
rueden.
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE REV 1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 23 of 30
Project Number: PSP108 Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS DE HDPE
G. Cuando se reciben tubos de diferentes espesores de pared, se recomienda que el tubo sea
separado en grupos de tamaño similar y espesor de pared (grado SDR). Si tubos de diferentes
espesores de pared deben ser almacenados juntos, debe ubicarse el tubo con mayor espesor
de pared en la base colocando progresivamente tubos de menor espesor de pared. Si se trata
de tubos diferentes, deberá ser tomado en cuenta el orden en el que se colocan los tubos de
acuerdo a la secuencia de pegado por fusión.
H. Los tubos recibidos empacados en conjunto o en forma alineada deberán ser almacenados en el
mismo empaque; no remueva las correas o bandas de seguridad. Si el lugar de
almacenamiento es plano y nivelado, los tubos recibidos empacados en masa o en forma
alineada pueden ser apilados uno sobre otro hasta una altura máxima de 1.8 m (6pies). Para un
terreno menos nivelado o menos plano, la altura límite de apilamiento es de alrededor de 1.2 m
(4 pies).
Antes de la remoción de tubos individuales de los paquetes en masa o de los alineados, el
paquete debe ser removido de la pila y debe ser ubicado en el suelo.
I. El interior de los componentes almacenados deberá estar libre de escombro y de cualquier
material extraño.
J. Manipulación en Clima frío y Caliente.
1. Las temperaturas cercanas o por debajo del punto de congelación reducirán la
flexibilidad e incrementar la vulnerabilidad al daño por impacto. Debe tenerse extremo
cuidado para no dejar caer los componentes y para evitar los impactos con otros equipos.
2. El calor extremo del verano puede afectar la forma oval del tubo; se recomienda que los
productos sean rotados periódicamente para eliminar tal deflexión.
3. REQUISITOS DE CALIDAD PARA EL PEGADO POR FUSIÓN
3.1 Generalidades
A. El pegado llevado a cabo de acuerdo a esta especificación deberá estar de acuerdo con el
código de requisitos ASME B31.3, tal como se aplica. La conformidad con esta especificación y
la aprobación del comprador del BPSs y del BPQRs no deberá de ninguna manera relevar al
contratista de la responsabilidad de proporcionar juntas que sean válidas y satisfactorias a los
servicios para los cuales están contratados.
B. Ningun pegado de producción deberá ser llevado a cabo, excepto mediante un acuerdo
especifico entre el Comprador y el Contratista, antes de que cada BPS y el Bonder (persona
que lleva a cabo y es responsable por el proceso de termofusión) sean calificados de acuerdo a
los requisitos del código.
C. Una especificación de procedimiento de fusión por pegado (BPS) de acuerdo con ASME B31.3
párrafo A328 deberá será provisto por cada grado del fabricante y cada tipo de junta de fusión:
1. Junta por fusión tipo socket.
2. Junta por fusión a tope.
3. Junta por fusión en silleta.
4. La soldadura longitudinal no está dentro del alcance de esta especificación.
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE REV 1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 24 of 30
Project Number: PSP108 Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS DE HDPE
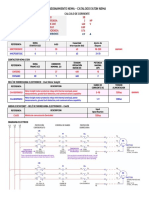
Junta tipo socket Junta a topes Junta en silleta
D. El Contratista deberá proveer una BPQR para cada BPS, de acuerdo con B31.3 párrafo A328 y
esta especificación, que demuestre que la BPS candidata produce una junta por fusión sólida.
E. El Contratista deberá ser responsable por la calidad de la termofusión llevada a cabo por los
miembros de su organización (y todos los sub-contratistas), y deberá conducir todas las
calificaciones de rendimiento requeridas para cada Bonder. Cada Bonder deberá tener una
BPQR individual; de acuerdo con B31.3 párrafo A328 y con esta especificación, la cual debe ser
aprobada por el Comprador antes de la fabricación.
F. El pegado por fusión no se realizará hasta que todos los documentos BPQR sean devueltos al
Contratista con permiso del Comprador para que el procedimiento sea llevado a cabo.
G. La fusión no deberá ser subcontratada sin autorización escrita del Comprador.
H. La BPS y los BPQR deberán ser realizados sobre la misma resina de HPDE y el grado del
Fabricante que será usado para soldaduras de producción.
3.2 Especificación de Procedimiento de Fusión por Pegado (BPS).
A. Generalidades
1. Las prácticas de fusión, pautas, y procedimientos recomendados por el fabricante para
su grado particular, deberán ser incorporadas en cada fusión BPS ya sea por tope, socket
y/o junta. Cualquier diferencia entre las recomendaciones del fabricante y esta
especificación deberá ser resuelta por el Comprador.
2. Si el fabricante está mencionado dentro de PPI TR-33 o TR-41, se deberán usar las
recomendaciones genéricas para soldadura a tope y soldadura de juntas,
respectivamente.
3. La BPS deberán cumplir todos los requerimientos y recomendaciones de ASTM D2657.
B. Alcance de la BPS
1. La BPS deberá explicar claramente un procedimiento detallado para la creación exitosa
de pegado por fusión del HPDE, y debe identificar toda la información pertinente en los
procesos de fusión, incluyendo, pero no limitando a: temperatura de la placa calentadora,
tiempo de calentamiento (empape), tamaño del labio producto de la fusión, presión
interfacial y periodo de enfriamiento para cada tubo y gradación SDR.
2. La BPS deberá especificar para ambas operaciones de pegado por fusión y los
requerimientos de evaluación BPQR, todos los materiales requeridos, el equipo y
herramientas requeridas, y método para la medición de temperatura. Los requerimientos
de almacenaje para todos los materiales, herramientas y equipo también deberán ser
provistos.
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE REV 1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 25 of 30
Project Number: PSP108 Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS DE HDPE
3. La BPS deberá identificar los requisitos de inspección del equipo de pre-pegado por
fusión. Una inspección y requisitos del registro de datos también serán especificados.
4. El anexo 1 es un ejemplo de BPS aceptable y los requisitos son obligatorios.
a. En caso de conflicto entre estos requisitos y las recomendaciones del Fabricante, el
Comprador deberá resolver la diferencia.
b. Los requisitos de la presión para todos los tamaños de tubos y los grados SDR, en
función de la máquina y del tipo del pistón, deberán ser remitidos para aprobación
como parte de las BPS.
c. La BPS deberá incluir lineamientos de inspección visual basada en las
recomendaciones del Fabricante y todos los códigos y estándares aplicables.
C. Soldadura disimil por fusión
Si se requiere la fusión de diferentes resinas de HDPE o de diferentes grados, (es decir,
clasificación de diferente celda), es requerida una BPS independiente de acuerdo con esta
especificación. Se deberán usar los lineamientos de PPI TN-13.
3.3 Requisitos del Registro de la Evaluación del Procedimiento de Pegado por Fusión (BPQR).
A. Generalidades
1. Los requisitos para la evaluación del procedimiento de pegado por fusión están dados en
B31.3 párrafo A328.
El formato para BPQR se muestra en el Anexo 2 de esta especificación.
a. El Contratista deberá enviar un BPQR válido para cada BPS propuesto.
b. El Contratista deberá enviar también un BPQR válido para cada Bonder que usa el
proceso de fusión.
2. Después de la aprobación, al Bonder se le deberá asignar un símbolo de identificación
único. El área adyacente a cada soldadura producida deberá estar permanentemente
identificada con este símbolo. También deberán llenarse los registros apropiados para
asegurar el seguimiento.
a. La Calificación de una BPS no califica a un Bonder para ningún otro procedimiento
de pegado por fusión.
b. El Bonder requiere una re-calificación si:
(1) El Bonder o el operador de pegado por fusión no ha usado la BPS por un
período de 6 meses o más.
(2) Hay una razón válida para cuestionar la habilidad individual para pegar por
fusión mediante BPS.
3. El Contratista deberá mantener una lista de todos los Bonders aprobados que puedan ser
auditados por el Comprador en cualquier momento.
B. Requisitos para ensayos destructivos BPQR.
1. Los cupones y ensambles de la soldadura de pegado por fusión para calificación deberán
pasar una prueba de ensayos destructivos de acuerdo con los requisitos en el Anexo 3 de
esta especificación.
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE REV 1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 26 of 30
Project Number: PSP108 Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS DE HDPE
2. Todos los ensayos de evaluación deberán ser completados por un laboratorio externo
calificado para llevar a cabo los ensayos requeridos, y puede ser materia de evaluación
por parte del Comprador.
3. Ensayos destructivos requeridos:
a. Tal como se estipula en B31.3 párrafo A328, un ensayo de explosión hidrostático de
acuerdo con ASTM D1599, requerido para cada BPQR.
b. Todos los cupones para calificación deben satisfacer los requisitos para la Fusión
por Calor de ASME B31.3 Tabla A341.3.2 “Criterios de aceptación para pegado”.
c. Cada BPQR deberá tener un total de seis (6) ensayos destructivos mecánicos de
acuerdo con el Anexo 3 de la Especificación.
4. Si hubiera alguna ambigüedad en los ensayos completados o en los resultados de los
ensayos, el Comprador se reserva el derecho para instituir ensayos adicionales
destructivos o no destructivos, tal como el impacto, torque, elongación extensible o
examen ultrasónico para verificar la calidad de la BPS o el Bonder.
4. EJECUCIÓN EN CAMPO DEL PEGADO POR FUSIÓN E INSTALACIÓN
4.1 Fabricación de Tuberías y Acoples en Campo.
A. Procedimientos de Fusión.
1. Toda junta por fusión deberá ser completada en estricta concordancia con la BPS para
técnicas de fusión tipo socket, tope y por juntas tipo Silla, aprobados por el proyecto.
2. Cualquier desviación de la BPS aprobada requiere aprobación del Comprador.
B. Sustituciones de tubos.
El cociente dimensional estándar (SDR) deberá ser especificado en todos los planos. Las
sustituciones de tubos, incluyendo materiales de espesor más delgado o más grueso, no están
permitidas sin autorización escrita del Comprador.
C. Remoción de partículas (tipo gotas).
Las partículas adheridas a los bordes de las tuberías (gotas, etc.) que interfieren en el correcto
asentamiento con las paredes de las uniones y juntas y fondo de juntas tipo silla. Los
procedimientos para la remoción de estas partículas deberán ser enviados para su aprobación.
D. Conectores.
1. Los conectores instalados entre tubos de larga longitud, deberán ser evitados ya que
debido a las dificultades inherentes a estas fusiones es más probable que resulte en una
soldadura defectuosa.
2. Los conectores instalados para completar una longitud deberán tener una longitud mínima
de dos veces el diámetro del tubo o 300 mm. (12 pulg.), a menos que el Comprador lo
autorice.
E. Daño en los acoplamientos.
El arrastre de los tubos o de los acoplamientos por el suelo a velocidades por encima del paso
normal para caminar (aproximadamente 3 a 5 km/hr) puede causar daño sustancial al tubo,
especialmente en clima frío. Evite el arrastre, caída o el golpeado del material durante la
construcción. Ver Sección 2, para mayor y segura información con respecto a la manipulación,
inspección y almacenaje.
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE REV 1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 27 of 30
Project Number: PSP108 Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS DE HDPE
F. Desalineamiento Interno del tubo.
1. El desalineamiento interno deberá ser menor al 10% del espesor de la pared del tubo.
2. Si se excede un desalineamiento de más del 10%, use uno de los siguientes
procedimientos listados en orden de preferencia:
a. Primero, rote el tubo o el acoplamiento para reducir el desalineamiento a los límites
aceptables de tolerancia.
b. Utilice las abrazaderas de alineamiento interno (por ejemplo abrazaderas de
quijadas para el equipo de fusión) para corregir condiciones moderadas de
deformación.
c. Con la aprobación del Comprador, afine la pared del componente internamente, si
se encuentra que el espesor de pared no está por debajo de los requisitos mínimos
de ASTM F714.
4.2 Evaluación de campo, NDE, e Inspección.
A. Inspección.
1. El Programa de inspección del Contratista deberá asegurar que todo pegado por fusión sea
inspeccionado de acuerdo a los requisitos del proyecto.
2. El pre-pegado, las listas de comprobación in-situ (checklist) y los registros de datos de las
juntas, deberán ser mantenidos por el Contratista para todas las soldaduras por fusión, y
deberán igualar o exceder los requisitos indicados en el Anexo 4 y 5. Estos formularios
deberán ser enviados al Comprador a más tardar el siguiente día laborable.
3. El uso de colectores de datos (data loggers) en todo equipo de fusión es obligatorio, pero
deberán ser utilizado para verificar y no para sustituir los requisitos del Anexo 4 y 5.
B. La evaluación en campo, NDE y otros requisitos de inspección (incluyendo la Prueba hidrostática
de fugas) están resaltadas en la Sección 5.
4.3 Reparación del Pegado por Fusión.
El material defectuoso, juntas y mano de obra que fallen al cumplimiento de los requisitos de ASME
B31.3, todas las especificaciones de referencia y estas especificaciones del proyecto, deberán ser
completamente reemplazado a cuenta del Contratista.
4.4 Instalación en campo.
A. Hay muchos factores, tales como el medio ambiente en campo, tamaño de tubo y el espesor que
pueden afectar a los procedimientos de instalación requeridos. Deberán ser enviados para su
aprobación, los procedimientos para la instalación en campo, encima o bajo el suelo, de material
de tubos de HDPE, antes de comenzar el trabajo.
B. Las recomendaciones del Fabricante deberán ser incorporadas cuando se desarrolle un
procedimiento de instalación en campo.
C. Consulte ASTM F1804 para determinar que la carga extensible permisible que pueda ser
aplicada al material de tubo de HDPE durante la instalación (Pull-in).
D. Consulte ASTM F714 para determinar el grado permisible de los límites de deflexión.
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE REV 1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 28 of 30
Project Number: PSP108 Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS DE HDPE
E. Las instalaciones subterráneas de tubos deberán estará de acuerdo con las Especificaciones de
Cañerías de agua C-CS-10-007, Especificación Sanitaria para drenaje C-CS-10-004,
Especificación para drenaje y acopio de lluvias C-CS-10-005, cualquiera que sea la aplicada.
F. Se deberán cumplir los procedimientos y requisitos de construcción para la instalación
subterránea de tuberías termoplásticas a presión tal como se estipula en ASTM F1668 y ASTM
D2774.
G. Cuando se remitan procedimientos de instalación, al menos deberán ser considerado lo
siguiente:
1. Las recomendaciones del fabricante para la instalación de tuberías. Cordaje de los
equipos.
2. Preparación de la superficie y cama de la tubería (para tuberías sobre tierra). Preparación
del fondo de la zanja y el procedimiento para colocar la tubería en la zanja (para tuberías
enterradas). Consideraciones para radios de doblado permanente. Consideraciones para
el movimiento lateral, longitudinal y deflexión de la tubería.
3. Espaciado y tamaño de los anclajes.
4. Conexiones a accesorios y estructuras.
5. Precauciones para pruebas de presión.
6. Medidas de seguridad.
5. INSPECCIÓN, NDE Y REQUISITOS DE PRUEBA PARA LAS JUNTAS POR FUSIÓN DE HDPE
5.1 Requisitos generales de Inspección.
A. Refiérase al formulario de Requisitos de Calidad y Certificación en los documentos de la órdene
de compra.
B. Refiérase a los Requisitos de inspección y pruebas contenidos en las especificaciones
relacionadas, mencionadas en esta especificación.
C. Las inspecciones deber’an ser llevadas a cabo tal como se especifica en el Anexo 5” Iinspección
de tuberías y Resumen de Tratamiento por calor” de la Especificación para Clase de Tubería C-
SP-50-001.
D. La inspección no exime al Contratista de la responsabilidad de:
1. Proveer calidad y la mano de obra que cumpla la especificación y los requisitos del código.
2. Llevar a cabo la examinación y ensayos requeridos por esta especificación y el código
aplicable.
E. El Comprador deber’a tener libre acceso a todas las instalaciones del Contratista (en taller y en
campo) para auditar, observar, y examinar todas las prácticas, métodos, pruebas, y
procedimientos para verificar el programa QA/QC del Contratista.
5.2 Requisitos Generales NDE.
A. Las técnicas de NDE, los registros, criterios de aceptación, y requisitos generales adicionales
para los acoplamientos y la tubería, deber’a estar de acuerdo con los especificaciones
aplicables enumerados en los párrafos 1.1 y 1.2, de esta especificación.
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE REV 1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 29 of 30
Project Number: PSP108 Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS DE HDPE
B. NDE, excepto el examen visual, deberá llevarse a cabo por personal certificado de acuerdo con
las prácticas ASNT recomendadas SNT-TC-1A. Otros tipos de certificación requieren
autorización escrita por el Comprador.
C. Los procedimientos NDE deberán ser enviados al Comprador para la aceptación antes de su
evaluación. Otros registros, si se requieren, pertinentes a la inspección serán puestos a
disposición del Comprador.
5.3 Examen visual.
El examen visual y la evaluación de indicaciones deberá estar de acuerdo con AWS G1.10M, ASME
B31.3 párrafo A341, y recomendaciones del fabricante.
En las juntas a tope, socket y las juntas tipo Silla: la zona de soldadura, deberán ser examinada
durante todas las etapas de la fusión, incluyendo calentamiento, junta y enfriamiento. Si se observara
algún defecto, deberá reemplazarse la soldadura.
5.4 Prueba Ultrasónica.
A. La Prueba de Difracción por tiempo ultrasónico (UT-TOFD) y la evaluación de indicaciones
deberá ser llevado a cabo por el Contratista de Inspección del Comprador de acuerdo con los
detalles y los requisitos especificados en las pruebas ultrasónicas de TOFD para las
especificaciones de tuberias HDPE, C-CS-50-013.
B. El uso de pruebas ultrasónicas en una configuración pulso-eco no muestra la presencia ó
ausencia de defectos de fusión y no deberá ser usada a menos que especificamente el
Comprador la solicite.
5.5 Requisitos para los ensayos mecánicos.
A. A menos que se indique de otra manera en el Código y las especificaciones, los ensayos
mecánicos destructivos no deberán ser requeridos para examinar las soldaduras de producción;
excepto cuando el Comprador lo solicite para verificar la calidad de la fusión o NDE.
B. Como se estipula en el párrafo 3.3 y en el Anexo 3 de esta especificación, se deberá requerir
ensayos destructivos durante la prueba de calificación de la BPS y del Operador Bonder.
5.6 Ensayo hidrostático de fugas.
A. Generalidades.
1. La intención de un ensayo hidrostático de fugas es revelar las fallas grandes en el
sistema de tuberías, no el confirmar el funcionamiento a largo plazo de la tubería.
2. Antes de la operación inicial, el sistema de tuberías deberá ser sometido a un ensayo
hidrostático de fugas de acuerdo con el párrafo A345 de ASME B31.3 y ASTM F2164 –
Ensayo de fugas, en campo, de los sistemas de tuberías de presión de polietileno (PE)
usando presión hidrostática.
3. El ensayo neumático de tuberías termoplásticas está prohibido.
B. Requisitos del procedimiento para el ensayo hidrostático de fugas.
1. El Contratista deberá enviar el Procedimiento del ensayo hidrostático de fugas para que
el Comprador lo apruebe antes de comenzar cualquier ensayo.
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE REV 1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 30 of 30
Project Number: PSP108 Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS DE HDPE
2. La presión del ensayo hidrostático está en función de la temperatura del fluido de
prueba, y deberá ser calculada de acuerdo con B31.3 párrafo A345.4.2 (b). La Presión del
ensayo no debe exceder 1.5 veces la presión designada.
3. La presión de ajuste deberá ser determinada en base a una inspección visual del material
base y de las juntas por fusión. Cualquier junta con fuga deberá ser substituida y
reexaminada.
4. Las siguientes recomendaciones del Fabricante deberán ser incluidas en el procedimiento:
a. Precauciones de seguridad para los ensayos por presión.
b. Medio de ensayo recomendado.
c. Temperatura de ensayo recomendada y factores de corrección de la misma.
d. Pruebe los Parámetros tales como:
(1) Extensión del ensayo.
(2) Salida de aire.
(3) Expansión permisible del tubo.
(4) Agua de relleno permitida.
(5) Tiempo permisible total para el ensayo.
NOTA: Estos representan las consideraciones mínimas para el desarrollo del
procedimiento de ensayos hidrostáticos; cualquier otra información adicional pertinente
deberá también ser incluida.
6. REQUISITOS DE SEGURIDAD
6.1 Programa General de Seguridad.
A. El Contratista deberá proveer al Comprador una copia de su programa interno de seguridad.
B. El Comprador proveerá el procedimiento de seguridad del Comprador al Contratista. El
Contratista deberá asistir a todas las reuniones u orientaciones de seguridad en el lugar de
trabajo.
6.2 Reporte de Accidentes.
A. Cualquier tipo de accidente deberá ser reportado al Comprador inmediatamente.
B. Un accidente con pérdida de tiempo deberá ser seguido de un reporte escrito. Este reporte
deberá describir el accidente y cualquier paso que se haya tomado para evitar la reincidencia.
6.3 ANEXOS
Anexo 01 – Especificación de Procedimiento de pegado por fusión.
Anexo 02 – Registro de Evaluación del procedimiento de pegado por fusión HDPE (BPQR).
Anexo 03 – Requisitos para el procedimiento de la Evaluación de los Ensayos del pegado por
fusión.
Anexo 04 – Checklist de Pre-Producción del Pegado por Fusión.
Anexo 05 – Checklist del pegado por fusión y Registro de la hoja de datos de la fusión.
Fin de la Especificación
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE REV 1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 1 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
BONDING PROCEDURE SPECIFICATION REQUIREMENTS
1. GENERAL NOTES
1.1 The following example represents the minimum requirements that must be met when submitting a
working BPS, and therefore the requirements are mandatory.
1.2 The methods presented here are based on experience and good industry practice. In the case of
conflict between these requirements and any outside source (including Manufacturer
recommendations), the Buyer shall resolve the dispute.
1.3 This BPS is for butt fusion joints only, although many of the requirements are relevant for socket and
saddle fusion bonding procedures.
2. GENERAL HDPE BONDING INFORMATION
2.1 Important definitions and terminology:
A. Alignment jig: The alignment jig is composed of three basic parts: (1) a stationary clamping
fixture and a movable clamping fixture for holding each of the two parts to be fused in alignment;
(2) a facer for simultaneously preparing the ends of the components to be joined; and (3)
appropriate adapters for different pipe sizes. Alignment jigs may be either manually or
hydraulically powered.
B. Butt fusion: A fusing of polyethylene materials per a qualified procedure that entails squaring and
aligning the component materials; heating the component ends to a condition as described by
the qualified procedure; pressuring the two aligned ends together as required by the qualified
procedure; and a cooling time that is predetermined by the qualified procedure thereby resulting
in the joining of two components which will exhibit a hydrostatic strength equal to or greater than
the parent material.
C. Drag factor or Drag Pressure: The hydraulic pressure required to move the carriage that is
holding the component. This must be determined before each fusion as the drag factor (or drag
pressure) can vary depending on the weld setup, environment, and equipment. Generally
207kPa (30psi) is accepted as the minimum.
D. Hydraulic Gauge Pressure or TOTAL GAUGE PRESSURE: The conversion of interfacial
pressure to the gauge pressure as calculated by:
(OD − t ) × t × π × IFP
Total Gauge Pr essure = + Drag Factor
TEPA
Where
OD = Pipe Outside Diameter
t = Wall Thickness
IFP = Recommended Interfacial Pressure
TEPA = Total Effective Piston Area – depends on equipment manufacturer &
piston type
Drag Factor = Hydraulic pressure required to move the carriage holding the pipe
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 2 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
E. Interfacial pressure (IFP): The pressure put on the end area of the component. This is not the
pressure setting that is to be set on the fusion machine, but the actual interfacial pressure on the
component. The PPI TR-33 recommended range is between 414-621kPa (60-90psi), but, this
number must be confirmed by the pipe Manufacturer.
F. NPS: “Nominal Pipe Size” based on the steel pipe sizing standard ASME B36.10M
G. Point of Fusion: The end of pipe or fitting which is available for trimming, heating, and pressing
together during the heat fusion process.
H. Shall: In this document the word “shall” is used to indicate requirements which are mandatory.
2.2 Important Notes on Fusion
Reliable fusion joints can be accomplished under a reasonable latitude of conditions. The following is
a listing of general notes to help ensure proper use of equipment and fusion techniques:
A. Correct heater plate temperatures – Heater plate thermometers shall be tested for accuracy with
a surface pyrometer.
B. Adequate fusion pressures – The interfacial pressure (IFP) shall be specified by the pipe
Manufacturer. As shown in paragraph 2.1D, the IFP and total gauge pressure are not identical.
C. Severe ambient temperature conditions – Extreme heat, cold, and wind will alter heating and
cooling times. Care must be taken to ensure that fusion times and procedures compensate for
these temperatures to produce correct fusion joints. Should any question exist, the joint or joints
should be subjected to nondestructive ultrasonic examination. Care shall also be used to ensure
that the fusion process is protected from rain, snow or other conditions of excessive moisture.
D. Double check fusion technique – Contact pressures and heating/cooling cycles may vary
dramatically according to component size and wall thickness. Operators should not rely
exclusively on the fusion equipment for joint qualification. Each bond shall be visually inspected
in accordance with this specification and Manufacturer guidelines.
E. Use adequate cooling times – An important parameter in the fusion process is adequate cooling
time. All joints should remain stationary at least until the joint can be touched with the bare hand
or as specified in the BPS, whichever is the longer cooling time. An additional 30 minutes of
cooling, outside of the fusion equipment, is required prior to severe working/handling or pressure
testing of the component.
F. Dirt, oil and debris – Any of these substances on the heater plate, component ends, facer or any
surfaces that contact the fusion surface can cause improper fusion. Even airborne, invisible
pollutants can contaminate a heater plate. Ensure that all equipment and component ends are
clean.
G. Cleaning of component ends – avoid wiping the areas after facing operation. If shavings or other
debris must be removed, use only a dry, clean, lint-free cloth.
H. Equipment maintenance – Heater surfaces are generally coated with a non-stick material.
Cleaning techniques should be used accordingly. Clean heater surfaces after each fusion.
When the heater plate is not in use, be sure to use a heater insulator holder; this ensures that
the contact surfaces of the heater remain clean and at a uniform temperature, and also prevents
inadvertent contact that can result in burn injuries.
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 3 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
I. Heat soak cycle – It is important not to put pressure on the heater plate during the heat soak
cycle, the cycle starts after the component has made 100% interfacial contact with the heater
surfaces and melt is observed around the circumference. If pressure is applied during this cycle
the melt will roll out and give a “cold joint” fusion. During this cycle the Bonder shall look for an
evenly distributed melt pattern while heating the component ends.
WARNING: The heat fusion equipment is not explosion-proof and should not be used in a potentially volatile
atmosphere.
3. BONDING PROCEDURE
3.1 This procedure is for the operation of fusion equipment when performing heat fusion butt joints on
High Density Polyethylene (HDPE) pipe and fittings.
3.2 The principle of heat fusion is to heat two surfaces to a designated temperature, and then fuse them
together by application of a sufficient force. This force causes the amorphous materials to flow and
mix, thereby resulting in fusion. When fused according to this procedure, the joint area becomes as
strong as or stronger than the pipe itself in both tensile and pressures properties.
3.3 The seven basic steps involved in making a butt fusion joint are:
A. Pre-bonding inspection and preparation
B. Securely fasten the components to be joined
C. Face the component ends
D. Align the components profile
E. Melt the component interfaces
F. Join the two profiles together
G. Hold under pressure
3.4 Pre-bonding Considerations:
A. Prior to performing any fusion bonding, the equipment shall be inspected by the Bonder for
operability and proper maintenance in accordance with the checklist in Attachment 4 of this
project specification.
1. All equipment, gauges, and other devices shall be calibrated prior to production welding,
and re-calibrated in 3-month intervals thereafter. Written verification shall be required.
2. The equipment manufacturer’s recommendations for maintenance shall be followed.
Defective, improper, or un-authorized tools and equipment are not acceptable.
B. Prior to commencing full production fusion welds, a trial fusion must pass both visual and UT-
TOFD examination as required in this specification.
C. During the fusion process, the Bonder shall visually inspect the fusion bonding process and
record all data in accordance with the checklist in Attachment 5. The Contractor’s and Buyer’s
inspector shall approve all records of fusion bonding.
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 4 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
D. The use of electronic data loggers shall be used to complement, but not replace, the information
recorded in Attachment 5.
E. Cold Weather Considerations:
1. Record the ambient temperature and prevailing wind speed. If the ambient temperature, or
wind chill equivalent, is below 4.4°C (40°F) the fusion area must be hoarded and heated
prior to any work. Irregardless of the ambient temperature, if there are excessive wind
gusts, rain, or snow the fusion area must also be hoarded prior to any fusion bonding.
2. The component surfaces to be joined should be protected from ice, frost, snow, dirt, and
other contaminates prior to, during, and after fusion operations. Contamination of any kind
can cause fusion defects or “cold welds”. Ice or frost may cause slippage of the alignment
jigs during fusion and must be eliminated.
3. The cold weather considerations of ASTM D2657 Annex A1 and Manufacturer
recommendations shall be incorporated.
4. Ice, snow, and rain make conditions troublesome for handling equipment and personnel.
Unsure footing and traction require greater care and caution to prevent damage or injury.
Avoid dropping or impacting HDPE components with equipment.
F. Hot Weather Considerations:
1. Extreme summer heat can affect the ovality and shape of pipe; it is recommended that
products be periodically rotated to eliminate such deflection.
2. Extreme heat may also increase the required cooling time for the bond to reach full
strength.
3.5 Properly arrange the fusion machine on level ground with an adequate number of pipe roller supports
and clamps to allow easy component loading and positioning into the fusion machine.
3.6 All surfaces, heater plate, and components ends must be cleaned and dried.
A. General dust and light soil may be removed by wiping the surfaces clean with a dry, clean, lint-
free cloth. Heavier soils may be washed or scrubbed off with soap and water solutions, followed
by thorough rinsing with clean water and drying with clean, lint-free cloths.
B. The heater faces that come into contact with the component ends shall be clean, oil-free, and
coated with a nonstick coating (per Manufacturer recommendations) to prevent molten material
from sticking to the heater surfaces.
1. Any remaining plastic material from prior fusion welds can interfere with fusion quality and
must be removed per Manufacturer’s instructions. Do not use metal tools that can scratch
the coating.
2. Before using any chemical cleaning solvents, the manufacturer’s instructions and material
safety data sheets (MSDS) shall be consulted for safe handling. Some solvents may leave
residue on the pipe ends or may be incompatible with the material. PPI Technical Report
TR-19 “Thermoplastic Piping for the Transport of Chemicals”, and/or the Manufacturer
specifications shall be referenced for information on chemical compatibility. Any candidate
cleaning solvent shall be submitted for approval prior to any fusion qualification testing or
production fusion welds with the candidate cleaning solvent.
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 5 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
3. If the non-stick coating becomes excessively worn or scratched, the heater plate shall be
recoated.
3.7 Set the heater plate temperature; normally the PPI TR-33 generic range of 204 °C – 232 °C (400°F –
450°F) is required. Plug in the heater plate and insert into the protective, insulated box.
3.8 Securely fasten the components to be joined:
A. Secure each component in the machine by clamping; however there must be sufficient extension
into the mid zone of the machine for facing, adjustment, and final facing after alignment
adjustments.
B. Move the component ends together to check for gross misalignment between the two
component ends and make any adjustments using the machine allowances, if necessary.
Alignment may be improved by rotating one of the pieces 90 degree to 180 degree
3.9 Complete initial facing of the component ends:
A. With the facing plate rotating, apply light pressure until a continuous ribbon of polyethylene
appears from each facer blade location.
1. Observing the facing plate as it progresses with the facing operation will dictate
adjustments to the appropriate level of pressure.
2. Never start or stop the facing procedure with the component ends in contact with the facer
plate. Always move the component towards or away from the facer plate while it is
rotating.
3. Initially face the component ends so that the alignment of the component can be checked
prior to facing to the “stops” (the “stops” will prevent further facing unless the component is
reset in the machine). In doing so, extra material is available in the event adjustments are
needed and additional facing is required to re-square the component ends.
4. Align the components’ profile as stipulated in paragraph 3.10 of this BPS, prior to final
facing.
3.10 Align the components’ profile:
A. The component ends must be rounded and aligned with each other to minimize mismatch (high-
low) of the pipe walls.
B. The use of pipe support stands (and other necessary equipment) will allow the component to be
brought into the fusion machine on a level plane, which will greatly help in alignment and reduce
drag on the moveable jaws.
C. Although perfect alignment is preferred and is typically possible under normal circumstances, the
maximum misalignment shall not exceed 10% of the nominal wall thickness or 1.5mm (1/16”),
whichever is less.
• Do not use your finger to check high-low misalignment. Always keep your hands free of the
jaw region.
D. Move the component ends together to re-check that alignment is within the 1.5mm (1/16”)
tolerance; no gaps, spaces, or voids are allowed. Adjust alignment accordingly within the
machine allowances. Minor misalignment may be corrected by tightening the inside clamps at
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 6 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
the high-side until the outside diameters of the pipe ends match. Never loosen the jaw clamps or
the pipe may slip during fusion.
3.11 Final facing of components’:
A. After alignment has been verified or corrected to the acceptable tolerances, proceed to face until
the stops are engaged preventing further facing.
1. A minimum of one (1) complete revolution on each component end must be completed in
order to expose clean material suitable for butt fusion.
2. Always face to the stops to ensure a square face-off perpendicular to the component.
B. All adjustments for component alignment, or delays of more than 15 minutes following facing,
should be followed by additional facing to maintain proper alignment of the component ends or to
remove potential contamination.
C. Do not touch the pipe surfaces at any time after this step. Oil from hands or gloves will
contaminate the pipe ends and could cause a poor bond. Only use a clean, dry, untreated, lint-
free cloth to remove pipe chips or foreign matter.
D. No sudden movements, impacts, or jerking motions of the components or equipment is
permitted.
3.12 Measure hydraulic drag factor (pressure) of system:
A. Measure the drag factor to ensure the proper compensation has been applied to the fusion force.
In most cases, the drag factor will be the inherent drag in the hydraulic components of the
machine. However, to assure this has not changed due to the system set-up (i.e. ground slope
or length of pipe being moved); it should be checked, for each weld, using the fusion equipment
manufacturer’s approved procedures.
1. Slowly adjust upward the machine hydraulic control to initiate carriage movement. The
system’s drag factor is the gauge pressure at which the carriage starts to move slowly (i.e.
crawl).
2. During drag pressure measurements, ensure that no pipe slippage in the jaws occurs.
3. Typically a minimum of 207 kPa (30 psi) is required to initiate carriage movement.
B. Ensure that this information is recorded on the fusion bonding report (Attachment 5).
3.13 Heat the component interfaces:
A. Identify the component size and thickness (SDR); select the correct heating protocol (i.e. heating
temperature and anticipated soak time).
B. A calibrated pyrometer shall be used to verify that the heater plate surface is between
204-232°C (400-450ºF) prior to the first joint of each shift, and then periodically re-verified at
least 4 times throughout the shift.
1. Using the calibrated pyrometer, check the actual plate surface temperature at 45 degree
intervals on both surfaces of the heater plate. The allowable temperature variance is
±10°C. Templestiks shall not be used on the plate surfaces.
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 7 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
2. Once calibrated, record the reading on the heating tools’ dial thermometer that indicates
internal temperature. This dial does not accurately indicate surface temperature because
there is some heat loss from internal to external surfaces depending on factors such as
ambient temperature, wind conditions, loose heater plates, and foreign material between
the heater plates. Therefore, use this reading only as a general indicator (i.e. “go” or “no-
go” gauge).
C. Place the heater plate between the component ends and move the ends against the heater plate
with sufficient (moderate) force to ensure complete circumferential contact against the plate.
Ensure that the plate does not come into contact with the pipe until the heater plate is securely
in-place.
D. After a uniform melt swell bead forms on the plate surface around the circumference of both
components, REMOVE THE PRESSURE, and set the equipment to the minimum pressure
setting to maintain contact.
1. Begin recording the “soak time” from this point forward. Any excess applied pressure will
cause the melt on the pipe to roll out and could give a “cold joint”.
2. If the melt bead does not expand out flush to the heater plate, but curls away significantly
from the heat plate (i.e. concave appearance), this is due to unacceptable pressure during
heating.
E. Continue to hold the components in place at minimum pressure for the BPS recommended “soak
time”. Periodically inspect to ensure a uniform melt swell bead is maintained around the entire
component circumference.
F. Following the “soak time” the approximate melt swell bead width should be as follows:
Pipe Size Approximate Melt Swell Bead
(NPS) Width
1-1/4 to 3 1/8” (3 mm)
4 to 8 1/8”-3/16” (3 – 5 mm)
10 to 12 3/16” to ¼” (5 – 6 mm)
13 to 24 ¼” to 7/16” (6 – 11 m)
26 to 36 Approximately 7/16” (11 mm)
40 to 63 Approximately 9/16” (14 mm)
1. The approximate bead size data and soak time shall be based on Manufacturer’s
recommendations.
2. Depending upon prevailing weather and jobsite conditions, the time required to reach the
melt bead size may vary.
a. One area of the plate may be hotter than others, this can occur on cool sunny days
whereby the sun locally heats the top of the cold pipe. It may be necessary to
insulate the top of the pipe. Wind, rain, or snow may also cause uneven pipe and/or
heater plate temperatures; use appropriate hoarding and heating to compensate.
b. During cold weather fusion, do not increase the heater plate temperature outside of
the recommended range to reduce the required soak time. Allow the melt swell bead
width to develop by using a longer soak time within the allowable temperature range.
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 8 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
G. Once the appropriate melt swell bead width is established, commence component pull-back from
the heater plate. When the component ends have been separated from the heater plate, quickly
remove the heater plate from the fusion zone and place in the heater insulator.
H. QUICKLY inspect the component ends for hydrocarbon permeation/contamination, which is
indicated by a rough, sandpaper-like, bubbly, or pockmarked surface after contact with the
heater plate. Discoloration or hydrocarbon fuel odor may also occur.
1. If a non-uniform bead pattern is obtained or hydrocarbon permeation is observed, allow the
pipe to cool, cut off the pipe ends, and repeat the facing, alignment, and heating
procedures.
I. Ensure that all heating information is recorded on the fusion bonding report (Attachment 05).
3.14 Join the two profiles together:
A. The required gauge pressure during joining will vary depending on the fusion equipment
manufacturer, machine type, pipe size, SDR, and the required IFP. The calculation requirements
are given in Section 7 of this BPS.
1. An interfacial pressure (IFP) of 414-621 kPa (60-90 psi) shall be used as required per PPI
TR-33.
2. The drag force (or pressure) must be taken into account when determining the TOTAL
GAUGE PRESSURE.
B. After the heater plate has cleared the fusion zone, immediately initiate movement to bring the
melted ends together. The transfer time after starting heater plate removal and re-contacting the
component ends together should not exceed the following:
Pipe Size Maximum Transfer Time
(NPS) (Seconds)
3 and smaller 4
4 to 12 6
13 to 24 9
26 to 36 12
40 to 63 15
C. Bring the melted ends together with enough force such that both beads “roll-over” towards each
component surface. The bead roll-over shall be uniform around the entire circumference of the
joint; then STOP moving the component ends together and hold at the required total gauge
pressure.
1. Do not use excessive force such that all molten material is extruded out of the joint and a
cold weld forms.
2. The Bonder shall ensure the pipe does not slip in the jaws during joining.
3. No water or any other contaminates shall be allowed to enter the fusion zone 150 mm to
200 mm (6” - 8”) on either side of the fusion joint.
D. Ensure that all joining information is recorded on the fusion bonding report (Attachment 5).
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 9 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
3.15 Hold and cool under pressure:
A. Maintain total gauge pressure until the component is at-least cool to the touch or the
Manufacturer’s recommended Cooling Period, whichever is longer. The time will vary with
component size, heater plate temperature setting, and environmental conditions: cooling time
may be longer in extreme heat.
B. Allow the joint to cool an additional thirty (30) minutes, minimum, outside of the fusion machine
before subjecting the fusion joint to any high stress, pulling, bending, installation, or rough
handling.
Recommended Cooling Period
Cooling Time
Wall Thickness
(minutes)
Up to 0.2” (5 mm) 5
0.2” to 0.4” ( 5 – 10 mm) 5 – 10
0.4” to 0.6” (10 – 15 mm) 10 – 15
0.6” to 0.8” (15 – 20 mm) 15 – 20
0.8” to 1.2” (20 – 30 mm) 20 – 30
1.2” to 1.4” (30 – 35 mm) 30 – 40
1.4” to 1.8” (35 – 46 mm) 40 – 55
1.8” to 2.2” (46 – 56 mm) 55 – 70
2.2” to 2.6” (56 – 66 mm) 70 – 85
2.6” to 3.0” (66 – 76 mm) 85 - 100
4. DESTRUCTIVE AND NON-DESTRUCTIVE TESTING
4.1 During evaluation for bonding performance qualification, the requirements of B31.3 paragraph A328,
ASTM D2657, and this project specification shall be met.
A. All BPQRs shall include a Quick Burst Test in accordance with ASTM D1599.
B. Bent Strap Tests, in accordance with ASTM D2657 and Appendix 03, shall also be required.
4.2 During both qualification and production welds, each fusion joint shall be visually inspected per
Section 6 of this specification.
4.3 Production welds shall also be subject to random UT-TOFD examination in accordance with project
specification C-CS-50-005, as stipulated by the Buyer
4.4 When specified, prior to initial operation the piping system shall be hydrostatic leak tested in
accordance with paragraph A345 of ASME B31.3 and ASTM F2164 - Field Leak Testing of
Polyethylene (PE) Pressure Piping Systems Using Hydrostatic Pressure.
4.5 Pneumatic testing of thermoplastic piping is forbidden.
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 10 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
5. UNACCEPTABLE BUTTWELD FUSION JOINTS
5.1 Butt fusion joints that do not meet the acceptance criteria as noted in Section 6 of this procedure,
Manufacturer recommendations, or any Code or specifications listed in Specification C-CS-50-005
paragraph 1.1 & 1.2 shall be completely removed. All fusion joints are subject to visual inspection.
5.2 Any fusion joints that do not meet the acceptance criteria for UT-TOFD examination, as noted in
Specification C-CS-50-013, shall be completely removed.
5.3 The replacement joints shall be re-established in accordance with the seven basic steps noted in this
BPS.
6. HEAT FUSION BUTT JOINT VISUAL INSPECTION GUIDELINES
6.1 The visual inspection guidelines given below are not intended to replace Code or specification
requirements, i.e. Table A341.3.2 of ASME B31.3 or Annex IX of AWS G1.10M. They are intended to
provide guidance for conducting visual inspection on heat fusion butt joints.
6.2 Manufacturer Recommendations for visual inspection shall also be used to verify butt fusion joints.
6.3 The gap (A) between the two single beads, or weld undercut, must not be below the fusion surface
throughout the entire circumference of the butt joint.
6.4 The displacement (V) between the fused ends must not exceed 10% of the pipe/fitting minimum wall
thickness or 1/16” (1.5 mm); whichever is less.
6.5 The outer bead must be “rolled back” fully against the wall of the pipe/fitting.
Proper Roll-Back
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 11 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
Improper Roll-Back
6.6 Refer to the table below for general guidelines for bead width (B) for each respective wall thickness.
Approximate Approximate
Min Wall Min. wall
Bead Width B Bead Width B
Thickness Thickness
Min. Max. Min. Max
.118” (3 mm) 5/32” (4 mm) ¼” (6 mm) 1.06” (27 mm) 19/32” (15 mm) 25/32” (19.8 mm)
.157” (4 mm) 5/32” (4 mm) 9/32” (7 mm) 1.18” (30 mm) ⅝” (16 mm) 13/16” (20.6 mm)
.197” (5 mm) 3/16” (4.8 mm) 5/16” (8 mm) 1.34” (34 mm) 21/32” (16.7 mm) ⅞” (22.2 mm)
.246” (6 mm) ¼” (6 mm) 11/32” (8.7 mm) 1.57” (40 mm) 11/16” (17.4 mm) 29/32” (23 mm)
.315” (8 mm) 9/32” (7 mm) ⅜” (9.5 mm) 1.77” (45 mm) 25/32” (19.8 mm) 1” (25.4 mm)
.354” (9 mm) 5/16” (8 mm) 7/16” (11 mm) 1.97” (50 mm) ⅞” (22.2 mm) 1-1/16” (27 mm)
.433” (11 mm) 11/32” (8.7 mm) ½” (12.7 mm) 2.16” (55 mm) 15/16” (23.8 mm) 1-3/16” (30.2 mm)
.512” (13 mm) ⅜” (9.5 mm) 9/16” (14.3 mm) 2.36” (50 mm) 1” (25.4 mm) 1 ¼” (31.7 mm)
.63” (16 mm) 7/16” (11 mm) 19/32” (15 mm) 2.56” (65 mm) 1 ⅛” (28.6 mm) 1-7/16” (36.5 mm)
.71” (18 mm) ½” (12.7 mm) ⅝” (16 mm) 2.76” (70 mm) 1-3/16” (30.1 mm) 1 ½” (38.1 mm)
.75” (19 mm) ½” (12.7 mm) 11/16” (17.4 mm) 2.95” (75 mm) 1 ¼” (31.7 mm) 1-9/16” (40 mm)
.87” (22 mm) ½” (12.7 mm) 11/16” (17.4 mm) 3.15” (80 mm) 1-5/16” (33.3 mm) 1-11/16” (42.8 mm)
.94” (24 mm) 9/16” (14.3 mm) ¾” (19 mm) 3.35” (85 mm) 1 ⅜” (34.9 mm) 1 ¾” (44.4 mm)
3.54” (90 mm) 1 ½” (38.1 mm) 1-13/16” (46 mm)
6.7 The size differential (Smax – Smin) between two single beads shall not exceed X% of the double bead
width (B).
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 12 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
S x 100
Where X =
B
S = Smax – Smin
For pipe to pipe max X = 10%
For pipe to fitting max X = 20%
For fitting to fitting max X = 20%
6.8 Common Reasons for Fusion Joint Rejections
A. Inadequate facing of the component – After facing the component ends, they need to be brought
together to make sure that they line up without gaps and with proper axial alignment.
B. Improper heating times – During the heat soak cycle check to ensure the component gets proper
heating time required by the BPS. Look at the bead size during heating and after fusion to make
sure that ample time has been given for heat soak.
C. Pressure applied during heating – When heating the component, it is important to note that there
should only be uniform contact made with the heating surface and component end. There
should not be any pressure applied to the heating surface while heating the component ends.
D. Heating tool surface contaminated – Use approved cleaning methods prior to bonding and use
necessary precautions to avoid environmental contamination of the heater plate surface.
E. Improper cooling times – The component can never have too much time to cool. No matter the
circumstances, if the fusion joint is too hot to touch then additional cooling is necessary.
6.9 Butt Fusion Joint Troubleshooting Guide:
Defect Present Attributing Factors
Misalignment, component slipped in clamp, worn equipment,
One bead large than the other incomplete facing, one side of the heater plate is hotter than the
other, non-uniform pressure applied to pipe ends
Bead not rolled over to pipe Shallow v-groove - insufficient heating & insufficient joining force
surface Deep v-groove – insufficient heating & excessive joining force
Square-type outer bead edge Pressure during heating
Excessive double bead width Overheating, excessive joining force
Flat top on bead Excessive joining force, over-heating
Beads too small Insufficient heating or joining force
Beads too large Excessive heating time
Rough, sand-paper like, bubbly,
Hydrocarbon contamination
or pockmarked melt bead surface
Excessive joining force, insufficient heating, pressure during
Double v-groove too deep
heating
Non-uniform bead size around Misalignment, defective heating tool, worn equipment,
pipe incomplete facing
Third bead Excessive joining force
Flat top on bead Excessive joining force, overheating
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 13 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
7. REQUIRED CALCULATIONS FOR DETERMINING GAUGE FUSION PRESSURE
7.1 Interfacial pressure (IFP) is the pressure put on the end area of the component to be fusion bonded.
The PPI TR-33 recommended range is between 414-621kPa (60-90psi), but this number must be
confirmed by the pipe Manufacturer This is not the gauge pressure setting that is to be set on the
fusion machine.
7.2 The actual pressure setting on the fusion machine is the Hydraulic Gauge Pressure, or TOTAL
GAUGE PRESSURE. It is a combination of both IFP requirements and a drag factor, as shown below:
(OD − t ) × t × π × IFP
TOTAL GAUGE PRESSURE = + Drag Factor
TEPA
Where
OD = Pipe outside Diameter, inch
t = Wall Thickness, inch
IFP = Recommended Interfacial Pressure, psi
TEPA = Total Effective Piston Area – depends on equipment manufacturer & piston
type, inch2
Drag Factor = Hydraulic fusion pressure required to move the carriage holding the pipe, psi
7.3 An example of calculating the Gauge Pressure is shown below:
Material = PE3408
IFP = 75 psi
Pipe size = NPS 8
OD = 8.625 inch
SDR = 11
Drag Factor = 30 psi
TEPA = 4.710 inch2
NOTE!!! The drag factor must be calculated for each fusion joint in conformance with this BPS.
TEPA is dependent on Fusion Machine manufacturer and model.
Calculations:
OD 8.625
t= = = 0.784"
SDR 11
(8.625 − 0.784) × 0.784 × 3.14 × 75
TOTAL GAUGE PRESSURE = + 30 psi = 338 psi
4.710
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 14 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
Therefore, the required TOTAL GAUGE PRESSURE setting on the fusion machine shall be
2230 kPa (338 psi).
7.4 “Standard” force pistons shall be used for fusion welds, unless specifically required by the
Manufacturer and approved by the Buyer.
7.5 The gauge pressure requirements for all pipe sizes & SDR ratings, as a function of machine & piston
type, shall be submitted for approval as part of the BPS. A sample table is shown below:
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 15 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
Pressure (psi)
Machine Type: ______________
System Drag Factor must be added to obtain TOTAL GAUGE PRESSIRE
OD
Piston NPS
[inches SDR 32.5 SDR 28 SDR 21 SDR 17 SDR 15.5 SDR 13.5 SDR 11 SDR 9 SDR 7.3 SDR 6.3
Area
(average)]
High Low High Low High Low High Low High Low High Low High Low High Low High Low High Low
8 8.625
10 10.750
8 – 24” 12 12.750
STD 14 14.000
16 16.000
18 18.000
XX.XX 20 20.000
2
in 22 22.000
24 24.000
12 12.750
14 14.000
16 16.000
12 – 36” 18 18.000
STD 20 20.000
22 22.000
24 24.000
XX.XX 26 26.000
2
in 28 28.000
30 30.000
36 36.000
Notes:
1) Verify if piston is “Standard” or “High Velocity” for the applicable model of equipment being used.
2) Select the appropriate pressure based on the diameter of component being bonded.
3) The Drag factor must be added to this pressure to obtain the TOTAL GAUGE PRESSURE
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 16 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
1. REQUISITOS DE ESPECIFICACIÓN DEL PROCEDIMIENTO DE PEGADO POR FUSIÓN
1.1 Notas generales.
A. El siguiente ejemplo representa los requisitos mínimos que deben ser cumplidos cuando se
envía una BPS, y por lo tanto los requisitos son obligatorios.
B. Los métodos presentados aquí están basados en la experiencia y en las buenas prácticas de
manufactura. En caso de discrepancias entre estos requisitos y cualquier fuente externa
(incluyendo las recomendaciones del Fabricante), el Comprador deberá resolverá la
diferencia.
C. Esta BPS se usa solamente para juntas a tope por fusión, a pesar de que muchos de los
requerimientos son relevantes para procedimientos de pegado por fusión tipo silleta y socket.
2. INFORMACIÓN GENERAL DE JUNTA DE HDPE
2.1 Definiciones importantes y terminología:
A. Soporte de Alineamiento: Este soporte de Alineamiento se compone de tres partes básicas:
(1) un accesorio inmóvil con abrazadera y un accesorio movible también con una abrazadera
para mantener a cada una de las dos partes a ser fusionadas alineadas; (2) un cepillo
refrendador para preparar simultáneamente los extremos de los componentes a ser unidos; y
(3) adaptadores apropiados para diversos tamaños de tubos. Los accesorios de alineamiento
pueden ser manualmente accionadas o hidráulicamente accionadas.
B. Fusión a tope: Una fusión de materiales de polietileno por un procedimiento calificado que
exige el alineamiento y ajuste de los materiales componentes, calentando los extremos del
componente hasta una condición como la descrita por el procedimiento calificado; ejerciendo
presión sobre los dos topes alineados juntos según lo requiere el procedimiento calificado; y
un tiempo de enfriamiento que esta predeterminado por el procedimiento calificado de tal
modo que dé por resultado una junta de dos componentes que exhibirá una fuerza
hidrostática igual o mayor que el material original.
C. Factor de arrastre o Presión de arrastre: la presión hidráulica para la fusión requerida para
mover el coche que contiene el componente. Esta debe ser determinada antes de cada fusión
como el factor de arrastre (o Presión de arrastre) puede variar dependiendo de la disposición,
del medio ambiente, y del equipo de soldadura. 207kPa (30psi) se acepta generalmente
como el mínimo.
D. Presión hidráulica o PRESIÓN TOTAL: La conversión de la presión interfacial a Presión Total
se calcula por:
(OD − t ) × t × π × IFP
Total Gauge Pr essure = + Drag Factor
TEPA
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 17 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
OD = Diámetro exterior del tubo.
t = Espesor de la pared.
IFP = Presión Interfacial Recomendada.
TEPA = Área Total Efectiva del Pistón– depende del fabricante del equipo y el
tipo de pistón.
Factor de = Presión Hidráulica requerida para mover el coche que contiene el tubo.
arrastre
E. Presión interfacial (IFP): La presión aplicada al tope del área del componente. Ésta no es la
presión ajustada que debe ser fijada en la máquina de fusión, solamente la presión interfacial
real en el componente. El rango recomendado de PPI TR-33 está entre 414-621kPa (60-
90psi), pero este número se debe confirmar por el fabricante del tubo.
F. IPS: “Tamaño del tubo de acero”, que está basada en el estándar que clasifica los tubos de
acero ANSI B36.10.
G. Punto de Fusión: El tope del tubo o acople que está disponible para ser cortado, calentado y
presionado durante el proceso de fusión por calor.
H. “Deberá/Deberán”: Esta palabra en el presente documento, se usa para indicar requisitos
obligatorios.
2.2 Notas importantes acerca de la Fusión.
Las juntas por fusión más confiables pueden lograrse bajo condiciones de tolerancia razonable. La
siguiente es una lista de notas generales que ayudaran a asegurar el uso apropiado de los equipos
y técnicas de fusión:
A. Temperaturas Correctas de la Plancha de Calentamiento – Los termómetros de la plancha de
calentamiento deberán será probados en su precisión con un pirómetro de superficie.
B. Presiones adecuadas de fusión – La presión interfacial (IFP) deberá ser especificada por el
Fabricante del tubo. Tal como se muestra en el párrafo 8.1.D, la IFP y la presión manométrica
total no son idénticas.
C. Condiciones de temperatura ambiental severas – El calor extremo, el frío y el viento alteran el
tiempo de calentamiento y enfriamiento. Se debe tener cuidado para asegurar que los tiempos
de fusión y procedimientos que compensen esas temperaturas para producir juntas por fusión
sean correctos. Si existiera alguna duda, la junta o juntas deberían ser sometidas a un
examen ultrasónico no destructivo. También deberá tenerse cuidado para asegurar que el
proceso de fusión sea protegido contra la lluvia, la nieve o cualquier otra condición de
excesiva humedad.
D. Técnica de fusión de doble chequeo – Las presiones de contacto y los ciclos de calentamiento
/ enfriamiento puede variar notablemente de acuerdo con el tamaño del componente y el
espesor de la pared. Los operadores no deben confiarse solamente en el equipo de fusión
para la calificación de la junta. Cada junta deberá ser visualmente inspeccionada de acuerdo
con esta especificación y las normas del Fabricante.
E. Uso de tiempos de enfriamiento adecuados – Un parámetro importante en el proceso de
fusión, es el adecuado tiempo de enfriamiento. Todas las juntas deberán permanecer
inmóviles al menos hasta que la junta pueda ser tocada con la mano desnuda o como está
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 18 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
especificado en el BPS, tomando en cuenta el tiempo de enfriamiento mas largo. Se requiere
un tiempo adicional de 30 minutos de enfriamiento, fuera del equipo de fusión, antes de
trabajo / manipulación severa o ensayo de presión del componente.
F. Suciedad, aceite y escombros – Cualquiera de estos elementos sobre la plancha de
calentamiento, los extremos del componente, el cepillo refrendador o cualquier superficie que
entre en contacto con la superficie de fusión pueden causar la fusión incorrecta. Incluso los
contaminantes invisibles contenidos en el aire, pueden contaminar una plancha de
calentamiento. Asegúrese de que todo el equipo y las superficies de los extremos del
componente estén limpios.
G. Limpieza de los extremos de los componentes – Evite limpiar las áreas después de la
operación de hacerlos coincidir. Si debe retirar las virutas u otro desecho, use solamente un
trapo limpio, seco y sin pelusa.
H. Mantenimiento del equipo – Las superficies del calentador están generalmente cubiertas por
un material no adherente. Las técnicas de limpieza deberán ser usadas de acuerdo a esto.
Limpie las superficies del calentador después de cada fusión. Cuando la plancha del
calentador no está en uso, asegúrese de utilizar un porta aislador del calentador; esto
asegura que las superficies de contacto del calentador continúen limpias y con una
temperatura uniforme, y también previene el contacto inadvertido que puede dar lugar a
lesiones por quemadura.
I. Ciclo de calentamiento – Es importante no poner presión en la plancha del calentador durante
el ciclo de calentamiento, el ciclo comienza después de que el componente ha hecho contacto
interfacial en un 100% con las superficies del calentador y se observa derretimiento alrededor
de la circunferencia. Si se aplica presión durante este ciclo el derretimiento se desbordará y
dará como resultado una fusión por “junta fría”. Durante este ciclo, el Bonder buscará un
patrón de derretimiento de distribución homogéneo mientras que se caliente los extremos del
componente.
ADVERTENCIA: El equipo de fusión por calor no es a prueba de explosión y no debería ser usado
en una atmósfera potencialmente volátil.
3. PROCEDIMIENTO DE PEGADO
3.1 Este procedimiento es para la operación de equipos de fusión cuando se lleva a cabo la fusión a
tope en tubos y acoplamientos de Polietileno de Alta Densidad (HDPE).
3.2 El principio de fusión por calor se basa en calentar dos superficies a una temperatura designada, y
luego fundirlos juntos mediante la aplicación de una fuerza suficiente. Esta fuerza causa que los
materiales amorfos fluyan y se mezclen, resultando así la fusión. Cuando se funde de acuerdo a
este procedimiento, el área de junta se hace tan fuerte como el tubo mismo en ambas propiedades
de extensibilidad y de presión.
3.3 Los siete pasos básicos involucrados en la junta por fusión de topes son:
A. Preparación e inspección de la pre-junta.
B. Sujete, con seguridad, los componentes a ser unidos.
C. Haga coincidir los extremos de los componentes.
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 19 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
D. Alinee el perfil de los componentes.
E. Derrita los interfaces componentes.
F. Ensamble los dos perfiles juntos.
G. Sostenga bajo presión.
3.4 Consideraciones previas a la junta por fusión:
A. Antes de llevar a cabo cualquier junta por fusión, el equipo deberá ser inspeccionado por el
Bonder para la operatividad y mantenimiento adecuado de acuerdo con las listas de
comprobación en el Anexo 04 de esta especificación del proyecto.
1. Todo equipo, manómetros y otro dispositivo deberán ser calibrados antes de la
soldadura de producción y serán posteriormente re-calibrados en intervalos de meses.
Será requerida una verificación por escrito.
2. Deberán aplicarse las recomendaciones del fabricante para el mantenimiento del
equipo. Las herramientas y equipos defectuosos, no adecuados o no autorizados no
son aceptables.
B. Antes de comenzar de lleno el proceso de soldadura por fusión de producción, se debe pasar
un ensayo de fusión visual y de UT-TOFD, como se requiere en esta especificación.
C. Durante el proceso de fusión, el Bonder deberá examinar visualmente el proceso de pegado
por fusión y registrará todos los datos de acuerdo con la lista de comprobación en el Anexo
05. El inspector del Contratista y del Comprador deberá aprobar todos los registros de pega
por fusión.
D. El uso de registros electrónicos de datos se deberá usar para complementar, pero no
reemplazar, la información dada en el Anexo 05.
E. Consideraciones para Clima frío.
1. Registre la temperatura ambiente y la velocidad del viento. Si la temperatura ambiente, o
el viento frío equivalente, está debajo de 4.4°C (40°F) el área de fusión se debe cubrir y
calentar antes de cualquier trabajo. Sin tomar en cuenta la temperatura ambiente, si hay
ráfagas excesivas de viento, si llueve, o si nieva en el área de fusión se debe también
cubrir antes de cualquier pegado por fusión.
2. Las superficies del componente a ser unidas deben estar protegidas del hielo, la
escarcha, la suciedad y otros contaminantes antes, durante y después de las
operaciones de fusión. La contaminación de cualquier tipo puede causar defectos o
“soldaduras frías”. El hielo o la escarcha puede causar un deslizamiento en el
alineamiento de los acoples durante la fusión y deben ser eliminados.
3. Las consideraciones sobre el clima frío, mencionadas en la ASTM D2657 Anexo A1 y
las recomendaciones del fabricante, deberán ser incorporadas.
4. El hielo, nieve y la lluvia crean condiciones desfavorables para el equipo de
manipulación y para el personal. Condiciones inseguras al caminar y una tracción
deficiente requieren especial cuidado para prevenir daños o lesiones. Evite dejar caer o
impactar los componentes de HDPE con los equipos.
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 20 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
F. Consideraciones para Clima caliente:
1. El calor extremo del verano puede afectar la forma oval y la forma del tubo; se
recomienda que los productos sean rotados periódicamente para eliminar tal deflexión.
2. El calor extremo puede también incrementar el tiempo de enfriamiento requerido para
que el pegado alcance toda su fortaleza.
3.5 Arregle apropiadamente la máquina de fusión sobre terreno nivelado con un adecuado número de
soportes y abrazadera de tubos para permitir la carga fácil de los componentes y colocarlos en la
máquina de fusión.
3.6 Todas las superficies, la plancha calentadora y los extremos de los componentes deben ser
limpiados y secados.
A. Todo el polvo y tierra deben eliminarse limpiando las superficies con un trapo limpio, seco y
libre de pelusa. La tierra más pegada deberá ser lavada o refregada con jabón o soluciones
acuosas, seguido de un minucioso enjuague con agua limpia y secado con un trapo libre de
pelusa.
B. Los lados del calefactor que están en contacto con los extremos del componente deberán
estar limpios, libres de aceite y recubiertos con una capa no adherente (por recomendaciones
del Fabricante) para prevenir que el material fundido se pegue a las superficies del calefactor.
1. Cualquier material plástico remanente proveniente de un proceso anterior de soldadura
por fusión interferirá con la calidad y debe ser retirado de acuerdo a las instrucciones del
Fabricante. No use herramientas de metal que puedan rayar el recubrimiento.
2. Antes de usar algún solvente químico de limpieza, las instrucciones del fabricante y las
hojas de datos (MSDS) de seguridad del material deberán ser consultadas para una
manipulación segura. Algunos solventes pueden dejar residuos en los extremos de los
tubos o pueden ser incompatibles con el material. El reporte técnico PPI TR-19
“Tuberías termoplásticas para el transporte de químicos” y/o las especificaciones del
fabricante deberán ser consultadas para información sobre la compatibilidad química.
Cualquier solvente de limpieza que se quisiera usar, deberá ser enviado para su
aprobación antes de cualquier ensayo de calificación de la fusión o soldadura de
producción por fusión con el solvente.
3. Si el recubrimiento no adherente se deteriora excesivamente, la plancha calefactora
deberá ser recubierta.
3.7 Fije la temperatura de la plancha calefactora; normalmente se requiere que este en el rango
genérico de PPI TR-33 204ºC - 232 ºC (400ºF – 450ºF). Enchufe la plancha calefactora e insértela
dentro de la caja protectora aislada.
3.8 Sujete de forma segura los componentes a ser unidos:
A. Asegure cada componente en la máquina mediante una mordaza; sin embargo debe haber
suficiente holgura en la zona media de la máquina, para realizar la operación de coincidencia,
para el ajuste y enfrentado final después de hacer los ajustes de alineamiento.
B. Mueva conjuntamente los extremos de los componentes hasta poder verificar si hay un gran
desalineamiento entre los dos extremos de los componentes y haga cualquier ajuste
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 21 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
necesario usando las tolerancias de la máquina, en caso de ser necesario. La alineación se
puede mejorar mediante la rotación de las piezas en 90 o 180 grados.
3.9 Complete la operación inicial de hacer coincidir los extremos de los componentes:
Teniendo la placa de enfrentado girando, aplique una presión ligera hasta que una cinta continua
de polietileno aparezca en cada una de las cuchillas enfrentadoras.
1. Observando la plancha enfrentadora a medida que se avanza con la operación de
enfrentado se verá que ajustes son necesarios para dar el nivel apropiado de presión.
2. Nunca comience o pare el procedimiento de enfrentado cuando los extremos de los
componentes estén en contacto con la plancha refrendadora. Siempre mueva el
componente lejos de la plancha refrendadora mientras esta esté rotando.
3. Inicialmente enfrente los extremos del componente de tal manera que el alineamiento
del componente pueda ser verificado antes de enfrentar los "topes" (los "topes”
prevendrán que se siga con el enfrentado a menos que el componente se reajuste en la
máquina). De esta manera, el material extra está disponible si se necesitan ajustes y
una operación adicional para hacerlos coincidir es necesaria para el caso de que se
requiera enfrentado y ajustes adicionales para re-escuadrar los extremos de los
componentes.
4. El alineado del perfil de los componentes se hará tal como se estipula en el párrafo 9.10
de esta BPS, antes de la operación final de coincidencia.
3.10 Alineado del perfil de los componentes:
A. Los extremos del componente deben ser redondeados y alineados entre sí para reducir al
mínimo las uniones mal hechas (altas – bajas) en las paredes del tubo.
B. El uso de soportes de tubo (y otro equipo necesario) permitirá que el componente sea llevado
a la máquina de fusión en un plano horizontal, que favorecerá en gran medida el alineado y
reducirá la fricción en las quijadas movibles.
C. A pesar de que lo óptimo sería obtener un alineamiento perfecto y usualmente es posible bajo
circunstancias normales, el desalineamiento máximo no deberá exceder 10% del espesor
nominal de la pared o 1.5 mm. (1/19”), tomando el más bajo de cualquiera de ellos.
No use el dedo para verificar el desalineamiento alto – bajo. Siempre mantenga sus manos
fuera de las zonas donde hayan mordazas.
D. Enfrente los extremos del componente para verificar que el alineamiento esté dentro de la
tolerancia de 1.5 mm. (1/16”): no se permiten espacios, separaciones o vacíos. Ajuste el
alineamiento de acuerdo con las tolerancias de la máquina. Un desalineamiento de menor
importancia puede ser corregido ajustando las abrazaderas interiores en la parte superior
hasta que los diámetros exteriores de los extremos de los tubos coincidan. Nunca afloje las
mordazas o el tubo podría deslizarse durante la fusión.
3.11 Enfrentado Final de los Componentes:
A. Después de que el alineamiento haya sido verificado o corregido hasta las tolerancias
aceptables, proceda a enfrentar hasta que los topes estén trabados previniendo así mas
enfrentamiento.
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 22 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
1. Se debe completar un mínimo de una (1) revolución completa en cada tope del
componente para poder exponer el material limpio adecuado para la fusión a tope.
2. Siempre toque los stops para asegurar un enfrentado a escuadra perpendicular al
componente.
B. Todos los ajustes para el alineamiento del componente o demoras de mas de 15 minutos
después de afrontar, deberíán ser seguidas por un proceso adicional de enfrentado para
mantener el alineamiento adecuado de los extremos de los componentes o para prevenir una
contaminación potencial.
C. No toque las superficies del tubo en ningún momento después de este paso. El aceite o grasa
de las manos o guantes contaminará los extremos de los tubos y podría causar una junta
defectuosa. Solamente use un trapo limpio, seco, no tratado y libre de pelusa para retirar
astillas del tubo o cualquier sustancia extraña.
D. No se permiten movimientos repentinos, impactos o tirones de los componentes o el equipo.
3.12 Medición del Factor de Arrastre hidráulico (presión) del Sistema:
A. Mida el factor de arrastre para asegurar que la compensación adecuada haya sido aplicada a
la fuerza de fusión. En la mayoría de casos, el factor de arrastre será el arrastre inherente en
los componentes hidráulicos de la máquina. Sin embargo, para asegurar que esto no haya
cambiado debido a la disposición del sistema (es decir la pendiente del piso o longitud del
tubo haya cambiado); deberá ser comprobado, para cada soldadura, usando los
procedimientos aprobados por el fabricante para el uso del equipo de fusión.
1. Ajuste lentamente hacia arriba el control de la máquina hidráulica para iniciar el
movimiento de traslado. El factor de arrastre del sistema es la presión manométrica a
la cual el transportador empiece a moverse lentamente (por ejemplo, a un ritmo muy
lento).
2. Durante las mediciones de la presión de arrastre, asegúrese de que no ocurra ningún
deslizamiento del tubo en las mordazas.
3. Usualmente se necesita un mínimo de 207kPa (30 psi) para iniciar el movimiento del
transportador.
B. Asegúrese de que la información sea registrada en el reporte de pegado por fusión (Anexo
05).
3.13 Calentamiento de las interfaces del componente:
A. Identifique el tamaño del componente y el espesor (SDR); seleccione el protocolo adecuado
de calentamiento (es decir, temperatura de calentamiento y el tiempo anticipado de
calentamiento).
B. Un pirómetro calibrado deberá ser usado para verificar que la superficie de la plancha
calefactora se encuentre entre 204 – 232ºC (400-450ºF) antes del la primera junta del primer
turno, y luego periódicamente vuelva a verificar por lo menos 4 veces a lo largo del turno.
1. Usando el pirómetro calibrado, revise la temperatura real de la superficie de la plancha a
intervalos de 45 grados en ambas superficies de la plancha calefactora. La varianza
permisible de la temperatura es 10ºC. No deberán ser usados Stickers sobre la
superficie de las planchas.
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 23 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
2. Una vez calibrado, registre la lectura en el termómetro del dial de las herramientas de
calentamiento que indica la temperatura interna. Este dial no indica exactamente la
temperatura superficial porque hay una cierta pérdida de calor interno hacia las
superficies externas dependiendo de factores tales como, la temperatura ambiente, las
condiciones del viento, las planchas sueltas del calefactor, y material extraño entre las
planchas del calefactor. Por lo tanto, utilice esta lectura solamente como indicador
general.( ejemplo, como medidor “va” o “no va” ).
C. Ubique la plancha calefactora entre los extremos de los componentes y desplace los extremos
hacia la plancha con suficiente fuerza (moderada) para asegurar un contacto circunferencial
completo con la plancha. Asegúrese de que la plancha no entre en contacto con el tubo hasta
que la plancha calefactora esté en su lugar de forma segura.
D. Después de que se haya formado un reborde ablandado en la superficie de la plancha
alrededor de la circunferencia de ambos componentes, LIBERE LA PRESIÓN, y fije el equipo
a presión mínima para mantener contacto.
1. Comience el registro del “tiempo de precalentamiento” desde este punto hacia adelante.
Cualquier exceso de presión aplicada causará que la parte derretida en el tubo se
enrrolle, causando una “junta fría”.
2. Si el reborde ablandado no se dilata parejo a la plancha calefactora, sino más bien se
ondula significativamente alejándose de la plancha calefactora (es decir, apariencia
cóncava), esto es debido a una presión inaceptable durante el calentamiento.
E. Continué sosteniendo los componentes en su lugar con una presión mínima para el “tiempo
de precalentamiento” recomendado por la BPS. Inspeccione periódicamente alrededor de la
circunferencia del componente, para asegurar una formación uniforme de la vena por fusión.
F. Siguiendo el “tiempo de precalentamiento” el ancho del labio producido por derretimiento
debería ser como sigue:
Tamaño del Ancho aproximado del labio
tubo producido por derretimiento
(IPS) (Pulgadas)
1-1/4 a 3 1/8
4a8 1/8-3/16
10 a 12 3/16 a 1/4
13 a 24 1/4 a 7/16
26 a 36 Aprox. 7/16
40 a 63 Aprox. 9/16
1. Los datos aproximados del tamaño de labio y tiempo de precalentamiento deberán estar
basados en las recomendaciones del Fabricante.
2. Dependiendo de las condiciones climáticas y las condiciones del lugar de trabajo, el
tiempo requerido para alcanzar el tamaño del labio podría variar.
a. Un área de la plancha podría estar mas caliente que otra, esto puede ocurrir en
días soleados pero frescos, donde el sol de forma localizada, caliente la parte
superior del tubo frío. Podría ser necesario aislar la parte superior del tubo. El
viento, la lluvia o la nieve pueden también causar temperaturas desiguales de
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 24 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
tubos y/o plancha calefactora; use entonces el calentamiento y acumulación de
temperatura para compensar.
b. Durante la fusión en clima frío, no incremente la temperatura de la plancha
calefactora fuera de los rangos recomendados para reducir el tiempo de
precalentamiento. Permita que el ancho del labio producido por el derretimiento se
desarrolle mediante el uso de un tiempo de precalentamiento mas prolongado
dentro de los rangos permisibles de temperatura.
G. Una vez que el ancho del labio producido por el derretimiento está ya establecido, comience a
retirar el componente de la placa de calentamiento. Cuando los extremos de los componentes
hayan sido separados de la plancha calefactora, rápidamente retire la plancha calefactora de
la zona de fusión y colóquela en el aislador de calor.
H. RAPIDAMENTE inspeccione los extremos del componente para verificar contaminación
/impregnación por hidrocarburos, la cual se puede observar como una superficie dura, áspera
o con burbujas después del contacto con la plancha calefactora. También puede presentarse
decoloración u olor a combustible de hidrocarburo.
Si se obtuviera un patrón no uniforme en el labio, producido por derretimiento, se observará
una impregnación de hidrocarburos; permita que el tubo se enfríe, corte los extremos de los
tubos y repita el proceso de hacerlos coincidir, alineamiento y procedimientos de calor.
I. Asegúrese de que toda la información de calentamiento sea registrada en el reporte de
pegado por fusión (Anexo 05).
3.14 Una los dos perfiles juntos.
A. La presión requerida durante el pegado deberá variar dependiendo del fabricante del equipo
de fusión, el tipo de máquina, IPS, SDR y el IFP requerido. Los requisitos de cálculo están
dados en el ANEXO 02 de esta BPS:
1. Una presión interfacial (IFP) de 414-621kPa (60-90psi) será usada tal como se requiere
según PPI TR-33.
2. La fuerza (o presión) de arrastre debe ser tomada en cuenta cuando se determine la
PRESIÓN TOTAL DEL MEDIDOR.
B. Después que la plancha calefactora haya sido retirada de la zona de fusión, inicie
inmediatamente el movimiento para hacer que los extremos derretidos se junten. El tiempo
de transferencia después de haber empezado la remoción de la plancha calefactora y
recontacto de los extremos del componente no debería exceder lo siguiente:
Pulgada del tubo Tiempo máximo de
transferencia
(IPS) (Segundos)
3 y más pequeños 4
4 a 12 6
13 a 24 9
26 a 36 12
40 a 63 15
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 25 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
C. Junte los extremos derretidos con suficiente fuerza como para que los rebordes rueden hacia
cada superficie del componente, superponiéndose entre sí. Esta superposición será uniforme
alrededor de la circunferencia completa de la junta: luego DEJE de mover los extremos de los
componentes y presione a la presión total requerida del medidor.
1. No aplique fuerza excesiva como para que el material derretido se escape fuera de la
junta y se forme una soldadura en frío.
2. El Bonder deberá asegurar que el tubo no de deslice hacia las mordazas durante la
unión.
3. No debe permitirse el ingreso de agua ni ningún otro tipo de contaminante a la zona de
fusión 150 mm. a 200 mm. ((6” - 8”) en ninguno de los extremos donde se produce la
fusión.
D. Asegúrese de que toda la información referente a la junta sea registrada en el Reporte de
pegado por fusión (Anexo 05).
3.15 Sostenimiento y enfriamiento bajo presión:
A. Mantenga la presión total del medidor hasta que el componente esté, por lo menos, frío al
tacto o de acuerdo al Periodo de Enfriamiento Recomendado por el Fabricante, tomando el
mayor de ellos. El tiempo variará de acuerdo al tamaño del componente, el ajuste de la
temperatura de la plancha calefactora y las condiciones del medio ambiente: el tiempo de
enfriamiento puede ser mayor en condiciones de calor extremas.
B. Permita que la junta se enfríe durante 30 minutos, como mínimo, fuera de la máquina de
fusión antes de someter a la junta de fusión a tracciones, manipulación ruda, doblado o
instalación.
Periodo Recomendado de Enfriamiento
Espesor de Tiempo de enfriamiento
la Pared
(pulgadas) (minutos)
Hasta a 0.2 5
0.2 a 0.4 5 – 10
0.4 a 0.6 10 – 15
0.6 a 0.8 15 – 20
0.8 a 1.2 20 – 30
1.2 a 1.4 30 – 40
1.4 a 1.8 40 – 55
1.8 a 2.2 55 – 70
2.2 a 2.6 70 – 85
2.6 a 3.0 85 - 100
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 26 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
4. ENSAYOS DESTRUCTIVOS Y NO-DESTRUCTIVOS
4.1 Durante la evaluación para la calificación del rendimiento de pegado por fusión, los requisitos de
B31.3 párrafo A328, ASTM D2657, y las especificaciones de este proyecto deberán ser cumplidos:
A. Todas las BPQRs deberán incluir un Ensayo de Explosión Rápida de acuerdo a ASTM D1599.
B. Se deberán requerir Ensayos de Doblaje de Bandas, de acuerdo con ASTM D2657 y el Anexo
03,
4.2 Durante la calificación de soldaduras de producción, cada junta por fusión deberá ser
inspeccionada visualmente según el ANEXO 01 de esta especificación.
4.3 Las soldaduras de producción deberán estar también sujetas a un examen al azar UT-TOFD de
acuerdo con las especificaciones de este proyecto C-CS-50-005, tal como lo estipula el Comprador.
4.4 Cuando se especifique, antes de la operación inicial, el sistema de tuberías deberá ser probado
mediante un Ensayo hidrostático de fugas de acuerdo con el párrafo A345 de ASME B31.3 y ASTM
F2164 – Ensayo de Fugas en campo de Sistemas de Tuberías a Presión de polietileno (PE) usando
Presión Hidrostática.
4.5 El ensayo neumático de tuberías termoplásticas está prohibido.
5. SOLDADURAS A TOPE, POR FUSIÓN, NO ACEPTABLES
5.1 Las soldaduras a tope que no cumplan con el criterio de aceptación como se indica en el ANEXO
01 de este procedimiento, Recomendaciones del Fabricante o cualquier Código o especificación
indicada en C-CS-50-005 deberán ser totalmente retiradas. Todas las juntas por fusión están
sujetas a inspección visual.
5.2 Cualquier junta por fusión que no cumpla con el criterio de aceptación para la examinación UT-
TOFD, tal como se indica en C-CS-50-005, será totalmente retirada.
5.3 Las juntas de reemplazo deberán ser re-establecidas de acuerdo con los siete pasos básicos
indicados en esta BPS.
6. PAUTAS DE INSPECCIÓN VISUAL SOLDADURAS A TOPE POR FUSIÓN
6.1 Las pautas de inspección visual dadas aquí no intentan reemplazar los requisitos de la
especificación o los Códigos, es decir, la Tabla A341.3.2 de ASME B31.3 o el Anexo IX de AWS
G1.10M. Se dan dichas pautas para proveer una guía para conducir la inspección visual de
soldaduras a tope por fusión
6.2 Las recomendaciones del Fabricante para la inspección visual deberán también ser usadas para
verificar la soldadura a tope por fusión.
6.3 El espacio (A) entre dos rebordes no debe estar por debajo de la superficie de fusión, a lo largo de
la circunferencia total de la junta a tope.
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 27 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
6.4 El desplazamiento (V) entre los extremos fundidos no debe exceder 10% o 1/16”, tomando el menor
de los espesores del tubo o del acople.
6.5 El labio exterior debe ser “enrrollado” totalmente contra la pared del tubo / acople.
Formación apropiada del labio
Formación inapropiada del labio
6.6 Refiérase a la tabla siguiente para las pautas generales referentes al ancho del labio (B) para cada
espesor de pared respectiva.
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 28 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
Espesor Min. Ancho aproximado Espesor min. Ancho aproximado
de Pared del labio B de Pared del labio B
(pulg.) (pulg.) (pulg.) (pulg.)
Min. Máx. Min. May
.118 5/32 1/4 1.06 19/32 25/32
.157 5/32 9/32 1.18 5/8 13/16
.197 3/16 5/16 1.34 21/32 7/8
.246 1/4 11/32 1.57 11/16 29/32
.315 9/32 3/8 1.77 25/32 1
.354 5/16 7/16 1.97 7/8 1-1/16
.433 11/32 1/2 2.16 15/16 1-3/16
.512 3/8 9/16 2.36 1 1-1/4
.63 7/16 19/32 2.56 1-1/8 1-7/16
.71 1/2 5/8 2.76 1-3/16 1-1/2
.75 1/2 11/16 2.95 1-1/4 1-9/16
.87 1/2 11/16 3.15 1-5/16 1-11/16
.94 9/16 3/4 3.35 1-3/8 1-3/4
3.54 1-1/2 1-13/16
6.7 EL diferencial del tamaño (S máx. – S min.) entre dos labios no deberá exceder X% del doble del
ancho del labio (B)
Donde X = S x 100
B
S = Smáx – S min
Para tubo a tubo máx. X = 10%
Para tubo a acople máx. X = 20%
Para acople a acople máx. X = 20%
6.8 Razones Comunes para desaprobar Soldaduras a Tope.
A. Coincidencia inadecuada del componente – después de hacer coincidir los extremos, se
necesita que se unan para asegurar que se alineen sin espacios vacíos y con un alineamiento
axial apropiado.
B. Tiempos de calentamiento inadecuados – Durante el ciclo de pre calentamiento asegúrese
que los componentes obtengan el tiempo de calentamiento requerido por la BPS. Observe el
tamaño del reborde durante el calentamiento y después de la fusión para asegurarse que se
haya dado el tiempo de precalentamiento adecuado.
C. Presión aplicada durante el calentamiento – Cuando se caliente el componente, es importante
indicar que sólo debe haber contacto uniforme con la superficie de calentamiento y el extremo
del componente. No deberá haber ninguna presión aplicada a la superficie de calentamiento
cuando los extremos de los componentes estén siendo calentados.
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 29 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
D. La superficie de la herramienta de calentamiento está contaminada – Use métodos de
limpieza aprobados antes de la junta por fusión y observe todas las precauciones necesarias
para evitar la contaminación ambiental de la superficie de la plancha calefactora.
E. Tiempos de enfriamiento inadecuados – El componente no tiene nunca demasiado tiempo de
enfriamiento. Sin importar las circunstancias, si la junta por fusión está demasiado caliente al
tacto entonces se necesita tiempo de enfriamiento adicional.
6.9 Guía para la resolución de problemas en el Pegado por Fusión a tope:
Defecto muestra Factores a los que se atribuye
Un reborde mas grande que el otro Mal alineamiento, desliz del componente en la abrazadera,
equipo desgastado, operación incompleta de coincidencia,
un lado de la plancha calefactora está más caliente que la
otra, presión no uniforme aplicada a los extremos del tubo
El reborde no se enrolló sobre la Hendidura superficial en forma de v:
superficie del tubo Calentamiento insuficiente o fuerza de unión insuficiente
Hendidura profunda en forma de v:
Calentamiento insuficiente o fuerza de unión excesiva
Reborde exterior con forma Se aplicó presión durante el calentamiento
trapezoidal
Ancho excesivo del reborde Sobrecalentamiento, fuerza de junta excesiva
Reborde con parte superior plana Fuerza de junta excesiva, sobrecalentamiento
Rebordes muy pequeños Insuficiente calentamiento o fuerza de unión
Rebordes muy grandes Tiempo de calentamiento excesivo
Superficie del reborde áspera, tipo Contaminación por hidrocarburos
lija, con burbujas o depresiones por
derretimiento
Hendidura en forma de v muy Fuerza de unión excesiva, calentamiento insuficiente, se
profunda aplicó presión durante el calentamiento
Tamaño de reborde, no uniforme, Mal alineamiento, herramienta de calentamiento
alrededor del tubo defectuosa, equipo desgastado, operación de coincidencia
incompleta
Aparición de un tercer reborde Fuerza de unión excesiva
Parte superior del reborde plana Fuerza de unión excesiva, sobrecalentamiento
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 30 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
Tipo IPS OD Presión (psi)
de (pul El Sistema de Factor de Arrastre debe ser sumado para obtener PRESIÓN TOTAL
máqu g.) [pulg.
ina (prome
Área dio)]
del SDR SDR 28 SDR 21 SDR 17 SDR SDR SDR 11 SDR 9 SDR 7.3 SDR 6.3
Pistó 32.5 15.5 13.5
n Al Ba Al Ba Al Ba Al Ba Al Ba Al Ba Al Ba Al Ba Al Ba Al Ba
ta ja ta ja ta ja ta ja ta ja ta ja ta ja ta ja ta ja ta ja
8 8.625
8– 10 10.750
24” 12 12.750
STD
14 14.000
16 16.000
XX.X 18 18.000
X 20 20.000
pulg
2 22 22.000
24 24.000
12 12.750
12 – 14 14.000
36” 16 16.000
STD 18 18.000
20 20.000
22 22.000
XX.X 24 24.000
X 26 26.000
2
pul 28 28.000
30 30.000
800 31.594
mm
36 36.000
NOTAS!!!
(1) Verificar si el pistón es “Estándar” o “Velocidad Alta” para el modelo aplicable del equipo a ser usado.
(2) Seleccione la presión basada en el diámetro del componente a ser unido.
(3) El factor de arrastre debe ser sumada a esta presión para obtener la PRESIÓN TOTAL.
BONDING PROCEDURE SPECIFICATION REQUIREMENTS
7. GENERAL NOTES
7.1 The following example represents the minimum requirements that must be met when submitting a
working BPS, and therefore the requirements are mandatory.
7.2 The methods presented here are based on experience and good industry practice. In the case of
conflict between these requirements and any outside source (including Manufacturer
recommendations), the Buyer shall resolve the dispute.
7.3 This BPS is for butt fusion joints only, although many of the requirements are relevant for socket and
saddle fusion bonding procedures.
8. GENERAL HDPE BONDING INFORMATION
8.1 Important definitions and terminology:
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 31 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
A. Alignment jig: The alignment jig is composed of three basic parts: (1) a stationary clamping
fixture and a movable clamping fixture for holding each of the two parts to be fused in alignment;
(2) a facer for simultaneously preparing the ends of the components to be joined; and (3)
appropriate adapters for different pipe sizes. Alignment jigs may be either manually or
hydraulically powered.
B. Butt fusion: A fusing of polyethylene materials per a qualified procedure that entails squaring and
aligning the component materials; heating the component ends to a condition as described by
the qualified procedure; pressuring the two aligned ends together as required by the qualified
procedure; and a cooling time that is predetermined by the qualified procedure thereby resulting
in the joining of two components which will exhibit a hydrostatic strength equal to or greater than
the parent material.
C. Drag factor or Drag Pressure: The hydraulic pressure required to move the carriage that is
holding the component. This must be determined before each fusion as the drag factor (or drag
pressure) can vary depending on the weld setup, environment, and equipment. Generally
207kPa (30psi) is accepted as the minimum.
D. Hydraulic Gauge Pressure or TOTAL GAUGE PRESSURE: The conversion of interfacial
pressure to the gauge pressure as calculated by:
(OD − t ) × t × π × IFP
Total Gauge Pr essure = + Drag Factor
TEPA
Where
OD = Pipe Outside Diameter
t = Wall Thickness
IFP = Recommended Interfacial Pressure
TEPA = Total Effective Piston Area – depends on equipment manufacturer &
piston type
Drag Factor = Hydraulic pressure required to move the carriage holding the pipe
E. Interfacial pressure (IFP): The pressure put on the end area of the component. This is not the
pressure setting that is to be set on the fusion machine, but the actual interfacial pressure on the
component. The PPI TR-33 recommended range is between 414-621kPa (60-90psi), but, this
number must be confirmed by the pipe Manufacturer.
F. NPS: “Nominal Pipe Size” based on the steel pipe sizing standard ASME B36.10M
G. Point of Fusion: The end of pipe or fitting which is available for trimming, heating, and pressing
together during the heat fusion process.
H. Shall: In this document the word “shall” is used to indicate requirements which are mandatory.
8.2 Important Notes on Fusion
Reliable fusion joints can be accomplished under a reasonable latitude of conditions. The following is
a listing of general notes to help ensure proper use of equipment and fusion techniques:
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 32 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
A. Correct heater plate temperatures – Heater plate thermometers shall be tested for accuracy with
a surface pyrometer.
B. Adequate fusion pressures – The interfacial pressure (IFP) shall be specified by the pipe
Manufacturer. As shown in paragraph 2.1D, the IFP and total gauge pressure are not identical.
C. Severe ambient temperature conditions – Extreme heat, cold, and wind will alter heating and
cooling times. Care must be taken to ensure that fusion times and procedures compensate for
these temperatures to produce correct fusion joints. Should any question exist, the joint or joints
should be subjected to nondestructive ultrasonic examination. Care shall also be used to ensure
that the fusion process is protected from rain, snow or other conditions of excessive moisture.
D. Double check fusion technique – Contact pressures and heating/cooling cycles may vary
dramatically according to component size and wall thickness. Operators should not rely
exclusively on the fusion equipment for joint qualification. Each bond shall be visually inspected
in accordance with this specification and Manufacturer guidelines.
E. Use adequate cooling times – An important parameter in the fusion process is adequate cooling
time. All joints should remain stationary at least until the joint can be touched with the bare hand
or as specified in the BPS, whichever is the longer cooling time. An additional 30 minutes of
cooling, outside of the fusion equipment, is required prior to severe working/handling or pressure
testing of the component.
F. Dirt, oil and debris – Any of these substances on the heater plate, component ends, facer or any
surfaces that contact the fusion surface can cause improper fusion. Even airborne, invisible
pollutants can contaminate a heater plate. Ensure that all equipment and component ends are
clean.
G. Cleaning of component ends – avoid wiping the areas after facing operation. If shavings or other
debris must be removed, use only a dry, clean, lint-free cloth.
H. Equipment maintenance – Heater surfaces are generally coated with a non-stick material.
Cleaning techniques should be used accordingly. Clean heater surfaces after each fusion.
When the heater plate is not in use, be sure to use a heater insulator holder; this ensures that
the contact surfaces of the heater remain clean and at a uniform temperature, and also prevents
inadvertent contact that can result in burn injuries.
I. Heat soak cycle – It is important not to put pressure on the heater plate during the heat soak
cycle, the cycle starts after the component has made 100% interfacial contact with the heater
surfaces and melt is observed around the circumference. If pressure is applied during this cycle
the melt will roll out and give a “cold joint” fusion. During this cycle the Bonder shall look for an
evenly distributed melt pattern while heating the component ends.
WARNING: The heat fusion equipment is not explosion-proof and should not be used in a potentially volatile
atmosphere.
9. BONDING PROCEDURE
9.1 This procedure is for the operation of fusion equipment when performing heat fusion butt joints on
High Density Polyethylene (HDPE) pipe and fittings.
9.2 The principle of heat fusion is to heat two surfaces to a designated temperature, and then fuse them
together by application of a sufficient force. This force causes the amorphous materials to flow and
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 33 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
mix, thereby resulting in fusion. When fused according to this procedure, the joint area becomes as
strong as or stronger than the pipe itself in both tensile and pressures properties.
9.3 The seven basic steps involved in making a butt fusion joint are:
A. Pre-bonding inspection and preparation
B. Securely fasten the components to be joined
C. Face the component ends
D. Align the components profile
E. Melt the component interfaces
F. Join the two profiles together
G. Hold under pressure
9.4 Pre-bonding Considerations:
A. Prior to performing any fusion bonding, the equipment shall be inspected by the Bonder for
operability and proper maintenance in accordance with the checklist in Attachment 4 of this
project specification.
1. All equipment, gauges, and other devices shall be calibrated prior to production welding,
and re-calibrated in 3-month intervals thereafter. Written verification shall be required.
2. The equipment manufacturer’s recommendations for maintenance shall be followed.
Defective, improper, or un-authorized tools and equipment are not acceptable.
B. Prior to commencing full production fusion welds, a trial fusion must pass both visual and UT-
TOFD examination as required in this specification.
C. During the fusion process, the Bonder shall visually inspect the fusion bonding process and
record all data in accordance with the checklist in Attachment 5. The Contractor’s and Buyer’s
inspector shall approve all records of fusion bonding.
D. The use of electronic data loggers shall be used to complement, but not replace, the information
recorded in Attachment 5.
E. Cold Weather Considerations:
1. Record the ambient temperature and prevailing wind speed. If the ambient temperature, or
wind chill equivalent, is below 4.4°C (40°F) the fusion area must be hoarded and heated
prior to any work. Irregardless of the ambient temperature, if there are excessive wind
gusts, rain, or snow the fusion area must also be hoarded prior to any fusion bonding.
2. The component surfaces to be joined should be protected from ice, frost, snow, dirt, and
other contaminates prior to, during, and after fusion operations. Contamination of any kind
can cause fusion defects or “cold welds”. Ice or frost may cause slippage of the alignment
jigs during fusion and must be eliminated.
3. The cold weather considerations of ASTM D2657 Annex A1 and Manufacturer
recommendations shall be incorporated.
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 34 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
4. Ice, snow, and rain make conditions troublesome for handling equipment and personnel.
Unsure footing and traction require greater care and caution to prevent damage or injury.
Avoid dropping or impacting HDPE components with equipment.
F. Hot Weather Considerations:
1. Extreme summer heat can affect the ovality and shape of pipe; it is recommended that
products be periodically rotated to eliminate such deflection.
2. Extreme heat may also increase the required cooling time for the bond to reach full
strength.
9.5 Properly arrange the fusion machine on level ground with an adequate number of pipe roller supports
and clamps to allow easy component loading and positioning into the fusion machine.
9.6 All surfaces, heater plate, and components ends must be cleaned and dried.
A. General dust and light soil may be removed by wiping the surfaces clean with a dry, clean, lint-
free cloth. Heavier soils may be washed or scrubbed off with soap and water solutions, followed
by thorough rinsing with clean water and drying with clean, lint-free cloths.
B. The heater faces that come into contact with the component ends shall be clean, oil-free, and
coated with a nonstick coating (per Manufacturer recommendations) to prevent molten material
from sticking to the heater surfaces.
1. Any remaining plastic material from prior fusion welds can interfere with fusion quality and
must be removed per Manufacturer’s instructions. Do not use metal tools that can scratch
the coating.
2. Before using any chemical cleaning solvents, the manufacturer’s instructions and material
safety data sheets (MSDS) shall be consulted for safe handling. Some solvents may leave
residue on the pipe ends or may be incompatible with the material. PPI Technical Report
TR-19 “Thermoplastic Piping for the Transport of Chemicals”, and/or the Manufacturer
specifications shall be referenced for information on chemical compatibility. Any candidate
cleaning solvent shall be submitted for approval prior to any fusion qualification testing or
production fusion welds with the candidate cleaning solvent.
3. If the non-stick coating becomes excessively worn or scratched, the heater plate shall be
recoated.
9.7 Set the heater plate temperature; normally the PPI TR-33 generic range of 204 °C – 232 °C (400°F –
450°F) is required. Plug in the heater plate and insert into the protective, insulated box.
9.8 Securely fasten the components to be joined:
A. Secure each component in the machine by clamping; however there must be sufficient extension
into the mid zone of the machine for facing, adjustment, and final facing after alignment
adjustments.
B. Move the component ends together to check for gross misalignment between the two
component ends and make any adjustments using the machine allowances, if necessary.
Alignment may be improved by rotating one of the pieces 90 degree to 180 degree
9.9 Complete initial facing of the component ends:
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 35 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
A. With the facing plate rotating, apply light pressure until a continuous ribbon of polyethylene
appears from each facer blade location.
1. Observing the facing plate as it progresses with the facing operation will dictate
adjustments to the appropriate level of pressure.
2. Never start or stop the facing procedure with the component ends in contact with the facer
plate. Always move the component towards or away from the facer plate while it is
rotating.
3. Initially face the component ends so that the alignment of the component can be checked
prior to facing to the “stops” (the “stops” will prevent further facing unless the component is
reset in the machine). In doing so, extra material is available in the event adjustments are
needed and additional facing is required to re-square the component ends.
4. Align the components’ profile as stipulated in paragraph 3.10 of this BPS, prior to final
facing.
9.10 Align the components’ profile:
A. The component ends must be rounded and aligned with each other to minimize mismatch (high-
low) of the pipe walls.
B. The use of pipe support stands (and other necessary equipment) will allow the component to be
brought into the fusion machine on a level plane, which will greatly help in alignment and reduce
drag on the moveable jaws.
C. Although perfect alignment is preferred and is typically possible under normal circumstances, the
maximum misalignment shall not exceed 10% of the nominal wall thickness or 1.5mm (1/16”),
whichever is less.
• Do not use your finger to check high-low misalignment. Always keep your hands free of the
jaw region.
D. Move the component ends together to re-check that alignment is within the 1.5mm (1/16”)
tolerance; no gaps, spaces, or voids are allowed. Adjust alignment accordingly within the
machine allowances. Minor misalignment may be corrected by tightening the inside clamps at
the high-side until the outside diameters of the pipe ends match. Never loosen the jaw clamps or
the pipe may slip during fusion.
9.11 Final facing of components’:
A. After alignment has been verified or corrected to the acceptable tolerances, proceed to face until
the stops are engaged preventing further facing.
1. A minimum of one (1) complete revolution on each component end must be completed in
order to expose clean material suitable for butt fusion.
2. Always face to the stops to ensure a square face-off perpendicular to the component.
B. All adjustments for component alignment, or delays of more than 15 minutes following facing,
should be followed by additional facing to maintain proper alignment of the component ends or to
remove potential contamination.
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 36 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
C. Do not touch the pipe surfaces at any time after this step. Oil from hands or gloves will
contaminate the pipe ends and could cause a poor bond. Only use a clean, dry, untreated, lint-
free cloth to remove pipe chips or foreign matter.
D. No sudden movements, impacts, or jerking motions of the components or equipment is
permitted.
9.12 Measure hydraulic drag factor (pressure) of system:
A. Measure the drag factor to ensure the proper compensation has been applied to the fusion force.
In most cases, the drag factor will be the inherent drag in the hydraulic components of the
machine. However, to assure this has not changed due to the system set-up (i.e. ground slope
or length of pipe being moved); it should be checked, for each weld, using the fusion equipment
manufacturer’s approved procedures.
1. Slowly adjust upward the machine hydraulic control to initiate carriage movement. The
system’s drag factor is the gauge pressure at which the carriage starts to move slowly (i.e.
crawl).
2. During drag pressure measurements, ensure that no pipe slippage in the jaws occurs.
3. Typically a minimum of 207 kPa (30 psi) is required to initiate carriage movement.
B. Ensure that this information is recorded on the fusion bonding report (Attachment 5).
9.13 Heat the component interfaces:
A. Identify the component size and thickness (SDR); select the correct heating protocol (i.e. heating
temperature and anticipated soak time).
B. A calibrated pyrometer shall be used to verify that the heater plate surface is between
204-232°C (400-450ºF) prior to the first joint of each shift, and then periodically re-verified at
least 4 times throughout the shift.
1. Using the calibrated pyrometer, check the actual plate surface temperature at 45 degree
intervals on both surfaces of the heater plate. The allowable temperature variance is
±10°C. Templestiks shall not be used on the plate surfaces.
2. Once calibrated, record the reading on the heating tools’ dial thermometer that indicates
internal temperature. This dial does not accurately indicate surface temperature because
there is some heat loss from internal to external surfaces depending on factors such as
ambient temperature, wind conditions, loose heater plates, and foreign material between
the heater plates. Therefore, use this reading only as a general indicator (i.e. “go” or “no-
go” gauge).
C. Place the heater plate between the component ends and move the ends against the heater plate
with sufficient (moderate) force to ensure complete circumferential contact against the plate.
Ensure that the plate does not come into contact with the pipe until the heater plate is securely
in-place.
D. After a uniform melt swell bead forms on the plate surface around the circumference of both
components, REMOVE THE PRESSURE, and set the equipment to the minimum pressure
setting to maintain contact.
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 37 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
1. Begin recording the “soak time” from this point forward. Any excess applied pressure will
cause the melt on the pipe to roll out and could give a “cold joint”.
2. If the melt bead does not expand out flush to the heater plate, but curls away significantly
from the heat plate (i.e. concave appearance), this is due to unacceptable pressure during
heating.
E. Continue to hold the components in place at minimum pressure for the BPS recommended “soak
time”. Periodically inspect to ensure a uniform melt swell bead is maintained around the entire
component circumference.
F. Following the “soak time” the approximate melt swell bead width should be as follows:
Pipe Size Approximate Melt Swell Bead
(NPS) Width
1-1/4 to 3 1/8” (3 mm)
4 to 8 1/8”-3/16” (3 – 5 mm)
10 to 12 3/16” to ¼” (5 – 6 mm)
13 to 24 ¼” to 7/16” (6 – 11 m)
26 to 36 Approximately 7/16” (11 mm)
40 to 63 Approximately 9/16” (14 mm)
1. The approximate bead size data and soak time shall be based on Manufacturer’s
recommendations.
2. Depending upon prevailing weather and jobsite conditions, the time required to reach the
melt bead size may vary.
a. One area of the plate may be hotter than others, this can occur on cool sunny days
whereby the sun locally heats the top of the cold pipe. It may be necessary to
insulate the top of the pipe. Wind, rain, or snow may also cause uneven pipe and/or
heater plate temperatures; use appropriate hoarding and heating to compensate.
b. During cold weather fusion, do not increase the heater plate temperature outside of
the recommended range to reduce the required soak time. Allow the melt swell bead
width to develop by using a longer soak time within the allowable temperature range.
G. Once the appropriate melt swell bead width is established, commence component pull-back from
the heater plate. When the component ends have been separated from the heater plate, quickly
remove the heater plate from the fusion zone and place in the heater insulator.
H. QUICKLY inspect the component ends for hydrocarbon permeation/contamination, which is
indicated by a rough, sandpaper-like, bubbly, or pockmarked surface after contact with the
heater plate. Discoloration or hydrocarbon fuel odor may also occur.
1. If a non-uniform bead pattern is obtained or hydrocarbon permeation is observed, allow the
pipe to cool, cut off the pipe ends, and repeat the facing, alignment, and heating
procedures.
I. Ensure that all heating information is recorded on the fusion bonding report (Attachment 05).
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 38 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
9.14 Join the two profiles together:
A. The required gauge pressure during joining will vary depending on the fusion equipment
manufacturer, machine type, pipe size, SDR, and the required IFP. The calculation requirements
are given in Section 7 of this BPS.
1. An interfacial pressure (IFP) of 414-621 kPa (60-90 psi) shall be used as required per PPI
TR-33.
2. The drag force (or pressure) must be taken into account when determining the TOTAL
GAUGE PRESSURE.
B. After the heater plate has cleared the fusion zone, immediately initiate movement to bring the
melted ends together. The transfer time after starting heater plate removal and re-contacting the
component ends together should not exceed the following:
Pipe Size Maximum Transfer Time
(NPS) (Seconds)
3 and smaller 4
4 to 12 6
13 to 24 9
26 to 36 12
40 to 63 15
C. Bring the melted ends together with enough force such that both beads “roll-over” towards each
component surface. The bead roll-over shall be uniform around the entire circumference of the
joint; then STOP moving the component ends together and hold at the required total gauge
pressure.
1. Do not use excessive force such that all molten material is extruded out of the joint and a
cold weld forms.
2. The Bonder shall ensure the pipe does not slip in the jaws during joining.
3. No water or any other contaminates shall be allowed to enter the fusion zone 150 mm to
200 mm (6” - 8”) on either side of the fusion joint.
D. Ensure that all joining information is recorded on the fusion bonding report (Attachment 5).
9.15 Hold and cool under pressure:
A. Maintain total gauge pressure until the component is at-least cool to the touch or the
Manufacturer’s recommended Cooling Period, whichever is longer. The time will vary with
component size, heater plate temperature setting, and environmental conditions: cooling time
may be longer in extreme heat.
B. Allow the joint to cool an additional thirty (30) minutes, minimum, outside of the fusion machine
before subjecting the fusion joint to any high stress, pulling, bending, installation, or rough
handling.
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 39 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
Recommended Cooling Period
Cooling Time
Wall Thickness
(minutes)
Up to 0.2” (5 mm) 5
0.2” to 0.4” ( 5 – 10 mm) 5 – 10
0.4” to 0.6” (10 – 15 mm) 10 – 15
0.6” to 0.8” (15 – 20 mm) 15 – 20
0.8” to 1.2” (20 – 30 mm) 20 – 30
1.2” to 1.4” (30 – 35 mm) 30 – 40
1.4” to 1.8” (35 – 46 mm) 40 – 55
1.8” to 2.2” (46 – 56 mm) 55 – 70
2.2” to 2.6” (56 – 66 mm) 70 – 85
2.6” to 3.0” (66 – 76 mm) 85 - 100
10. DESTRUCTIVE AND NON-DESTRUCTIVE TESTING
10.1 During evaluation for bonding performance qualification, the requirements of B31.3 paragraph A328,
ASTM D2657, and this project specification shall be met.
A. All BPQRs shall include a Quick Burst Test in accordance with ASTM D1599.
B. Bent Strap Tests, in accordance with ASTM D2657 and Appendix 03, shall also be required.
10.2 During both qualification and production welds, each fusion joint shall be visually inspected per
Section 6 of this specification.
10.3 Production welds shall also be subject to random UT-TOFD examination in accordance with project
specification C-CS-50-005, as stipulated by the Buyer
10.4 When specified, prior to initial operation the piping system shall be hydrostatic leak tested in
accordance with paragraph A345 of ASME B31.3 and ASTM F2164 - Field Leak Testing of
Polyethylene (PE) Pressure Piping Systems Using Hydrostatic Pressure.
10.5 Pneumatic testing of thermoplastic piping is forbidden.
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 40 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
11. UNACCEPTABLE BUTTWELD FUSION JOINTS
11.1 Butt fusion joints that do not meet the acceptance criteria as noted in Section 6 of this procedure,
Manufacturer recommendations, or any Code or specifications listed in Specification C-CS-50-005
paragraph 1.1 & 1.2 shall be completely removed. All fusion joints are subject to visual inspection.
11.2 Any fusion joints that do not meet the acceptance criteria for UT-TOFD examination, as noted in
Specification C-CS-50-013, shall be completely removed.
11.3 The replacement joints shall be re-established in accordance with the seven basic steps noted in this
BPS.
12. HEAT FUSION BUTT JOINT VISUAL INSPECTION GUIDELINES
12.1 The visual inspection guidelines given below are not intended to replace Code or specification
requirements, i.e. Table A341.3.2 of ASME B31.3 or Annex IX of AWS G1.10M. They are intended to
provide guidance for conducting visual inspection on heat fusion butt joints.
12.2 Manufacturer Recommendations for visual inspection shall also be used to verify butt fusion joints.
12.3 The gap (A) between the two single beads, or weld undercut, must not be below the fusion surface
throughout the entire circumference of the butt joint.
12.4 The displacement (V) between the fused ends must not exceed 10% of the pipe/fitting minimum wall
thickness or 1/16” (1.5 mm); whichever is less.
12.5 The outer bead must be “rolled back” fully against the wall of the pipe/fitting.
Proper Roll-Back
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 41 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
Improper Roll-Back
12.6 Refer to the table below for general guidelines for bead width (B) for each respective wall thickness.
Approximate Approximate
Min Wall Min. wall
Bead Width B Bead Width B
Thickness Thickness
Min. Max. Min. Max
.118” (3 mm) 5/32” (4 mm) ¼” (6 mm) 1.06” (27 mm) 19/32” (15 mm) 25/32” (19.8 mm)
.157” (4 mm) 5/32” (4 mm) 9/32” (7 mm) 1.18” (30 mm) ⅝” (16 mm) 13/16” (20.6 mm)
.197” (5 mm) 3/16” (4.8 mm) 5/16” (8 mm) 1.34” (34 mm) 21/32” (16.7 mm) ⅞” (22.2 mm)
.246” (6 mm) ¼” (6 mm) 11/32” (8.7 mm) 1.57” (40 mm) 11/16” (17.4 mm) 29/32” (23 mm)
.315” (8 mm) 9/32” (7 mm) ⅜” (9.5 mm) 1.77” (45 mm) 25/32” (19.8 mm) 1” (25.4 mm)
.354” (9 mm) 5/16” (8 mm) 7/16” (11 mm) 1.97” (50 mm) ⅞” (22.2 mm) 1-1/16” (27 mm)
.433” (11 mm) 11/32” (8.7 mm) ½” (12.7 mm) 2.16” (55 mm) 15/16” (23.8 mm) 1-3/16” (30.2 mm)
.512” (13 mm) ⅜” (9.5 mm) 9/16” (14.3 mm) 2.36” (50 mm) 1” (25.4 mm) 1 ¼” (31.7 mm)
.63” (16 mm) 7/16” (11 mm) 19/32” (15 mm) 2.56” (65 mm) 1 ⅛” (28.6 mm) 1-7/16” (36.5 mm)
.71” (18 mm) ½” (12.7 mm) ⅝” (16 mm) 2.76” (70 mm) 1-3/16” (30.1 mm) 1 ½” (38.1 mm)
.75” (19 mm) ½” (12.7 mm) 11/16” (17.4 mm) 2.95” (75 mm) 1 ¼” (31.7 mm) 1-9/16” (40 mm)
.87” (22 mm) ½” (12.7 mm) 11/16” (17.4 mm) 3.15” (80 mm) 1-5/16” (33.3 mm) 1-11/16” (42.8 mm)
.94” (24 mm) 9/16” (14.3 mm) ¾” (19 mm) 3.35” (85 mm) 1 ⅜” (34.9 mm) 1 ¾” (44.4 mm)
3.54” (90 mm) 1 ½” (38.1 mm) 1-13/16” (46 mm)
12.7 The size differential (Smax – Smin) between two single beads shall not exceed X% of the double bead
width (B).
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 42 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
S x 100
Where X =
B
S = Smax – Smin
For pipe to pipe max X = 10%
For pipe to fitting max X = 20%
For fitting to fitting max X = 20%
12.8 Common Reasons for Fusion Joint Rejections
A. Inadequate facing of the component – After facing the component ends, they need to be brought
together to make sure that they line up without gaps and with proper axial alignment.
B. Improper heating times – During the heat soak cycle check to ensure the component gets proper
heating time required by the BPS. Look at the bead size during heating and after fusion to make
sure that ample time has been given for heat soak.
C. Pressure applied during heating – When heating the component, it is important to note that there
should only be uniform contact made with the heating surface and component end. There
should not be any pressure applied to the heating surface while heating the component ends.
D. Heating tool surface contaminated – Use approved cleaning methods prior to bonding and use
necessary precautions to avoid environmental contamination of the heater plate surface.
E. Improper cooling times – The component can never have too much time to cool. No matter the
circumstances, if the fusion joint is too hot to touch then additional cooling is necessary.
12.9 Butt Fusion Joint Troubleshooting Guide:
Defect Present Attributing Factors
Misalignment, component slipped in clamp, worn equipment,
One bead large than the other incomplete facing, one side of the heater plate is hotter than the
other, non-uniform pressure applied to pipe ends
Bead not rolled over to pipe Shallow v-groove - insufficient heating & insufficient joining force
surface Deep v-groove – insufficient heating & excessive joining force
Square-type outer bead edge Pressure during heating
Excessive double bead width Overheating, excessive joining force
Flat top on bead Excessive joining force, over-heating
Beads too small Insufficient heating or joining force
Beads too large Excessive heating time
Rough, sand-paper like, bubbly,
Hydrocarbon contamination
or pockmarked melt bead surface
Excessive joining force, insufficient heating, pressure during
Double v-groove too deep
heating
Non-uniform bead size around Misalignment, defective heating tool, worn equipment,
pipe incomplete facing
Third bead Excessive joining force
Flat top on bead Excessive joining force, overheating
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 43 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
13. REQUIRED CALCULATIONS FOR DETERMINING GAUGE FUSION PRESSURE
13.1 Interfacial pressure (IFP) is the pressure put on the end area of the component to be fusion bonded.
The PPI TR-33 recommended range is between 414-621kPa (60-90psi), but this number must be
confirmed by the pipe Manufacturer This is not the gauge pressure setting that is to be set on the
fusion machine.
13.2 The actual pressure setting on the fusion machine is the Hydraulic Gauge Pressure, or TOTAL
GAUGE PRESSURE. It is a combination of both IFP requirements and a drag factor, as shown below:
(OD − t ) × t × π × IFP
TOTAL GAUGE PRESSURE = + Drag Factor
TEPA
Where
OD = Pipe outside Diameter, inch
t = Wall Thickness, inch
IFP = Recommended Interfacial Pressure, psi
TEPA = Total Effective Piston Area – depends on equipment manufacturer & piston
type, inch2
Drag Factor = Hydraulic fusion pressure required to move the carriage holding the pipe, psi
13.3 An example of calculating the Gauge Pressure is shown below:
Material = PE3408
IFP = 75 psi
Pipe size = NPS 8
OD = 8.625 inch
SDR = 11
Drag Factor = 30 psi
TEPA = 4.710 inch2
NOTE!!! The drag factor must be calculated for each fusion joint in conformance with this BPS.
TEPA is dependent on Fusion Machine manufacturer and model.
Calculations:
OD 8.625
t= = = 0.784"
SDR 11
(8.625 − 0.784) × 0.784 × 3.14 × 75
TOTAL GAUGE PRESSURE = + 30 psi = 338 psi = 2230 KPa
4.710
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 44 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
Therefore, the required TOTAL GAUGE PRESSURE setting on the fusion machine shall be
2230 kPa (338 psi).
13.4 “Standard” force pistons shall be used for fusion welds, unless specifically required by the
Manufacturer and approved by the Buyer.
13.5 The gauge pressure requirements for all pipe sizes & SDR ratings, as a function of machine & piston
type, shall be submitted for approval as part of the BPS. A sample table is shown below:
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 45 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
Pressure (psi)
Machine Type: ______________
System Drag Factor must be added to obtain TOTAL GAUGE PRESSIRE
OD
Piston NPS SDR 32.5 SDR 28 SDR 21 SDR 17 SDR 15.5 SDR 13.5 SDR 11 SDR 9 SDR 7.3 SDR 6.3
[inches
Area
(average)] Hig Hig Lo Hig Lo Hig Lo Hig Lo Hig Lo Hig Lo Hig Lo Hig Lo
High Low Low
h h w h w h w h w h w h w h w h w
8 8.625
10 10.750
8– 12 12.750
24”
14 14.000
STD
16 16.000
18 18.000
XX.X 20 20.000
X in
2 22 22.000
24 24.000
12 12.750
14 14.000
12 – 16 16.000
36” 18 18.000
STD 20 20.000
22 22.000
24 24.000
XX.X 26 26.000
2
X in 28 28.000
30 30.000
36.00
36
0
Notes:
4) Verify if piston is “Standard” or “High Velocity” for the applicable model of equipment being used.
5) Select the appropriate pressure based on the diameter of component being bonded.
6) The Drag factor must be added to this pressure to obtain the TOTAL GAUGE PRESSURE
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 46 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
14. REQUISITOS DE ESPECIFICACIÓN DEL PROCEDIMIENTO DE PEGADO POR FUSIÓN
14.1 Notas generales.
A. El siguiente ejemplo representa los requisitos mínimos que deben ser cumplidos cuando se
envía una BPS, y por lo tanto los requisitos son obligatorios.
B. Los métodos presentados aquí están basados en la experiencia y en las buenas prácticas de
manufactura. En caso de discrepancias entre estos requisitos y cualquier fuente externa
(incluyendo las recomendaciones del Fabricante), el Comprador deberá resolverá la
diferencia.
C. Esta BPS se usa solamente para juntas a tope por fusión, a pesar de que muchos de los
requerimientos son relevantes para procedimientos de pegado por fusión tipo silleta y socket.
15. INFORMACIÓN GENERAL DE JUNTA DE HDPE
15.1 Definiciones importantes y terminología:
A. Soporte de Alineamiento: Este soporte de Alineamiento se compone de tres partes básicas:
(1) un accesorio inmóvil con abrazadera y un accesorio movible también con una abrazadera
para mantener a cada una de las dos partes a ser fusionadas alineadas; (2) un cepillo
refrendador para preparar simultáneamente los extremos de los componentes a ser unidos; y
(3) adaptadores apropiados para diversos tamaños de tubos. Los accesorios de alineamiento
pueden ser manualmente accionadas o hidráulicamente accionadas.
B. Fusión a tope: Una fusión de materiales de polietileno por un procedimiento calificado que
exige el alineamiento y ajuste de los materiales componentes, calentando los extremos del
componente hasta una condición como la descrita por el procedimiento calificado; ejerciendo
presión sobre los dos topes alineados juntos según lo requiere el procedimiento calificado; y
un tiempo de enfriamiento que esta predeterminado por el procedimiento calificado de tal
modo que dé por resultado una junta de dos componentes que exhibirá una fuerza
hidrostática igual o mayor que el material original.
C. Factor de arrastre o Presión de arrastre: la presión hidráulica requerida para mover el coche
que contiene el componente. Esta debe ser determinada antes de cada fusión como el factor
de arrastre (o Presión de arrastre) puede variar dependiendo de la disposición, del medio
ambiente, y del equipo de soldadura. 207kPa (30psi) se acepta generalmente como el
mínimo.
D. Presión hidráulica o PRESIÓN TOTAL: La conversión de la presión interfacial a Presión Total
se calcula por:
(OD − t ) × t × π × IFP
Total Gauge Pr essure = + Drag Factor
TEPA
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 47 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
Donde:
OD = Diámetro exterior del tubo.
t = Espesor de la pared.
IFP = Presión Interfacial Recomendada.
TEPA = Área Total Efectiva del Pistón– depende del fabricante del equipo y el
tipo de pistón.
Factor de = Presión Hidráulica requerida para mover el coche que contiene el tubo.
arrastre
E. Presión interfacial (IFP): La presión aplicada al tope del área del componente. Ésta no es la
presión ajustada que debe ser fijada en la máquina de fusión, solamente la presión interfacial
real en el componente. El rango recomendado de PPI TR-33 está entre 414-621kPa (60-
90psi), pero este número se debe confirmar por el fabricante del tubo.
F. NPS: “Tamaño del tubo Nominal”, que está basada en el estándar que clasifica los tubos de
acero ASME B36.10M.
G. Punto de Fusión: El tope del tubo o acople que está disponible para ser cortado, calentado y
presionado durante el proceso de fusión por calor.
H. “Deberá/Deberán”: Esta palabra en el presente documento, se usa para indicar requisitos
obligatorios.
15.2 Notas importantes acerca de la Fusión.
Las juntas por fusión más confiables pueden lograrse bajo condiciones de tolerancia razonable. La
siguiente es una lista de notas generales que ayudaran a asegurar el uso apropiado de los equipos
y técnicas de fusión:
A. Temperaturas Correctas de la Plancha de Calentamiento – Los termómetros de la plancha de
calentamiento deberán será probados en su precisión con un pirómetro de superficie.
B. Presiones adecuadas de fusión – La presión interfacial (IFP) deberá ser especificada por el
Fabricante del tubo. Tal como se muestra en el párrafo 8.1.D, la IFP y la presión manométrica
total no son idénticas.
C. Condiciones de temperatura ambiental severas – El calor extremo, el frío y el viento alteran el
tiempo de calentamiento y enfriamiento. Se debe tener cuidado para asegurar que los tiempos
de fusión y procedimientos que compensen esas temperaturas para producir juntas por fusión
sean correctos. Si existiera alguna duda, la junta o juntas deberían ser sometidas a un
examen ultrasónico no destructivo. También deberá tenerse cuidado para asegurar que el
proceso de fusión sea protegido contra la lluvia, la nieve o cualquier otra condición de
excesiva humedad.
D. Técnica de fusión de doble chequeo – Las presiones de contacto y los ciclos de calentamiento
/ enfriamiento puede variar notablemente de acuerdo con el tamaño del componente y el
espesor de la pared. Los operadores no deben confiarse solamente en el equipo de fusión
para la calificación de la junta. Cada junta deberá ser visualmente inspeccionada de acuerdo
con esta especificación y las normas del Fabricante.
E. Uso de tiempos de enfriamiento adecuados – Un parámetro importante en el proceso de
fusión, es el adecuado tiempo de enfriamiento. Todas las juntas deberán permanecer
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 48 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
inmóviles al menos hasta que la junta pueda ser tocada con la mano desnuda o como está
especificado en el BPS, tomando en cuenta el tiempo de enfriamiento mas largo. Se requiere
un tiempo adicional de 30 minutos de enfriamiento, fuera del equipo de fusión, antes de
trabajo / manipulación severa o ensayo de presión del componente.
F. Suciedad, aceite y escombros – Cualquiera de estos elementos sobre la plancha de
calentamiento, los extremos del componente, el cepillo refrendador o cualquier superficie que
entre en contacto con la superficie de fusión pueden causar la fusión incorrecta. Incluso los
contaminantes invisibles contenidos en el aire, pueden contaminar una plancha de
calentamiento. Asegúrese de que todo el equipo y las superficies de los extremos del
componente estén limpios.
G. Limpieza de los extremos de los componentes – Evite limpiar las áreas después de la
operación de hacerlos coincidir. Si debe retirar las virutas u otro desecho, use solamente un
trapo limpio, seco y sin pelusa.
H. Mantenimiento del equipo – Las superficies del calentador están generalmente cubiertas por
un material no adherente. Las técnicas de limpieza deberán ser usadas de acuerdo a esto.
Limpie las superficies del calentador después de cada fusión. Cuando la plancha del
calentador no está en uso, asegúrese de utilizar un porta aislador del calentador; esto
asegura que las superficies de contacto del calentador continúen limpias y con una
temperatura uniforme, y también previene el contacto inadvertido que puede dar lugar a
lesiones por quemadura.
I. Ciclo de calentamiento – Es importante no poner presión en la plancha del calentador durante
el ciclo de calentamiento, el ciclo comienza después de que el componente ha hecho contacto
interfacial en un 100% con las superficies del calentador y se observa derretimiento alrededor
de la circunferencia. Si se aplica presión durante este ciclo el derretimiento se desbordará y
dará como resultado una fusión por “junta fría”. Durante este ciclo, el Bonder buscará un
patrón de derretimiento de distribución homogéneo mientras que se caliente los extremos del
componente.
ADVERTENCIA: El equipo de fusión por calor no es a prueba de explosión y no debería ser usado
en una atmósfera potencialmente volátil.
16. PROCEDIMIENTO DE PEGADO
16.1 Este procedimiento es para la operación de equipos de fusión cuando se lleva a cabo la fusión a
tope en tubos y acoplamientos de Polietileno de Alta Densidad (HDPE).
16.2 El principio de fusión por calor se basa en calentar dos superficies a una temperatura designada, y
luego fundirlos juntos mediante la aplicación de una fuerza suficiente. Esta fuerza causa que los
materiales amorfos fluyan y se mezclen, resultando así la fusión. Cuando se funde de acuerdo a
este procedimiento, el área de junta se hace tan fuerte como el tubo mismo en ambas propiedades
de extensibilidad y de presión.
16.3 Los siete pasos básicos involucrados en la junta por fusión de topes son:
A. Preparación e inspección de la pre-junta.
B. Sujete, con seguridad, los componentes a ser unidos.
C. Haga coincidir los extremos de los componentes.
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 49 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
D. Alinee el perfil de los componentes.
E. Derrita los interfaces componentes.
F. Ensamble los dos perfiles juntos.
G. Sostenga bajo presión.
16.4 Consideraciones previas a la junta por fusión:
A. Antes de llevar a cabo cualquier junta por fusión, el equipo deberá ser inspeccionado por el
Bonder para la operatividad y mantenimiento adecuado de acuerdo con las listas de
comprobación en el Anexo 4 de esta especificación del proyecto.
1. Todo equipo, manómetros y otro dispositivo deberán ser calibrados antes de la
soldadura de producción y serán posteriormente re-calibrados en intervalos de meses.
Será requerida una verificación por escrito.
2. Deberán aplicarse las recomendaciones del fabricante para el mantenimiento del
equipo. Las herramientas y equipos defectuosos, no adecuados o no autorizados no
son aceptables.
B. Antes de comenzar de lleno el proceso de soldadura por fusión de producción, se debe pasar
un ensayo de fusión visual y de UT-TOFD, como se requiere en esta especificación.
C. Durante el proceso de fusión, el Bonder deberá examinar visualmente el proceso de pegado
por fusión y registrará todos los datos de acuerdo con la lista de comprobación en el Anexo 5.
El inspector del Contratista y del Comprador deberá aprobar todos los registros de pega por
fusión.
D. El uso de registros electrónicos de datos se deberá usar para complementar, pero no
reemplazar, la información dada en el Anexo 5.
E. Consideraciones para Clima frío.
1. Registre la temperatura ambiente y la velocidad del viento. Si la temperatura ambiente, o
el viento frío equivalente, está debajo de 4.4°C (40°F) el área de fusión se debe cubrir y
calentar antes de cualquier trabajo. Sin tomar en cuenta la temperatura ambiente, si hay
ráfagas excesivas de viento, si llueve, o si nieva en el área de fusión se debe también
cubrir antes de cualquier pegado por fusión.
2. Las superficies del componente a ser unidas deben estar protegidas del hielo, la
escarcha, la suciedad y otros contaminantes antes, durante y después de las
operaciones de fusión. La contaminación de cualquier tipo puede causar defectos o
“soldaduras frías”. El hielo o la escarcha puede causar un deslizamiento en el
alineamiento de los acoples durante la fusión y deben ser eliminados.
3. Las consideraciones sobre el clima frío, mencionadas en la ASTM D2657 Anexo A1 y
las recomendaciones del fabricante, deberán ser incorporadas.
4. El hielo, nieve y la lluvia crean condiciones desfavorables para el equipo de
manipulación y para el personal. Condiciones inseguras al caminar y una tracción
deficiente requieren especial cuidado para prevenir daños o lesiones. Evite dejar caer o
impactar los componentes de HDPE con los equipos.
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 50 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
F. Consideraciones para Clima caliente:
1. El calor extremo del verano puede afectar la forma oval y la forma del tubo; se
recomienda que los productos sean rotados periódicamente para eliminar tal deflexión.
2. El calor extremo puede también incrementar el tiempo de enfriamiento requerido para
que el pegado alcance toda su fortaleza.
16.5 Arregle apropiadamente la máquina de fusión sobre terreno nivelado con un adecuado número de
soportes y abrazadera de tubos para permitir la carga fácil de los componentes y colocarlos en la
máquina de fusión.
16.6 Todas las superficies, la plancha calentadora y los extremos de los componentes deben ser
limpiados y secados.
A. Todo el polvo y tierra deben eliminarse limpiando las superficies con un trapo limpio, seco y
libre de pelusa. La tierra más pegada deberá ser lavada o refregada con jabón o soluciones
acuosas, seguido de un minucioso enjuague con agua limpia y secado con un trapo libre de
pelusa.
B. Los lados del calefactor que están en contacto con los extremos del componente deberán
estar limpios, libres de aceite y recubiertos con una capa no adherente (por recomendaciones
del Fabricante) para prevenir que el material fundido se pegue a las superficies del calefactor.
1. Cualquier material plástico remanente proveniente de un proceso anterior de soldadura
por fusión interferirá con la calidad y debe ser retirado de acuerdo a las instrucciones del
Fabricante. No use herramientas de metal que puedan rayar el recubrimiento.
2. Antes de usar algún solvente químico de limpieza, las instrucciones del fabricante y las
hojas de datos (MSDS) de seguridad del material deberán ser consultadas para una
manipulación segura. Algunos solventes pueden dejar residuos en los extremos de los
tubos o pueden ser incompatibles con el material. El reporte técnico PPI TR-19
“Tuberías termoplásticas para el transporte de químicos” y/o las especificaciones del
fabricante deberán ser consultadas para información sobre la compatibilidad química.
Cualquier solvente de limpieza que se quisiera usar, deberá ser enviado para su
aprobación antes de cualquier ensayo de calificación de la fusión o soldadura de
producción por fusión con el solvente.
3. Si el recubrimiento no adherente se deteriora excesivamente, la plancha calefactora
deberá ser recubierta.
16.7 Fije la temperatura de la plancha calefactora; normalmente se requiere que este en el rango
genérico de PPI TR-33 204ºC - 232 ºC (400ºF – 450ºF). Enchufe la plancha calefactora e insértela
dentro de la caja protectora aislada.
16.8 Sujete de forma segura los componentes a ser unidos:
A. Asegure cada componente en la máquina mediante una mordaza; sin embargo debe haber
suficiente holgura en la zona media de la máquina, para realizar la operación de coincidencia,
para el ajuste y enfrentado final después de hacer los ajustes de alineamiento.
B. Mueva conjuntamente los extremos de los componentes hasta poder verificar si hay un gran
desalineamiento entre los dos extremos de los componentes y haga cualquier ajuste
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 51 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
necesario usando las tolerancias de la máquina, en caso de ser necesario. La alineación se
puede mejorar mediante la rotación de las piezas en 90 o 180 grados.
16.9 Complete la operación inicial de hacer coincidir los extremos de los componentes:
Teniendo la placa de enfrentado girando, aplique una presión ligera hasta que una cinta continua
de polietileno aparezca en cada una de las cuchillas enfrentadoras.
1. Observando la plancha enfrentadora a medida que se avanza con la operación de
enfrentado se verá que ajustes son necesarios para dar el nivel apropiado de presión.
2. Nunca comience o pare el procedimiento de enfrentado cuando los extremos de los
componentes estén en contacto con la plancha refrendadora. Siempre mueva el
componente lejos de la plancha refrendadora mientras esta esté rotando.
3. Inicialmente enfrente los extremos del componente de tal manera que el alineamiento
del componente pueda ser verificado antes de enfrentar los "topes" (los "topes”
prevendrán que se siga con el enfrentado a menos que el componente se reajuste en la
máquina). De esta manera, el material extra está disponible si se necesitan ajustes y
una operación adicional para hacerlos coincidir es necesaria para el caso de que se
requiera enfrentado y ajustes adicionales para re-escuadrar los extremos de los
componentes.
4. El alineado del perfil de los componentes se hará tal como se estipula en el párrafo 9.10
de esta BPS, antes de la operación final de coincidencia.
16.10Alineado del perfil de los componentes:
A. Los extremos del componente deben ser redondeados y alineados entre sí para reducir al
mínimo las uniones mal hechas (altas – bajas) en las paredes del tubo.
B. El uso de soportes de tubo (y otro equipo necesario) permitirá que el componente sea llevado
a la máquina de fusión en un plano horizontal, que favorecerá en gran medida el alineado y
reducirá la fricción en las quijadas movibles.
C. A pesar de que lo óptimo sería obtener un alineamiento perfecto y usualmente es posible bajo
circunstancias normales, el desalineamiento máximo no deberá exceder 10% del espesor
nominal de la pared o 1.5 mm. (1/19”), tomando el más bajo de cualquiera de ellos.
No use el dedo para verificar el desalineamiento alto – bajo. Siempre mantenga sus manos
fuera de las zonas donde hayan mordazas.
D. Enfrente los extremos del componente para verificar que el alineamiento esté dentro de la
tolerancia de 1.5 mm. (1/16”): no se permiten espacios, separaciones o vacíos. Ajuste el
alineamiento de acuerdo con las tolerancias de la máquina. Un desalineamiento de menor
importancia puede ser corregido ajustando las abrazaderas interiores en la parte superior
hasta que los diámetros exteriores de los extremos de los tubos coincidan. Nunca afloje las
mordazas o el tubo podría deslizarse durante la fusión.
16.11Enfrentado Final de los Componentes:
A. Después de que el alineamiento haya sido verificado o corregido hasta las tolerancias
aceptables, proceda a enfrentar hasta que los topes estén trabados previniendo así mas
enfrentamiento.
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 52 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
1. Se debe completar un mínimo de una (1) revolución completa en cada tope del
componente para poder exponer el material limpio adecuado para la fusión a tope.
2. Siempre toque los stops para asegurar un enfrentado a escuadra perpendicular al
componente.
B. Todos los ajustes para el alineamiento del componente o demoras de mas de 15 minutos
después de afrontar, deberíán ser seguidas por un proceso adicional de enfrentado para
mantener el alineamiento adecuado de los extremos de los componentes o para prevenir una
contaminación potencial.
C. No toque las superficies del tubo en ningún momento después de este paso. El aceite o grasa
de las manos o guantes contaminará los extremos de los tubos y podría causar una junta
defectuosa. Solamente use un trapo limpio, seco, no tratado y libre de pelusa para retirar
astillas del tubo o cualquier sustancia extraña.
D. No se permiten movimientos repentinos, impactos o tirones de los componentes o el equipo.
16.12Medición del Factor de Arrastre hidráulico (presión) del Sistema:
A. Mida el factor de arrastre para asegurar que la compensación adecuada haya sido aplicada a
la fuerza de fusión. En la mayoría de casos, el factor de arrastre será el arrastre inherente en
los componentes hidráulicos de la máquina. Sin embargo, para asegurar que esto no haya
cambiado debido a la disposición del sistema (es decir la pendiente del piso o longitud del
tubo haya cambiado); deberá ser comprobado, para cada soldadura, usando los
procedimientos aprobados por el fabricante para el uso del equipo de fusión.
1. Ajuste lentamente hacia arriba el control de la máquina hidráulica para iniciar el
movimiento de traslado. El factor de arrastre del sistema es la presión manométrica a
la cual el transportador empiece a moverse lentamente (por ejemplo, a un ritmo muy
lento).
2. Durante las mediciones de la presión de arrastre, asegúrese de que no ocurra ningún
deslizamiento del tubo en las mordazas.
3. Usualmente se necesita un mínimo de 207 kPa (30 psi) para iniciar el movimiento del
transportador.
B. Asegúrese de que la información sea registrada en el reporte de pegado por fusión (Anexo 5).
16.13Calentamiento de las interfaces del componente:
A. Identifique el tamaño del componente y el espesor (SDR); seleccione el protocolo adecuado
de calentamiento (es decir, temperatura de calentamiento y el tiempo anticipado de
calentamiento).
B. Un pirómetro calibrado deberá ser usado para verificar que la superficie de la plancha
calefactora se encuentre entre 204–232 ºC (400-450 ºF) antes del la primera junta del primer
turno, y luego periódicamente vuelva a verificar por lo menos 4 veces a lo largo del turno.
1. Usando el pirómetro calibrado, revise la temperatura real de la superficie de la plancha a
intervalos de 45 grados en ambas superficies de la plancha calefactora. La varianza
permisible de la temperatura es ± 10 ºC. No deberán ser usados Stickers sobre la
superficie de las planchas.
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 53 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
2. Una vez calibrado, registre la lectura en el termómetro del dial de las herramientas de
calentamiento que indica la temperatura interna. Este dial no indica exactamente la
temperatura superficial porque hay una cierta pérdida de calor interno hacia las
superficies externas dependiendo de factores tales como, la temperatura ambiente, las
condiciones del viento, las planchas sueltas del calefactor, y material extraño entre las
planchas del calefactor. Por lo tanto, utilice esta lectura solamente como indicador
general.( ejemplo, como medidor “va” o “no va” ).
C. Ubique la plancha calefactora entre los extremos de los componentes y desplace los extremos
hacia la plancha con suficiente fuerza (moderada) para asegurar un contacto circunferencial
completo con la plancha. Asegúrese de que la plancha no entre en contacto con el tubo hasta
que la plancha calefactora esté en su lugar de forma segura.
D. Después de que se haya formado un reborde ablandado en la superficie de la plancha
alrededor de la circunferencia de ambos componentes, LIBERE LA PRESIÓN, y fije el equipo
a presión mínima para mantener contacto.
1. Comience el registro del “tiempo de precalentamiento” desde este punto hacia adelante.
Cualquier exceso de presión aplicada causará que la parte derretida en el tubo se
enrrolle, causando una “junta fría”.
2. Si el reborde ablandado no se dilata parejo a la plancha calefactora, sino más bien se
ondula significativamente alejándose de la plancha calefactora (es decir, apariencia
cóncava), esto es debido a una presión inaceptable durante el calentamiento.
E. Continué sosteniendo los componentes en su lugar con una presión mínima para el “tiempo
de precalentamiento” recomendado por la BPS. Inspeccione periódicamente alrededor de la
circunferencia del componente, para asegurar una formación uniforme de la vena por fusión.
F. Siguiendo el “tiempo de precalentamiento” el ancho del labio producido por derretimiento
debería ser como sigue:
Tamaño de
Ancho aproximado del labio
Tubería
producido por derretimiento
(NPS)
1-1/4 to 3 1/8” (3 mm)
4 to 8 1/8”-3/16” (3 – 5 mm)
10 to 12 3/16” to ¼” (5 – 6 mm)
13 to 24 ¼” to 7/16” (6 – 11 m)
26 to 36 Approxiimadamente 7/16” (11 mm)
40 to 63 Approximadamente 9/16” (14 mm)
1. Los datos aproximados del tamaño de labio y tiempo de precalentamiento deberán estar
basados en las recomendaciones del Fabricante.
2. Dependiendo de las condiciones climáticas y las condiciones del lugar de trabajo, el
tiempo requerido para alcanzar el tamaño del labio podría variar.
a. Un área de la plancha podría estar mas caliente que otra, esto puede ocurrir en
días soleados pero frescos, donde el sol de forma localizada, caliente la parte
superior del tubo frío. Podría ser necesario aislar la parte superior del tubo. El
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 54 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
viento, la lluvia o la nieve pueden también causar temperaturas desiguales de
tubos y/o plancha calefactora; use entonces el calentamiento y acumulación de
temperatura para compensar.
b. Durante la fusión en clima frío, no incremente la temperatura de la plancha
calefactora fuera de los rangos recomendados para reducir el tiempo de
precalentamiento. Permita que el ancho del labio producido por el derretimiento se
desarrolle mediante el uso de un tiempo de precalentamiento mas prolongado
dentro de los rangos permisibles de temperatura.
G. Una vez que el ancho del labio producido por el derretimiento está ya establecido, comience a
retirar el componente de la placa de calentamiento. Cuando los extremos de los componentes
hayan sido separados de la plancha calefactora, rápidamente retire la plancha calefactora de
la zona de fusión y colóquela en el aislador de calor.
H. RAPIDAMENTE inspeccione los extremos del componente para verificar contaminación
/impregnación por hidrocarburos, la cual se puede observar como una superficie dura, áspera
o con burbujas después del contacto con la plancha calefactora. También puede presentarse
decoloración u olor a combustible de hidrocarburo.
Si se obtuviera un patrón no uniforme en el labio, producido por derretimiento, se observará
una impregnación de hidrocarburos; permita que el tubo se enfríe, corte los extremos de los
tubos y repita el proceso de hacerlos coincidir, alineamiento y procedimientos de calor.
I. Asegúrese de que toda la información de calentamiento sea registrada en el reporte de
pegado por fusión (Anexo 05).
16.14Una los dos perfiles juntos.
A. La presión requerida durante el pegado variará dependiendo del fabricante del equipo de
fusión, el tipo de máquina, tamaño de la tubería, SDR y el IFP requerido. Los requisitos de
cálculo están dados en la sección 7 de esta BPS.
1. Una presión interfacial (IFP) de 414 - 621 kPa (60 - 90 psi) será usada tal como se
requiere según PPI TR-33.
2. La fuerza (o presión) de arrastre debe ser tomada en cuenta cuando se determine la
PRESIÓN TOTAL DEL MEDIDOR.
B. Después que la plancha calefactora haya sido retirada de la zona de fusión, inicie
inmediatamente el movimiento para hacer que los extremos derretidos se junten. El tiempo
de transferencia después de haber empezado la remoción de la plancha calefactora y
recontacto de los extremos del componente no debería exceder lo siguiente:
Tamaño de Tubería Tiempo máximo de
transferencia
(NPS) (Segundos)
Menores o iguales a 3 4
4 a 12 6
13 a 24 9
26 a 36 12
40 a 63 15
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 55 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
C. Junte los extremos derretidos con suficiente fuerza como para que los rebordes rueden hacia
cada superficie del componente, superponiéndose entre sí. Esta superposición será uniforme
alrededor de la circunferencia completa de la junta: luego DEJE de mover los extremos de los
componentes y presione a la presión total requerida del medidor.
1. No aplique fuerza excesiva como para que el material derretido se escape fuera de la
junta y se forme una soldadura en frío.
2. El Bonder deberá asegurar que el tubo no de deslice hacia las mordazas durante la
unión.
3. No deberá permitirse el ingreso de agua ni ningún otro tipo de contaminante a la zona
de fusión 150 mm. a 200 mm. ((6” - 8”) en ninguno de los extremos donde se produce la
junta de fusión.
D. Asegúrese de que toda la información referente a la junta sea registrada en el Reporte de
pegado por fusión (Anexo 5).
16.15Sostenimiento y enfriamiento bajo presión:
A. Mantenga la presión total del medidor hasta que el componente esté, por lo menos, frío al
tacto o de acuerdo al Periodo de Enfriamiento Recomendado por el Fabricante, tomando el
mayor de ellos. El tiempo variará de acuerdo al tamaño del componente, el ajuste de la
temperatura de la plancha calefactora y las condiciones del medio ambiente: el tiempo de
enfriamiento puede ser mayor en condiciones de calor extremas.
B. Permita que la junta se enfríe durante 30 minutos, como mínimo, fuera de la máquina de
fusión antes de someter a la junta de fusión a tracciones, manipulación ruda, doblado o
instalación.
Periodo Recomendado de Enfriamiento
Espesor de la Pared Tiempo de enfriamiento
(minutos)
Up to 0.2” (5 mm) 5
0.2” to 0.4” ( 5 – 10 mm) 5 – 10
0.4” to 0.6” (10 – 15 mm) 10 – 15
0.6” to 0.8” (15 – 20 mm) 15 – 20
0.8” to 1.2” (20 – 30 mm) 20 – 30
1.2” to 1.4” (30 – 35 mm) 30 – 40
1.4” to 1.8” (35 – 46 mm) 40 – 55
1.8” to 2.2” (46 – 56 mm) 55 – 70
2.2” to 2.6” (56 – 66 mm) 70 – 85
2.6” to 3.0” (66 – 76 mm) 85 - 100
17. ENSAYOS DESTRUCTIVOS Y NO-DESTRUCTIVOS
17.1 Durante la evaluación para la calificación del rendimiento de pegado por fusión, los requisitos de
B31.3 párrafo A328, ASTM D2657, y las especificaciones de este proyecto deberán ser cumplidos:
A. Todas las BPQRs deberán incluir un Ensayo de Explosión Rápida de acuerdo a ASTM D1599.
B. Se deberán requerir Ensayos de Doblaje de Bandas, de acuerdo con ASTM D2657 y el Anexo
03,
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 56 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
17.2 Durante la calificación de soldaduras de producción, cada junta por fusión deberá ser
inspeccionada visualmente según el sección 6 de esta especificación.
17.3 Las soldaduras de producción deberán estar también sujetas a un examen al azar UT-TOFD de
acuerdo con las especificaciones de este proyecto C-CS-50-005, tal como lo estipula el Comprador.
17.4 Cuando se especifique, antes de la operación inicial, el sistema de tuberías deberá ser probado
mediante un Ensayo hidrostático de fugas de acuerdo con el párrafo A345 de ASME B31.3 y ASTM
F2164 – Ensayo de Fugas en campo de Sistemas de Tuberías a Presión de polietileno (PE) usando
Presión Hidrostática.
17.5 El ensayo neumático de tuberías termoplásticas está prohibido.
18. SOLDADURAS A TOPE, POR FUSIÓN, NO ACEPTABLES
18.1 Las soldaduras a tope que no cumplan con el criterio de aceptación como se indica en la Secci’on 6
de este procedimiento, Recomendaciones del Fabricante o cualquier Código o especificación
indicada en la Especificación C-CS-50-005 párrafo 1.1 y 1.2 deberán ser totalmente retiradas.
Todas las juntas por fusión están sujetas a inspección visual.
18.2 Cualquier junta por fusión que no cumpla con el criterio de aceptación para la examinación UT-
TOFD, tal como se indica en la Especificaión C-CS-50-013, será totalmente retirada.
18.3 Las juntas de reemplazo deberán ser re-establecidas de acuerdo con los siete pasos básicos
indicados en esta BPS.
19. PAUTAS DE INSPECCIÓN VISUAL SOLDADURAS A TOPE POR FUSIÓN
19.1 Las pautas de inspección visual dadas aquí no intentan reemplazar los requisitos de la
especificación o los Códigos, es decir, la Tabla A341.3.2 de ASME B31.3 o el Anexo IX de AWS
G1.10M. Se dan dichas pautas para proveer una guía para conducir la inspección visual de
soldaduras a tope por fusión
19.2 Las recomendaciones del Fabricante para la inspección visual deberán también ser usadas para
verificar la soldadura a tope por fusión.
19.3 El espacio (A) entre dos rebordes no debe estar por debajo de la superficie de fusión, a lo largo de
la circunferencia total de la junta a tope.
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 57 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
19.4 El desplazamiento (V) entre los extremos fundidos no debe exceder 10% o 1/16” (1.5 mm);
tomando el menor de los espesores del tubo o del acople.
19.5 El labio exterior debe ser “enrrollado” totalmente contra la pared del tubo / acople.
Formación apropiada del labio
Formación inapropiada del labio
19.6 Refiérase a la tabla siguiente para las pautas generales referentes al ancho del labio (B) para cada
espesor de pared respectiva.
Espesor Min. Ancho aproximado Espesor min. Ancho aproximado
de Pared del labio B de Pared del labio B
Min. Max. Min. Max
.118” (3 mm) 5/32” (4 mm) ¼” (6 mm) 1.06” (27 mm) 19/32” (15 mm) 25/32” (19.8 mm)
.157” (4 mm) 5/32” (4 mm) 9/32” (7 mm) 1.18” (30 mm) ⅝” (16 mm) 13/16” (20.6 mm)
.197” (5 mm) 3/16” (4.8 mm) 5/16” (8 mm) 1.34” (34 mm) 21/32” (16.7 mm) ⅞” (22.2 mm)
.246” (6 mm) ¼” (6 mm) 11/32” (8.7 mm) 1.57” (40 mm) 11/16” (17.4 mm) 29/32” (23 mm)
.315” (8 mm) 9/32” (7 mm) ⅜” (9.5 mm) 1.77” (45 mm) 25/32” (19.8 mm) 1” (25.4 mm)
.354” (9 mm) 5/16” (8 mm) 7/16” (11 mm) 1.97” (50 mm) ⅞” (22.2 mm) 1-1/16” (27 mm)
.433” (11 mm) 11/32” (8.7 mm) ½” (12.7 mm) 2.16” (55 mm) 15/16” (23.8 mm) 1-3/16” (30.2 mm)
.512” (13 mm) ⅜” (9.5 mm) 9/16” (14.3 mm) 2.36” (50 mm) 1” (25.4 mm) 1 ¼” (31.7 mm)
.63” (16 mm) 7/16” (11 mm) 19/32” (15 mm) 2.56” (65 mm) 1 ⅛” (28.6 mm) 1-7/16” (36.5 mm)
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 58 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
.71” (18 mm) ½” (12.7 mm) ⅝” (16 mm) 2.76” (70 mm) 1-3/16” (30.1 mm) 1 ½” (38.1 mm)
.75” (19 mm) ½” (12.7 mm) 11/16” (17.4 mm) 2.95” (75 mm) 1 ¼” (31.7 mm) 1-9/16” (40 mm)
.87” (22 mm) ½” (12.7 mm) 11/16” (17.4 mm) 3.15” (80 mm) 1-5/16” (33.3 mm) 1-11/16” (42.8 mm)
.94” (24 mm) 9/16” (14.3 mm) ¾” (19 mm) 3.35” (85 mm) 1 ⅜” (34.9 mm) 1 ¾” (44.4 mm)
3.54” (90 mm) 1 ½” (38.1 mm) 1-13/16” (46 mm)
19.7 EL diferencial del tamaño (S máx. – S min.) entre dos labios no deberá exceder X% del doble del
ancho del labio (B)
Donde X = S x 100
B
S = Smáx – S min
Para tubo a tubo máx. X = 10%
Para tubo a acople máx. X = 20%
Para acople a acople máx. X = 20%
19.8 Razones Comunes para desaprobar Soldaduras a Tope.
A. Coincidencia inadecuada del componente – después de hacer coincidir los extremos, se
necesita que se unan para asegurar que se alineen sin espacios vacíos y con un alineamiento
axial apropiado.
B. Tiempos de calentamiento inadecuados – Durante el ciclo de pre calentamiento asegúrese
que los componentes obtengan el tiempo de calentamiento requerido por la BPS. Observe el
tamaño del reborde durante el calentamiento y después de la fusión para asegurarse que se
haya dado el tiempo de precalentamiento adecuado.
C. Presión aplicada durante el calentamiento – Cuando se caliente el componente, es importante
indicar que sólo debe haber contacto uniforme con la superficie de calentamiento y el extremo
del componente. No deberá haber ninguna presión aplicada a la superficie de calentamiento
cuando los extremos de los componentes estén siendo calentados.
D. La superficie de la herramienta de calentamiento está contaminada – Use métodos de
limpieza aprobados antes de la junta por fusión y observe todas las precauciones necesarias
para evitar la contaminación ambiental de la superficie de la plancha calefactora.
E. Tiempos de enfriamiento inadecuados – El componente no tiene nunca demasiado tiempo de
enfriamiento. Sin importar las circunstancias, si la junta por fusión está demasiado caliente al
tacto entonces se necesita tiempo de enfriamiento adicional.
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 59 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
19.9 Guía para la resolución de problemas en el Pegado por Fusión a tope:
Defecto muestra Factores a los que se atribuye
Un reborde mas grande que el otro Mal alineamiento, desliz del componente en la abrazadera,
equipo desgastado, operación incompleta de coincidencia,
un lado de la plancha calefactora está más caliente que la
otra, presión no uniforme aplicada a los extremos del tubo
El reborde no se enrolló sobre la superficie Hendidura superficial en forma de v:
del tubo Calentamiento insuficiente o fuerza de unión insuficiente
Hendidura profunda en forma de v:
Calentamiento insuficiente o fuerza de unión excesiva
Reborde exterior con forma trapezoidal Se aplicó presión durante el calentamiento
Ancho excesivo del reborde Sobrecalentamiento, fuerza de junta excesiva
Reborde con parte superior plana Fuerza de junta excesiva, sobrecalentamiento
Rebordes muy pequeños Insuficiente calentamiento o fuerza de unión
Rebordes muy grandes Tiempo de calentamiento excesivo
Superficie del reborde áspera, tipo lija, con Contaminación por hidrocarburos
burbujas o depresiones por derretimiento
Hendidura en forma de v muy profunda Fuerza de unión excesiva, calentamiento insuficiente, se
aplicó presión durante el calentamiento
Tamaño de reborde, no uniforme, alrededor Mal alineamiento, herramienta de calentamiento
del tubo defectuosa, equipo desgastado, operación de coincidencia
incompleta
Aparición de un tercer reborde Fuerza de unión excesiva
Parte superior del reborde plana Fuerza de unión excesiva, sobrecalentamiento
20. CÁLCULOS REQUERIDOS PARA DETERMINAR LA PRESIÓN MANOMETRICA DE FUSIÓN
20.1 La presión interfacial (IFP) es la presión aplicada en el área final del componente a ser pegado por
fusión. El rango recomendado de PPI TR-33 está entre 414-621kPa (60-90psi), pero este número
debe ser confirmado por el Fabricante del tubo. Este no representa el ajuste de presión que debe
ser considerado en la máquina de fusión.
20.2 El ajuste real de la presión en la máquina de presión es la presión hidráulica del medidor , o
PRESIÓN TOTAL. Es una combinación de los requisitos y el factor de arrastre, tal como se muestra
a continuación:
(OD – t) x t x π x IFP
PRESIÓN TOTAL = + Factor de arrastre
TEPA
Donde:
OD = Diámetro exterior del tubo, pulgadas.
t = Espesor de la pared, pulgadas.
IFP = Presión interfacial recomendadaa, psi.
TEPA = Área Total Efectiva del Pistón – depende del fabricante del equipo y el tipo de
pistón, pulgadas2.
Factor de = Presión de fusión Hidráulica para mover el coche que contiene al tubo, pis.
arrastre
20.3 Un ejemplo de cálculo para dicha presión se muestra a continuación:
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 60 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
Material = PE3408
IFP = 75 psi
Tamaño de tubo = NPS 8
OD = 8.625 pulg.
SDR = 11
Factor de arrastre = 30 psi
TEPA = 4.710 pulg2
NOTA: El factor de arrastre debe ser calculado para cada junta por fusión de acuerdo a esta BPS.
TEPA depende del Fabricante y el modelo de máquina de fusión.
Cálculos
OD 8.625
t= = = 0.784"
SDR 11
(8.625 – 0.784) x 0.784 x 3.14 x 75
PRESIÓN TOTAL = + 30 psi =338 psi
4.170
Por lo tanto, el ajuste de PRESIÓN TOTAL requerida en la máquina de fusión deberá ser de 2230 kPa.
(338 psi)
20.4 Los pistones de fuerza “estándar” serán usados para soldadura por fusión, a menos que se
especifique específicamente por el Fabricante y deberá ser aprobado pro el Comprador.
20.5 Los requisitos de presión para todos los tamaños y rangos de SDR, como una función del tipo de
máquina y el tipo de pistón, deberá ser enviados para su aprobación como parte de la BPS. Una
tabla simple se muestra a continuación:
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 61 of 61
Project Number: PSP108 Attachment 1_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
Tipo de Presión (psi)
máquina OD El Sistema de Factor de Arrastre debe ser sumado para obtener PRESIÓN TOTAL
Área NPS [pulg.
del (promedio)] SDR 32.5 SDR 28 SDR 21 SDR 17 SDR 15.5 SDR 13.5 SDR 11 SDR 9 SDR 7.3 SDR 6.3
Pistón
Alta Baja Alta Baja Alta Baja Alta Baja Alta Baja Alta Baja Alta Baja Alta Baja Alta Baja Alta Baja
8 8.625
8 – 24” 10 10.750
STD 12 12.750
14 14.000
XX.XX 16 16.000
pulg
2 18 18.000
20 20.000
22 22.000
24 24.000
12 12.750
12 – 36” 14 14.000
STD 16 16.000
18 18.000
20 20.000
XX.XX 22 22.000
2
pul 24 24.000
26 26.000
28 28.000
30 30.000
800mm 31.594
36 36.000
NOTAS!!!
(1) Verificar si el pistón es “Estándar” o “Velocidad Alta” para el modelo aplicable del equipo a ser usado.
(2) Seleccione la presión basada en el diámetro del componente a ser unido.
El factor de arrastre debe ser sumada a esta presión para obtener la
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 1_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 1 of 7
Project Number: PSP108 Attachment 2_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
HDPE BONDING PROCEDURE QUALIFICATION RECORD (BPQR)
BONDING PROCEDURE QUALIFICATION
DATE:
RECORD NO.:
BPS N0. Date: REV NO.
WELDING
TYPES:
PROCESS(ES):
PIPE CLASSIFICATION (ASTM D3350) PIPE WALL THICKNESS (ASTM F714)
Type Actual OD Size
Grade Minimum Wall
Nominal ID
Size
Size
Rating Weight
Color
BASE MATERIAL
Material Properties Test Method Units Nominal Value
Material Designation PPI/ASTM PE3408
Cell Classification ASTM D3350 Grade PE34
Density ASTM D1505 gm/cc
Flow Rate ASTM D1238(190/21.6 gm/10 min.
Flexural Modulus, 2% Secant ASTM D790 MPa
Tensile Strength @ Ultimate ASTM D638 MPa
Tensile Strength @ Yield ASTM D638 MPa
Ultimate Elongation ASTM D638 %
Environmental Stress Crack Resistanc
ASTM D1693 Failures%/hrs
(ESCR)
ESCR Compressed Ring ASTM F1248 Failures%/hrs
Carbon Black (UV Protection) ASTM D1603 %
Elastic Modulus ASTM D638 MPa
Brittleness Temperature ASTM D746 °C
Melting Point ASTM D789 °C
Vicat Softening Temperature ASTM D1525 °C
Hardness ASTM D2240 Shore D
Thermal Expansion ASTM D696 mm/mm/°C
Volume Resistivity ASTM D991 Ohm-cm
Hydrostatic Design Basis (HDB) @ 73. ASTM D2837 MPa
Molecular Weight Category
Molecular Weight Average GPC
Y:\103\109 EngDoc\109.2 CONSPEC_CS\Piping\C-CS-50-005\C-CS-50-005 HDPE_ Attachment 2_Rev1.doc PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 2 of 7
Project Number: PSP108 Attachment 2_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
NOTES:
Y:\103\109 EngDoc\109.2 CONSPEC_CS\Piping\C-CS-50-005\C-CS-50-005 HDPE_ Attachment 2_Rev1.doc PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 3 of 7
Project Number: PSP108 Attachment 2_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
TECHNIQUE ENVIRONMENTAL CONDITIONS
Alignment Weather Condition
Cleaning Air Temperature
Surface
Melt Temperature
Temperature
Melt Time Dewpoint
Interfacial Pressure Relative Humidity
Drag Factor Wind Speed (km/hr)
Fusion Gauge
Pressure
Hold Time
Post Cooling Time
Bead Removal
(Optional)
EQUIPMENT
Manufacturer
Model No.
Piston Area
TEST METHOD 1 – QUICK BURST
Test Performed: ASTM D 1599 – Method B as required per ASME B31.3 – 2002
Test Parameters:
Test Results:
(include any re-
tests)
INSERT PICTURE ILLUSTRATING DUCTILE BURST OUTSIDE OF FUSION ZONE
TEST METHOD 2 – SIDE-BENT STRAP TEST
Test Performed: Bent Strap Test
Additional Tests:
Test Parameters:
Test Results:
(include any re-
tests)
INSERT PICTURES ILLUSTRATING BENT STRAPS
TEST METHOD 3 – TENSILE TEST
Y:\103\109 EngDoc\109.2 CONSPEC_CS\Piping\C-CS-50-005\C-CS-50-005 HDPE_ Attachment 2_Rev1.doc PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 4 of 7
Project Number: PSP108 Attachment 2_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
Test Performed: Tensile Test
Additional Tests:
Test Parameters:
Test Results:
(include any re-
tests)
INSERT PICTURE ILLUSTRATING TENSILE TEST STRAP
TEST METHOD 4 – DROP WEIGHT IMPACT TEST
Test Performed: Drop Weight Impact Test
Additional Tests:
Test Parameters:
Test Results:
(include any re-
tests)
INSERT PICTURE ILLUSTRATING IMPACT TEST STRAP
TEST METHOD 5 – TORQUE TEST
Test Performed: Torque Test
Additional Tests:
Test Parameters:
Test Results:
(include any re-
tests)
INSERT PICTURE ILLUSTRATING TORQUE TEST STRAP
Bonder’s Name: Employee No.:
Laboratory Test
Test Conducted By:
No.:
Test Inspected By:
We certify that the statements in this record are correct and that the test fusion butt welds were
prepared, bonded, and tested in accordance with the requirements of B31.3 of the ASME Code, ASTM
Specification requirements, specification C-CS-50-005.
Date: By:
RECORD DE CALIFICACION DE PROCEDIMIENTO DE PEGADO POR FUSION (BPQR)
Y:\103\109 EngDoc\109.2 CONSPEC_CS\Piping\C-CS-50-005\C-CS-50-005 HDPE_ Attachment 2_Rev1.doc PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 5 of 7
Project Number: PSP108 Attachment 2_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
RECORD DE CALIFICACION DE PROCEDIMIENTO DE
FECHA
PEGADO POR FUSION N°
BPS N° Fecha: Rev N°
PROCESO(S) DE
TIPOS:
SOLDADURA(S):
CLASIFICACION DE TUBERIA (ASTM D3350) GROSOR DE PARED DE TUBERIA (ASTM F714)
Tamaño Actual
Tipo
OD
Minimo de
Grado
Pared
Tamaño
Tamaño
Nominal ID
Graduación Peso
Color
BASE MATERIAL
Propiedades del Material Método de ensayo Unidades Valor Nominal
Designación del Material PPI/ASTM PE3408
Classificación de celdas ASTM D3350 Grado PE34
Densidad ASTM D1505 gm/cc
Razón de Flujo ASTM D1238(190/21.6 gm/10 min.
Módulo de Flexión, 2% Secante ASTM D790 MPa
Esfuerzo ultimo a tracción ASTM D638 MPa
Esfuerzo de tracción a la fluencia ASTM D638 MPa
Elongación máxima ASTM D638 %
Resistencia Medioambiental al esfuerzo de
ASTM D1693 Failures%/hrs
(ESCR)
Anillo Comprimido ESCR ASTM F1248 Failures%/hrs
Carbón de hulla (Protección UV) ASTM D1603 %
Módulo de Elasticidad ASTM D638 MPa
Temperatura de fragilidad ASTM D746 °C
Punto de Fusión ASTM D789 °C
Temperatura de Ablandamiento Vicat ASTM D1525 °C
Dureza ASTM D2240 Shore D
Expansión Térmica ASTM D696 mm/mm/°C
Resistividad volumétrica ASTM D991 Ohm-cm
Base de Diseño Hidrostático (HDB) a 73.4° ASTM D2837 MPa
Categoria del Peso molecular
Promedio del Peso Molecular GPC
NOTAS:
Y:\103\109 EngDoc\109.2 CONSPEC_CS\Piping\C-CS-50-005\C-CS-50-005 HDPE_ Attachment 2_Rev1.doc PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 6 of 7
Project Number: PSP108 Attachment 2_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
TECNICA CONDICIONES MEDIOAMBIENTALES
Condiciones del
Alineación
clima
Temperatura del
Limpieza
aire
Temperatura de la
Temperatura de Fusión
superficie
Tiempo de Fusión Punto de rocío
Presión Interfacial Humedad relativa
Factor de arrastre Velocidad del viento
Presión de Fusión del
medidor
Tiempo de espera
Tiempo de Post
enfriamiento
Remoción del labio
(Opcional)
EQUIPO
Fabricante
Modelo N°
Area del Pistón
METODO DE ENSAYO 1 EXPLOSION RAPIDA
Prueba llevada a cabo: ASTM D 1599 – Metodo B tal como se require según ASME B31.3 -2002
Parametros del Ensayo:
Resultados del Ensayo:
(incluye cualquier re
ensayo)
INSERTE EL CUADRO QUE ILUSTRA LA EXPLOSION DUCTIL FUERA DEL AREA DE FUSION
METODO DE ENSAYO 2 – METODO(S) DE ENSAYO DESTRUCTIVO
Prueba llevada a cabo: Prueba de doblado de bandas
Parametros del Ensayo:
Resultados del Ensayo:
(incluye cualquier re
ensayo)
INSERTE EL CUADRO QUE ILUSTRA EL DOBLADO DE BANDAS
Y:\103\109 EngDoc\109.2 CONSPEC_CS\Piping\C-CS-50-005\C-CS-50-005 HDPE_ Attachment 2_Rev1.doc PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 7 of 7
Project Number: PSP108 Attachment 2_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
METODO DE ENSAYO 3 – Pruebas de torque
Prueba llevada a cabo: Pruebas de tensión
Parametros del Ensayo:
Resultados del Ensayo:
(incluye cualquier re
ensayo)
INSERTE EL CUADRO QUE ILUSTRE LA TENSION DE LAS BANDAS
METODO DE ENSAYO 4 – PRUEBA DE IMPACTO A LA CAIDA DE UN PESO
Prueba llevada a cabo: Prueba de Impacto a la Caida de un Peso
Parametros del Ensayo:
Resultados del Ensayo:
(incluye cualquier re
ensayo)
INSERTE EL CUADRO QUE ILUSTRA EL IMPACTO DE LAS BANDAS
METOD DE ENSAYO 5 – PRUEBA DE TORQUE
Prueba llevada a cabo: Prueba de Torque
Parametros del Ensayo:
Resultados del Ensayo:
incluye cualquier re
ensayo)
INSERTE EL CUADRO QUE ILUSTRA EL TORQUE DE LAS BANDAS
Nombre del Comprador: Empleado N°:
Prueba de
Prueba realizada por:
laboratorio N°
Prueba Inspeccionada por:
Nosotros certificamos que lo escrito en este registro es correcto y que la prueba de la soldadura de fusión fue
preparada, pegada y probada de acuerdo con los requerimientos de B31.3 del Código ASME, requisitos de la
Especificación ASTME, Especificación C’CS’50’005
Fecha: Por:
Y:\103\109 EngDoc\109.2 CONSPEC_CS\Piping\C-CS-50-005\C-CS-50-005 HDPE_ Attachment 2_Rev1.doc PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 1 of 19
Project Number: PSP108 Attachment 3_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
BONDING PROCEDURE QUALIFICATION TESTING REQUIREMENTS
1. GENERAL REQUIREMENTS
1.1 General
A. The following specification identifies the procedures used for testing of High Density
Polyethylene (HDPE) pipe joints for the purpose of qualifying the fusion Bonding Procedure
Specification (BPS) and/or a Bonder.
B. The fusion bonding procedure shall be in accordance with ASME B31.3 paragraph A328 and
project Specification C-CS-50-005.
C. All coupons must satisfy the requirements for Heat Fusion of ASME B31.3 Table A341.3.2
“Acceptance Criteria for Bonds” and all other referenced specifications.
D. All destructive qualification tests outlined in this specification, including the examination of
destructive bent strap test results, shall be completed by a qualified third-party laboratory.
1.2 Documentation
A. After completion of the tests outlined below, the Contractor shall submit a Bonding Procedure
Qualification Record (BPQR) in accordance with Attachment 2 of this specification.
B. The BPQR must include all required information to identify the BPS, Bonder or Bonding
Operator, and the test results.
C. The BPQR must identify the third-party lab that completed the qualification testing.
1.3 Required Qualification Testing Methods
A. The Burst Test Method as stipulated in ASME B31.3 paragraph A328.2.5 shall be used for
qualification of each BPS and Bonder. Hydrostatic test, in lieu of burst test, may only be used
when specifically requested by Buyer.
B. A total of six (6) destructive mechanical tests must pass for each bonder and BPS qualification
1. Three (3) side-bent strap tests
2. One (1) tensile test
3. One (1) drop-weight impact test
4. One (1) torque test
C. All destructive tests are qualitative means by which one can determine the difference between a
good and a poor bond.
D. Qualified third-party interpretations shall be required for all test specimens. The Buyer shall be
notified of all coupon failures.
E. If there is any ambiguity in the tests completed or test results, the Buyer reserves the right to
institute further destructive tests or ultrasonic examination (UT-TOFD) completed in accordance
with Specification C-CS-50-013 to verify the quality of the BPS or Bonder.
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 3_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 2 of 19
Project Number: PSP108 Attachment 3_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
2. HYDROSTATIC AND BURST TESTS
2.1 Test Assembly
A. The test assembly shall be fabricated in strict accordance with the candidate BPS. The size of
pipe and fittings in the assembly are outlined in ASME B31.3 par. A328.2.5, as follows:
1. When the largest size to be bonded is NPS 4 or smaller, then the test assembly shall be
the largest size to be joined. When the largest size to be bonded is NPS 4 or larger, the
size of the test assembly shall be between 25% and 100% of the largest piping size to be
joined, but a minimum of NPS 4.
2. If readily available, the largest and thickest wall pipe shall be selected for qualification
testing.
2.2 Burst Test Method
A. Follow the requirements of ASME B31.3 paragraph A328.2.5. The test assembly shall be
subjected to a burst test according to the applicable sections of ASTM D1599. The time to burst
in this standard may be exceeded.
B. The test is successful if failure initiates outside of the bonded joint. If failure is at the bonded
joint, then the test is a failure and the qualification test must be re-completed.
2.3 Hydrostatic Test Method
A. Unless specified by the Buyer, this test method shall not be used.
3. DESTRUCTIVE TESTING
3.1 Destructive mechanical testing can be very sensitive to small changes in geometry. Ensure that all
dimensional tolerances are within 2mm (1/16”) during specimen preparation.
3.2 Side-Bent Strap Test Procedure
A. Three coupons shall be extracted from each 120 degree section of the candidate bond. Refer to
Figure 1. The coupon dimension are based on ASTM D2657, refer to Figure 3.
a. The coupons shall be cut square so that there are two parallel surfaces.
b. All machining marks and notches must be removed via machining prior to testing.
Such defects can cause pre-mature failure and will invalidate the test results.
B. Three 180 degree side-bend tests shall be performed.
C. Place the coupon in a vice with the bond bead approximately 25.4 mm (1”) above the top of the
vice jaws. A long pipe should be used to make the bend with the edge of the pipe being located
25.4 mm (1”) from the edge of the bead. See Figure 2.
a. Thicker wall specimens may require spacing greater than 25.4mm (1”). Ensure that
the bead remains centered between the vice and pipe during the entire rotation.
b. If thin wall specimens begin to buckle, a thicker specimen may be cut and bent using
a 180 degree mandrel, similar to that used for bending metallic weld coupons.
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 3_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 3 of 19
Project Number: PSP108 Attachment 3_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
c. The use of inside-root or outside-face bends is not recommended as the external
bead/flashing may interfere with the bending process.
D. Complete the side-bend test utilizing a full rotation of approximately 180 degrees, and/or until the
ends of the specimen touch.
E. Acceptance Criterion:
1. A specimen shall “pass” if it does not fail during the full rotation, and
2. Passes the examination methods described in paragraph 3.6.A.
3.3 Tensile Testing Procedure:
A. One (1) coupon shall be cut from a random 120 degree section of the bond. Refer to Figure 1.
B. The specimen shall be machined to the size requirements of ASTM D638 and the weld joint shall
be aligned perpendicular to the axial loading direction.
1. The maximum thickness limit for D638 specimens is 14 mm (0.55 in). Pipe thinner shall be
used in the as-received thickness. Pipe thicker shall be milled to suit the dimensional
requirements.
2. At the Buyer’s discretion, multiple specimens can be produced and tested. Pipe material
equal to or greater than 28mm (1.1in) may have two specimens prepared; pipe greater
than 42mm (1.65in) may have three specimens, pipe greater than 56mm (2.2in) may have
4 specimens, and so on.
3. All machining marks and notches must be removed prior to testing. Such defects can
cause premature failure and will invalidate the test results.
C. Test the weld coupon until failure using a constant strain rate and record the strength at yield,
strength at ultimate, and ultimate elongation.
D. Acceptance Criterion:
Compare the weld coupon mechanical properties (yield, ultimate, elongation) to the base pipe
material properties that must be reported on the BPQR (see Attachment 2). Any weld coupon
that does not meet or exceed these base material properties has failed the qualification.
3.4 Torque Testing Procedure:
A. One (1) coupon shall be extracted from a random 120 degree section of the bond. Refer to
Figure 1. The coupon dimension are based on ASTM D2657, refer to Figure 3.
1. The coupons shall be cut square so that there are two sets of parallel surfaces.
2. All machining marks and notches must be removed prior to testing. Such defects can
cause premature failure and will invalidate the test results.
B. Place the coupon in a vice with the bond bead located approximately 25.4 mm (1”) above the top
of the vice jaws. A pipe wrench shall be used to twist (i.e. torque) the coupon a minimum of 360
degrees until the coupon failed, with the edge of the pipe wrench being located 25.4 mm (1”)
from the edge of the bead.
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 3_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 4 of 19
Project Number: PSP108 Attachment 3_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
C. Acceptance Criterion:
1. A failure within 360 degrees of rotation indicates poor fusion quality. The qualification has
failed.
2. Failures that occur beyond 360 degrees may be considered acceptable and shall be
assessed according to the examination procedures specified in paragraph 3.6.
3.5 Impact Test Procedure
A. For butt and socket joints only, one (1) coupon shall be extracted from a random 120 degree
section of the bond. Refer to Figure 1. The coupon dimension are based on ASTM D2657, refer
to Figure 2.
1. The coupons shall be cut square so that there are two sets of parallel surfaces.
2. All machining marks and notches must be removed prior to testing. Such defects can
cause premature failure and will invalidate the test results.
B. Saddle fusion joints shall be tested in accordance with ASTM F905.
C. Butt and socket fusion joints shall be drop weight impact tested using an apparatus as described
in ASTM D2888.
1. Use a “Tup Type A” impactor with a mass of at-least 13.6kg. Ensure that the equipment
can obtain at-least a 3m free-fall height.
2. Ensure that there is sufficient clamping support so the specimen does not move during
testing. Align the specimen such that the tup impacts a machined side of the specimen
(see Figure 4). Avoid impacting the bead flashing as this can invalidate the impact results.
3. Impact testing is hazardous, use appropriate safety precautions to avoid injury.
D. Reference impact value of the drop weight impact test:
1. Prior to testing the candidate weld, determine the reference impact value for the pipe
grade, diameter, and SDR. Extract a base material sample from the same pipe spool as
the candidate weld. The coupon dimensions shall be based on Figure 3; and the
requirements for sample cutting, machining, and surface preparation, described above,
shall be met.
2. Measure the combined height (m) and force (N) that initiates failure; record this as the
Reference Impact Value (J or N▪m).
3. Record the fracture appearance of the failure. A brittle fracture indicates poor base
material properties and the Buyer must be notified immediately.
E. Drop Weight Testing of Weld Coupons
1. Initially drop the weight from a height of at least 250mm (10in). Ensure the weight impacts
the approximate weld center line.
2. Increase the drop height in 50mm (2 in) intervals until failure occurs in the specimen by
one of the following mechanisms:
a. Failure of the base material
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 3_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 5 of 19
Project Number: PSP108 Attachment 3_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
b. Failure of the weld
c. Bending the specimen at least 45 degrees from the horizontal axis, or
d. If the specimen obtains an impact value of 680N▪m (500lbf▪ft) or higher, and does not
fail by any of the mechanism described above, then stop impact testing that
specimen.
3. Measure the combined height (m) and force (N) that initiates failure; record this as the
Candidate Weld Impact Value (J or N▪m).
4. Record the fracture appearance of the failure(s).
F. Acceptance Criterion:
1. If the Candidate Weld Impact Value is not equal to or greater than the Reference Impact
Value, the qualification has failed.
2. For Candidate Weld Impact Value that meets the Reference Impact Value, the specimen
shall be evaluated per the procedures of paragraph 3.6.
3. Tests of 680N▪m (500lbf▪ft) or higher impact with no failures shall “pass”, pending
examination per the procedures of paragraph 3.6.A.
3.6 Examination of Mechanical Tests:
A. Visual Inspection
1. Visually inspect the coupon for cracks, porosity, or other defects as per Manufacturer
recommendations, ASTM D2657, AWS G1.10M, and ASME B31.3 Table A341.3.2.
2. If no visual defects are present, the weld is acceptable. If defects are observed in any
single specimen, the entire qualification has failed.
B. Failure outside of the weld zone:
Failure outside of the weld zone is acceptable. It indicates that the weld is of greater integrity
than the fitting or pipe.
C. Failure at the weld zone:
1. Ductile fracture:
Contact the Buyer. It may be acceptable if failure occurs in a ductile manner, indicative of
plastic deformation and tensile overload, while showing a distinct amount of elongation;
although further destructive and/or non-destructive tests are required to verify fusion
quality.
2. Brittle fracture:
If a coupon fails in a shear-like manner with a non-bonded “brittle” fracture face, the entire
weld has failed qualification.
3.7 Re-Testing of BPS Qualification Coupons
A. The Buyer reserves the right to institute further destructive or non-destructive tests to verify
the quality of the BPS or Bonder.
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 3_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 6 of 19
Project Number: PSP108 Attachment 3_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
B. If a coupon has failed or there is any ambiguity in the tests results contact the Buyer:
1. With approval, re-test specimens from the same weld spool may be destructively
tested per the methods of this specification.
2. Alternatively, ultrasonic time of flight diffraction (UT-TOFD) may be used to verify
integrity.
C. If one of these re-test coupons were to fail, then the entire qualification must be re-started.
NOTE:
3 COUPONS
PER SECTION
120° 120°
120°
Figure 1 – Sample Coupon Locations
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 3_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 7 of 19
Project Number: PSP108 Attachment 3_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
Figure 2 – Side-Bend Testing of HDPE
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 3_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 8 of 19
Project Number: PSP108 Attachment 3_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
15 t 15 t
(150mm min) (150mm min)
1-1/2 t
(25mm
min)
TEST STRAP
BUTT FUSION
15 t 15 t
(150mm min) (150mm min)
1-1/2 t
(25mm
min)
TEST STRAP
SOCKET FUSION
15 t 15 t
(150mm min) (150mm min)
1-1/2 t
(25mm
min)
TEST STRAP
SADDLE FITTING
Figure 3 – Coupon Dimensions
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 3_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 9 of 19
Project Number: PSP108 Attachment 3_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
IMPACT
Clamping
Vice Grips
(typical)
Prepared
Surface
Weld
CL Bead
Flashing
6t (75mm min) 6t (75mm min)
Figure 4 – Drop Weight Impact Testing
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 3_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 10 of 19
Project Number: PSP108 Attachment 3_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
REQUISITOS PARA ENSAYOS DE CALIFICACIÓ DEL PROCEDIMIENTO DE PEGADO POR FUSIÓN
1. REQUISITOS GENERALES
1.1 Generalidad
A. La siguiente especificación identifica los procedimientos usados para el ensayo de pegado por
fusión de Polietileno de Alta Densidad (HDPE) con el propósito de calificar la Especificación del
Procedimiento de Pegado por fusión (BPS) y/o del Bonder.
B. El procedimiento de pegado por fusión deberá estar de acuerdo a la ASME B31.3 párrafo A328
y la Especificación del proyecto C-CS-50-005.
C. Todos los cupones deben satisfacer los requerimientos para la Fusión en Caliente de ASME
B31.3 Tabla A341.3.2 “Criterios de Aceptación para el Pegado por Fusión” y todas las otras
especificaciones referidas.
D. Todos los ensayos destructivos de calificación que se remarcan en esta especificación,
incluyendo el examen de los resultados del doblado de bandas deberán ser completados por un
tercer laboratorio calificado.
1.2 Documentación.
A. Después de haber completado los ensayos aquí debajo mencionados, el Contratista deberá
remitir un Registro de Calificación de Procedimiento de Pegado por fusión (BPQR), de acuerdo
con el Anexo 02 de esta especificación.
B. El BPQR debe incluir toda la información requerida para identificar la BPS, el Bonder u
Operador de este proceso y los resultados de los ensayos.
C. El BPQR debe identificar al laboratorio externo que completo los ensayos de clasificación.
1.3 Métodos de Ensayos de Calificación requeridos
A. El ensayos por explosión, tal como se estipula en la ASME B31.3 párrafo A328.2.5, deberá ser
usado para la calificación de cada BPS y Ensayo Hidrostático del pegador, en vez del ensayo
por explosión, puede solamente ser usado cuando específicamente el Comprador lo requiera.
B. Un total de seis (6) ensayos destructivos mecánicos, deben pasar para cada pegador y
calificación de BPS.
1. Tres (3) pruebas de doblado lateral de bandas
2. Una (1) Prueba de Tensión
3. Una (1) prueba de impacto por caída de un peso
4. Una (1) prueba de Torque
C. Todos los ensayos destructivos son medios cualitativos por los cuales uno puede determinar la
diferencia entre un buen pegado y uno defectuoso.
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 3_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 11 of 19
Project Number: PSP108 Attachment 3_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
D. Interpretaciones calificadas de un tercero deberán ser requeridas para todos los especimenes
de ensayo. El comprador deberá ser notificado de todas las fallas de cupones.
E. Si hay alguna ambigüedad en el ensayo completado o resultados del ensayo, el Comprador se
reserve el derecho de ordenar pruebas destructivas adicionales o exámenes de ultrasonido (UT-
TOFD) completado de acuerdo con la Especificación C-CS-50-013 para verificar la calidad de la
BPS o del Pegador.
2. ENSAYOS HIDROSTÁTICOS Y DE EXPLOSIÓN
2.1 Montaje de la Prueba.
El montaje de la prueba deberá ser elaborado en estricta concordancia con la BPS a considerarse. El
tamaño del tubo y accesorios en el montaje, son considerados según la ASME B31.3 párrafo
A328.2.5, como sigue:
A. Cuando el tamaño más grande a ser juntado es de 4” NPS o más pequeño, entonces el montaje
de la prueba deberá ser del tamaño más grande a ser pegado. Cuando el tamaño más grande a
ser juntado es de 4” NPS o más grande, entonces el tamaño del montaje de la prueba deberá
estar entre 25% y 100% del tamaño de tubería más grande a ser pegado, siendo el mínimo de
4” NPS.
B. Si está disponible, la pared más grande y con mayor espesor del tubo deberá ser seleccionada
para el ensayo de calificación.
2.2 Método de ensayo por explosión.
A. Siga los requisitos de la ASME B31.3 párrafo A328.2.5. El montaje de la prueba deberá estar
sujeto a un ensayo por explosión de acuerdo a las secciones aplicables de la ASTM D 1599. Se
puede exceder el tiempo de la explosión en este estándar.
B. Se considera el ensayo como exitoso si se inicia una falla fuera de la junta que se pegó por
fusión. Si la falla se presenta en la junta que fue pegada por fusión, entonces el ensayo se
considera como no aprobado y el ensayo de calificación debe ser llevado a cabo una vez más.
2.3 Método de ensayo hidrostático
A menos que lo especifique el Comprador, este método de ensayo no deberá ser usado.
3. ENSAYOS DESTRUCTIVOS
3.1 Las pruebas Destructivas Mecánicas pueden ser muy sensibles a pequeños cambios en la geometría.
Asegúrese que todas las tolerancias dimensionales estén dentro de los 2 mm (1/16”) durante la
preparación de la muestra.
3.2 Procedimiento para el ensayo de doblado lateral de bandas.
A. Tres cupones deberán ser extraídos de cada sección de 120 grados, de una junta determinada.
Refiérase a la Figura 1. La dimensión de los cupones deberá estar basada en ASME D2657,
refiérase a la Figura 3.
1. Los cupones deberán ser cortados bien cuadrados para que se tengan dos superficies
paralelas.
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 3_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 12 of 19
Project Number: PSP108 Attachment 3_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
2. Todas las marcas del maquinado y las muescas deben ser retiradas por maquinado antes
del ensayo. Tales defectos pueden causar una falla prematura e invalidará los resultados
de los ensayos.
B. Se deberán llevar a cabo tres ensayos de doblado lateral de bandasen 180°.
C. Ubique, el cupón en un tornillo de banco con la junta a aproximadamente 25.4 mm. (1”), por
encima de las mordazas. Un tubo largo debería ser usado para hacer el doblado, con el borde
del tubo colocado a 25.4 mm. (1”) desde la junta de fusión (Véase la Fig. 2).
1. Los especimenes de mayor espesor en la pared requieren un mayor espaciamiento que
los 25.4 mm. (1”). Asegúrese que el reborde continúe centrado entre el tornillo de banco y
el tubo durante la rotación completa.
2. Si los especimenes de paredes delgadas comienzan a combarse, un espécimen más
grueso puede ser cortado y doblado usando un mandril de 180 grados, similar a aquellos
usados para doblar los cupones de soldaduras metálicas.
3. No es recomendado el uso de juntas de fusión de la raíz interior o de las caras exteriores
ya que el cordón/junta puede interferir con el proceso de doblado.
D. Complete el ensayo de doblado lateral utilizando una rotación total de aproximadamente 180
grados y/o hasta que los extremos del espécimen se toquen.
E. Criterio de Aceptación
1. El espécimen deberá pasar, si no falla durante la rotación total, y
2. Pase el m’etodo de examen especificado en el p’arrafo 3.6 A.
3.3 Procedimiento de prueba por tracción
A. Un cupón (1) deberá ser cortado de una sección de 120 grados aleatoria de la junta. Refiérase a
la Figura 1.
B. Los especimenes deberán ser maquinados a los tamaños requeridos por ASTM D638 y la junta
de fusión debe ser alineada perpendicular a la dirección axial de carga.
1. El límite de grosor máximo para los especimenes D638 es 14 mm (0.55 in). El espesor de
la tubería deberá ser usado como el grosor recibido. Tuberías más gruesas deberán ser
trabajadas para alcanzar el grosor requerido.
2. Múltiples especimenes pueden ser trabajados y probados a discreción del Comprador.
Material de tubería igual o superior a 28 mm (1.1 in) deben tener dos especimenes
preparados tubería superior a 42 mm (1.65 in) debe tener tres especimenes, tubería
mayor de 56 mm (2.2 in), debe tener 4 especimenes y así sucesivamente..
3. Todas las marcas de maquinado y las muescas deben ser retiradas por maquinado antes
del ensayo. Tales defectos pueden causar una falla prematura e invalidará los resultados
de los ensayos.
C. Pruebe el cupón de soldadura hasta que falle, usando un rango de esfuerzo continuo y registre
la resistencia a la fluencia, resistencia total y elongación máxima.
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 3_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 13 of 19
Project Number: PSP108 Attachment 3_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
D. Criterio de aceptación
Compare las propiedades mecánicas del cupón de soldadura (fluencia, total y elongación) con
las propiedades materiales básicos de la tubería, que debe ser reportado en la BPQR ) vea
anexo 2). Cualquier cupón de soldadura que no cumpla o exceda estas propiedades materiales
de base, ha fallado la calificación
3.4 Procedimiento de Prueba por Torque
A. Un (1) cupón deberán ser extraído de una sección aleatoria de 120 grados de la junta.
Refiérase a la Figura 1. La dimensión del cupón está basada en ASTM D2657, refiérase a la
Figura 3.
1. El cupón deberá ser cortado en forma bien cuadrada para que se obtengan dos sets de
superficies paralelas.
2. Todas las marcas de maquinado y las muescas deben ser eliminadas antes del ensayo.
Tales defectos pueden causar una falla prematura e invalidar los resultados de los
ensayos.
B. Coloque la muestra en un tornillo de banco con el reborde de la junta a aproximadamente 25.4
mm. (1”) por encima de la mordaza del tornillo. Una llave para tubos deberá ser usada para
torcer (es decir, hacer un torque) la muestra a un mínimo de 360 grados, con el borde de la llave
ubicado a 25.4 mm. (1”) del borde del reborde.
C. Criterio de Aceptación
1. Una falla dentro de los 360° de rotación indica una calidad pobre de fusión. La calificación
ha fallado.
2. La falla que ocurra mas allá del punto de los 360° puede ser considerada aceptable y
debe ser asentado de acuerdo a los procedimientos de examen especificados en el
párrafo 3.6.
3.5 Procedimiento de Prueba por Impacto.
A. Solamente para juntas a tope y de sóoket, un (1) cupón deberá ser extraídos de una sección
aleatoria de 120 grados, de la junta. Refiérase a la figura 1. La dimensión del cupón está
basada en ASTM D2657, refiérase a la figura 2.
1. Los cupones deberán ser cortados en forma bien cuadrada para que se obtengan dos
superficies paralelas.
2. Todas las marcas de maquinado y las muescas deben ser eliminadas antes del ensayo.
Tales defectos pueden causar una falla prematura e invalidarán los resultados de los
ensayos.
B. Las juntas de fusión por silleta deberá ser probadas de acuerdo con ASTM F905
C. Las juntas de fusión a tope y de socket deberán ser probadas por impacto de caída de un peso,
usando un aparato descrito en ASTM D2888.
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 3_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 14 of 19
Project Number: PSP108 Attachment 3_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
1. Use una herramienta de impacto “Tup tipo A” con una masa de al menos 13.6 kg.
Asegúrese que el equipo tenga un rango de caída de al menos 3 m. de altura.
2. Asegúrese de que hay suficiente sujeción en la muestra para que esta no se mueva
durante la prueba. Acomode el espécimen para que el tup lo impacte en un lado
maquinado, (vea la figura 4). Evite impactar el labio porque esto puede invalidar los
resultados de impacto.
3. Las pruebas de impacto son peligrosas, use protección de seguridad adecuada para evitar
cualquier daño personal.
D. Valor de impacto referencial de la prueba de impacto por caída de un peso
1. Antes de probar la soldadura candidata, determine el valor de impacto referencial para el
grado, diámetro y SDR de la tubería. Extraiga una muestra de material base del mismo
tramo de tubería de la muestra candidata. Las dimensiones del cupón deberán ser
basadas en la figura 3, y los requisitos de corte, maquinado y preparación de la superficie
de la muestra, descritos arriba deberán ser alcanzados.
2. Mida la altura combinada (m) y fuerza (N) que inicie la falla y registre esta como el Valor
de Impacto Referencial (J o N·m).
3. Registre la apariencia de la falla. Una fractura quebradiza indica propiedades base de
material pobres y el comprador debe ser notificado inmediatamente
E. Prueba de caída de un peso de cupones de soldadura
1. Inicialmente suelte el peso desde una altura mínima de 250 mm. (10 in). Asegurese de
que el peso impacte aproximadamente la línea de centro de la soldadura.
2. Incremente la altura de caíd en intervalos de 50 mm. (2 in) hasta que ocurra la falla en el
espécimen por uno de los siguientes mecanismos:
a. Falla del material base
b. Falla de la soldadura
c. Doblado del esp’ecimen al menos 45° del eje horizontal, o
d. Si el esp’ecimen obtiene un valor de impacto de 680 N·m (500lbf▪ft) o mayor y no
falla por ninguno de los mecanismos descritos arriba, luego deje de probar por
impacto ese esp’ecimen.
3. Mida la altura combinada (m) y fuerza (N) que inicie la falla y registre esta como el Valor
de Impacto Referencial (J o N·m).
4. Registre la apariencia de la fractura de la(s) falla(s).
F. Criterio de Aceptación
1. Si el Valor de Impacto de la Soldadura Candidata no es igual o mayor que el Valor de
Impacto Referencial , la calificación ha fallado.
2. Para el Valor de Impacto de la Soldadura Candidata que alcance el Valor de Impacto
Referencial , el espécimen deberá ser evaluado por el procedimiento del párrafo 3.6.
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 3_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 15 of 19
Project Number: PSP108 Attachment 3_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
3. Pruebas de 680 N·m (500lbf▪ft) o mayor impacto sin fallas, deberán pasar, quedando
pendiente exámenes por el procedimiento del párrafo 3.6 A.
3.6 Exámen de Pruebas Mecánicas
A. Inspecciuón Visual
1. Inspeccione visualmente el cupón por hendiduras, porosidad u otros defectos de acuerdo
a las recomendaciones del fabricante, ASTM 2657, AWS G1.10M, and ASME B31.3 tabla
A341.3.2.
2. Si visualmente ho hay defectos presentes, la soldadura es aceptable. Si se han observado
defectos en cualquier cupón, toda la calificación ha fallado.
B. Falla fuera de la zona de soldadura:
La falla fuera de la zona de soldadura es aceptable. Indica que la fusión tiene mayor integridad
que el accesorio o el tubo.
C. Falla en la zona de soldadura:
1. Fractura dúctil:
Contacte al Comprador. Podría ser aceptable que la falla ocurra en una manera dúctil,
indicación de una deformación plástica y sobrecarga de tracción, mientras se este
mostrando un monto de elongación distintivo; aunque mas ensayos destructivos y/o no
destructivos son requeridos para verificar la calidad de la fusión.
2. Fractura por fragilidad:
SI un cupón falla antes de haber logrado una rotación de 180 grados, o se produce una
falla poco notoria con superficie que contenga una fractura “por fragilidad”, la soldadura
completa ha fallado en la calificación.
3.7 Re-Prueba de los cupones de Calificación BPS.
A. El Comprador se reserva el derecho de instituir mas ensayos destructivos o no destructivos,
tales como al impacto, al torque, a la elongación a la tracción, o examinación ultrasónica para
verificar la calidad de la BPS o el Bonder.
B. Si el cupón ha fallado o hay alguna ambigüedad en los resultados de los ensayos, contacte al
Comprador:
1. Con la aprobación, re-ensayar los especimenes del mismo carrete de soldadura, pueden
ser probados destructivamente según los métodos alternativos del párrafo 3.3.
2. Alternativamente, el tiempo ultrasónico de paso de la difracción (UT-TOFD) puede usarse
para verificar la integridad.
C. Si uno de los cupones de re-ensayo fallara, entonces la evaluación completa debe ser
reiniciada.
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 3_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 16 of 19
Project Number: PSP108 Attachment 3_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
NOTA: 3
MUESTRAS
NOTE:
POR 3
COUPONS
SECCIÓN PER
SECTION
120° 120°
120°
Figura 1 – Ubicaciones de los cupones de muestra
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 3_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 17 of 19
Project Number: PSP108 Attachment 3_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
Figura 2 – Ensayo de doblado lateral de HDPE
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 3_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 18 of 19
Project Number: PSP108 Attachment 3_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
15 t 15 t
(150mm min) (150mm min)
1-1/2 t
(25mm
min)
CORREA
TEST DE ENSAYO
STRAP
FUSION
BUTT A TOPE
FUSION
15 t 15 t
(150mm min) (150mm min)
1-1/2 t
(25mm
min)
CORREA
TEST DE ENSAYO
STRAP
SOCKET FUSION
FUSION SOCKET
15 t 15 t
(150mm min) (150mm min)
1-1/2 t
(25mm
min)
CORREA DE ENSAYO
TEST STRAP
ACCESORIOS
SADDLE PARA LA SILLETA
FITTING
Figura 3 – Dimensiones del cupón
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 3_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 19 of 19
Project Number: PSP108 Attachment 3_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
IMPACTO
MORDAZAS
DE TORNILLO DE BANCO
(TIPICO)
Superficie
Preparada
CARA DEL
CL LABIO DE
LA JUNTA
6t (75mm min) 6t (75mm min)
Figura 4 – Prueba de Impacto por caída de un peso
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 3_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 1 of 2
Project Number: PSP108 Attachment 4_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
PRE-PRODUCTION BONDING CHECKLIST
NOTE: THIS FORM SHALL BE COMPLETED AT THE BEGINNING OF EACH FUSION BONDING PRODUCTION SHIFT.
DATE: ________________________________________ AMBIENT TEMPERATURE: _________________
CONTRACTOR: ________________________________ WIND SPEED: ____________________________
FUSION BONDER: ______________________________ RAIN or SNOW: __________________________
FUSION MACHINE TYPE: ________________________ FUSION MACHINE NUMBER:_______________
Contractor Buyer
Item Inspection Procedure Acceptance Criteria
Inspector Inspector
1 HEATER PLATE
- thermostat operating, calibrated - calibration records
- plate surface - clean, free from scratches
- plate heating - uniform temp ±5.6°C
- contact pyrometer calibrated - records
2 HYDRAULICS
- oil reservoir - filled, clean
- pressure gauge operating, calibrated - records (within 3 months)
- hydraulics operating - visual, gauge readings
3 CLAMPS, CUTTERS, ETC.
- clamps, jigs, pullers in good operating - visual
condition
- cutters in good operating condition - visual
4 WEATHER CONDITIONS
- record weather conditions
- above 4.4°C (wind chill?) - hoard & heat if < 4.4°C
- high wind, rain, snow - protect pipe (hoard)
- pipe temperature - protect pipe against low temp
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 4_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A. Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 2 of 2
Project Number: PSP108 Attachment 4_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
CHECKLIST DE PRE-PRODUCCIÓN DE JUNTA POR FUSIÓN
NOTA: ESTE FORMATO SE DEBERÁ COMPLETAR AL COMIENZO DE CADA TURNO DE PRODUCCIÓN DE JUNTAS POR FUSIÓN.
FECHA: ________________________________________ TEMPERATURA AMBIENTE: _______________
CONTRATISTA: ________________________________ VELOCIDAD DEL VIENTO: ________________
BONDER DE LA FUSIÓN: ________________________ LLUVIA O NIEVE:________________________
TIPO DE MAQUINA DE FUSIÓN:____________________ NÚMERO DE MÁQUINA DE FUSIÓN:_________
Ítem Procedimiento de Inspección Criterio de Aceptación Contratista Comprador
Inspector inspector
1 PLACA CALEFACTORA
- funcionamiento del termostato, calibrado. - registro de calibración.
- superficie de la placa. - limpia, libre de rasguños.
- calentamiento de la placa. - Temp. uniforme de ±5.6°C.
- pirómetro de contacto calibrado. - registros.
2 HIDRÁULICA
- recipiente de aceite. - lleno, limpio.
- operación a presión manométrica, - registros (dentro de 3 meses).
calibrado.
- operación hidráulica. - visual, lecturas manométricas.
3 ABRAZADERAS, CORTADORES, ETC.
- abrazaderas, plantillas, y jaladores en - visual.
buena condición de operación.
- cortadores en buena condición de - visual.
operación.
4 CONDICIONES CLIMÁTICAS
- registre las condiciones climáticas.
- por encima de 4.4°C (¿viento muy frío?). - almacenar y calentar si <
4.4°C
- viento, lluvia, nieve. - proteja el tubo (cúbralo ).
- temperatura del tubo. - proteja el tubo contra
temperatura baja.
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 4_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 1 of 4
Project Number: PSP108 Attachment 5_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
BONDING CHECKLIST
DATE: ___________________________________ AMBIENT TEMPERATURE: _____________________
CONTRACTOR: ___________________________ WIND SPEED: ________________________________
FUSION BONDER: ________________________ RAIN or SNOW: _______________________________
FUSION MACHINE TYPE: ___________________ FUSION MACHINE NUMBER: ____________________
Contractor Buyer
ITEM Inspection Procedure Acceptance Criteria
Inspector Inspector
1 TRIAL FUSION
- Visual Examination - visual acceptance criteria
- UT-TOFD examination - UT-TOFD acceptance criteria
2 FUSION BONDING
- record fusion number
- record resin type
- record pipe size & SDR
- record start time
- check heater plate - cleaned
- select heating cycles - per BPS table
- select fusion pres. (with no drag) - per BPS table
- check set up clamps - correct clamps
- pipe ends - square and clean
- check/record drag pressure - calculate total fusion press.
- check pipe ends after facing - aligned with 10% wall thick.
- check/record heater temp. - ± 10°C
- time heater plate removed - per BPS table
- check/record melt bead size - per BPS table
- check/record total fusion pressure - per calculated total fusion in BPS
table
- check bead rollover - complete roll back, uniform
- check/record cooling time - per BPS table
- record finish time
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 5_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 2 of 4
Project Number: PSP108 Attachment 5_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
FUSION DATASHEET LOG
FUSION BONDER: _________________________________________ AREA:_____________________ DATE: ______________________
CONTRACTOR INSPECTOR:_________________________________ BPS:_____________________ PAGE OF _______
FUSION TYPE: ________________________(SOCKET, BUTT, OR SADDLE FUSION) BUYER INSPECTOR:_____________________________________
TOTAL BEAD
FUSION MATERIAL SDR AMBIENT START FINISH FITUP MELT DRAG COOL CONT. BUYER
NPS FUSION ROLL
NO. GRADE RATING TEMP. TIME TIME CHECKED BEAD SIZE PRESSURE TIME INSP. INSP.
PRESSURE OVER
FABRICATOR INSPECTOR SIGN. ______________________________________ DATE: ____________________
OWNER INSPECTOR SIGN. ______________________________________ DATE: ____________________
FUSION BONDER SIGN. ______________________________________ DATE: ____________________
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 5_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 3 of 4
Project Number: PSP108 Attachment 5_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
CHECKLIST DE PEGADO POR FUSIÓN Y REGISTRO DE LA HOJA DE
DATOS DE LA FUSIÓN
FECHA:__________________________________ TEMPERATURA AMBIENTE: ____________________
CONTRATISTA: ___________________________ VELOCIDAD DEL VIENTO: ______________________
BONDER: ________________________________ LLUVIA o NIEVE: ______________________________
TIPO DE MÁQUINA DE FUSIÓN: _____________ NÚMERO DE MÁQUINA DE FUSIÓN: _____________
ITEM Procedimiento de Inspección Criterios de Aceptación Inspector Inspector
Contratista Comprador
1 FUSIÓN DE ENSAYO
- Examen Visual - criterios de aceptación visual.
- Examen UT-TOFD - criterios de aceptación UT-TOFD
2 PEGADO POR FUSIÓN
- registre el número de fusión.
- registre el tipo de resina.
- registre el tamaño de tubo y SDR.
- registre el tiempo de inicio.
- revise la placa calefactora. - limpia.
- seleccione ciclos de calentamiento. - según tabla BPS.
-seleccione presión de fusión (sin - según tabla BPS.
arrastre).
- revise la disposición de mordazas - corrija las mordazas.
- extremos del tubo. - a escuadra y limpios.
- revise / registre presión de arrastre. - calcule la presión total de fusión.
-revise los extremos de tubos después - alineado con un espesor de
de enfrentarlos. pared del 10%.
- revise / registre Temp. de calentam. - ± 10°C.
- tome el tiempo de la plancha - según tabla BPS.
calefactora retirada.
- revise / registre tamaño de reborde - según tabla BPS.
ablandado.
- revise / registre presión total de - según fusión total calculada en
fusión. la tabla.
- revise que el reborde haya rodado - termine el enrollado, uniformice.
por completo.
- revise / registre tiempo enfriamiento. - según tabla BPS.
- registre el tiempo de finalización.
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 5_REV1.DOC PIPING
Client Name: Sociedad Minera Cerro Verde S.A.A Specification C-CS-50-005
Project Name: Primary Sulfide Project Page 4 of 4
Project Number: PSP108 Attachment 5_Rev. 1
FLUOR
Mining & Minerals
FIELD FABRICATION AND INSTALLATION OF HDPE PIPING
FABRICACIÓN EN CAMPO E INSTALACIÓN DE TUBERÍAS HDPE
BONDER DE LA FUSIÓN: _________________________________________ ÁREA:_____________________ FECHA: _____________________
INSPECTOR DE FABRICANTE:_________________________________ BPS:_____________________ PAG. DE _______
TIPO DE FUSIÓN: ____________________________________
(FUSIÓN TIPO SOCKET, A TOPES, O TIPO SILLETA) INSPECTOR DEL PROPIETARIO: _____________________________
FUSIÓN GRADO DE IPS GRADO TEMPER. TIEMP TIEMP AJUSTE TAMAÑO PRESIÓN PRESIÓN TIEMP ENROLL INSP. INSP.
NO. MATERIAL SDR AMBIENT INICIO FINAL VERIFICA REBORDE DE TOTAL DE ENFRI REBORD FAB. PROPIET
DO ABLANDA ARRASTRE FUSIÓN
DO
FIRMA DEL INSPECTOR FABRICANTE ______________________________________ FECHA:
_____________________
FIRMA DEL INSPECTOR DEL PROPIETARIO ______________________________________
FECHA:
FRIMA DEL BONDER DE LA FUSIÓN _____________________________________
_____________________
FECHA:
_____________________
Y:\103\109 ENGDOC\109.2 CONSPEC_CS\PIPING\C-CS-50-005\C-CS-50-005 HDPE_ATTACHMENT 5_REV1.DOC PIPING
También podría gustarte
- La Termofusión, una opción para obras de gran escalaDocumento4 páginasLa Termofusión, una opción para obras de gran escalaDanielAndresCarrascoBocazAún no hay calificaciones
- Adenda 2 - Especificacion Tecnica ManifoldDocumento4 páginasAdenda 2 - Especificacion Tecnica ManifoldSaid Fernando Alvarez MuñozAún no hay calificaciones
- Operacion Equipos Mcelroy Gran DiametroDocumento17 páginasOperacion Equipos Mcelroy Gran DiametroBrayan Yamil Castillo JulioAún no hay calificaciones
- Spanish Fusion Manual Version 3.1 2006 PDFDocumento92 páginasSpanish Fusion Manual Version 3.1 2006 PDFMattheo Rojas VilcahuamanAún no hay calificaciones
- Manual de Instalacion Valvula CheckDocumento4 páginasManual de Instalacion Valvula CheckisaiasAún no hay calificaciones
- Reduccion de Tiempo de Enfriamiento de FusionDocumento6 páginasReduccion de Tiempo de Enfriamiento de FusionJohnny Condori MarcapuraAún no hay calificaciones
- Union Pead o HDPEDocumento36 páginasUnion Pead o HDPENicolasDonosoLopezAún no hay calificaciones
- Procedimiento - Homologación de FusionistasDocumento8 páginasProcedimiento - Homologación de Fusionistaspalogitano1985Aún no hay calificaciones
- PLH-PE-04-01 Soldadura Termoplasticos Butt Welding Rev.5Documento12 páginasPLH-PE-04-01 Soldadura Termoplasticos Butt Welding Rev.5Isabel GutiérrezAún no hay calificaciones
- Prodecimiento Izaje e InstalacionDocumento6 páginasProdecimiento Izaje e InstalacionFreddy Alonzo Salas CohaguilaAún no hay calificaciones
- Termofusión Soldadura A TopeDocumento3 páginasTermofusión Soldadura A TopeMarco Antonio Sanchez LombardiAún no hay calificaciones
- 010 Pets DuctosDocumento10 páginas010 Pets DuctosjoseAún no hay calificaciones
- Calificacion A Fusionistas de PeDocumento20 páginasCalificacion A Fusionistas de PeOscar CopzAún no hay calificaciones
- Procedimiento de Soldadura ThemcoDocumento9 páginasProcedimiento de Soldadura ThemcoOsmar Gabriel Peñaloza100% (1)
- Protocolo Camaras Frigorificas Rev. 2Documento5 páginasProtocolo Camaras Frigorificas Rev. 2Roberto ChavarriaAún no hay calificaciones
- PR Cerco Perimetral Rev 0Documento18 páginasPR Cerco Perimetral Rev 0Andrés Carreño CortésAún no hay calificaciones
- Ensayo VicatDocumento9 páginasEnsayo VicatJosiola MariledoAún no hay calificaciones
- Capacitacion PeadDocumento24 páginasCapacitacion PeadJose Luis GianelloAún no hay calificaciones
- Procedimiento de Encofrado y Desencofrado Gs&yDocumento16 páginasProcedimiento de Encofrado y Desencofrado Gs&yDanny Angulo OrtegaAún no hay calificaciones
- OTM797 - SFM805 - Oferta N6926 Rev 0 - Fabricacion Spool No 3Documento10 páginasOTM797 - SFM805 - Oferta N6926 Rev 0 - Fabricacion Spool No 3young bastarding100% (1)
- CAV-PG-PO-050 PROCEDIMIENTO PARA REALIZAR Instalacion de Cerca Perimetral Con Alambre de Puas en PostesDocumento6 páginasCAV-PG-PO-050 PROCEDIMIENTO PARA REALIZAR Instalacion de Cerca Perimetral Con Alambre de Puas en PostesZamora Villarreal ErickAún no hay calificaciones
- Catalogo Corema Sas 2018 PDFDocumento17 páginasCatalogo Corema Sas 2018 PDFGerly ManzanaresAún no hay calificaciones
- PC-Excavación de CisternaDocumento9 páginasPC-Excavación de CisternaYOLANDAAún no hay calificaciones
- Instalación de losas postensadasDocumento21 páginasInstalación de losas postensadasRonald Altamirano EchevarríaAún no hay calificaciones
- Propuesta Tecnica Aislamiento PlantaDocumento72 páginasPropuesta Tecnica Aislamiento PlantaJorch Galvan100% (1)
- Manual de SoldadurasDocumento12 páginasManual de SoldaduraslohvAún no hay calificaciones
- DISEÑO ESTRUCTURAL DE MÁSTIL DE 25 M DE ALTURA PARA ILUMINACIÓNDocumento33 páginasDISEÑO ESTRUCTURAL DE MÁSTIL DE 25 M DE ALTURA PARA ILUMINACIÓNDaniel Dueñas ChantacaAún no hay calificaciones
- ETS-Nivelacion de Maquinaria Con Sikagrout 110 (Guvi)Documento5 páginasETS-Nivelacion de Maquinaria Con Sikagrout 110 (Guvi)kerenAún no hay calificaciones
- 8 - Procedimiento de Trabajo Aseo Industrial CPSDocumento29 páginas8 - Procedimiento de Trabajo Aseo Industrial CPSRodrigo MedinaAún no hay calificaciones
- Manual instalador polifusiónDocumento30 páginasManual instalador polifusiónfrankAún no hay calificaciones
- Plan de Calidad Avance 1Documento33 páginasPlan de Calidad Avance 1Luna Lb VianneyAún no hay calificaciones
- Accesorios de Polietileno Tipo Electrofusión para Tuberías y Tubos de Polietileno de Diámetro Exterior ControladoDocumento15 páginasAccesorios de Polietileno Tipo Electrofusión para Tuberías y Tubos de Polietileno de Diámetro Exterior ControladoPablo Cesar Zevallos ZamudioAún no hay calificaciones
- Manual de Instalacion de Tuberias Linea Acueducto y Proyectos EspecialesDocumento56 páginasManual de Instalacion de Tuberias Linea Acueducto y Proyectos EspecialesMiguel Navarro100% (1)
- Procedimiento Fundición de Hormigón PDFDocumento5 páginasProcedimiento Fundición de Hormigón PDFOlmer Arturo Ordóñez VegaAún no hay calificaciones
- Vigas de AmarreDocumento2 páginasVigas de AmarreFelipe Acosta100% (1)
- PTS Termofusión PP750 Spanish 9-2008Documento32 páginasPTS Termofusión PP750 Spanish 9-2008torresdeepAún no hay calificaciones
- Equipo Traccion de HDPEDocumento3 páginasEquipo Traccion de HDPEAnonymous t0r2yT4Aún no hay calificaciones
- Pet-Tan-Cchu 03-12-17 Instalacion de Geotextil, Geomembrana, ManualmenteDocumento3 páginasPet-Tan-Cchu 03-12-17 Instalacion de Geotextil, Geomembrana, ManualmenteCelca IngenierosAún no hay calificaciones
- Protocolo de Instalacin de Geomembranas Alvatech-2Documento6 páginasProtocolo de Instalacin de Geomembranas Alvatech-2Jose Luis Bazualdo CabreraAún no hay calificaciones
- Wc-pets-sst-003-Termofusion de Tuberia y Accesorios Hdpe - V01Documento12 páginasWc-pets-sst-003-Termofusion de Tuberia y Accesorios Hdpe - V01diadex27Aún no hay calificaciones
- Manual PEADDocumento32 páginasManual PEADDavid BarretoAún no hay calificaciones
- SI3-47-03 Mantenimiento de Respiraderos Atmosféricos y de Presión Planta VacíoDocumento6 páginasSI3-47-03 Mantenimiento de Respiraderos Atmosféricos y de Presión Planta VacíoOMAR FREITESAún no hay calificaciones
- Tabla de ParametrosDocumento21 páginasTabla de ParametrosBoris MoreiraAún no hay calificaciones
- Sig-Pet-Ctolis-22trabajos de Instalación de Tuberia Hdpe y Tanque de PolietilenoDocumento4 páginasSig-Pet-Ctolis-22trabajos de Instalación de Tuberia Hdpe y Tanque de PolietilenoNicma NICMAAún no hay calificaciones
- Lavamanos Itec PDFDocumento32 páginasLavamanos Itec PDFAlberto HintermeisterAún no hay calificaciones
- Construcción e instalaciones técnicasDocumento33 páginasConstrucción e instalaciones técnicassilena alvaradoAún no hay calificaciones
- Certificado calidad sistema contraincendios edificio San FelipeDocumento1 páginaCertificado calidad sistema contraincendios edificio San FelipeGuillermo Catter FarroAún no hay calificaciones
- PC-CJV-GEN-X-X-STR-PR-G026 - 02 Hormigon Estructural (MOP Rev 0)Documento47 páginasPC-CJV-GEN-X-X-STR-PR-G026 - 02 Hormigon Estructural (MOP Rev 0)jaimeAún no hay calificaciones
- Especificaciones Técnicas de Instalación Del Tecweb-CanalesDocumento7 páginasEspecificaciones Técnicas de Instalación Del Tecweb-CanalesMichel Rosales CaroAún no hay calificaciones
- Presupuesto Santander - InpromayoDocumento2 páginasPresupuesto Santander - InpromayoSheyla DiazAún no hay calificaciones
- CS - PETS - 001 Trazo y ReplanteoDocumento4 páginasCS - PETS - 001 Trazo y ReplanteoEddinson Jesus Panduro NoronhaAún no hay calificaciones
- Juntas de Expansión Elastomericas JOMARDocumento14 páginasJuntas de Expansión Elastomericas JOMARManuel FernandezAún no hay calificaciones
- Tesina Mass Concrete (Final)Documento78 páginasTesina Mass Concrete (Final)Ronald TorresAún no hay calificaciones
- Procedimiento Termofusión - Rev.0Documento14 páginasProcedimiento Termofusión - Rev.0CBV Solution EngineeringAún no hay calificaciones
- Instalacion Valvula de CompuertaDocumento20 páginasInstalacion Valvula de CompuertaDY_3GOAún no hay calificaciones
- TERMOfusionDocumento6 páginasTERMOfusionLuis Eduardo Villalba QuimbayoAún no hay calificaciones
- 06 Soldadura Por ExtrusionDocumento12 páginas06 Soldadura Por ExtrusionDorados Mining CeproingAún no hay calificaciones
- C-CS-50-001 Soldadura en General v2Documento27 páginasC-CS-50-001 Soldadura en General v2Jorge Johnny Chipana MachacaAún no hay calificaciones
- C-CS-50-004 Fabricacion e Instalacion Tuberia v1Documento19 páginasC-CS-50-004 Fabricacion e Instalacion Tuberia v1Jorge Johnny Chipana MachacaAún no hay calificaciones
- Soldadura Por ElectrofusionDocumento25 páginasSoldadura Por ElectrofusionMaria Luisa100% (1)
- Permiso Izaje CriticoDocumento1 páginaPermiso Izaje CriticoJorge Johnny Chipana MachacaAún no hay calificaciones
- Curso bombas sistemas bombeo AGIMFDocumento15 páginasCurso bombas sistemas bombeo AGIMFJorge Johnny Chipana MachacaAún no hay calificaciones
- Agregar Componente Al Catalogo de AutoCad ElectricalDocumento2 páginasAgregar Componente Al Catalogo de AutoCad ElectricalJorge Johnny Chipana MachacaAún no hay calificaciones
- Cargador de Baterias 1.5 KWDocumento116 páginasCargador de Baterias 1.5 KWJorge Johnny Chipana MachacaAún no hay calificaciones
- Presion Constante HydrocenterDocumento31 páginasPresion Constante HydrocenterJorge Johnny Chipana MachacaAún no hay calificaciones
- Optimized title for RFI document requesting confirmation of equipment removal from Substation 0950Documento1 páginaOptimized title for RFI document requesting confirmation of equipment removal from Substation 0950Jorge Johnny Chipana MachacaAún no hay calificaciones
- Tabla de PernosDocumento1 páginaTabla de PernosJorge Johnny Chipana MachacaAún no hay calificaciones
- Motivación en Las OrganizacionesDocumento22 páginasMotivación en Las OrganizacionesJorge Johnny Chipana MachacaAún no hay calificaciones
- Ejercicios de Algebra - LogaritmosDocumento5 páginasEjercicios de Algebra - LogaritmosJorge Johnny Chipana MachacaAún no hay calificaciones
- Seminario Unidad 1Documento41 páginasSeminario Unidad 1Jorge Johnny Chipana MachacaAún no hay calificaciones
- Radio AMDocumento12 páginasRadio AMJorge Johnny Chipana MachacaAún no hay calificaciones
- PSI Plus Automatizacion Neumatica Celda FlotacionDocumento8 páginasPSI Plus Automatizacion Neumatica Celda FlotacionJorge Johnny Chipana MachacaAún no hay calificaciones
- Dimensionamiento 2HPDocumento1 páginaDimensionamiento 2HPJorge Johnny Chipana MachacaAún no hay calificaciones
- Poder y Politica, y Obediencia y Relaciones Del PoderDocumento27 páginasPoder y Politica, y Obediencia y Relaciones Del PoderJorge Johnny Chipana MachacaAún no hay calificaciones
- Lista de Precios - Deteccion Contra IncenDocumento7 páginasLista de Precios - Deteccion Contra IncenSchulz ChulzAún no hay calificaciones
- Seminario Unidad 2Documento39 páginasSeminario Unidad 2Jorge Johnny Chipana MachacaAún no hay calificaciones
- Control PidDocumento25 páginasControl PidMcguffin GuffinAún no hay calificaciones
- AISLADORES DE POLIESTER CuDocumento2 páginasAISLADORES DE POLIESTER CuJorge Johnny Chipana MachacaAún no hay calificaciones
- Internet de Banda Ancha en Posta Medica en Peru AI - POSTA - LA VILLADocumento13 páginasInternet de Banda Ancha en Posta Medica en Peru AI - POSTA - LA VILLAJorge Johnny Chipana MachacaAún no hay calificaciones
- Diseño de PCBDocumento24 páginasDiseño de PCBJorge Johnny Chipana MachacaAún no hay calificaciones
- Toma de Datos Motorreductor, CadenaDocumento1 páginaToma de Datos Motorreductor, CadenaJorge Johnny Chipana MachacaAún no hay calificaciones
- Lab13 Variador de Velocidad IIDocumento8 páginasLab13 Variador de Velocidad IIJorge Johnny Chipana MachacaAún no hay calificaciones
- Lab07 Amplificador CI LM386Documento8 páginasLab07 Amplificador CI LM386Jorge Johnny Chipana MachacaAún no hay calificaciones
- Diagrama Unifilar Hyster-Model PDFDocumento1 páginaDiagrama Unifilar Hyster-Model PDFJorge Johnny Chipana MachacaAún no hay calificaciones
- EPP Equipos Proteccion PersonalDocumento1 páginaEPP Equipos Proteccion PersonalJorge Johnny Chipana MachacaAún no hay calificaciones
- Arranque Y-D Motor 75HPDocumento1 páginaArranque Y-D Motor 75HPJorge Johnny Chipana MachacaAún no hay calificaciones
- ReporteCWProyectoPronatelLimaDocumento15 páginasReporteCWProyectoPronatelLimaJorge Johnny Chipana MachacaAún no hay calificaciones
- Informe Tecnico Bomba Hidraulica Prensa1 + ManualDocumento9 páginasInforme Tecnico Bomba Hidraulica Prensa1 + ManualJorge Johnny Chipana MachacaAún no hay calificaciones
- Sistema Contraincendio IRCON FA-106Documento5 páginasSistema Contraincendio IRCON FA-106Jorge Johnny Chipana MachacaAún no hay calificaciones