También podría gustarte
- Caso AutolivDocumento18 páginasCaso AutolivGiancarlos Anthony Espíritu Bravo100% (4)
- UF1126 - Control de la producción en fabricación mecánicaDe EverandUF1126 - Control de la producción en fabricación mecánicaAún no hay calificaciones
- UF1125 - Técnicas de programación en fabricación mecánicaDe EverandUF1125 - Técnicas de programación en fabricación mecánicaAún no hay calificaciones
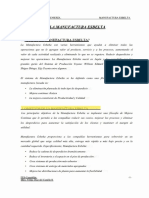
- La Manufactura Esbelta NikeDocumento4 páginasLa Manufactura Esbelta NikeElmer Duberly Cevallos Jimenez100% (1)
- MANUFACTURA ESBELTA HacerDocumento36 páginasMANUFACTURA ESBELTA HacerRjorge Ramos VelasquezAún no hay calificaciones
- 6.2 Sistema de Justo A Tiempo y Producción EsbeltaDocumento12 páginas6.2 Sistema de Justo A Tiempo y Producción EsbeltaJob CarrascoAún no hay calificaciones
- Qué Es La Manufactura EsbeltaDocumento19 páginasQué Es La Manufactura EsbeltaMarco MuñozAún no hay calificaciones
- Manufactura FlexibleDocumento20 páginasManufactura Flexibleteklador123456Aún no hay calificaciones
- Manufactura EsbeltaDocumento20 páginasManufactura EsbeltajerajuAún no hay calificaciones
- Manufactura EsbeltaDocumento24 páginasManufactura EsbeltaCarlos Roberto ReinaAún no hay calificaciones
- Manufactura EsbeltaDocumento7 páginasManufactura EsbeltaAlondra Merary Huerta EspinozaAún no hay calificaciones
- La Manufactura Esbelta La Manufactura EsbeltaDocumento16 páginasLa Manufactura Esbelta La Manufactura EsbeltaSalvadot De JesusAún no hay calificaciones
- Manufactura EsbeltaDocumento30 páginasManufactura EsbeltaAndresGaribayAún no hay calificaciones
- Sistemas EsbeltosDocumento7 páginasSistemas EsbeltosMartin MachucaAún no hay calificaciones
- Manufactura Esbelta WordDocumento53 páginasManufactura Esbelta WordcesaraugustopaitanAún no hay calificaciones
- Manufactura EsbeltaDocumento35 páginasManufactura EsbeltaSebastian VilladAún no hay calificaciones
- Empresa EsbeltaDocumento6 páginasEmpresa EsbeltaYulithaa Moreno MeridaAún no hay calificaciones
- Manufactura EsbeltaDocumento36 páginasManufactura EsbeltaAlejandro FernandezAún no hay calificaciones
- Informe EsbeltaDocumento16 páginasInforme EsbeltaOmar ValderaAún no hay calificaciones
- La Historia de La Manufactura Lean y El SPTDocumento18 páginasLa Historia de La Manufactura Lean y El SPTIsmael Pérez Montes de OcaAún no hay calificaciones
- Manufactura EsbeltaDocumento20 páginasManufactura EsbeltaandreaAún no hay calificaciones
- Avance 1 Era. y 2 Da. Semana Manufactura EsbeltaDocumento21 páginasAvance 1 Era. y 2 Da. Semana Manufactura EsbeltaQuarantaz LuzesAún no hay calificaciones
- Actividades 4 y 5Documento13 páginasActividades 4 y 5luis lopezAún no hay calificaciones
- Qué Es La Manufactura EsbeltaDocumento20 páginasQué Es La Manufactura Esbeltadiego2185Aún no hay calificaciones
- Informe Completo EsbeltaDocumento16 páginasInforme Completo EsbeltaOmar ValderaAún no hay calificaciones
- Cap # 8 Jit y Operaciones EsbeltasDocumento6 páginasCap # 8 Jit y Operaciones EsbeltasSamady MorenoAún no hay calificaciones
- Semana 1Documento34 páginasSemana 1Katherine BriceñoAún no hay calificaciones
- La Manufactura EsbeltaDocumento15 páginasLa Manufactura EsbeltaDaniel CarlosAún no hay calificaciones
- LNTXXX03A1M Gestion de Operaciones Sesion 14 Felipe Yong Quispe Infante Luis M.Documento81 páginasLNTXXX03A1M Gestion de Operaciones Sesion 14 Felipe Yong Quispe Infante Luis M.Huber MuñozAún no hay calificaciones
- ForoDocumento5 páginasForoKessly CarrascoAún no hay calificaciones
- Manufactura EsbeltaDocumento67 páginasManufactura EsbeltaMilagro Murillo100% (1)
- S08.s1 - Material - Sistemas EsbeltosDocumento98 páginasS08.s1 - Material - Sistemas EsbeltosKelly100% (1)
- La Manufactura Esbelta-InformeDocumento7 páginasLa Manufactura Esbelta-InformeKarolay RamosAún no hay calificaciones
- Unidad IDocumento18 páginasUnidad IYuzzAún no hay calificaciones
- Producción Esbelta - Sem 01Documento30 páginasProducción Esbelta - Sem 01Adrián CoronadoAún no hay calificaciones
- Aplicación de Técnicas Manufactura EsbeltaDocumento49 páginasAplicación de Técnicas Manufactura EsbeltaFrancisco Daniel García VillegasAún no hay calificaciones
- Gerencia OperacionesDocumento7 páginasGerencia OperacionesZulmy Roque GuadalupeAún no hay calificaciones
- Manufactura EsbeltaDocumento38 páginasManufactura EsbeltaDeiSyOsoRioAún no hay calificaciones
- Manufactura Esbela EXPODocumento23 páginasManufactura Esbela EXPOJensy VasquezAún no hay calificaciones
- Manufactura EsbeltaDocumento2 páginasManufactura EsbeltafelipeAún no hay calificaciones
- Manufactura EsbeltaDocumento25 páginasManufactura EsbeltaIvan HernándezAún no hay calificaciones
- CalidadDocumento12 páginasCalidadAriadnaAún no hay calificaciones
- Lean ManufacturingDocumento6 páginasLean ManufacturingHERNAN SALVATORI URBINAAún no hay calificaciones
- 3.6 Producción Esbelta y Programación MaestraDocumento13 páginas3.6 Producción Esbelta y Programación MaestraIván Hernández50% (2)
- Lean ManufacturyDocumento12 páginasLean ManufacturyRenato V CHAún no hay calificaciones
- Just in TimeDocumento25 páginasJust in TimeNicolás RiveraAún no hay calificaciones
- 7 Pasos para Implementar El Lean ManufacturingDocumento7 páginas7 Pasos para Implementar El Lean ManufacturingROBINSON BOLANOS TAPIEAún no hay calificaciones
- Qué Es Manufactura Esbelta y para Qué SirveDocumento6 páginasQué Es Manufactura Esbelta y para Qué SirveMelissa CamposAún no hay calificaciones
- MANUFACTURA EsbeltaDocumento28 páginasMANUFACTURA EsbeltaLeoAún no hay calificaciones
- Introducción Manufactura EsbeltaDocumento7 páginasIntroducción Manufactura EsbeltaJesus Lira100% (1)
- Manufactura EsbeltaDocumento12 páginasManufactura Esbeltajuancarlos2626100% (1)
- Manufactura EsbeltaDocumento5 páginasManufactura EsbeltaAnny Sfm100% (1)
- Expo Unidad 1 - Manufactura Esbelta-1Documento49 páginasExpo Unidad 1 - Manufactura Esbelta-1ÑuisAún no hay calificaciones
- Four Decades of Manufacturing's Hits, Misses and SmilesDocumento15 páginasFour Decades of Manufacturing's Hits, Misses and SmilesAlejandra Cabrera BAún no hay calificaciones
- ExposicionDocumento33 páginasExposicionpamela chuAún no hay calificaciones
- 10 Cap 14 - Cadenas de Suministro EsbeltasDocumento30 páginas10 Cap 14 - Cadenas de Suministro EsbeltasKev GarciaaAún no hay calificaciones
- 4.2 La Filosofía de La Manufactura JITDocumento18 páginas4.2 La Filosofía de La Manufactura JITCitlali HidalgoAún no hay calificaciones
- Notas Clase Semana1Documento34 páginasNotas Clase Semana1Daniel AzpeAún no hay calificaciones
- Lean certification. Certificación de un sistema de gestión leanDe EverandLean certification. Certificación de un sistema de gestión leanAún no hay calificaciones
- UF1127 - Registro, evolución e incidencias en la producción en fabricación mecánicaDe EverandUF1127 - Registro, evolución e incidencias en la producción en fabricación mecánicaAún no hay calificaciones
- Estrés Causado Por El CalorDocumento2 páginasEstrés Causado Por El CalorbaguicitaAún no hay calificaciones
- Las Desventuras Del Joven WertherDocumento5 páginasLas Desventuras Del Joven WertherbaguicitaAún no hay calificaciones
- 00sistemas CalidadDocumento25 páginas00sistemas CalidadbaguicitaAún no hay calificaciones
- Que Es Un Sistema de Gestion de CalidadDocumento8 páginasQue Es Un Sistema de Gestion de CalidadbaguicitaAún no hay calificaciones
- FordismoDocumento2 páginasFordismoAlejandro Huaman RomeroAún no hay calificaciones
- Borme A 2024 17 06Documento3 páginasBorme A 2024 17 06Mysha KhalAún no hay calificaciones
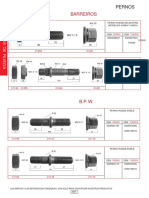
- Pernos CasalsDocumento83 páginasPernos CasalsNuno RegoAún no hay calificaciones
- Hojas de Produccion y Por Procesos 18 Julio 20Documento23 páginasHojas de Produccion y Por Procesos 18 Julio 20ALFRDOAún no hay calificaciones
- Caso Grafitón (Datos)Documento33 páginasCaso Grafitón (Datos)Sebastian BravoAún no hay calificaciones
- Compras y Aprovisionamiento Tercera EntregaDocumento17 páginasCompras y Aprovisionamiento Tercera Entregavalediazcamacho11Aún no hay calificaciones
- Trabajo Practico Miel A DinamarcaDocumento3 páginasTrabajo Practico Miel A DinamarcaGuido ZarriAún no hay calificaciones
- TEMAS 5 Gestión de CalidadDocumento32 páginasTEMAS 5 Gestión de CalidadMuelasmochasAún no hay calificaciones
- Ejercicios MW, TP, EscDocumento14 páginasEjercicios MW, TP, EscLuis David DufooAún no hay calificaciones
- Generalidades: NO AlimentariaDocumento2 páginasGeneralidades: NO AlimentariaGuillermo NoriegaAún no hay calificaciones
- Actividad 3 T4Documento7 páginasActividad 3 T4Food Trucks de México ComprasAún no hay calificaciones
- 01 IntroducciónDocumento46 páginas01 IntroducciónConsuelo Ignacia Albornoz JaqueAún no hay calificaciones
- Practica Adicional GloriaDocumento10 páginasPractica Adicional GloriaEliaAún no hay calificaciones
- Contabilidad de CostosDocumento7 páginasContabilidad de CostosNohely DiazAún no hay calificaciones
- PROYECTO DE GRADO - CASO EL DISTRIBUIDOR INDUSTRIAL 2daDocumento65 páginasPROYECTO DE GRADO - CASO EL DISTRIBUIDOR INDUSTRIAL 2daandrus2003Aún no hay calificaciones
- 03-23-2020 171556515 PPTSesion5Documento26 páginas03-23-2020 171556515 PPTSesion5jerzxbenitofeo22Aún no hay calificaciones
- Proceso de Importación Litotriptor Extracorporeo JULIO SINDY ANGIE - Compressed - Compressed-Comprimido - CompressedDocumento40 páginasProceso de Importación Litotriptor Extracorporeo JULIO SINDY ANGIE - Compressed - Compressed-Comprimido - CompressedJulioGomezAún no hay calificaciones
- Casos de Valuación Del CostoDocumento7 páginasCasos de Valuación Del CostoMishel OrtizAún no hay calificaciones
- Junta de Consejo 2021Documento12 páginasJunta de Consejo 2021Eli RodríguezAún no hay calificaciones
- Contabilidad Gerencial Y de Costos: Ms. CPC Elizabeth Ojeda CrisantoDocumento41 páginasContabilidad Gerencial Y de Costos: Ms. CPC Elizabeth Ojeda CrisantoAmmy RoncalAún no hay calificaciones
- PRACTICA N°4 2022-2 UniDocumento3 páginasPRACTICA N°4 2022-2 UniJuan MallmaAún no hay calificaciones
- Ejercicios de Productividad Media y MarginalDocumento9 páginasEjercicios de Productividad Media y MarginalCristian PilcoAún no hay calificaciones
- Insumos FertilizantesNutriente S Todos Los DatosDocumento109 páginasInsumos FertilizantesNutriente S Todos Los DatosHernán Costa VilaAún no hay calificaciones
- Problema EOQ - 14 MAYO 2022Documento13 páginasProblema EOQ - 14 MAYO 2022martaeaparicioAún no hay calificaciones
- Planesi 42GDocumento45 páginasPlanesi 42GGonzalo DelgadoAún no hay calificaciones
- Admn de MaterialesDocumento7 páginasAdmn de MaterialesElida PiñonAún no hay calificaciones
- Viajes de Practicas 2022Documento11 páginasViajes de Practicas 2022Cirilo LaimeAún no hay calificaciones
- Evidencia 2. Informe Sobre El Estado de Costo de Producción y de Ventas..1Documento3 páginasEvidencia 2. Informe Sobre El Estado de Costo de Producción y de Ventas..1alexAún no hay calificaciones
- Práctica Calificada 01 - Costos y Presupuestos - AlumnoDocumento4 páginasPráctica Calificada 01 - Costos y Presupuestos - AlumnoJhosimar VillamaresAún no hay calificaciones
- Mapa Conceptual Funciones y Propositos de Los InventariosDocumento4 páginasMapa Conceptual Funciones y Propositos de Los InventariosKalu Reyes machaconAún no hay calificaciones