También podría gustarte
- MD Greenfield Indoor Rural eDocumento11 páginasMD Greenfield Indoor Rural eivamarquezAún no hay calificaciones
- Pastas, morteros, adhesivos y hormigones. IEXD0409De EverandPastas, morteros, adhesivos y hormigones. IEXD0409Aún no hay calificaciones
- Especificaciones Técnicas de ConstrucciónDocumento16 páginasEspecificaciones Técnicas de ConstrucciónerickaAún no hay calificaciones
- Pastas, morteros, adhesivos y hormigones. EOCB0109De EverandPastas, morteros, adhesivos y hormigones. EOCB0109Aún no hay calificaciones
- Especificaciones TecnicasDocumento29 páginasEspecificaciones TecnicasJosue ValenciaAún no hay calificaciones
- Expediente TécnicoDocumento39 páginasExpediente TécnicoBrenda BarrantesAún no hay calificaciones
- Especificaciones TecnicasDocumento9 páginasEspecificaciones TecnicasSantiago CamachoAún no hay calificaciones
- Anexo 01 - Produccion de ConcretooDocumento6 páginasAnexo 01 - Produccion de ConcretooKaito YCAún no hay calificaciones
- Elaboración de Hitos de ConcretoDocumento13 páginasElaboración de Hitos de ConcretoBorgues Qch100% (1)
- Practica de Campo 5Documento13 páginasPractica de Campo 5Jeordi Rojas MendozaAún no hay calificaciones
- MD Greenfield Indoor Urbano eDocumento16 páginasMD Greenfield Indoor Urbano eivamarquezAún no hay calificaciones
- Especificaciones GeneralesDocumento17 páginasEspecificaciones GeneralesGerance Instruccion PipingAún no hay calificaciones
- Exposicion Concreto EstructuralDocumento33 páginasExposicion Concreto EstructuralwualnerAún no hay calificaciones
- Especificaciones Técnicas NavesDocumento13 páginasEspecificaciones Técnicas NavesFernando SaavedraAún no hay calificaciones
- Concretos HidráulicosDocumento13 páginasConcretos HidráulicosBryan BuenoAún no hay calificaciones
- Partida de Concreto ArmadoDocumento6 páginasPartida de Concreto ArmadoDiego Garcia Campos0% (1)
- Especificaciones Tecnicas Andenes Manga y BethelDocumento19 páginasEspecificaciones Tecnicas Andenes Manga y BethelYeinner SmithAún no hay calificaciones
- Cimentaciones y ZapatasDocumento23 páginasCimentaciones y ZapataswaldyAún no hay calificaciones
- VIGASDocumento24 páginasVIGASLucerito Morales NavaAún no hay calificaciones
- Memoria Descriptiva AngelDocumento19 páginasMemoria Descriptiva AngelJero Joseph Gonzales CancinoAún no hay calificaciones
- Especificaciones de Sardinel de ConfinamientoDocumento8 páginasEspecificaciones de Sardinel de ConfinamientoDoris Peña FeijooAún no hay calificaciones
- Diseño de MezclaDocumento6 páginasDiseño de MezclashanksAún no hay calificaciones
- Apuntes de Materiales y Procesos 3 Primera Parte (Arq UV)Documento15 páginasApuntes de Materiales y Procesos 3 Primera Parte (Arq UV)Alan PfengAún no hay calificaciones
- Especificaciones Tecnicas - EstructuraDocumento12 páginasEspecificaciones Tecnicas - EstructuraRosa Maribel Yupanqui CondoriAún no hay calificaciones
- 01.06 Concreto F'C 210 KG/CM : I. DescripciónDocumento19 páginas01.06 Concreto F'C 210 KG/CM : I. Descripciónmiguel olivaAún no hay calificaciones
- BuzonetaDocumento13 páginasBuzonetaOscar Rivas100% (1)
- Adoquin y Rejilla de PiedraDocumento38 páginasAdoquin y Rejilla de PiedraAndrés AlvaradoAún no hay calificaciones
- Obras de Concreto ArmadoDocumento12 páginasObras de Concreto ArmadoSaul Andre Sanga TorresAún no hay calificaciones
- Especificaciones TecnicasDocumento7 páginasEspecificaciones TecnicasLisbeth Anali Torres InumaAún no hay calificaciones
- Espec Galvez BarrenecheaDocumento13 páginasEspec Galvez BarrenecheajalcantaraasenjoAún no hay calificaciones
- E Spec Gen Micaela Basti DasDocumento13 páginasE Spec Gen Micaela Basti DasjalcantaraasenjoAún no hay calificaciones
- Especificacciones Tecnicas OkDocumento14 páginasEspecificacciones Tecnicas OkEdinson CamposAún no hay calificaciones
- Especificaciones Tecnicas - Infraestructura Deportiva - ArquitecturaDocumento34 páginasEspecificaciones Tecnicas - Infraestructura Deportiva - ArquitecturaDanni D Apaza ChAún no hay calificaciones
- TrabesDocumento29 páginasTrabesJuan Del Angel PabloAún no hay calificaciones
- ESPECIFICACIONESDocumento9 páginasESPECIFICACIONESHelen CoyoyAún no hay calificaciones
- Descripción de ConcretoDocumento17 páginasDescripción de ConcretoJhony SucasacaAún no hay calificaciones
- Aceras y Brocales MemoriaDocumento4 páginasAceras y Brocales MemoriaPedroPeraltaAún no hay calificaciones
- 01.-Especificaciones Técnicas - 3Documento5 páginas01.-Especificaciones Técnicas - 3Rocio FlorAún no hay calificaciones
- Analisis de La Partida Asentado de SogaDocumento15 páginasAnalisis de La Partida Asentado de SogaJAVIER ORLANDOAún no hay calificaciones
- Especificaciones Tecnicas-Vivienda MultifamiliarDocumento41 páginasEspecificaciones Tecnicas-Vivienda MultifamiliarYazmin FrancoAún no hay calificaciones
- Procedimiento de ConcretoDocumento4 páginasProcedimiento de Concretoronald.perezAún no hay calificaciones
- 5.03.02. Especificaciones Tecnicas Bloque 2 - ArquitecturaDocumento65 páginas5.03.02. Especificaciones Tecnicas Bloque 2 - Arquitecturabuho.dinerAún no hay calificaciones
- GalletasDocumento99 páginasGalletasMIGUELAún no hay calificaciones
- Concreto F'CDocumento14 páginasConcreto F'CYamileth RojasAún no hay calificaciones
- MD EstructurasDocumento8 páginasMD Estructurasdube.tj14Aún no hay calificaciones
- Especificaciones Técnicas de Una ViviendaDocumento8 páginasEspecificaciones Técnicas de Una ViviendaOloDuCaFolOAún no hay calificaciones
- Especificaciones Car WashDocumento10 páginasEspecificaciones Car WashGerber Tzic ChavezAún no hay calificaciones
- Concreto SimpleDocumento15 páginasConcreto SimpleCSilva MariAún no hay calificaciones
- Norma e 060Documento62 páginasNorma e 060Juan Victor Chavarria RochaAún no hay calificaciones
- Concreto, Albañileria y AceroDocumento161 páginasConcreto, Albañileria y AceroJunior Huaytalla PizarroAún no hay calificaciones
- Concreto Fresco Dosificacion, Fabricacion y TrasporteDocumento19 páginasConcreto Fresco Dosificacion, Fabricacion y Trasportelamasabatany100% (1)
- Norma Epm ConcretoDocumento42 páginasNorma Epm ConcretoDiego Fernando PastranaAún no hay calificaciones
- Tecnología Del Concreto 1Documento42 páginasTecnología Del Concreto 1ana rosaAún no hay calificaciones
- Expediente TecnicoDocumento8 páginasExpediente TecnicoBrayanRomeroAún no hay calificaciones
- Especificaciones Tecnicas OBRAS DE CONCRETO ARMADODocumento9 páginasEspecificaciones Tecnicas OBRAS DE CONCRETO ARMADOMARCO CAÑARI MANUTUPAAún no hay calificaciones
- Diseño de Hormigon 210 y 240Documento9 páginasDiseño de Hormigon 210 y 240Jonathan AndradeAún no hay calificaciones
- PROCESOS CONSTRUCTIVOS ConcretoDocumento8 páginasPROCESOS CONSTRUCTIVOS ConcretoJose Alejandro Diaz VelasquezAún no hay calificaciones
- Control de Calidad Del Concreto, Acero y Unidades de Albañileria PDFDocumento43 páginasControl de Calidad Del Concreto, Acero y Unidades de Albañileria PDFAAndres Frederick Manya Rojas100% (1)
- Resumen de La Norma-E-060Documento63 páginasResumen de La Norma-E-060neriAún no hay calificaciones
- MD Greenfield Indoor Rural IeDocumento8 páginasMD Greenfield Indoor Rural IeivamarquezAún no hay calificaciones
- MD Greenfield Indoor Urbano ADocumento5 páginasMD Greenfield Indoor Urbano AivamarquezAún no hay calificaciones
- Estudio de Resistividad Curumuy-1Documento32 páginasEstudio de Resistividad Curumuy-1ivamarquezAún no hay calificaciones
- MD Greenfield Indoor Rural IeDocumento8 páginasMD Greenfield Indoor Rural IeivamarquezAún no hay calificaciones
- MD Greenfield Indoor Urbano eDocumento16 páginasMD Greenfield Indoor Urbano eivamarquezAún no hay calificaciones
- MD Greenfield Outdoor Rural ADocumento5 páginasMD Greenfield Outdoor Rural AivamarquezAún no hay calificaciones
- Calculo de VentilacionDocumento2 páginasCalculo de VentilacionivamarquezAún no hay calificaciones
- Cat Logo Proyectos ManelsaDocumento24 páginasCat Logo Proyectos ManelsaivamarquezAún no hay calificaciones
- EEOLICA Febrero2012 G9 PDFDocumento104 páginasEEOLICA Febrero2012 G9 PDFJuan PeraltaAún no hay calificaciones
- Resistividad de Suelos 2013 - 2Documento18 páginasResistividad de Suelos 2013 - 2ivamarquezAún no hay calificaciones
- Presentación PROYNET ABR-2015 v4.1Documento28 páginasPresentación PROYNET ABR-2015 v4.1ivamarquezAún no hay calificaciones
- Como Perder Peso Definitivamente 11038Documento7 páginasComo Perder Peso Definitivamente 11038Jeronimo CarrascoAún no hay calificaciones
- Bomba CPM 158 PDFDocumento4 páginasBomba CPM 158 PDFVillano BuenoAún no hay calificaciones
- FOTO PROHIBIDOdual PDFDocumento39 páginasFOTO PROHIBIDOdual PDFAlejandro CampomarAún no hay calificaciones
- Bomba CPM 158 PDFDocumento4 páginasBomba CPM 158 PDFVillano BuenoAún no hay calificaciones
- Procedimientos de Trabajo ConfinadoDocumento3 páginasProcedimientos de Trabajo ConfinadoivamarquezAún no hay calificaciones
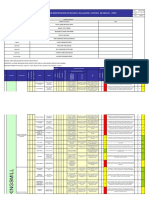
- Iperc Cow Planta Kingsmill V3.0Documento9 páginasIperc Cow Planta Kingsmill V3.0ivamarquezAún no hay calificaciones
- Planos para Muebles de MelaminaDocumento96 páginasPlanos para Muebles de Melaminasolintec94% (16)
- Plan Anual de SSTDocumento1 páginaPlan Anual de SSTivamarquezAún no hay calificaciones
- EST-SSO-001 Vehículos y Equipos Móviles PDFDocumento39 páginasEST-SSO-001 Vehículos y Equipos Móviles PDFjulio cesar100% (2)
- Ats ElectricalDocumento2 páginasAts ElectricalivamarquezAún no hay calificaciones
- R M 050-2013-TR Registros Obligatorios SGSSTDocumento186 páginasR M 050-2013-TR Registros Obligatorios SGSSTElmer PisfilAún no hay calificaciones
- Autocad 3d 5288 PDFDocumento91 páginasAutocad 3d 5288 PDFNelson ForeroAún no hay calificaciones
- Codigo Eléctrico ArgentinoDocumento694 páginasCodigo Eléctrico ArgentinoCésar Andrés Barrios Arroyo50% (4)
- Eduardo Yarke - VENTILACION NATURAL DE EDIFICIOS AF PDFDocumento140 páginasEduardo Yarke - VENTILACION NATURAL DE EDIFICIOS AF PDFMandy100% (1)
- Tips y Trucos de Excel PDFDocumento71 páginasTips y Trucos de Excel PDFNeri CroCroAún no hay calificaciones
- Plan Anual de SeguridadDocumento18 páginasPlan Anual de SeguridadAnonymous PRXDatHiaqAún no hay calificaciones
- EEOLICA Febrero2012 G9 PDFDocumento104 páginasEEOLICA Febrero2012 G9 PDFJuan PeraltaAún no hay calificaciones
- Villanueva Gomez Elizabeth Yesenia Comportamiento Carga LateralDocumento110 páginasVillanueva Gomez Elizabeth Yesenia Comportamiento Carga LateralPaul RA100% (1)
- Acabados ProyectoDocumento18 páginasAcabados ProyectoEvaa C GuzmánAún no hay calificaciones
- Particulas Chatas y Alargadas ModificadoDocumento37 páginasParticulas Chatas y Alargadas ModificadoJorgeErnestoAún no hay calificaciones
- Estudio de CargasDocumento30 páginasEstudio de CargasSous AlfreddAún no hay calificaciones
- Communication On Progress Cooperativa La CruzAzul 2017 Edition 2018 PDFDocumento208 páginasCommunication On Progress Cooperativa La CruzAzul 2017 Edition 2018 PDFErick JosimarAún no hay calificaciones
- Req. Nº6 MaterialesDocumento2 páginasReq. Nº6 MaterialesLuis Enrique Carhuancho PalaciosAún no hay calificaciones
- Especificaciones TecnicasDocumento130 páginasEspecificaciones TecnicasPercy Quiliche RojasAún no hay calificaciones
- Resquebrajamiento de La Superficie de ConcretoDocumento2 páginasResquebrajamiento de La Superficie de Concretoheribertoyau2106348Aún no hay calificaciones
- Lechada para Junta de LadrillosDocumento12 páginasLechada para Junta de Ladrillosiskander_07Aún no hay calificaciones
- Los Anclajes Constituyen Un Medio Esencial para Garantizar La Estabilidad de Muy Diversas EstructurasDocumento8 páginasLos Anclajes Constituyen Un Medio Esencial para Garantizar La Estabilidad de Muy Diversas EstructurasAngeles MaquedaAún no hay calificaciones
- 340 Base Estabilizada Con Emulsion AsfalticaDocumento27 páginas340 Base Estabilizada Con Emulsion AsfalticaAnonymous 5exSerAún no hay calificaciones
- Perfil de Tesis Mortero (Autoguardado)Documento13 páginasPerfil de Tesis Mortero (Autoguardado)777ecorAún no hay calificaciones
- Rad 322 B 2Documento9 páginasRad 322 B 2German Lobato MendozaAún no hay calificaciones
- Diseño de Mezcla 140 - TesisDocumento7 páginasDiseño de Mezcla 140 - TesisCesarVasquezAún no hay calificaciones
- 02 TC Mortero de Yeso PDFDocumento23 páginas02 TC Mortero de Yeso PDFFrank Cordova MendozaAún no hay calificaciones
- 2 Especificaciones UbsDocumento45 páginas2 Especificaciones UbsAnonymous Y6T3mFAún no hay calificaciones
- Diseño Losas Cortas IBCH VertederoDocumento14 páginasDiseño Losas Cortas IBCH VertederoJose Medina100% (1)
- Protocolos de CementaciónDocumento5 páginasProtocolos de CementaciónGAGiler100% (2)
- The History of GrindingDocumento63 páginasThe History of GrindingYesi CeballosAún no hay calificaciones
- Trabajo SupervisionDocumento23 páginasTrabajo SupervisionCarlos NegrónAún no hay calificaciones
- Tesis PISSO Y HERNANDEZ-1Documento38 páginasTesis PISSO Y HERNANDEZ-1Fremao MemeAún no hay calificaciones
- Especificaciones Técnicas C.E. Olof PalmeDocumento136 páginasEspecificaciones Técnicas C.E. Olof PalmeBj CastanedaAún no hay calificaciones
- MC - Murasan BWA 16Documento1 páginaMC - Murasan BWA 16Juan Carlos Fuentes FaríasAún no hay calificaciones
- Guias Tecnicas ImssDocumento645 páginasGuias Tecnicas Imssairosc46100% (12)
- Especificaciones Tecnicas Losa MalcoDocumento24 páginasEspecificaciones Tecnicas Losa MalcoGustavo Jonatan Carbajal GonzalezAún no hay calificaciones
- Estudio de Materiales I Plan de EstudiosDocumento8 páginasEstudio de Materiales I Plan de EstudiosJhonSantiagoAún no hay calificaciones
- 0.-Mc Diseño Estructura PtarDocumento16 páginas0.-Mc Diseño Estructura PtarJimy TerronesAún no hay calificaciones
- NTC Carcamos PDFDocumento7 páginasNTC Carcamos PDFluisalejandrosuarezAún no hay calificaciones
- Informe N 2 de Tecnologia Del HormigonDocumento16 páginasInforme N 2 de Tecnologia Del HormigonCristian LozanoAún no hay calificaciones
- Fundamentos de procesos químicosDe EverandFundamentos de procesos químicosCalificación: 5 de 5 estrellas5/5 (3)
- Notas de clase. Manual de farmacognosia: Análisis microscópico y fitoquímico, y usos de plantas medicinalesDe EverandNotas de clase. Manual de farmacognosia: Análisis microscópico y fitoquímico, y usos de plantas medicinalesAún no hay calificaciones
- Mediciones y métodos de uso común en el laboratorio de QuímicaDe EverandMediciones y métodos de uso común en el laboratorio de QuímicaCalificación: 4.5 de 5 estrellas4.5/5 (3)
- Guía de cálculo y diseño de conductos para ventilación y climatizaciónDe EverandGuía de cálculo y diseño de conductos para ventilación y climatizaciónCalificación: 5 de 5 estrellas5/5 (1)
- Técnicas y medidas básicas en el laboratorio de químicaDe EverandTécnicas y medidas básicas en el laboratorio de químicaCalificación: 4.5 de 5 estrellas4.5/5 (6)
- Curso Práctico de Química GeneralDe EverandCurso Práctico de Química GeneralCalificación: 4 de 5 estrellas4/5 (4)
- Minerales y vitaminas: Micronutrientes esenciales en la alimentación, nutrición y salud.De EverandMinerales y vitaminas: Micronutrientes esenciales en la alimentación, nutrición y salud.Calificación: 3 de 5 estrellas3/5 (2)
- UF1213 - Técnicas de mecanizado y metrologíaDe EverandUF1213 - Técnicas de mecanizado y metrologíaCalificación: 4 de 5 estrellas4/5 (5)
- Investigación de mecanismos de reacción en química orgánicaDe EverandInvestigación de mecanismos de reacción en química orgánicaAún no hay calificaciones
- Principios básicos de bioquímica de los alimentosDe EverandPrincipios básicos de bioquímica de los alimentosCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Flujo de fluidos e intercambio de calorDe EverandFlujo de fluidos e intercambio de calorCalificación: 1 de 5 estrellas1/5 (1)
- Nanotecnología: Fundamentos y aplicacionesDe EverandNanotecnología: Fundamentos y aplicacionesAún no hay calificaciones
- Fisicoquímica II: Materia, electricidad y magnetismo. Fuerzas y camposDe EverandFisicoquímica II: Materia, electricidad y magnetismo. Fuerzas y camposAún no hay calificaciones
- La química al alcance de todosDe EverandLa química al alcance de todosCalificación: 1 de 5 estrellas1/5 (1)
- MF1165_3 - Instalaciones de ventilación-ExtracciónDe EverandMF1165_3 - Instalaciones de ventilación-ExtracciónAún no hay calificaciones
- UF1666 - Depuración de aguas residualesDe EverandUF1666 - Depuración de aguas residualesAún no hay calificaciones
- Fisicoquímica III: Estructura y transformaciones de la materia. Intercambios de energíaDe EverandFisicoquímica III: Estructura y transformaciones de la materia. Intercambios de energíaAún no hay calificaciones
- Lentes de contacto: composición química y propiedadesDe EverandLentes de contacto: composición química y propiedadesCalificación: 3 de 5 estrellas3/5 (2)
- Bioquímica: metabolismo energético, conceptos y aplicaciónDe EverandBioquímica: metabolismo energético, conceptos y aplicaciónCalificación: 4 de 5 estrellas4/5 (7)
- Análisis inorgánico cualitativo sistemáticoDe EverandAnálisis inorgánico cualitativo sistemáticoCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Lecciones de Química HeterocíclicaDe EverandLecciones de Química HeterocíclicaCalificación: 5 de 5 estrellas5/5 (1)
- Química orgánica: ejercicios de aplicaciónDe EverandQuímica orgánica: ejercicios de aplicaciónCalificación: 5 de 5 estrellas5/5 (3)