También podría gustarte
- Instalación de equipos y elementos de sistemas de automatización industrial. ELEM0311De EverandInstalación de equipos y elementos de sistemas de automatización industrial. ELEM0311Calificación: 2 de 5 estrellas2/5 (1)
- Puesta en marcha de sistemas de automatización industrial. ELEM0311De EverandPuesta en marcha de sistemas de automatización industrial. ELEM0311Calificación: 3 de 5 estrellas3/5 (1)
- 7.1 Controladores, SCADA, DCS, PLCDocumento18 páginas7.1 Controladores, SCADA, DCS, PLCMa Laura ZweedykAún no hay calificaciones
- Pirámide de Automatización IndustrialDocumento5 páginasPirámide de Automatización IndustrialsantyAún no hay calificaciones
- Conceptos de Automatización IndustrialDocumento19 páginasConceptos de Automatización IndustrialhotusaborAún no hay calificaciones
- Curso de Automatizacion IndustrialDocumento23 páginasCurso de Automatizacion IndustrialYeison Huaracha100% (1)
- Qué Es La Automatización Inteligente de ProcesosDocumento27 páginasQué Es La Automatización Inteligente de ProcesosGeraldine Carolina Ortega MontielAún no hay calificaciones
- Tecnologías de La Automatización Industrial: CursoDocumento23 páginasTecnologías de La Automatización Industrial: Cursojuan zegarraAún no hay calificaciones
- Temas ResumenesDocumento15 páginasTemas ResumenesShanira Lisset RamirezAún no hay calificaciones
- Scada Grupo 4Documento25 páginasScada Grupo 4Franz Carlos Conalde TejerinaAún no hay calificaciones
- Respuesta Rio PLC 1 A 62Documento33 páginasRespuesta Rio PLC 1 A 62wilmanguerra100% (2)
- Los motores paso a paso son utilizados en una amplia variedad de aplicacionesDocumento15 páginasLos motores paso a paso son utilizados en una amplia variedad de aplicacionesJuan Manuel NAVARROAún no hay calificaciones
- Unid1 Sem2 Intro AutomatizaciónDocumento21 páginasUnid1 Sem2 Intro AutomatizaciónAntony Adauto SaenzAún no hay calificaciones
- CONTROLES EN MOLIENDA-Sistema Scada-PLC-DCS PDFDocumento18 páginasCONTROLES EN MOLIENDA-Sistema Scada-PLC-DCS PDFWill GcAún no hay calificaciones
- Pirámide de Automatización (CIM)Documento15 páginasPirámide de Automatización (CIM)Roberto Mejia100% (1)
- Introducción A Programación de PLCDocumento21 páginasIntroducción A Programación de PLCAugusto100% (1)
- Scada 01Documento36 páginasScada 01ALEXANDER PAUL LIQUINCHANA MARTINEZAún no hay calificaciones
- Piramide de AutomatizacionDocumento6 páginasPiramide de AutomatizacionVero LozadaAún no hay calificaciones
- Curso de Programación PLC 2020 - v2Documento45 páginasCurso de Programación PLC 2020 - v2AugustoAún no hay calificaciones
- Grados de AutomatizaciónDocumento7 páginasGrados de AutomatizaciónAdam VargasAún no hay calificaciones
- Capitulo 1 (Modo de Compatibilidad)Documento36 páginasCapitulo 1 (Modo de Compatibilidad)Jescenia M Ruiz TAún no hay calificaciones
- Control de temperatura de motor con HMI y PLCDocumento6 páginasControl de temperatura de motor con HMI y PLCLuis Angel Peñaloza DavilaAún no hay calificaciones
- carpeta murillo ( dictados )Documento5 páginascarpeta murillo ( dictados )manualvaca7Aún no hay calificaciones
- Informe de Laboratorio SenaDocumento7 páginasInforme de Laboratorio SenastivenAún no hay calificaciones
- Proyecto de AutomatizacionDocumento22 páginasProyecto de Automatizacionhenryluist72Aún no hay calificaciones
- PLC+S7-200+Ladder Español PDFDocumento41 páginasPLC+S7-200+Ladder Español PDFGuillermoAlejandroCajalAún no hay calificaciones
- PLC Principios BasicosDocumento31 páginasPLC Principios BasicoswsalcedoAún no hay calificaciones
- Automatizacion IEEE - Pregrado (Autoguardado)Documento7 páginasAutomatizacion IEEE - Pregrado (Autoguardado)Anonymous VfVGr5TqVAún no hay calificaciones
- Automatizacion TiposDocumento14 páginasAutomatizacion Tiposalvaroazael.lealAún no hay calificaciones
- Informe de PLCDocumento8 páginasInforme de PLCcamila alejandraAún no hay calificaciones
- Taller 12Documento95 páginasTaller 12Manûû PatîñôAún no hay calificaciones
- Automatizacion Industrial IntroducciónDocumento8 páginasAutomatizacion Industrial IntroducciónRonald Choque JaliriAún no hay calificaciones
- Informe 1Documento7 páginasInforme 1Richar PomaAún no hay calificaciones
- Practico Seminario Mod 2Documento10 páginasPractico Seminario Mod 2walk-Eshow HhAún no hay calificaciones
- Universidad Privada de Norte-JtrDocumento17 páginasUniversidad Privada de Norte-JtrWilly Valdivia CarrazcoAún no hay calificaciones
- 7.unidad IV Sistemas AutomáticosDocumento40 páginas7.unidad IV Sistemas AutomáticosAle FarfanAún no hay calificaciones
- Automatizacion y ControlDocumento15 páginasAutomatizacion y Controlcarlos eduardo juarez garduñoAún no hay calificaciones
- INTRODUCCIÒN PLCDocumento4 páginasINTRODUCCIÒN PLCGiannyAún no hay calificaciones
- Unidad IDocumento92 páginasUnidad ICarlos BritoAún no hay calificaciones
- Control y Supervision de Procesos Industriales - SENATIDocumento22 páginasControl y Supervision de Procesos Industriales - SENATIluis100% (1)
- Trabajo de Sicoin IDocumento13 páginasTrabajo de Sicoin IJack Orihuela MolinaAún no hay calificaciones
- Control Directo DigitalDocumento7 páginasControl Directo DigitalAndrésNavarroQuinteroAún no hay calificaciones
- Controlador Logico Programable y PicDocumento13 páginasControlador Logico Programable y PicJerli Romel Tenorio Vergaray100% (1)
- Mandos Por Controladores Lógicos ProgramablesDocumento83 páginasMandos Por Controladores Lógicos ProgramablesJòse Ièdz100% (1)
- Automatización industrial: niveles y estructuraDocumento3 páginasAutomatización industrial: niveles y estructuraVíctor FajardoAún no hay calificaciones
- Control de Procesos Por ComputadorDocumento19 páginasControl de Procesos Por ComputadorCris SanchezAún no hay calificaciones
- Características Principales de Los PLCsDocumento11 páginasCaracterísticas Principales de Los PLCsNelpz Lopez0% (1)
- Definición y Aplicacion de PLCDocumento5 páginasDefinición y Aplicacion de PLCNoel TellAún no hay calificaciones
- AutomatizaciónDocumento6 páginasAutomatizaciónYatziry LópezAún no hay calificaciones
- Actividad 01 C2Documento5 páginasActividad 01 C2CONCEPCION GONGORA MENDEZAún no hay calificaciones
- Unidad 4 ElectricidadDocumento7 páginasUnidad 4 ElectricidadAle Calderon100% (5)
- Examen - Final - TORRES JORGEDocumento5 páginasExamen - Final - TORRES JORGEJorge TorresAún no hay calificaciones
- Introduccion Al Control Industrial de ProcesosDocumento55 páginasIntroduccion Al Control Industrial de ProcesosCarlos Alberto Socarras BertizAún no hay calificaciones
- Procesos auxiliares de fabricación en el mecanizado por corte y conformado. FMEH0209De EverandProcesos auxiliares de fabricación en el mecanizado por corte y conformado. FMEH0209Aún no hay calificaciones
- Montaje de instalaciones automatizadas. ELEE0109De EverandMontaje de instalaciones automatizadas. ELEE0109Aún no hay calificaciones
- Procesos auxiliares de fabricación en el mecanizado por arranque de viruta. FMEH0109De EverandProcesos auxiliares de fabricación en el mecanizado por arranque de viruta. FMEH0109Aún no hay calificaciones
- Mantenimiento preventivo de sistemas de automatización industrial. ELEM0311De EverandMantenimiento preventivo de sistemas de automatización industrial. ELEM0311Calificación: 4.5 de 5 estrellas4.5/5 (2)
- Montaje y puesta en marcha de sistemas robóticos y sistemas de visión, en bienes de equipo y maquinaria industrial. FMEE0208De EverandMontaje y puesta en marcha de sistemas robóticos y sistemas de visión, en bienes de equipo y maquinaria industrial. FMEE0208Calificación: 5 de 5 estrellas5/5 (2)
- Montaje y reparación de sistemas eléctricos y electrónicos de bienes de equipo y máquinas industriales. FMEE0208De EverandMontaje y reparación de sistemas eléctricos y electrónicos de bienes de equipo y máquinas industriales. FMEE0208Aún no hay calificaciones
- Reparación de instalaciones automatizadas. ELEE0109De EverandReparación de instalaciones automatizadas. ELEE0109Aún no hay calificaciones
- PsicologiaDocumento5 páginasPsicologiaAntonio Berrospi ZarateAún no hay calificaciones
- Laboratorio Dispositivos ElectronicosDocumento15 páginasLaboratorio Dispositivos ElectronicosAntonio Berrospi ZarateAún no hay calificaciones
- S03 Instalaciones Electricas 2023Documento63 páginasS03 Instalaciones Electricas 2023Antonio Berrospi ZarateAún no hay calificaciones
- Diseño e Instalación Eléctrica de Un Recreo Campestre Turístico en La Ciudad de HuancayoDocumento4 páginasDiseño e Instalación Eléctrica de Un Recreo Campestre Turístico en La Ciudad de HuancayoAntonio Berrospi ZarateAún no hay calificaciones
- S06 PLC S7 1200 Temporizadores-Secuencia-ForzadaDocumento34 páginasS06 PLC S7 1200 Temporizadores-Secuencia-ForzadaAntonio Berrospi ZarateAún no hay calificaciones
- PROYECTO ELECTRICO 4TO AVANCE FINAL CORREGIDO OBSERV GRUPO 5 .Docx FINALDocumento23 páginasPROYECTO ELECTRICO 4TO AVANCE FINAL CORREGIDO OBSERV GRUPO 5 .Docx FINALAntonio Berrospi ZarateAún no hay calificaciones
- PROYECTO FINAL ELECTRICO INTEGRADOR TRABAJO FINAL 1.docx FINAL - GRUPO 05Documento63 páginasPROYECTO FINAL ELECTRICO INTEGRADOR TRABAJO FINAL 1.docx FINAL - GRUPO 05Antonio Berrospi ZarateAún no hay calificaciones
- RoboDK Doc ES RoboDK APIDocumento18 páginasRoboDK Doc ES RoboDK APIachainyaAún no hay calificaciones
- Implementación de ITIL para la gestión de servicios de TIDocumento8 páginasImplementación de ITIL para la gestión de servicios de TIRosa Lilia Diaz FernandezAún no hay calificaciones
- Informe Tecnico de Geodesia San Juan de ChacñaDocumento39 páginasInforme Tecnico de Geodesia San Juan de ChacñaEdward HVAún no hay calificaciones
- Creación de sólidos mediante extrusion y operaciones booleanas en 3DDocumento8 páginasCreación de sólidos mediante extrusion y operaciones booleanas en 3DMitzu NoryAún no hay calificaciones
- Resolución de Actividades - Ampliación de MicrobitDocumento4 páginasResolución de Actividades - Ampliación de MicrobitIgnacio Campos MartínAún no hay calificaciones
- 5 Años Arte IDocumento31 páginas5 Años Arte IGénesis Campoverde CruzAún no hay calificaciones
- Cálculo de peso máximo de cajas de chocolate con diferentes gramajesDocumento3 páginasCálculo de peso máximo de cajas de chocolate con diferentes gramajesAngel Valcarcel LopezAún no hay calificaciones
- P2-Maquinas ElectricasDocumento37 páginasP2-Maquinas ElectricasJessiluAún no hay calificaciones
- PresupuestoDocumento3 páginasPresupuestoDeiris Ortiz OjedaAún no hay calificaciones
- Linux Firewall BasicoDocumento7 páginasLinux Firewall BasicojesusmlazAún no hay calificaciones
- TC Correos Prepago - 18012022Documento22 páginasTC Correos Prepago - 18012022David ChiduAún no hay calificaciones
- Guia 3 CocodriloDocumento18 páginasGuia 3 CocodriloMendez PatyAún no hay calificaciones
- Programa Educando en Familia Isaac ChiribogaDocumento3 páginasPrograma Educando en Familia Isaac ChiribogaNelly Rovalino TovarAún no hay calificaciones
- Fabian Toro - Evolution Origin Planificacion TacticaDocumento34 páginasFabian Toro - Evolution Origin Planificacion TacticaKatherine Andrea GonzálezAún no hay calificaciones
- Camaras Fluke TIS10 A TIS65Documento4 páginasCamaras Fluke TIS10 A TIS65Miguel RuizAún no hay calificaciones
- Manual Instalacion de EclipseDocumento15 páginasManual Instalacion de EclipseLuis Felipe SánchezAún no hay calificaciones
- PRACTICA HerenciaDocumento1 páginaPRACTICA HerenciaLeo MixAún no hay calificaciones
- Check List Jack LegDocumento1 páginaCheck List Jack LegPaul Velarde LlamocaAún no hay calificaciones
- Instalador Placa Alonso Ip400Documento11 páginasInstalador Placa Alonso Ip400Dario Jose ArceAún no hay calificaciones
- Servidor Bases de Datos - EcuRedDocumento1 páginaServidor Bases de Datos - EcuRedgheraldinemAún no hay calificaciones
- 6.2.2.5 Lab - Configuring VLANs and Trunking - ILMDocumento15 páginas6.2.2.5 Lab - Configuring VLANs and Trunking - ILMJefferssonFlorezMenesesAún no hay calificaciones
- Nueva Tabla de Premios Aprobada 12022020Documento2 páginasNueva Tabla de Premios Aprobada 12022020Jaime EduardoAún no hay calificaciones
- Bibliografà ADocumento2 páginasBibliografà AcamiloAún no hay calificaciones
- Tarea Semana 7 Electronica IIDocumento6 páginasTarea Semana 7 Electronica IIJavier LealAún no hay calificaciones
- Sistema Operativo WindowsDocumento9 páginasSistema Operativo WindowsPatricia MarteAún no hay calificaciones
- Interfaces POODocumento4 páginasInterfaces POOEduardoAún no hay calificaciones
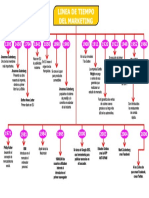
- Linea de Tiempo de MarketingDocumento1 páginaLinea de Tiempo de MarketingCARLOS ALBERTO SANCHEZ MOLLEDAAún no hay calificaciones
- ManualDocumento23 páginasManualatiAún no hay calificaciones
- 3 - Descripción y Funcionalidades de Las Historias Clínicas ElectrónicasDocumento7 páginas3 - Descripción y Funcionalidades de Las Historias Clínicas Electrónicascamilo huertasAún no hay calificaciones
- PROGRAMADOR DE MEMORIAS EEPROMM 24Cxx 24LCxx 24WxDocumento5 páginasPROGRAMADOR DE MEMORIAS EEPROMM 24Cxx 24LCxx 24WxFranco RHAún no hay calificaciones