También podría gustarte
- Informe 1 - Yesos - Prótesis TotalDocumento10 páginasInforme 1 - Yesos - Prótesis TotalJonathan CarvajalAún no hay calificaciones
- Tiempos Operatorios en La RestauraciónDocumento2 páginasTiempos Operatorios en La RestauraciónJose Andres TorresAún no hay calificaciones
- Reporte de Practica 2 Cucharillas para Moldes DesdentadosDocumento3 páginasReporte de Practica 2 Cucharillas para Moldes DesdentadosSILVIA JOCELYN LEON CARDENASAún no hay calificaciones
- Llave SiliconaDocumento6 páginasLlave Siliconamiren el chango CAún no hay calificaciones
- Informe 15 Siliconas y GodivasDocumento6 páginasInforme 15 Siliconas y GodivasMelissaRamosAún no hay calificaciones
- Incisiones y Colgajos en Cirugía BucalDocumento8 páginasIncisiones y Colgajos en Cirugía BucalDelvis Gavarrete0% (1)
- Reparaciones en prótesis dentalesDocumento18 páginasReparaciones en prótesis dentalesLeopoldo Condori LuqueAún no hay calificaciones
- Restauración estética clase IIDocumento14 páginasRestauración estética clase IIPeña BoresayAún no hay calificaciones
- Resinas acrílicas en odontologíaDocumento5 páginasResinas acrílicas en odontologíaclase 911Aún no hay calificaciones
- Aislamiento Absoluto y RelativoDocumento49 páginasAislamiento Absoluto y RelativoMauricio MoralesAún no hay calificaciones
- Informe Operatoria IncrustacionesDocumento6 páginasInforme Operatoria IncrustacionesPeyo MaldonaoAún no hay calificaciones
- Reporte Practica 2Documento4 páginasReporte Practica 2Kassandra Ponce ZuñigaAún no hay calificaciones
- Acrilicos de AutopolimerizaciónDocumento2 páginasAcrilicos de AutopolimerizacióntStephy93Aún no hay calificaciones
- Oxido de Zinc-EugenolDocumento19 páginasOxido de Zinc-EugenolNadiaDanielaDelgadoSuárezAún no hay calificaciones
- Pasos para El ArticuladoDocumento2 páginasPasos para El ArticuladoJEMIMA BARRAGÁN ARGÜELLES100% (1)
- Encerado Acrilizado y Prueba de ProtesisDocumento63 páginasEncerado Acrilizado y Prueba de ProtesisPeter Hall100% (2)
- Toma de Impresión Con SiliconasDocumento10 páginasToma de Impresión Con SiliconasGiancarlo EscobarAún no hay calificaciones
- Impresiones dentales con silicona de condensaciónDocumento6 páginasImpresiones dentales con silicona de condensacióncarmen capelo100% (1)
- Clasificación de Las Técnicas de SuturaDocumento13 páginasClasificación de Las Técnicas de SuturaAllison Milagros Paredes TenorioAún no hay calificaciones
- Informe 2. ImpresionesDocumento11 páginasInforme 2. ImpresionesValeria GuerrónAún no hay calificaciones
- Resortes 3Documento21 páginasResortes 3anagrosman2385Aún no hay calificaciones
- Fases Del AcrilicoDocumento4 páginasFases Del AcrilicoMishelle HerreraAún no hay calificaciones
- EnmufladoDocumento29 páginasEnmufladoPaul Ramirez100% (1)
- Que Es Un RodeteDocumento4 páginasQue Es Un RodeteJazmín Estefany Toro CastilloAún no hay calificaciones
- Capitulo de Sutura Cosme GayDocumento41 páginasCapitulo de Sutura Cosme GayAndreina ochoaAún no hay calificaciones
- Paciente Con Discapacidad SensorialDocumento40 páginasPaciente Con Discapacidad SensorialMaria SalazarAún no hay calificaciones
- Informe N°2Documento20 páginasInforme N°2Mena NenaAún no hay calificaciones
- Musculo BuccinadorDocumento6 páginasMusculo BuccinadorMilagros Liz Mamani ChAún no hay calificaciones
- Yesos DentalesDocumento11 páginasYesos DentalesMauricio CBAún no hay calificaciones
- Cubetas IndividualesDocumento5 páginasCubetas IndividualesjonaykersAún no hay calificaciones
- Elaboración de Prótesis Parcial RemovibleDocumento4 páginasElaboración de Prótesis Parcial RemovibleCristhian Luis Zambrano RiveraAún no hay calificaciones
- Acondicionamiento dental con ácido: objetivos, mecanismos y técnica en 40Documento8 páginasAcondicionamiento dental con ácido: objetivos, mecanismos y técnica en 40jessicadalilaAún no hay calificaciones
- Irritantes PulparesDocumento4 páginasIrritantes PulparesChiquita SolisAún no hay calificaciones
- Glandulas Salivales.Documento1 páginaGlandulas Salivales.rubiAún no hay calificaciones
- Mapa Mental de AmalgamaDocumento1 páginaMapa Mental de AmalgamaJosé Alberto Águila JuárezAún no hay calificaciones
- Presentación de Odontograma y Nomenclatura 2022Documento65 páginasPresentación de Odontograma y Nomenclatura 2022Yonnel J. AraqueAún no hay calificaciones
- Materiales Dentales HidrocoloidesDocumento20 páginasMateriales Dentales HidrocoloidesjonasholmesAún no hay calificaciones
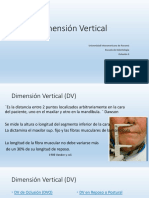
- Dimensión VerticalDocumento18 páginasDimensión VerticalaridadnaAún no hay calificaciones
- Hidrocoloides en OdontologíaDocumento25 páginasHidrocoloides en OdontologíaPam FNAún no hay calificaciones
- Confeccion de Una Protesis TotalDocumento4 páginasConfeccion de Una Protesis TotalAnniJassoAún no hay calificaciones
- Fosfato de ZincDocumento4 páginasFosfato de ZincNorberto LopezAún no hay calificaciones
- 2da Parte Jig de Luccia Hasta TornilloDocumento22 páginas2da Parte Jig de Luccia Hasta TornilloNaathy EcqAún no hay calificaciones
- Tecnicas de PulpectomiaDocumento24 páginasTecnicas de PulpectomiaVal GómezAún no hay calificaciones
- Rebasado NARRADODocumento25 páginasRebasado NARRADOSoluciones ElectromecánicasAún no hay calificaciones
- Impresiones Definitivas-PracticaDocumento65 páginasImpresiones Definitivas-PracticaAngelica Anny Sanchez GarroAún no hay calificaciones
- INFORME de OPERATORIA Preparaciones CavitariasDocumento6 páginasINFORME de OPERATORIA Preparaciones CavitariasERIKA YEPESAún no hay calificaciones
- 1 Principio Del TalladoDocumento9 páginas1 Principio Del TalladoMohamed NediloAún no hay calificaciones
- Primer Molar Inferior DerechoDocumento9 páginasPrimer Molar Inferior DerechoDanna HdezAún no hay calificaciones
- Endodoncia 1 ObturaciónDocumento5 páginasEndodoncia 1 ObturaciónNeilsy GutierrezAún no hay calificaciones
- Técnicas reparación bases dientes prótesis totalDocumento7 páginasTécnicas reparación bases dientes prótesis totalGoku Black100% (1)
- Alveolitis DentalDocumento7 páginasAlveolitis DentalJuan ArmijosAún no hay calificaciones
- Actividad Práct. 09 - Oxido de Zinc y Eugenato e Hidroxido de Calcio - DHAMAR MENDOZADocumento3 páginasActividad Práct. 09 - Oxido de Zinc y Eugenato e Hidroxido de Calcio - DHAMAR MENDOZADhamarAún no hay calificaciones
- Aplicaciones de las resinas en odontologíaDocumento15 páginasAplicaciones de las resinas en odontologíavictoriaAún no hay calificaciones
- Bio ArtDocumento4 páginasBio ArtJorge Mori VelásquezAún no hay calificaciones
- Mapa ConceptualDocumento1 páginaMapa ConceptualValentina Alvarez.Aún no hay calificaciones
- Técnicas de incisión quirúrgica en cavidad oralDocumento3 páginasTécnicas de incisión quirúrgica en cavidad oralpanchanandresAún no hay calificaciones
- Modelinas Dentales InformeDocumento8 páginasModelinas Dentales InformeGuerrero HeduardoAún no hay calificaciones
- Toma de Impresión DentalDocumento7 páginasToma de Impresión DentalAndrës PêrezAún no hay calificaciones
- GodivaDocumento2 páginasGodivaJonathan Stark100% (1)
- AlginatoDocumento3 páginasAlginatoLupita Flores GarciaAún no hay calificaciones
- Articulo Tejido ConjuntivoDocumento1 páginaArticulo Tejido ConjuntivoLupita Flores GarciaAún no hay calificaciones
- ArticulosDocumento1 páginaArticulosLupita Flores GarciaAún no hay calificaciones
- Cuadro comparativo de los holones de la sexualidad humanaDocumento1 páginaCuadro comparativo de los holones de la sexualidad humanaLupita Flores GarciaAún no hay calificaciones
- EducacionDocumento1 páginaEducacionLupita Flores GarciaAún no hay calificaciones
- MotivacionesDocumento1 páginaMotivacionesLupita Flores GarciaAún no hay calificaciones
- Ficha 8Documento2 páginasFicha 8Lupita Flores GarciaAún no hay calificaciones
- Guion Del VideoDocumento1 páginaGuion Del VideoLupita Flores GarciaAún no hay calificaciones
- Descripción Más AbajoDocumento2 páginasDescripción Más AbajoLupita Flores GarciaAún no hay calificaciones
- Segundo Premolar InferiorDocumento2 páginasSegundo Premolar InferiorLupita Flores GarciaAún no hay calificaciones
- Membrana BasalDocumento1 páginaMembrana BasalLupita Flores GarciaAún no hay calificaciones
- Ovogenesis y EspermatogenesisDocumento4 páginasOvogenesis y EspermatogenesisLupita Flores GarciaAún no hay calificaciones
- Prevencion de ETSDocumento3 páginasPrevencion de ETSLupita Flores GarciaAún no hay calificaciones
- InvestigacioinDocumento54 páginasInvestigacioinOscar AntonioAún no hay calificaciones
- Informe N 3 Tostacion de MolibdenitaDocumento7 páginasInforme N 3 Tostacion de Molibdenitaantonio1015Aún no hay calificaciones
- Citometría de flujo: análisis celular mediante láserDocumento24 páginasCitometría de flujo: análisis celular mediante láserluciaAún no hay calificaciones
- Formas FuncionalesDocumento8 páginasFormas FuncionalesHenry SuárezAún no hay calificaciones
- Tunel de Enfriamiento RapidoDocumento21 páginasTunel de Enfriamiento RapidoEmanuel LopezAún no hay calificaciones
- GRUPO N°1 BiofisicaDocumento15 páginasGRUPO N°1 BiofisicameyAún no hay calificaciones
- Aplicacion de Termodinamica en La Industria PDFDocumento12 páginasAplicacion de Termodinamica en La Industria PDFJosephsk9680% (5)
- Barreras de pozoDocumento11 páginasBarreras de pozowilder manuel quiroga vegaAún no hay calificaciones
- Tecnologia de La Soldadura Cap Iii 2014-I Soldadura de Arco ElectricoDocumento17 páginasTecnologia de La Soldadura Cap Iii 2014-I Soldadura de Arco ElectricoPamela Leslie Asqui HuisaAún no hay calificaciones
- Practica 3 - Laboratorio de Orgánica 1Documento4 páginasPractica 3 - Laboratorio de Orgánica 1Johana JacintoAún no hay calificaciones
- Formulas para Calculos de Una Productora de Cemento PDFDocumento32 páginasFormulas para Calculos de Una Productora de Cemento PDFTORREZ35100% (2)
- Diapositivas de Carbohidratos (Bromatologia)Documento15 páginasDiapositivas de Carbohidratos (Bromatologia)Jhonfredy Danielsmuños100% (1)
- Plantas de FuerzaDocumento6 páginasPlantas de FuerzaMilan KobilicAún no hay calificaciones
- ElectricidadDocumento15 páginasElectricidadabelardo1983Aún no hay calificaciones
- Introduccion A La Quimica Organica 2016Documento42 páginasIntroduccion A La Quimica Organica 2016Arlethe RodriguezAún no hay calificaciones
- Tema 3 EMULSIONESDocumento30 páginasTema 3 EMULSIONESPamela BeltranAún no hay calificaciones
- Experimento - Revelando Film Color de Cine en CasaDocumento10 páginasExperimento - Revelando Film Color de Cine en CasaPepParamosAún no hay calificaciones
- Mapa Mental Tecnica de GelberDocumento1 páginaMapa Mental Tecnica de GelberAlejandro ReyAún no hay calificaciones
- Nutricion MC Graw HillDocumento18 páginasNutricion MC Graw HillOscar Pinillos Castro100% (1)
- Manual Pistola PintarDocumento41 páginasManual Pistola PintarVictor AnibalAún no hay calificaciones
- R 404aDocumento13 páginasR 404aKevin GualpaAún no hay calificaciones
- Guía 3 Octavo Química InclusivaDocumento3 páginasGuía 3 Octavo Química InclusivajulianmardukAún no hay calificaciones
- Contaminacion Por La Quema de BasuraDocumento13 páginasContaminacion Por La Quema de BasuraSon Light Cornelio Giorgana100% (1)
- Determinacion de Cloruros Por GravimetriaDocumento3 páginasDeterminacion de Cloruros Por GravimetriaALBA ROCIO CCAHUANA CAÑARIAún no hay calificaciones
- Mercurio II Oxido RojoDocumento14 páginasMercurio II Oxido RojoJuan OrozcoAún no hay calificaciones
- Test Lípidos y Proteínas MCMDocumento2 páginasTest Lípidos y Proteínas MCMProf. Víctor M. VitoriaAún no hay calificaciones
- Carga inducida y transferencia térmicaDocumento2 páginasCarga inducida y transferencia térmicaLeopoldo herrera padillaAún no hay calificaciones
- Ficha Técnica Quifuca Cafetero Pre CosechaDocumento1 páginaFicha Técnica Quifuca Cafetero Pre CosechaCarlos Aníbal González SAún no hay calificaciones
- Mapa Mental Tema 4.3Documento1 páginaMapa Mental Tema 4.3Sergio ReyesAún no hay calificaciones
- Trabajo Sobre El AguaDocumento16 páginasTrabajo Sobre El AguaHeydrich BenjumeaAún no hay calificaciones