También podría gustarte
- Veterinaria DB Sentencias SQLDocumento7 páginasVeterinaria DB Sentencias SQLJamel Glover100% (2)
- Manual de Usuario-PlasmaDocumento51 páginasManual de Usuario-PlasmaJuan Carlos Gallego100% (3)
- Libro OpiDocumento370 páginasLibro OpiHassna Ouhada100% (1)
- Ejercicio 33Documento6 páginasEjercicio 33Michaell DcAún no hay calificaciones
- Ejemplo - Abap Con Adobe FormsDocumento29 páginasEjemplo - Abap Con Adobe Formsmartin_josepAún no hay calificaciones
- EJEMPLOS - PSP - Info Plantillas - Formas de Llenado-1Documento117 páginasEJEMPLOS - PSP - Info Plantillas - Formas de Llenado-1Victor Manuel Chavana100% (1)
- Desarrollo de Drivers CIF PDFDocumento186 páginasDesarrollo de Drivers CIF PDFRafael TrosseroAún no hay calificaciones
- ACTIVIDAD 2 U3-Leonardo Natahel Serna JuarezDocumento12 páginasACTIVIDAD 2 U3-Leonardo Natahel Serna JuarezLeonardo SernaAún no hay calificaciones
- Pra07 - Ejercicios de Sensores de Flujo y Presion PDFDocumento11 páginasPra07 - Ejercicios de Sensores de Flujo y Presion PDFDIEGO2Aún no hay calificaciones
- Actividad 2 U6 20%Documento20 páginasActividad 2 U6 20%Guillermo Carrillo EsparzaAún no hay calificaciones
- Actividad 3 U6 20%Documento16 páginasActividad 3 U6 20%Guillermo Carrillo EsparzaAún no hay calificaciones
- Ejercicio 4Documento6 páginasEjercicio 4Michaell DcAún no hay calificaciones
- Ejercicio 5 PromodelDocumento7 páginasEjercicio 5 PromodelCaleb GutiérrezAún no hay calificaciones
- Capítulo 4 de Simu - Trabajo de OxxoDocumento14 páginasCapítulo 4 de Simu - Trabajo de OxxoBryan G. LópezAún no hay calificaciones
- Texto Ejercicio 6Documento4 páginasTexto Ejercicio 6Robledo AndreAún no hay calificaciones
- Trabajo Final - Oscar Giovanny Pinilla - Saul Santiago SanchezDocumento5 páginasTrabajo Final - Oscar Giovanny Pinilla - Saul Santiago Sanchezfernando peaAún no hay calificaciones
- Practicas Lab. Base de Datos II UnificadaDocumento6 páginasPracticas Lab. Base de Datos II UnificadaMINATO YtAún no hay calificaciones
- Tarea PromodelDocumento35 páginasTarea PromodelAlan PalmaAún no hay calificaciones
- 10 - SD-Programas SysTickDocumento9 páginas10 - SD-Programas SysTickMartinQuintanaCasusolAún no hay calificaciones
- Robotassist LeemeDocumento2 páginasRobotassist Leemeperry2003Aún no hay calificaciones
- Programas Tiva 04 - UartDocumento34 páginasProgramas Tiva 04 - UartSantiago Dámaso Rodriguez MartinezAún no hay calificaciones
- Ejemplo - Formulario Adobe FormsDocumento21 páginasEjemplo - Formulario Adobe Formsmartin_josepAún no hay calificaciones
- Instrumentacion VDFDocumento1 páginaInstrumentacion VDFEdwin Vladimir Calderon FlorAún no hay calificaciones
- 09 - SD-Programas UARTDocumento14 páginas09 - SD-Programas UARTLUIS EDUARDO QUISPE MENDOZAAún no hay calificaciones
- APLICACIONESDocumento1 páginaAPLICACIONESLesly Jazmin Mucha FloresAún no hay calificaciones
- Para Crear Reportes Alv Con Clases (ZCL - Ca - Alv - Om - Log)Documento3 páginasPara Crear Reportes Alv Con Clases (ZCL - Ca - Alv - Om - Log)Oscar SopóAún no hay calificaciones
- Sistema de Inventarios y VentasDocumento56 páginasSistema de Inventarios y VentasPierina VásquezAún no hay calificaciones
- Descripcion Bases Libro AdminDocumento6 páginasDescripcion Bases Libro AdminBeatriz Sanchez PerezAún no hay calificaciones
- Procedimientos Almacenados Por ProyectoDocumento31 páginasProcedimientos Almacenados Por ProyectoErick Alexander EspinozaAún no hay calificaciones
- Manual HassarDocumento138 páginasManual HassarLuciano WendlerAún no hay calificaciones
- Etical HackingDocumento3 páginasEtical HackingLuisAún no hay calificaciones
- Manual Del Usuario - JCLDocumento1 páginaManual Del Usuario - JCLGuillermo RedondaAún no hay calificaciones
- 5-2 Curso Cobol CMC w95Documento124 páginas5-2 Curso Cobol CMC w95Gregorio GazcaAún no hay calificaciones
- Saludo JavaDocumento3 páginasSaludo JavaDiego NuñezAún no hay calificaciones
- Acta Llury (05-12-22)Documento2 páginasActa Llury (05-12-22)Alex Gallardo HuaripataAún no hay calificaciones
- Examen de Ensamblaje de ComputadorasDocumento3 páginasExamen de Ensamblaje de ComputadorasGabriela Torres LoboAún no hay calificaciones
- Cobol - db2 Con CursoresDocumento3 páginasCobol - db2 Con Cursoresnuria6nuAún no hay calificaciones
- Call Transaction VS BDC - INSERTDocumento10 páginasCall Transaction VS BDC - INSERTRoberto MartínezAún no hay calificaciones
- ActiveMarkers Programas-CCSDocumento24 páginasActiveMarkers Programas-CCSmaria020879roAún no hay calificaciones
- Leeme!Documento8 páginasLeeme!Carlos BastiasAún no hay calificaciones
- CREAR - USUARIOS ComandosDocumento2 páginasCREAR - USUARIOS ComandosAlex MartinezAún no hay calificaciones
- Diferencias en DiferenciaDocumento4 páginasDiferencias en DiferenciaGustavo F. Huamán FernándezAún no hay calificaciones
- $R7WRI9YDocumento3 páginas$R7WRI9YOmar Iban IbañezAún no hay calificaciones
- Meler Star ManualDocumento104 páginasMeler Star ManualJose Manuel SuárezAún no hay calificaciones
- Practica 7 AJLBDocumento20 páginasPractica 7 AJLBAndrea LamAún no hay calificaciones
- Ejercicio 3Documento1 páginaEjercicio 3Daniel Cipriano GarciaAún no hay calificaciones
- RNA Con ArduinoDocumento10 páginasRNA Con ArduinoJesus SoberonAún no hay calificaciones
- Comunicación Serial PicaxeDocumento13 páginasComunicación Serial PicaxeAnton Snaider100% (1)
- InstruccionesDocumento5 páginasInstruccionesjesusAún no hay calificaciones
- Olivetti Summa Prima 20Documento3 páginasOlivetti Summa Prima 20gema100% (1)
- Instrucciones para InstalarDocumento2 páginasInstrucciones para InstalarSsergioArmataMedinaAún no hay calificaciones
- Base PlateDocumento5 páginasBase PlateandibolAún no hay calificaciones
- Informe de Practicas Pre ProfesionalesDocumento48 páginasInforme de Practicas Pre ProfesionalesJonaThan Nuñez CamposAún no hay calificaciones
- PCFFDocumento3 páginasPCFFKarlosc SauñeAún no hay calificaciones
- Bot Miguelito - Robot SiguelineasDocumento16 páginasBot Miguelito - Robot SiguelineasmartincarrascoAún no hay calificaciones
- Como Operar DatosDocumento4 páginasComo Operar Datosabraham silvaAún no hay calificaciones
- Interfaz Empleado JavaDocumento21 páginasInterfaz Empleado JavaDante BernedoAún no hay calificaciones
- Ejemplo Abap Con Adobe FormsDocumento29 páginasEjemplo Abap Con Adobe Formsjavier silvaAún no hay calificaciones
- 1documento Estandar de Calidad 2018 ZTE ENTEL ORURO PDFDocumento113 páginas1documento Estandar de Calidad 2018 ZTE ENTEL ORURO PDFJaime Flores MaldonadoAún no hay calificaciones
- Guia SPSSDocumento279 páginasGuia SPSSKristabell Mena MedinaAún no hay calificaciones
- Manual de Activos FijosDocumento44 páginasManual de Activos FijosWilmer MonteroAún no hay calificaciones
- Interpretacion 16 PF-5Documento3 páginasInterpretacion 16 PF-5Leonardo SernaAún no hay calificaciones
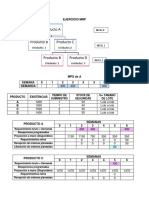
- Ejercicio MRPDocumento2 páginasEjercicio MRPLeonardo SernaAún no hay calificaciones
- Esme 3Documento26 páginasEsme 3Leonardo SernaAún no hay calificaciones
- Feliz CumpleañosDocumento10 páginasFeliz CumpleañosLeonardo SernaAún no hay calificaciones
- Actividad 2 U5 Leonardo Natahel Serna JuarezDocumento12 páginasActividad 2 U5 Leonardo Natahel Serna JuarezLeonardo SernaAún no hay calificaciones
- ExamenDocumento6 páginasExamenLeonardo SernaAún no hay calificaciones
- Actividad 2 U5 30% - Jenifer Fernanda Rodriguez MurilloDocumento13 páginasActividad 2 U5 30% - Jenifer Fernanda Rodriguez MurilloLeonardo SernaAún no hay calificaciones
- DecilesDocumento1 páginaDecilesLeonardo SernaAún no hay calificaciones
- Actividad5 - T4 - Leonardo Natahel Serna JuarezDocumento5 páginasActividad5 - T4 - Leonardo Natahel Serna JuarezLeonardo SernaAún no hay calificaciones
- DistriDocumento1 páginaDistriLeonardo SernaAún no hay calificaciones
- ErrorDocumento1 páginaErrorLeonardo SernaAún no hay calificaciones
- 2 Sabatino: Proyecto Parte 2Documento1 página2 Sabatino: Proyecto Parte 2Leonardo SernaAún no hay calificaciones
- Secuencia 2 Sep - WalshDocumento12 páginasSecuencia 2 Sep - Walshmelany sanchezAún no hay calificaciones
- Leyes de MendelDocumento13 páginasLeyes de MendelChristian ThiagoAún no hay calificaciones
- Aceros EstructuralesDocumento20 páginasAceros EstructuralesAlejandro ArevaloAún no hay calificaciones
- MeM 021 ABS ESP ASRDocumento10 páginasMeM 021 ABS ESP ASROscar SerranoAún no hay calificaciones
- Taller Practico Algebra Matiricial PractticaDocumento15 páginasTaller Practico Algebra Matiricial PractticaKaren Julieth DIAZ MORALESAún no hay calificaciones
- Figuras 2D y 3d Clase 13 y 20 de OctubreDocumento21 páginasFiguras 2D y 3d Clase 13 y 20 de OctubrePatricia CerdaAún no hay calificaciones
- Teorias Del MuestreoDocumento15 páginasTeorias Del MuestreoJonatan MartínezAún no hay calificaciones
- Vegetacion Tema 3Documento14 páginasVegetacion Tema 3ALEJANDRO AMARO MAGAÑAAún no hay calificaciones
- Calculo Diferencial e Integral 01Documento14 páginasCalculo Diferencial e Integral 01VAZUZUAún no hay calificaciones
- FIS102 VARIOS INF 2018iiDocumento147 páginasFIS102 VARIOS INF 2018iiUva1234fufiAún no hay calificaciones
- Ensayo VicatDocumento9 páginasEnsayo VicatJosiola MariledoAún no hay calificaciones
- MICRODocumento4 páginasMICROsalva1974Aún no hay calificaciones
- Estadistica - TablasygraficosDocumento13 páginasEstadistica - TablasygraficosTebito ZamoraAún no hay calificaciones
- 5 PDFDocumento6 páginas5 PDFhgcuAún no hay calificaciones
- TFG P 363Documento99 páginasTFG P 363David PelechanoAún no hay calificaciones
- Expo DinamicaDocumento11 páginasExpo DinamicaChucho MoralesAún no hay calificaciones
- Proyecto Examen Quimestral II-razo. MatematicoDocumento13 páginasProyecto Examen Quimestral II-razo. MatematicoAlisson BritoAún no hay calificaciones
- Sumas 2Documento8 páginasSumas 2Celso JuàrezAún no hay calificaciones
- 3era PracticaDocumento34 páginas3era PracticaVito CandiaAún no hay calificaciones
- MicroeconomiaDocumento36 páginasMicroeconomiaDaniel Fumero LázaroAún no hay calificaciones
- Instituto de Educacion Comfenalco "Consuelo Montoya Gil": Álvaro de Jesús Múnera QuiramaDocumento4 páginasInstituto de Educacion Comfenalco "Consuelo Montoya Gil": Álvaro de Jesús Múnera QuiramaRodolfo German Flores OyarceAún no hay calificaciones
- Actividad Formativa-ElectricidadDocumento9 páginasActividad Formativa-ElectricidadIsidora HernándezAún no hay calificaciones
- Examen Final Dispositivos Electrónicos 2022ADocumento4 páginasExamen Final Dispositivos Electrónicos 2022AAlexander Peceros OrtizAún no hay calificaciones
- Práctica 2. Análisis de AlimentosDocumento5 páginasPráctica 2. Análisis de AlimentosDaniela Espinosa FloresAún no hay calificaciones
- Credito AcademicoDocumento8 páginasCredito AcademicoDaniel CartagenaAún no hay calificaciones
- Fisiologia OcularDocumento23 páginasFisiologia OcularIsamar Pidiachi100% (1)
- El Jardin Del Sol y La LunaDocumento40 páginasEl Jardin Del Sol y La LunaJesel Andrea Contreras EscobarAún no hay calificaciones
- Remoción en Masas en El PerúDocumento17 páginasRemoción en Masas en El PerúEduardo AvilaAún no hay calificaciones
- Main 2Documento3 páginasMain 2Daniel MartínAún no hay calificaciones