También podría gustarte
- Supervisión AmbientalDocumento10 páginasSupervisión AmbientalRogelio Lazo ArjonaAún no hay calificaciones
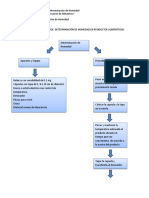
- Determinación de HumedadDocumento2 páginasDeterminación de HumedadMamo56% (9)
- Clasificación de Los VectoresDocumento3 páginasClasificación de Los VectoresSHOST WIPER50% (6)
- 2020 SIX SIGMA MÓDULO 3.1 Medir 2020Documento84 páginas2020 SIX SIGMA MÓDULO 3.1 Medir 2020Jonathan Higueros GarridoAún no hay calificaciones
- ICP 10a Ed M1S2 Control Estadístico de Procesos C1 Febrero 2021Documento76 páginasICP 10a Ed M1S2 Control Estadístico de Procesos C1 Febrero 2021MarinaAún no hay calificaciones
- Fijacion de Limites de ToleranciasDocumento22 páginasFijacion de Limites de ToleranciasJorelis AriasAún no hay calificaciones
- Herramientas para La Mejora de Calidad Con MinitabDocumento75 páginasHerramientas para La Mejora de Calidad Con MinitabMa De la CruzAún no hay calificaciones
- Cuadro ComparativoDocumento3 páginasCuadro ComparativoMario Alberto Lozano BarreraAún no hay calificaciones
- Six Sigma 3.1 MedirDocumento114 páginasSix Sigma 3.1 MedirJulvia SantosAún no hay calificaciones
- GC S3 Herramientas Básicas de CalidadDocumento72 páginasGC S3 Herramientas Básicas de CalidadKraey TvAún no hay calificaciones
- Herramientas de CalidadDocumento70 páginasHerramientas de CalidadJosue FonsecaAún no hay calificaciones
- Guía evaluación desconcentraciónDocumento16 páginasGuía evaluación desconcentraciónWillys DangerAún no hay calificaciones
- Seis SigmaDocumento46 páginasSeis Sigmaflor videsAún no hay calificaciones
- Repaso ExamenDocumento4 páginasRepaso ExamenFrank MejiaAún no hay calificaciones
- 8bddf5d6 3bd2 4246 B7ab 6f5337b54e0b PDFDocumento19 páginas8bddf5d6 3bd2 4246 B7ab 6f5337b54e0b PDFos8905Aún no hay calificaciones
- Control Estadístico de ProcesoDocumento33 páginasControl Estadístico de ProcesoGloria LozanoAún no hay calificaciones
- Sesion 12 Procedimiento y Análisis de La InformaciónDocumento50 páginasSesion 12 Procedimiento y Análisis de La Informaciónmayratejedorojas93Aún no hay calificaciones
- Cuadro Comparativo Sobre Herramientas Estadísticas y No Estadísticas de CalidadDocumento4 páginasCuadro Comparativo Sobre Herramientas Estadísticas y No Estadísticas de CalidadYancy Paola PerezAún no hay calificaciones
- Resumen Las 7 HerramientasDocumento20 páginasResumen Las 7 HerramientasAngel VazquezAún no hay calificaciones
- CalidadDocumento13 páginasCalidadDanielAún no hay calificaciones
- Las 7 Herramientas Basicas de La CalidadDocumento43 páginasLas 7 Herramientas Basicas de La Calidadmariestrano97Aún no hay calificaciones
- P Sem01 Ses01 Conceptos Variables Estadísticas ACTDocumento57 páginasP Sem01 Ses01 Conceptos Variables Estadísticas ACTAndreita VerdeAún no hay calificaciones
- Clase 01 - Data AnalyticsDocumento68 páginasClase 01 - Data AnalyticsanpcAún no hay calificaciones
- Resumen Prueba 2Documento20 páginasResumen Prueba 2Maria Lopez GarciaAún no hay calificaciones
- Estadística S1Documento30 páginasEstadística S1Leonardo LinaresAún no hay calificaciones
- AI U8 Analisis de Los Datos Cuantitativos - MHBDocumento16 páginasAI U8 Analisis de Los Datos Cuantitativos - MHBMarcosAún no hay calificaciones
- Elaboración de PMCC 22 Ing. FariasDocumento66 páginasElaboración de PMCC 22 Ing. FariasMaxAún no hay calificaciones
- Diapostivas - Semana 6 - Colecta de DatosDocumento28 páginasDiapostivas - Semana 6 - Colecta de DatosSmithAún no hay calificaciones
- Trabajo Expo. Grupo 9 - Gestion de La CalidadDocumento36 páginasTrabajo Expo. Grupo 9 - Gestion de La Calidadroder torreAún no hay calificaciones
- PPT Unidad 07 Tema 10 2022 04 Investigación de Mercados (2265) ACDocumento26 páginasPPT Unidad 07 Tema 10 2022 04 Investigación de Mercados (2265) ACedwinAún no hay calificaciones
- Herramientas para La Mejora de La La CalidadDocumento20 páginasHerramientas para La Mejora de La La CalidadFelipeAún no hay calificaciones
- Herramientas de La Calidad para La Mejora ContinuaDocumento77 páginasHerramientas de La Calidad para La Mejora ContinuaHollman Briceño100% (1)
- Medir el proceso en seis sigma con menos deDocumento15 páginasMedir el proceso en seis sigma con menos deWilmer MoraAún no hay calificaciones
- Análisis de métodos de clústerización en minería de datosDocumento3 páginasAnálisis de métodos de clústerización en minería de datosanahi daz reyesAún no hay calificaciones
- Capacitación DatosDocumento32 páginasCapacitación DatosdennysalomonzamoracastilloAún no hay calificaciones
- C.01.2a Gestión de La Calidad (Sesión)Documento41 páginasC.01.2a Gestión de La Calidad (Sesión)thefox1234Aún no hay calificaciones
- Actividad Ii. Herramientas para La Gestión de Calidad.Documento4 páginasActividad Ii. Herramientas para La Gestión de Calidad.Miriam CastilloAún no hay calificaciones
- Cuadro Comparativo Tecnicas Estadisticas para El Control de La CalidadDocumento6 páginasCuadro Comparativo Tecnicas Estadisticas para El Control de La CalidadBetty SantiagoAún no hay calificaciones
- Act - Apren 2 - JHLDocumento7 páginasAct - Apren 2 - JHLJessica LozanoAún no hay calificaciones
- 7 Herramientas de CalidadDocumento17 páginas7 Herramientas de CalidadHH1614Aún no hay calificaciones
- DataMining IDocumento52 páginasDataMining IDIEGO ALONSO GALEANO HERRERAAún no hay calificaciones
- 4 El Poder de Los DatosDocumento17 páginas4 El Poder de Los DatosIng. Alejandro Hernández B.Aún no hay calificaciones
- Técnicas Estadísticas AplicadasDocumento28 páginasTécnicas Estadísticas AplicadasAlvaro Reyes CastroAún no hay calificaciones
- Semana 2 - CEP - 2022 - FNDocumento27 páginasSemana 2 - CEP - 2022 - FNGabriel MartinezAún no hay calificaciones
- 1 Clase 1 Intervalo de Confianza para La MediaDocumento30 páginas1 Clase 1 Intervalo de Confianza para La MediaMarco Chunga OqueñaAún no hay calificaciones
- Diseño de ExperimentosDocumento16 páginasDiseño de ExperimentosYami Yam100% (1)
- Análisis de La InformaciónDocumento4 páginasAnálisis de La InformaciónItalivi RamirezAún no hay calificaciones
- Capítulo 3 Fase de Medición: Medir Analizar Mejorar Controlar DefinirDocumento50 páginasCapítulo 3 Fase de Medición: Medir Analizar Mejorar Controlar DefinirJAIR SALAZARAún no hay calificaciones
- Resp Ejercicios Fase Medicion BB2Documento60 páginasResp Ejercicios Fase Medicion BB2Josè MamaniAún no hay calificaciones
- Análisis de datos y representación gráficaDocumento15 páginasAnálisis de datos y representación gráficaGiovanni Macías MoránAún no hay calificaciones
- Sesión 4 Herramientas de La Calidad - Parte IDocumento28 páginasSesión 4 Herramientas de La Calidad - Parte IalysanacAún no hay calificaciones
- Investigacion de Mercado 4''b''Documento8 páginasInvestigacion de Mercado 4''b''Ingrid ChoezAún no hay calificaciones
- Herramientas CalidadDocumento26 páginasHerramientas CalidadFernanda CalderonAún no hay calificaciones
- Actividad01 ModelosMatemáticosDocumento7 páginasActividad01 ModelosMatemáticosMarielita MarielAún no hay calificaciones
- Fundamentos Del DiagnosticoDocumento13 páginasFundamentos Del DiagnosticoAnthony Casachagua BaldeonAún no hay calificaciones
- Seis Sigma Niveles y HerramientasDocumento27 páginasSeis Sigma Niveles y HerramientasItalo CalvinoAún no hay calificaciones
- Presentación Grupo 7Documento25 páginasPresentación Grupo 7Isaac ElricAún no hay calificaciones
- Clase 5. Calidad y Productividad 2Documento15 páginasClase 5. Calidad y Productividad 2edinsojhoanAún no hay calificaciones
- Tecnicas o Instrumentos para La Recoleccion de DatosDocumento36 páginasTecnicas o Instrumentos para La Recoleccion de Datosmichael mar gamAún no hay calificaciones
- Calidad Aplicada A La Gestion Unidad 2Documento28 páginasCalidad Aplicada A La Gestion Unidad 2Julio MoralesAún no hay calificaciones
- SISTEMA DE INFORMACION GERENCIALDocumento43 páginasSISTEMA DE INFORMACION GERENCIALandy masapantaAún no hay calificaciones
- Sesión 5 Ingeniería de Métodos 202010 GQTDocumento43 páginasSesión 5 Ingeniería de Métodos 202010 GQTdanteAún no hay calificaciones
- Análisis de datos con Power Bi, R-Rstudio y KnimeDe EverandAnálisis de datos con Power Bi, R-Rstudio y KnimeAún no hay calificaciones
- Younique Product Catalog 2018 03 Es MXDocumento33 páginasYounique Product Catalog 2018 03 Es MXAída de AlonsoAún no hay calificaciones
- Tarea 4 Semana 7 Mercados de CapitalDocumento10 páginasTarea 4 Semana 7 Mercados de CapitalEmerio Antonio Lemus AguirreAún no hay calificaciones
- Analisis de Semiotica en Vallas PublicitariasDocumento8 páginasAnalisis de Semiotica en Vallas PublicitariasalejandroortizalejandroAún no hay calificaciones
- Historia minería Bolivia espacio económico regional proteccionismoDocumento5 páginasHistoria minería Bolivia espacio económico regional proteccionismokarshokerAún no hay calificaciones
- Analisis y Diseño de Sistemas de Informacion Unidad 2Documento2 páginasAnalisis y Diseño de Sistemas de Informacion Unidad 2Alex Ochoa FloresAún no hay calificaciones
- Ecocardiografia Clinica - Claudio Almonte Germán PDFDocumento353 páginasEcocardiografia Clinica - Claudio Almonte Germán PDFDaniel PolancoAún no hay calificaciones
- Especificaciones Tecnicas Del Cemento Conductivo EARTH POINTDocumento15 páginasEspecificaciones Tecnicas Del Cemento Conductivo EARTH POINTAlex Ortiz DiazAún no hay calificaciones
- Materiales para La Fabricacion de TanqueDocumento15 páginasMateriales para La Fabricacion de TanqueKristal valera gonzalesAún no hay calificaciones
- Funciones Del Estado EcuatorianoDocumento2 páginasFunciones Del Estado EcuatorianoNiko Garcia MeythalerAún no hay calificaciones
- Sena Sofia PlusDocumento4 páginasSena Sofia PlusKelly Johana MENDEZ MARTINEZAún no hay calificaciones
- Bombas HidraulicasDocumento2 páginasBombas HidraulicasJorge E ÁvilaAún no hay calificaciones
- Tarea-Tema Nº4-El Párrafo y Los Tipos de Párrafos-Segundo TrimestreDocumento3 páginasTarea-Tema Nº4-El Párrafo y Los Tipos de Párrafos-Segundo TrimestreroxanaAún no hay calificaciones
- Guía 5. ADNDocumento8 páginasGuía 5. ADNTeddy Oñate FreireAún no hay calificaciones
- Mandalas para Los 7 ChakrasDocumento17 páginasMandalas para Los 7 ChakrasFrancisco CastilloAún no hay calificaciones
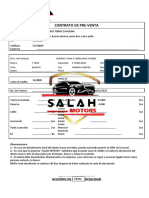
- Contrato de Pre-Venta Definitivo Carlos Guillermo Colque Villca - Lizeth Paihuanca MamaniDocumento2 páginasContrato de Pre-Venta Definitivo Carlos Guillermo Colque Villca - Lizeth Paihuanca MamaniJhonny Cesar Montaño MoralesAún no hay calificaciones
- Cinemática de la partícula experimentalDocumento4 páginasCinemática de la partícula experimentalSebastian Barrios100% (2)
- S05.s1 - MaterialDocumento20 páginasS05.s1 - MaterialRon PaAún no hay calificaciones
- Ciencias Naturales y Importancia de La BiologiaDocumento20 páginasCiencias Naturales y Importancia de La Biologialues enrique BERROTERANAún no hay calificaciones
- Ficha-Concertacion-Sílabo - Quimica IDocumento2 páginasFicha-Concertacion-Sílabo - Quimica IhernanAún no hay calificaciones
- Autoevaluación Semana 6Documento1 páginaAutoevaluación Semana 6Hector Chirhuana CarbajalAún no hay calificaciones
- Caso PampersDocumento6 páginasCaso PampersOrlando Llontop ArevaloAún no hay calificaciones
- Marco Disciplinar HeliconiaDocumento5 páginasMarco Disciplinar HeliconiaNatalia BravoAún no hay calificaciones
- Presentacion en WordDocumento2 páginasPresentacion en WordYaneth Mayume Huamani MendigureAún no hay calificaciones
- Cap. IV - Análisis de OperacionesDocumento4 páginasCap. IV - Análisis de OperacionesHillary QuiñonesAún no hay calificaciones
- PRIMER PARCIAL GR - MIERCOLES-1-4 P.M.Documento2 páginasPRIMER PARCIAL GR - MIERCOLES-1-4 P.M.Camilo LeónAún no hay calificaciones
- Nro7069 - 2022 06 23Documento40 páginasNro7069 - 2022 06 23Diario Primera LíneaAún no hay calificaciones
- Carta de Descargo Por Tardanza Sancion Con FirmaDocumento4 páginasCarta de Descargo Por Tardanza Sancion Con FirmaNilo GiantomasoAún no hay calificaciones