También podría gustarte
- Etapas Fabricacion de Tanque en Fibra de VidrioDocumento6 páginasEtapas Fabricacion de Tanque en Fibra de VidrioOscarRamirezAún no hay calificaciones
- Taller en Parejas Carlos García y Antonio ContrerasDocumento9 páginasTaller en Parejas Carlos García y Antonio ContrerasCarlos García GarcíaAún no hay calificaciones
- Evaluacion 1 Procesos IndustrialesDocumento7 páginasEvaluacion 1 Procesos Industrialesivet villalobosAún no hay calificaciones
- Fabricación de tapones aglomerados. MAMA0109De EverandFabricación de tapones aglomerados. MAMA0109Aún no hay calificaciones
- SESIÓN Nivel Inicial DE APRENDISAJE N 1Documento2 páginasSESIÓN Nivel Inicial DE APRENDISAJE N 1Brianna SCAún no hay calificaciones
- TécnicaDocumento6 páginasTécnicajr100100Aún no hay calificaciones
- Serie 2 Maquinas ElectricasDocumento7 páginasSerie 2 Maquinas Electricasirvin_aguilar_17Aún no hay calificaciones
- Acta de Saldo DeudorDocumento2 páginasActa de Saldo Deudorrramiro_martinezAún no hay calificaciones
- 8.1.1 Proceso de Produccion de Sacos.Documento13 páginas8.1.1 Proceso de Produccion de Sacos.Pedro Jose Macera BarandiaranAún no hay calificaciones
- BRAULIOt 1Documento2 páginasBRAULIOt 1Cesar Cajigal RamonAún no hay calificaciones
- GRANULOMETRIADocumento9 páginasGRANULOMETRIACristian Flores GironAún no hay calificaciones
- L#4 Filtracion APIDocumento10 páginasL#4 Filtracion APIGabriela Quispe HuancaAún no hay calificaciones
- Lista de Materiales, Marcas Y Tipo: Obra Comuna ITO Supervisor Fecha VersiónDocumento1 páginaLista de Materiales, Marcas Y Tipo: Obra Comuna ITO Supervisor Fecha VersiónChristopher DelgadoAún no hay calificaciones
- Practica 14Documento5 páginasPractica 14juanchinoAún no hay calificaciones
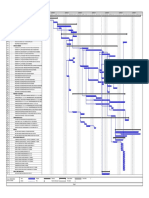
- Cronograma-Muro CDNADocumento2 páginasCronograma-Muro CDNAdominguezpfAún no hay calificaciones
- Examen N3Documento5 páginasExamen N3Brayan Natael Sánchez AlvaradoAún no hay calificaciones
- Placa de FloculcionDocumento2 páginasPlaca de FloculcionDaniela Valencia CanoAún no hay calificaciones
- ENSAYOS 4 (LIimites de Atterberg) PACO QLDocumento14 páginasENSAYOS 4 (LIimites de Atterberg) PACO QLDiego OsorioAún no hay calificaciones
- Tanques Rev1Documento9 páginasTanques Rev1Luis VillegasAún no hay calificaciones
- Práctica 7.1 Destilación Por Arrastre de VaporDocumento2 páginasPráctica 7.1 Destilación Por Arrastre de VaporRuben Joya SIerraAún no hay calificaciones
- POLIMEROSDocumento15 páginasPOLIMEROSkevin rios ruizAún no hay calificaciones
- Proctor ModificadoDocumento15 páginasProctor ModificadoHalu GamingAún no hay calificaciones
- Producto y Estrategia de Producción - Chaleco Parte 2Documento16 páginasProducto y Estrategia de Producción - Chaleco Parte 2Luis LopeAún no hay calificaciones
- Diagrama de Operación Del ProcesoDocumento1 páginaDiagrama de Operación Del Procesocarlos pilaresAún no hay calificaciones
- Abrasión en Pista Húmeda (Wet Track Abrasión Test Wtat) Norma - Inv - E-778-07Documento10 páginasAbrasión en Pista Húmeda (Wet Track Abrasión Test Wtat) Norma - Inv - E-778-07Yessenia PatiñoAún no hay calificaciones
- HerramentasDocumento1 páginaHerramentasCesar Cajigal RamonAún no hay calificaciones
- 10 Consistencia Normal Del CementoDocumento8 páginas10 Consistencia Normal Del CementoYeyson Alarcon AmachiAún no hay calificaciones
- Etapa 3 Pajaritos FinalDocumento12 páginasEtapa 3 Pajaritos FinalrafagrafiapublicidadAún no hay calificaciones
- CROMATOGRAFIA Orgánica21V1Documento20 páginasCROMATOGRAFIA Orgánica21V1Natalia CovarrubiasAún no hay calificaciones
- Ficha Hermeticidad PDA Osorno H8Documento3 páginasFicha Hermeticidad PDA Osorno H8lucasAún no hay calificaciones
- Tec-06-031 - Informe Tecnico Tubería PreaisladaDocumento21 páginasTec-06-031 - Informe Tecnico Tubería PreaisladaSteve MarfissiAún no hay calificaciones
- Preinforme 05 - FiltradoDocumento3 páginasPreinforme 05 - FiltradoAndres TaronAún no hay calificaciones
- Clase 2 Laboratorio 1 Copactacion Aashto t180Documento32 páginasClase 2 Laboratorio 1 Copactacion Aashto t180Franklin Apaza VillanuevaAún no hay calificaciones
- Agregados para CarreterasDocumento57 páginasAgregados para CarreterasJuan Andres G. Ceron100% (1)
- Consistencia Del CementoDocumento16 páginasConsistencia Del CementoKathy ColumbaAún no hay calificaciones
- Densidades Querapi Hoy 17 de Junio 2022Documento4 páginasDensidades Querapi Hoy 17 de Junio 2022luis catacora tapiaAún no hay calificaciones
- Taller de MicroplasticosDocumento2 páginasTaller de MicroplasticosGIANELLA MOLINA RIOSAún no hay calificaciones
- Materiales y Técnicas de ImpresiónDocumento57 páginasMateriales y Técnicas de ImpresiónKarla ZiccarelliAún no hay calificaciones
- Anclajes DimafiDocumento4 páginasAnclajes DimafiSebastián López ArayaAún no hay calificaciones
- Limitesde AtterbergDocumento15 páginasLimitesde AtterbergMiguel IbañezAún no hay calificaciones
- Manual de Hidrante SecoDocumento1 páginaManual de Hidrante SecoJC ParedesAún no hay calificaciones
- Roger (Ensayo Proctor Modificado)Documento9 páginasRoger (Ensayo Proctor Modificado)Roly Carrasco HuamuroAún no hay calificaciones
- Informe de CBRDocumento11 páginasInforme de CBRAbigail ContrerasAún no hay calificaciones
- 002 FT PP Rosca Tigre - Ficha Técnica PP Roscado - 5Documento5 páginas002 FT PP Rosca Tigre - Ficha Técnica PP Roscado - 5Flavio ChAún no hay calificaciones
- Acta de Supervision de EmbarqueDocumento3 páginasActa de Supervision de EmbarqueSandra Chavez CondoriAún no hay calificaciones
- Presion InternaDocumento20 páginasPresion InternaMarowitAún no hay calificaciones
- T1 Rossi GuerreroDocumento10 páginasT1 Rossi GuerreroMfallout 4 PlopAún no hay calificaciones
- Informe Ensayos Mezcla Asfaltica Prefabricada 28 Octubre de 2014Documento11 páginasInforme Ensayos Mezcla Asfaltica Prefabricada 28 Octubre de 2014Luis Fernando Gómez TriviñoAún no hay calificaciones
- Proyecto de La MascarillaDocumento6 páginasProyecto de La MascarillaVicky SotoAún no hay calificaciones
- Matriz de MaterialesDocumento88 páginasMatriz de MaterialesJulio Adrian PintoAún no hay calificaciones
- Cronograma Ejercicio - Edificio 3-4 MesesDocumento8 páginasCronograma Ejercicio - Edificio 3-4 MesesDavid MontenegroAún no hay calificaciones
- Practica de GranulometriaDocumento17 páginasPractica de GranulometriaobelskyavheAún no hay calificaciones
- Computo Obra Vendida 1Documento1 páginaComputo Obra Vendida 1Jhoakin Santiago Espinoza PintoAún no hay calificaciones
- Grupo1 SencicoDocumento7 páginasGrupo1 Sencicocarlos alfredo garcia bellidoAún no hay calificaciones
- Cartilla de Tarrajeo v2Documento10 páginasCartilla de Tarrajeo v2EdisonAún no hay calificaciones
- 05 Yeso - 2023-IIDocumento8 páginas05 Yeso - 2023-IIVICTOR SILVERAAún no hay calificaciones
- 4.0 C128-15 PresentaciónDocumento19 páginas4.0 C128-15 PresentaciónAgustin Encina coraniAún no hay calificaciones
- Microsoft Office Project - RESERVORIODocumento1 páginaMicrosoft Office Project - RESERVORIOhenryAún no hay calificaciones
- Cronograma - Oferente (1) AYUDA 2Documento33 páginasCronograma - Oferente (1) AYUDA 2mvcaiza1Aún no hay calificaciones
- Equivalente Ne ArenaDocumento8 páginasEquivalente Ne ArenaHallar Requejo El KorchiAún no hay calificaciones
- Induccion de Ensambles Envases ElopakDocumento66 páginasInduccion de Ensambles Envases ElopakHéctor Ivan Moreno CastroAún no hay calificaciones
- Swi Pretiles Chaflanes y Palomas 11.06.2019Documento6 páginasSwi Pretiles Chaflanes y Palomas 11.06.2019JoséManuelJáquezPinedaAún no hay calificaciones
- Equivalente de ArenaDocumento13 páginasEquivalente de ArenaMarco Ramírez MAún no hay calificaciones
- Procesos de transformación de la fibra de vidrio (1): Contacto a mano. Proyección simultáneaDe EverandProcesos de transformación de la fibra de vidrio (1): Contacto a mano. Proyección simultáneaAún no hay calificaciones
- Lavado y colmatado de tapones de corcho. MAMA0109De EverandLavado y colmatado de tapones de corcho. MAMA0109Aún no hay calificaciones
- Reporte Practica 2Documento28 páginasReporte Practica 2irvin_aguilar_17Aún no hay calificaciones
- Tarea 4Documento8 páginasTarea 4irvin_aguilar_17Aún no hay calificaciones
- Planex MKT TerminadoDocumento49 páginasPlanex MKT Terminadoirvin_aguilar_17Aún no hay calificaciones
- PRÁCTICA 7 CyTDocumento9 páginasPRÁCTICA 7 CyTirvin_aguilar_17Aún no hay calificaciones
- Practica 8Documento22 páginasPractica 8irvin_aguilar_17Aún no hay calificaciones
- Semana Ingenieria 5GDocumento3 páginasSemana Ingenieria 5Girvin_aguilar_17Aún no hay calificaciones
- Foda PirmaDocumento1 páginaFoda Pirmairvin_aguilar_17Aún no hay calificaciones
- Cuestionario Previo 6Documento4 páginasCuestionario Previo 6irvin_aguilar_17Aún no hay calificaciones
- p4 Termo de FasesDocumento12 páginasp4 Termo de Fasesirvin_aguilar_17Aún no hay calificaciones
- MacroDocumento18 páginasMacroirvin_aguilar_17Aún no hay calificaciones
- Cuestionario Final Practica 6Documento3 páginasCuestionario Final Practica 6irvin_aguilar_17Aún no hay calificaciones
- Proyectos Electromecánicos Titanium TERCERA VERSIÓN Y ÚLTIMA VERSIÓNDocumento24 páginasProyectos Electromecánicos Titanium TERCERA VERSIÓN Y ÚLTIMA VERSIÓNirvin_aguilar_17Aún no hay calificaciones
- Vii.1 Cerámicos Sus Propiedades y AplicacionesDocumento4 páginasVii.1 Cerámicos Sus Propiedades y Aplicacionesirvin_aguilar_17Aún no hay calificaciones
- PRÁCTICA 7 CyTDocumento11 páginasPRÁCTICA 7 CyTirvin_aguilar_17Aún no hay calificaciones
- Cuestionario Final Práctica 5Documento2 páginasCuestionario Final Práctica 5irvin_aguilar_17Aún no hay calificaciones
- Sistemas EconomicosDocumento3 páginasSistemas Economicosirvin_aguilar_17Aún no hay calificaciones
- Conceptos y Ecuaciones de Transformación de EsfuerzosDocumento6 páginasConceptos y Ecuaciones de Transformación de Esfuerzosirvin_aguilar_17Aún no hay calificaciones
- Torsión Corte PuroDocumento4 páginasTorsión Corte Puroirvin_aguilar_17Aún no hay calificaciones
- Pioneros de La Administración en México.Documento8 páginasPioneros de La Administración en México.irvin_aguilar_17Aún no hay calificaciones
- Elementos Sometidos A TorsiónDocumento8 páginasElementos Sometidos A Torsiónirvin_aguilar_17Aún no hay calificaciones
- Cuestionario Previo Práctica 6Documento4 páginasCuestionario Previo Práctica 6irvin_aguilar_17Aún no hay calificaciones
- Reporte Práctica 5Documento13 páginasReporte Práctica 5irvin_aguilar_17Aún no hay calificaciones
- Reporte Practica 6Documento11 páginasReporte Practica 6irvin_aguilar_17Aún no hay calificaciones
- Reporte Practica 5 EyMDocumento30 páginasReporte Practica 5 EyMirvin_aguilar_17Aún no hay calificaciones
- La Migración Interna en El Perú 2012-2017Documento24 páginasLa Migración Interna en El Perú 2012-2017L GAún no hay calificaciones
- Uladech Biblioteca VirtualDocumento79 páginasUladech Biblioteca VirtualGabriel LLANTO RAMIREZAún no hay calificaciones
- Conceptos Manual de IdentidadDocumento2 páginasConceptos Manual de IdentidadLuis TitoAún no hay calificaciones
- Diagnostico Agencia MADDocumento81 páginasDiagnostico Agencia MADMaria Cristina Castañon VillarroelAún no hay calificaciones
- Presentación1 Estrategia de IntegraciónDocumento9 páginasPresentación1 Estrategia de IntegraciónLuis ChecaAún no hay calificaciones
- Taller Capitulo 7 Seleccion de PersonalDocumento12 páginasTaller Capitulo 7 Seleccion de Personallaura SamAún no hay calificaciones
- GA C!Ta Judicial: SerieDocumento268 páginasGA C!Ta Judicial: Seriesteven tumbacoAún no hay calificaciones
- AP 11 EV3 Ejercicio Practico Costeo de La DFIDocumento8 páginasAP 11 EV3 Ejercicio Practico Costeo de La DFIDiego F Quimbayo FeriaAún no hay calificaciones
- Karen Osorio - Técnico Laboral en Contabilidad y FinanzasDocumento5 páginasKaren Osorio - Técnico Laboral en Contabilidad y Finanzaskaren cardonaAún no hay calificaciones
- Amaya ArzuagaDocumento2 páginasAmaya ArzuagaJuliana HernándezAún no hay calificaciones
- Introducción Al QT CreatorDocumento13 páginasIntroducción Al QT CreatorcarlosjavierguzmanbuAún no hay calificaciones
- Guía Actividad#5 Prensa HidraulicaDocumento2 páginasGuía Actividad#5 Prensa HidraulicaUlises AguilarAún no hay calificaciones
- Carlos Vargas Tarea 5.1 Estudios de DistribuciónDocumento5 páginasCarlos Vargas Tarea 5.1 Estudios de DistribuciónCarlos Gabriel VargasAún no hay calificaciones
- Analisis de Los Indicadores de La DfiDocumento40 páginasAnalisis de Los Indicadores de La DfiStefany MateusAún no hay calificaciones
- Pensum CarpinteriaDocumento6 páginasPensum CarpinteriafundaAún no hay calificaciones
- Origen de La Moneda y Los Bancos Completa 27 PDFDocumento26 páginasOrigen de La Moneda y Los Bancos Completa 27 PDFAmalia ContrerasAún no hay calificaciones
- Adm Base de Datos Oracle EjerciciosDocumento9 páginasAdm Base de Datos Oracle EjerciciosAnonymous tysSscAún no hay calificaciones
- El Sector de La ModaDocumento19 páginasEl Sector de La ModaKatherin Salas B.Aún no hay calificaciones
- Guía para El Funcionamiento Del SRGA PDFDocumento86 páginasGuía para El Funcionamiento Del SRGA PDFHumberto VillaverdeAún no hay calificaciones
- Briefcase El Ojo 2022 - Concurso Nuevos - Tu También Eres Artista AlternativoDocumento3 páginasBriefcase El Ojo 2022 - Concurso Nuevos - Tu También Eres Artista AlternativoAgustin FugazzaAún no hay calificaciones
- Examen Tercer Parcial (Segunda Vuelta) - Revisión Del Intentoadm, Controles de CambioDocumento1 páginaExamen Tercer Parcial (Segunda Vuelta) - Revisión Del Intentoadm, Controles de CambioYuliana Carranza PerezAún no hay calificaciones
- PRESENTACIONDocumento11 páginasPRESENTACIONAndreAún no hay calificaciones
- REACTIVOS IVA - RENTA (EXAMEN COMPLEXIVO) 21-Ene-2021Documento13 páginasREACTIVOS IVA - RENTA (EXAMEN COMPLEXIVO) 21-Ene-2021Luis Sisa PachecoAún no hay calificaciones
- A3 - U2 - Sistemas de Control AduanalDocumento6 páginasA3 - U2 - Sistemas de Control AduanalVero AngelesAún no hay calificaciones
- 0 - Resolucion Cierre AcreenciasDocumento72 páginas0 - Resolucion Cierre AcreenciasNorida garzonAún no hay calificaciones
- Mapa Conceptual Leyes - S3 Francina de La RosaDocumento6 páginasMapa Conceptual Leyes - S3 Francina de La RosaFrancina De La RosaAún no hay calificaciones