También podría gustarte
- Soldadura en Acero Ig3 Ipega - Carec - ErlDocumento73 páginasSoldadura en Acero Ig3 Ipega - Carec - ErlGrupojyl Julcapari Llanco100% (1)
- Gasodomésticos Ig3 Ipega - Carec - BCCDocumento123 páginasGasodomésticos Ig3 Ipega - Carec - BCCdaniel garces davilaAún no hay calificaciones
- Soldadura en Acero Ig3 Ipega - Carec - ErlDocumento36 páginasSoldadura en Acero Ig3 Ipega - Carec - ErlGrupojyl Julcapari Llanco100% (1)
- CURSO SOLDADURA ACERODocumento63 páginasCURSO SOLDADURA ACEROGrupojyl Julcapari Llanco100% (1)
- Ventilación y Evacuación Complementario - RLCDocumento150 páginasVentilación y Evacuación Complementario - RLCAmv FeerAún no hay calificaciones
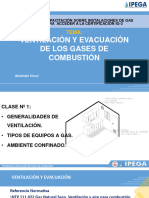
- Ventilación de Gases de Combustión Ig3 - EmcbDocumento94 páginasVentilación de Gases de Combustión Ig3 - Emcbdaniel garces davilaAún no hay calificaciones
- Tecnología Del GNV - GNC - IpegaDocumento79 páginasTecnología Del GNV - GNC - Ipegadaniel garces davilaAún no hay calificaciones
- Ex. Ventilación - SolucionDocumento13 páginasEx. Ventilación - SolucionJUAN AGUSTINAún no hay calificaciones
- Examen Sin Resolver NTP 111.010 WebDocumento16 páginasExamen Sin Resolver NTP 111.010 Weberick flores soriaAún no hay calificaciones
- Control de La Corrosión Ig3 Ipega - Carec - FSPDocumento85 páginasControl de La Corrosión Ig3 Ipega - Carec - FSPCayllahua LuisAún no hay calificaciones
- 0.2 CTG-GPY-MA-MI-002 Manual de Construcción de Instalaciones InternasDocumento98 páginas0.2 CTG-GPY-MA-MI-002 Manual de Construcción de Instalaciones InternasJuan Pablo Olaya GuzmanAún no hay calificaciones
- Ensayos No Destructivos - Ig3 Ipega - MGRDocumento78 páginasEnsayos No Destructivos - Ig3 Ipega - MGRdaniel garces davilaAún no hay calificaciones
- Combustión y Quemadores Ig3 Ipega - Carec - MGRDocumento99 páginasCombustión y Quemadores Ig3 Ipega - Carec - MGRVLADIMIR HILARIO PACHECO HUAMANIAún no hay calificaciones
- Charla Informativa Nicoll 1 - Rev YVDocumento26 páginasCharla Informativa Nicoll 1 - Rev YVeduardoAún no hay calificaciones
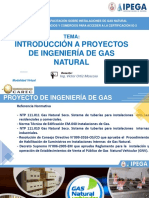
- Capacitación en proyectos de ingeniería de gas naturalDocumento34 páginasCapacitación en proyectos de ingeniería de gas naturalGrupojyl Julcapari Llanco100% (2)
- Catalogo Humcar ColombiaDocumento44 páginasCatalogo Humcar ColombiaSergio corfobaAún no hay calificaciones
- Curso Tecnologías Del Gas Natural y Su Distribucion en Media y Baja Presion PDFDocumento29 páginasCurso Tecnologías Del Gas Natural y Su Distribucion en Media y Baja Presion PDFMiguel SaavedraAún no hay calificaciones
- Medios de Transporte de GLPDocumento37 páginasMedios de Transporte de GLPAmbar Madeleine Rodriguez FernandezAún no hay calificaciones
- Clase 1 - Soldadura en Acero - IPEGADocumento63 páginasClase 1 - Soldadura en Acero - IPEGAD'Monthy José Salcedo Rosas100% (1)
- Ejemplo de Cálculo de Una Bateria de Envases de GLPDocumento2 páginasEjemplo de Cálculo de Una Bateria de Envases de GLPBauti Puertas100% (1)
- Biodiesel Revision 2Documento19 páginasBiodiesel Revision 2NaydaPeraltaAún no hay calificaciones
- Calidda PDFDocumento97 páginasCalidda PDFRoberto RamirezAún no hay calificaciones
- Monograma DR Pole-MonogramaDocumento1 páginaMonograma DR Pole-MonogramaArturo Muñoz Castillo100% (1)
- Soldadura en Cobre Ig3 Ipega - Carec - RLCDocumento70 páginasSoldadura en Cobre Ig3 Ipega - Carec - RLCCayllahua LuisAún no hay calificaciones
- Ex. NTP 111.010 - SolucionDocumento16 páginasEx. NTP 111.010 - SolucionJUAN AGUSTINAún no hay calificaciones
- Estacion Taquiperenda 1Documento9 páginasEstacion Taquiperenda 1Jesus100% (1)
- Cálculo y Diseño en Instalaciones Industriales Ig3 Ipega - Carec - IcgDocumento167 páginasCálculo y Diseño en Instalaciones Industriales Ig3 Ipega - Carec - Icgantony medrano muñoz100% (2)
- Curso Ig1 Ig2 Ig3Documento14 páginasCurso Ig1 Ig2 Ig3Elvis100% (1)
- NTP 111.010 - Sistema de Tuberías para Instalaciones Internas IndustrialesDocumento44 páginasNTP 111.010 - Sistema de Tuberías para Instalaciones Internas IndustrialesFernando Y CárdenasAún no hay calificaciones
- Instalacion Bajo Tierra de Las Tuberia de Polietileno A Presion PDFDocumento5 páginasInstalacion Bajo Tierra de Las Tuberia de Polietileno A Presion PDFcalidad1340100% (1)
- Taller Termofusión Socket GasDocumento25 páginasTaller Termofusión Socket Gascajaca100% (1)
- ODORIZACIONDocumento3 páginasODORIZACIONDailys BermudezAún no hay calificaciones
- Cartel Gaslp1Documento1 páginaCartel Gaslp1Cindy CastellanosAún no hay calificaciones
- Introduccion A Comercios y Residenciales Basados en La NTP 111.011Documento63 páginasIntroduccion A Comercios y Residenciales Basados en La NTP 111.011Sara CristinaAún no hay calificaciones
- Enginzone-Diseño de Instalaciones de GLPDocumento2 páginasEnginzone-Diseño de Instalaciones de GLPHenny CasanovaAún no hay calificaciones
- Instalaciones de Gas Seguras y EficientesDocumento151 páginasInstalaciones de Gas Seguras y EficientesArley Muñoz Ortiz100% (1)
- TGN M2 ProteccionAnticorrosiva PDFDocumento50 páginasTGN M2 ProteccionAnticorrosiva PDFEmanuel Vega100% (1)
- Seleccion Reguladores de PresionDocumento1 páginaSeleccion Reguladores de PresionEduardo Jose Tello del pinoAún no hay calificaciones
- Gestión Del Aire - Refinería ConchánDocumento71 páginasGestión Del Aire - Refinería ConchánAlex Valdivia GonzalesAún no hay calificaciones
- Instalación interna de gas: ventilación y evacuaciónDocumento61 páginasInstalación interna de gas: ventilación y evacuaciónLuis MayhuiriAún no hay calificaciones
- Cuestionario de La NTC 3631Documento10 páginasCuestionario de La NTC 3631Javier LuengasAún no hay calificaciones
- Modulo 3p Equipos de Sala de CalderasDocumento16 páginasModulo 3p Equipos de Sala de CalderasMasias Gabriel Albujar EscuderoAún no hay calificaciones
- Tubería multicapa PE AL PE reúne fuerza y durabilidadDocumento6 páginasTubería multicapa PE AL PE reúne fuerza y durabilidadchesar_17100% (1)
- Universidad Nacional de Ingenieria Facultad de Ingenieria CivilDocumento94 páginasUniversidad Nacional de Ingenieria Facultad de Ingenieria CivilRocío EspinozaAún no hay calificaciones
- Lectura de Planos Isométricos en GN 10-03-2021Documento75 páginasLectura de Planos Isométricos en GN 10-03-2021ruden100% (1)
- ASTM E1025 - NTC-3778 - Indicadores de Calidad de Imagen Tipo Orificio Empleados para Radiografía IndustrialDocumento14 páginasASTM E1025 - NTC-3778 - Indicadores de Calidad de Imagen Tipo Orificio Empleados para Radiografía IndustrialDAVILADIAZAún no hay calificaciones
- Tipos de pruebas de soldaduraDocumento29 páginasTipos de pruebas de soldaduraJazuri OhaAún no hay calificaciones
- Requisitos Tecnicos de Norma EM.040 Diseño de Edificaciones Con Instalaciones A GasDocumento61 páginasRequisitos Tecnicos de Norma EM.040 Diseño de Edificaciones Con Instalaciones A Gassuperalfredo2Aún no hay calificaciones
- NCh0396 2 1980Documento5 páginasNCh0396 2 1980Sebastian RocaAún no hay calificaciones
- S-DIO-015 - V2 ET Diseño, Construcción e Instalación de Una Acometida PDFDocumento17 páginasS-DIO-015 - V2 ET Diseño, Construcción e Instalación de Una Acometida PDFingeniero_mecanico_gn100% (1)
- Caracteristicas Del Gas NaturalDocumento28 páginasCaracteristicas Del Gas NaturalNiche ChavezAún no hay calificaciones
- INACAL-CTN41-SC1 N0007 NTP 1110042021 GAS NATURAL SECO OdDocumento25 páginasINACAL-CTN41-SC1 N0007 NTP 1110042021 GAS NATURAL SECO OdFreddy Santiago Cabarcas LandinezAún no hay calificaciones
- Sistemas de Distribución de Gas NaturalDocumento4 páginasSistemas de Distribución de Gas NaturalVeronica Montaño Rojas100% (1)
- Proteccion CatodicaDocumento6 páginasProteccion CatodicaSaraAún no hay calificaciones
- Examen NTP 111.011Documento11 páginasExamen NTP 111.011Daniel ZabalaAún no hay calificaciones
- ANEXO II (Construcción de Redes de Gas Natural) PDFDocumento60 páginasANEXO II (Construcción de Redes de Gas Natural) PDFmaxin11Aún no hay calificaciones
- Liquidos PenetrantesDocumento73 páginasLiquidos Penetrantesjulio cesarAún no hay calificaciones
- LIQUIDOS PENETRANTES CatolicaDocumento53 páginasLIQUIDOS PENETRANTES Catolicaingwilson75Aún no hay calificaciones
- Curso de Ensayos No Destructivos (NDT)Documento48 páginasCurso de Ensayos No Destructivos (NDT)Juan P y Katerine Gutiérrez y GodoyAún no hay calificaciones
- U2E1 Cuadro Comparativo Liquidos PenetrantesDocumento9 páginasU2E1 Cuadro Comparativo Liquidos PenetrantesLuis HernandezAún no hay calificaciones
- Test 1 ElectrotecniaDocumento3 páginasTest 1 ElectrotecniaSergio Gómez EscalanteAún no hay calificaciones
- Quick Start Guide: Eurolive B205DDocumento13 páginasQuick Start Guide: Eurolive B205DPlzier EntertainmentAún no hay calificaciones
- CONTRATOS DE EXPLOTACIÓN VIGENTESDocumento4 páginasCONTRATOS DE EXPLOTACIÓN VIGENTESCARLOS DAVID CASTILLO TELLOAún no hay calificaciones
- Instalación y operación de calentadores de piscinaDocumento25 páginasInstalación y operación de calentadores de piscinaCeCy Román StephanoAún no hay calificaciones
- Manual para Elaboración de Proyectos de ElectrificaciónDocumento142 páginasManual para Elaboración de Proyectos de ElectrificaciónManuel PerezAún no hay calificaciones
- Transporte exterior e interior faena Puerto en vehículo liviano CMDICDocumento16 páginasTransporte exterior e interior faena Puerto en vehículo liviano CMDICVentas De OcacionAún no hay calificaciones
- Óptica (Física General)Documento9 páginasÓptica (Física General)RODRIGO ALBERTO AMADOR GARCIAAún no hay calificaciones
- Uso y Aplicación Del Compresímetro PDFDocumento9 páginasUso y Aplicación Del Compresímetro PDFEdilzon JankoAún no hay calificaciones
- Guia de Estudio de Termodinámica - Ing. Mecanica - 2022Documento284 páginasGuia de Estudio de Termodinámica - Ing. Mecanica - 2022Victor MoralesAún no hay calificaciones
- Resumen Guia - BT 1 Previsión de CargasDocumento5 páginasResumen Guia - BT 1 Previsión de CargasMarialuisa CrespoAún no hay calificaciones
- Informe Sobre Instrumentos de MedicionDocumento10 páginasInforme Sobre Instrumentos de MedicionDaddy Flow69Aún no hay calificaciones
- 053 - Usando El Indicador de Diagnóstico y CTMDocumento24 páginas053 - Usando El Indicador de Diagnóstico y CTMFidel MachadoAún no hay calificaciones
- 04 Metrado Inst - ElectricasDocumento4 páginas04 Metrado Inst - ElectricasErick Abraham Chavez BeraunAún no hay calificaciones
- CL 12Documento36 páginasCL 12Jim Brow Molina MoranAún no hay calificaciones
- Tema 5.1 ElectricitatDocumento11 páginasTema 5.1 ElectricitatSanty Santiel Rudas SalgadoAún no hay calificaciones
- Problemas 2do ParcialDocumento7 páginasProblemas 2do ParcialJose AguilarAún no hay calificaciones
- Procedimientos Actos InsegurosDocumento16 páginasProcedimientos Actos Insegurosmariana apazaAún no hay calificaciones
- Sistemas de control de respuesta sísmica en edificacionesDocumento28 páginasSistemas de control de respuesta sísmica en edificacionesRobert Ramírez CabreraAún no hay calificaciones
- VW Gol G4 - Manual de AutodiagnosticoDocumento42 páginasVW Gol G4 - Manual de Autodiagnosticoroberto100% (4)
- Bitácora CombustibleDocumento7 páginasBitácora CombustibleOsvaldo AndradeAún no hay calificaciones
- Guía 7 Carga y Descarga de Un CapacitorDocumento5 páginasGuía 7 Carga y Descarga de Un CapacitorAles Peres100% (1)
- Calentador de Agua Solar Grupo#4Documento10 páginasCalentador de Agua Solar Grupo#4Junior PinedaAún no hay calificaciones
- Excel Solucion Ejercicios QuimicaDocumento4 páginasExcel Solucion Ejercicios QuimicaValentina NavarreteAún no hay calificaciones
- CCSS 5° URBANO EXP. 5 Sesion 4Documento5 páginasCCSS 5° URBANO EXP. 5 Sesion 4Orlando Haquehua MedinaAún no hay calificaciones
- Electricidad Estática y CircuitosDocumento17 páginasElectricidad Estática y CircuitosalexisAún no hay calificaciones
- Catalogo - Robots 2020Documento12 páginasCatalogo - Robots 2020Antonio Peregrina CarriónAún no hay calificaciones
- Cómo Funcionaban Las Concesiones PetrolerasDocumento3 páginasCómo Funcionaban Las Concesiones PetrolerasMairaAlejandraGualteroAún no hay calificaciones
- Ejemplo ProrrateoDocumento15 páginasEjemplo Prorrateowilber campuzano100% (1)
- Esice Filtros Armonicas SWFDocumento5 páginasEsice Filtros Armonicas SWFDiego Javier SchmidtAún no hay calificaciones
- Laudato SiDocumento2 páginasLaudato SiROCIO DANAE BAÑARES SANTANAAún no hay calificaciones
- Desastres y emergencias. Prevención, mitigación y preparaciónDe EverandDesastres y emergencias. Prevención, mitigación y preparaciónCalificación: 4 de 5 estrellas4/5 (5)
- La revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaDe EverandLa revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaCalificación: 5 de 5 estrellas5/5 (200)
- Disciplina Mental: Técnicas infalibles para lograr todo lo que te propones y eliminar la pereza y la procrastinación de tu vida para siempreDe EverandDisciplina Mental: Técnicas infalibles para lograr todo lo que te propones y eliminar la pereza y la procrastinación de tu vida para siempreCalificación: 5 de 5 estrellas5/5 (3)
- Neurociencia para vencer la depresión: La esprial ascendenteDe EverandNeurociencia para vencer la depresión: La esprial ascendenteCalificación: 4.5 de 5 estrellas4.5/5 (10)
- Anatomía & 100 estiramientos Esenciales (Color): Técnicas, beneficios, precauciones, consejos, tablas de series, dolenciasDe EverandAnatomía & 100 estiramientos Esenciales (Color): Técnicas, beneficios, precauciones, consejos, tablas de series, dolenciasCalificación: 4.5 de 5 estrellas4.5/5 (21)
- El libro conciso de la punción seca: Manual del terapeuta para las aplicaciones en los puntos gatillo miofasciales (Color)De EverandEl libro conciso de la punción seca: Manual del terapeuta para las aplicaciones en los puntos gatillo miofasciales (Color)Calificación: 3 de 5 estrellas3/5 (2)
- Batidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoDe EverandBatidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoCalificación: 5 de 5 estrellas5/5 (2)
- La metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceDe EverandLa metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceCalificación: 5 de 5 estrellas5/5 (8)
- Fisiopatología de las enfermedades cardiovascularesDe EverandFisiopatología de las enfermedades cardiovascularesCalificación: 5 de 5 estrellas5/5 (1)
- Reconstrucción de dientes endodonciados: Pautas de actuación clínicaDe EverandReconstrucción de dientes endodonciados: Pautas de actuación clínicaCalificación: 5 de 5 estrellas5/5 (4)
- Trucos para Leer la Mente de los Demás: Cómo Adivinar el Pensamiento de los Demás con Poco Esfuerzo. 2 Libros en 1 - Secretos de la Psicología Oscura, Cómo ser un Detector de MentirasDe EverandTrucos para Leer la Mente de los Demás: Cómo Adivinar el Pensamiento de los Demás con Poco Esfuerzo. 2 Libros en 1 - Secretos de la Psicología Oscura, Cómo ser un Detector de MentirasCalificación: 4.5 de 5 estrellas4.5/5 (3)
- Interpretación del ECG: Una Guía Práctica e Intuitiva para Aprender a Leer el ECG y Diagnosticar y Tratar ArritmiasDe EverandInterpretación del ECG: Una Guía Práctica e Intuitiva para Aprender a Leer el ECG y Diagnosticar y Tratar ArritmiasAún no hay calificaciones
- Borges y la memoria: De "Funes el memorioso" a la neurona de Jennifer AnistonDe EverandBorges y la memoria: De "Funes el memorioso" a la neurona de Jennifer AnistonCalificación: 5 de 5 estrellas5/5 (4)
- Resumen de Pensar rápido pensar despacio de Daniel KahnemanDe EverandResumen de Pensar rápido pensar despacio de Daniel KahnemanCalificación: 4.5 de 5 estrellas4.5/5 (11)
- Zensorialmente : Dejá que tu cuerpo sea tu cerebroDe EverandZensorialmente : Dejá que tu cuerpo sea tu cerebroAún no hay calificaciones
- Prescripción de ejercico físico para la saludDe EverandPrescripción de ejercico físico para la saludCalificación: 5 de 5 estrellas5/5 (1)
- Notas de clase. Manual de farmacognosia: Análisis microscópico y fitoquímico, y usos de plantas medicinalesDe EverandNotas de clase. Manual de farmacognosia: Análisis microscópico y fitoquímico, y usos de plantas medicinalesAún no hay calificaciones
- La invasión de la pseudociencia: Claves para orientarse en un mundo en donde casi todo es posibleDe EverandLa invasión de la pseudociencia: Claves para orientarse en un mundo en donde casi todo es posibleCalificación: 4.5 de 5 estrellas4.5/5 (15)
- Sistema nervioso y osteopatía: Nervios periféricos, meninges craneales y espinales, y sistema nervioso vegetativo (Color)De EverandSistema nervioso y osteopatía: Nervios periféricos, meninges craneales y espinales, y sistema nervioso vegetativo (Color)Calificación: 5 de 5 estrellas5/5 (9)
- Neurocuántica: La nueva frontera de la neurocienciaDe EverandNeurocuántica: La nueva frontera de la neurocienciaCalificación: 5 de 5 estrellas5/5 (1)
- El péndulo de sanación: Péndulo hebreo. Investigación y sistematización de la técnicaDe EverandEl péndulo de sanación: Péndulo hebreo. Investigación y sistematización de la técnicaCalificación: 4.5 de 5 estrellas4.5/5 (27)
- El cerebro del niño explicado a los padresDe EverandEl cerebro del niño explicado a los padresCalificación: 4.5 de 5 estrellas4.5/5 (147)