También podría gustarte
- Herramientas Por Arranque de VirutaDocumento10 páginasHerramientas Por Arranque de VirutaMaximo Barrera FernandezAún no hay calificaciones
- Rectificadora: Tipos y PartesDocumento15 páginasRectificadora: Tipos y PartesVilla1592Aún no hay calificaciones
- Ajustes y Tolerancias 1Documento13 páginasAjustes y Tolerancias 1jhoan gómezAún no hay calificaciones
- Ensayo de ProcesosDocumento5 páginasEnsayo de ProcesosJesus Morey100% (1)
- Mecanica y Quimica Del MaquinadoDocumento4 páginasMecanica y Quimica Del Maquinadofredy llano quispeAún no hay calificaciones
- T2 Fuerza y Potencia de CorteDocumento49 páginasT2 Fuerza y Potencia de CorteSección de Procesos de ManufacturaAún no hay calificaciones
- Formacion de La VirutaDocumento31 páginasFormacion de La VirutaTzuika Rios Aranda100% (3)
- MTD 1019 Manufactura AvanzadaDocumento3 páginasMTD 1019 Manufactura AvanzadaFernando VicenteAún no hay calificaciones
- Procesos EspecialesDocumento21 páginasProcesos EspecialesMilagros Carolina Dugarte ReyesAún no hay calificaciones
- UNIDAD 12 Limado y CepilladoDocumento13 páginasUNIDAD 12 Limado y CepilladoGustavo Recalde ChamorroAún no hay calificaciones
- Semana 07 - Reconocimiento de La Fresadora Vertical y Universal, y Montaje de Accesorios PDFDocumento19 páginasSemana 07 - Reconocimiento de La Fresadora Vertical y Universal, y Montaje de Accesorios PDFJamil LozanoAún no hay calificaciones
- Máquinas herramientas 1: Cepilladoras, limadoras y mortajadorasDocumento19 páginasMáquinas herramientas 1: Cepilladoras, limadoras y mortajadorasJuli A. Gonz0% (1)
- Proceso de RectificadoDocumento26 páginasProceso de RectificadoDaniel DelgadoAún no hay calificaciones
- Ensayo RectificadoDocumento9 páginasEnsayo RectificadoAndrea SuarezAún no hay calificaciones
- FresadorasDocumento40 páginasFresadorascar_linAún no hay calificaciones
- 4 Procesos de Maquinado y Máquinas HerramientaDocumento17 páginas4 Procesos de Maquinado y Máquinas HerramientasermucomAún no hay calificaciones
- Partes de La FresadoraDocumento3 páginasPartes de La FresadoraAlejandro Acuña25% (4)
- Mecanizado QuimicoDocumento30 páginasMecanizado QuimicoCarlos GallardoAún no hay calificaciones
- Cizallado, Punzonado y DobladoDocumento34 páginasCizallado, Punzonado y DobladoJonathan FalcónAún no hay calificaciones
- Evaluación Manufactura Avanzada IIDocumento3 páginasEvaluación Manufactura Avanzada IIJUANITAGUERRAAún no hay calificaciones
- FRESADODocumento6 páginasFRESADOJudith CervantesAún no hay calificaciones
- Proceso de Embutido v4Documento9 páginasProceso de Embutido v4César Manuel Linch PeñaAún no hay calificaciones
- Fuerza y Potencia de CorteDocumento10 páginasFuerza y Potencia de CorteAnthony D. Escobar100% (1)
- La Fresadora Engrane HelicoidalDocumento7 páginasLa Fresadora Engrane HelicoidalEduardo Felix Ramirez PalaciosAún no hay calificaciones
- Fresado de engranajes rectosDocumento10 páginasFresado de engranajes rectosbabyclaireAún no hay calificaciones
- Rectificado de metales: tipos y procesosDocumento3 páginasRectificado de metales: tipos y procesosRakjhel Karhim Chuquirachi ParedesAún no hay calificaciones
- 9 Practica de Limadora - Taller BasicoDocumento18 páginas9 Practica de Limadora - Taller BasicoXavier Mantilla Morán0% (1)
- Unidad IV - ING ELECTRICA - LEONEL MORANDocumento9 páginasUnidad IV - ING ELECTRICA - LEONEL MORANJosmaryAún no hay calificaciones
- Broca taladro: partes, tipos y cuidadosDocumento11 páginasBroca taladro: partes, tipos y cuidadosmonicaAún no hay calificaciones
- Ejercicio Combinados de MecanizadosDocumento8 páginasEjercicio Combinados de MecanizadosLaura Emperatriz Coque GallegosAún no hay calificaciones
- Mantenimiento A Procesos de Manufactura (UNIDAD II) PDFDocumento17 páginasMantenimiento A Procesos de Manufactura (UNIDAD II) PDFObeth Alcudia50% (2)
- Tipos de MatricesDocumento3 páginasTipos de MatricesErnesto HernandezAún no hay calificaciones
- TaladradoraDocumento5 páginasTaladradoraMelanie ArchAún no hay calificaciones
- El TaladroDocumento16 páginasEl TaladroMarco Luis Almanza OlivaAún no hay calificaciones
- Conceptos básicos de taladros y torno universalDocumento253 páginasConceptos básicos de taladros y torno universalOscar MelendezAún no hay calificaciones
- 1 Ejercicios de MecanizadoDocumento11 páginas1 Ejercicios de MecanizadoJavier Solís FernándezAún no hay calificaciones
- Fresadora-Practica 2Documento9 páginasFresadora-Practica 2Isaac VillamaresAún no hay calificaciones
- Procesos de maquinado y acabado superficialDocumento6 páginasProcesos de maquinado y acabado superficialCristobal GonzálezAún no hay calificaciones
- Principales Movimientos de La FresadoraDocumento2 páginasPrincipales Movimientos de La FresadoraRobin ChiluisaAún no hay calificaciones
- Procesos de Reducción de MasaDocumento8 páginasProcesos de Reducción de MasaAna Molina CerrilloAún no hay calificaciones
- Trayectorias de Herramientas y Soluciones AlternasDocumento15 páginasTrayectorias de Herramientas y Soluciones AlternasFrancisco Guida100% (1)
- Clasificación de Los Procesos de ConformadoDocumento30 páginasClasificación de Los Procesos de ConformadoMauricio I Cervantes GutierrezAún no hay calificaciones
- Soldadura Eléctrica Tig (Tungsten Inert Gas)Documento8 páginasSoldadura Eléctrica Tig (Tungsten Inert Gas)Edison OrbeaAún no hay calificaciones
- Corte Por HiloDocumento6 páginasCorte Por HiloMaferBeristainAún no hay calificaciones
- Tarea Numero 7Documento3 páginasTarea Numero 7karitoAún no hay calificaciones
- PMecanización Homework1 PillasaguaOrdoñez Paralelo1Documento14 páginasPMecanización Homework1 PillasaguaOrdoñez Paralelo1Jorge Pillasagua100% (1)
- Superficies A MaquinarDocumento3 páginasSuperficies A MaquinarRoberto M. Dévora GallegosAún no hay calificaciones
- Generalidades de RectificadoDocumento4 páginasGeneralidades de RectificadoCarlos NaranjoAún no hay calificaciones
- Procesos de conformado sin arranque de virutaDocumento17 páginasProcesos de conformado sin arranque de virutaMisael LopeezAún no hay calificaciones
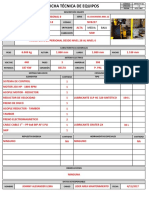
- FT-Ficha Técnica PDFDocumento1 páginaFT-Ficha Técnica PDFJuancho PanAún no hay calificaciones
- Maquinas CNCDocumento37 páginasMaquinas CNCMarlon PrezaAún no hay calificaciones
- Infografía Proceso de EmbutidoDocumento1 páginaInfografía Proceso de EmbutidoErick Castillo RosalesAún no hay calificaciones
- Proceso de EscariadoDocumento7 páginasProceso de EscariadoHáánsoOn LagunéésAún no hay calificaciones
- Cuestionario 7 Maq. No Tradicional. Salas GutierrezDocumento4 páginasCuestionario 7 Maq. No Tradicional. Salas GutierrezCAROLINA ARISDEY SALAS GUTIERREZAún no hay calificaciones
- Generalidades y Consideraciones Básicas Del Diseño de MaquinasDocumento3 páginasGeneralidades y Consideraciones Básicas Del Diseño de MaquinasElisa Briceño PoloAún no hay calificaciones
- Guia de Laboratorio 14Documento2 páginasGuia de Laboratorio 14Juan Carlos Zuñiga JustinianoAún no hay calificaciones
- Tema 2 Maquinabilidad 2011Documento24 páginasTema 2 Maquinabilidad 2011Amalio MagoAún no hay calificaciones
- Procesos de mecanizado en el torno CNC: desbaste, ranurado, roscado, taladrado y refrentadoDocumento36 páginasProcesos de mecanizado en el torno CNC: desbaste, ranurado, roscado, taladrado y refrentadomarubogaAún no hay calificaciones
- Engineering The Future EólicoDocumento14 páginasEngineering The Future EólicoAMERICA ETHIEL MORALES REYESAún no hay calificaciones
- Unidad 2 y 3 de FabricacionDocumento12 páginasUnidad 2 y 3 de FabricacionEdgar FerrerAún no hay calificaciones
- Velocidades de Corte - jnmv2107f9Documento6 páginasVelocidades de Corte - jnmv2107f9Edgar FerrerAún no hay calificaciones
- Ley de Hooke - Concepto, Fórmula, Elasticidad y AplicacionesDocumento4 páginasLey de Hooke - Concepto, Fórmula, Elasticidad y AplicacionesEdgar FerrerAún no hay calificaciones
- Estadistica 2-1Documento8 páginasEstadistica 2-1Edgar FerrerAún no hay calificaciones
- Velocidad Unidad 1Documento19 páginasVelocidad Unidad 1Edgar FerrerAún no hay calificaciones
- Recipientes Sujetos A Presión - Diseño y CaracterísticasDocumento3 páginasRecipientes Sujetos A Presión - Diseño y CaracterísticasEdgar FerrerAún no hay calificaciones
- Trabajo de Gestion Del MantenimientoDocumento5 páginasTrabajo de Gestion Del MantenimientoEdgar FerrerAún no hay calificaciones
- Muros de Contencion - Franklin Espinoza - Ing - CivilDocumento21 páginasMuros de Contencion - Franklin Espinoza - Ing - Civilfranklin espinozaAún no hay calificaciones
- Acces Montaje ConductoDocumento8 páginasAcces Montaje ConductoHeber Ramos YanaAún no hay calificaciones
- Calculo Hidraulico de Sistema de ImpulsionDocumento17 páginasCalculo Hidraulico de Sistema de ImpulsionLuz PradoAún no hay calificaciones
- Compras Casa CampestreDocumento2 páginasCompras Casa CampestreNoveltycEcAún no hay calificaciones
- Construcción colegio etapa 1Documento13 páginasConstrucción colegio etapa 1Diana Hinostroza100% (1)
- SUPERBOAD de YanaDocumento13 páginasSUPERBOAD de YanaMarco VegaAún no hay calificaciones
- Diseno de Mezcla - METODO DINDocumento17 páginasDiseno de Mezcla - METODO DINSonyaChombaAcuñaAún no hay calificaciones
- Normativa para Elaboracion de Pruebas de H. AutocompactableDocumento24 páginasNormativa para Elaboracion de Pruebas de H. AutocompactableByronBastidasAún no hay calificaciones
- Ejemplo Lecho de SecadoDocumento4 páginasEjemplo Lecho de Secadoricardo delgado100% (1)
- Especificaciones Técnicas Red de Abastecimiento de Agua Potable YucumoDocumento146 páginasEspecificaciones Técnicas Red de Abastecimiento de Agua Potable YucumochalexAún no hay calificaciones
- 20 Tesisic010e40Documento220 páginas20 Tesisic010e40Marco Domichelli Mercedes TelloAún no hay calificaciones
- Venta de Materiales Sobrantes Varios Almacen MoyobambaDocumento3 páginasVenta de Materiales Sobrantes Varios Almacen MoyobambaEmigdio Trigozo HidalgoAún no hay calificaciones
- PDP-348 Soldador Extreme Welds-Powermig-251Documento2 páginasPDP-348 Soldador Extreme Welds-Powermig-251Vero Yotagri50% (2)
- Entrepisos 150407224312 Conversion Gate01Documento17 páginasEntrepisos 150407224312 Conversion Gate01pedroAún no hay calificaciones
- UnicapaDocumento160 páginasUnicapaLongino MontañoAún no hay calificaciones
- Preguntas Procesos de Manufacturas Tipo EcaesDocumento4 páginasPreguntas Procesos de Manufacturas Tipo EcaesAlexGuzmancAún no hay calificaciones
- Reporte Final. Aguayo PDFDocumento13 páginasReporte Final. Aguayo PDFFREDERICK JOSE REINOSO GARCIAAún no hay calificaciones
- 03 - Ficha Técnica de CortinaDocumento6 páginas03 - Ficha Técnica de CortinaBrenda BacilioAún no hay calificaciones
- Info Procesos Quincha - Adobe - TapialDocumento7 páginasInfo Procesos Quincha - Adobe - TapialIvonne Cespedes BergarayAún no hay calificaciones
- Metrado de Acero en Losa AligeradaDocumento5 páginasMetrado de Acero en Losa AligeradaCRISTHIAN NUÑEZ LIMACHEAún no hay calificaciones
- Apuntes de Materiales Básicos para La ConstrucciónDocumento63 páginasApuntes de Materiales Básicos para La ConstrucciónAlejandro UrbinaAún no hay calificaciones
- Vasos de expansión y acumuladores VAREMDocumento26 páginasVasos de expansión y acumuladores VAREMLautaro Nicolás FernándezAún no hay calificaciones
- Normas ASTM 974 - 97 CastellanoDocumento10 páginasNormas ASTM 974 - 97 CastellanoSoluciones Especiales Reformas y AislamientosAún no hay calificaciones
- CatalogoDocumento50 páginasCatalogoLuis ChavezAún no hay calificaciones
- 181Documento231 páginas181Alfredo AriasAún no hay calificaciones
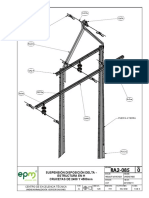
- Ra2 085 PDFDocumento4 páginasRa2 085 PDFjevmcuAún no hay calificaciones
- Astm A-653Documento21 páginasAstm A-653Eder Triste100% (2)
- Tuberías Según ASTM y API PDFDocumento3 páginasTuberías Según ASTM y API PDFyxaraAún no hay calificaciones
- COR-COTE HP EPOXY DE ALTO RENDIMIENTO SISTEMAS RECOMENDADOSDocumento4 páginasCOR-COTE HP EPOXY DE ALTO RENDIMIENTO SISTEMAS RECOMENDADOSDanny Peter Llave TorresAún no hay calificaciones
- Instructivo Tipologias Constructivas ULTIMODocumento62 páginasInstructivo Tipologias Constructivas ULTIMOJavier Andres Rincon LopezAún no hay calificaciones
- La revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaDe EverandLa revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaCalificación: 5 de 5 estrellas5/5 (200)
- Batidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoDe EverandBatidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoCalificación: 5 de 5 estrellas5/5 (2)
- La invasión de la pseudociencia: Claves para orientarse en un mundo en donde casi todo es posibleDe EverandLa invasión de la pseudociencia: Claves para orientarse en un mundo en donde casi todo es posibleCalificación: 4.5 de 5 estrellas4.5/5 (15)
- Psiconeuroinmunología para la práctica clínicaDe EverandPsiconeuroinmunología para la práctica clínicaCalificación: 5 de 5 estrellas5/5 (4)
- Disciplina Mental: Técnicas infalibles para lograr todo lo que te propones y eliminar la pereza y la procrastinación de tu vida para siempreDe EverandDisciplina Mental: Técnicas infalibles para lograr todo lo que te propones y eliminar la pereza y la procrastinación de tu vida para siempreCalificación: 5 de 5 estrellas5/5 (3)
- La metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceDe EverandLa metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceCalificación: 5 de 5 estrellas5/5 (8)
- Zensorialmente : Dejá que tu cuerpo sea tu cerebroDe EverandZensorialmente : Dejá que tu cuerpo sea tu cerebroAún no hay calificaciones
- Borges y la memoria: De "Funes el memorioso" a la neurona de Jennifer AnistonDe EverandBorges y la memoria: De "Funes el memorioso" a la neurona de Jennifer AnistonCalificación: 5 de 5 estrellas5/5 (4)
- Nunca fuimos modernos: Ensayos de antropología simétricaDe EverandNunca fuimos modernos: Ensayos de antropología simétricaAún no hay calificaciones
- Fisiopatología de las enfermedades cardiovascularesDe EverandFisiopatología de las enfermedades cardiovascularesCalificación: 5 de 5 estrellas5/5 (1)
- Resumen de Pensar rápido pensar despacio de Daniel KahnemanDe EverandResumen de Pensar rápido pensar despacio de Daniel KahnemanCalificación: 4.5 de 5 estrellas4.5/5 (11)
- Investigación de operaciones: Conceptos fundamentalesDe EverandInvestigación de operaciones: Conceptos fundamentalesCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Anatomía & 100 estiramientos Esenciales (Color): Técnicas, beneficios, precauciones, consejos, tablas de series, dolenciasDe EverandAnatomía & 100 estiramientos Esenciales (Color): Técnicas, beneficios, precauciones, consejos, tablas de series, dolenciasCalificación: 4.5 de 5 estrellas4.5/5 (21)
- Reconstrucción de dientes endodonciados: Pautas de actuación clínicaDe EverandReconstrucción de dientes endodonciados: Pautas de actuación clínicaCalificación: 5 de 5 estrellas5/5 (4)
- Estoicismo y dureza mental: Descubre los secretos psicológicos de la filosofía estoica en la vida moderna. Construir una autodisciplina inquebrantable y hábitos diarios que garanticen el éxitoDe EverandEstoicismo y dureza mental: Descubre los secretos psicológicos de la filosofía estoica en la vida moderna. Construir una autodisciplina inquebrantable y hábitos diarios que garanticen el éxitoCalificación: 4 de 5 estrellas4/5 (23)
- Cálculo infinitesimal: El lenguaje matemático de la naturalezaDe EverandCálculo infinitesimal: El lenguaje matemático de la naturalezaCalificación: 5 de 5 estrellas5/5 (3)
- Interpretación del ECG: Una Guía Práctica e Intuitiva para Aprender a Leer el ECG y Diagnosticar y Tratar ArritmiasDe EverandInterpretación del ECG: Una Guía Práctica e Intuitiva para Aprender a Leer el ECG y Diagnosticar y Tratar ArritmiasAún no hay calificaciones
- Teoría de juegos: Una introducción matemática a la toma de decisionesDe EverandTeoría de juegos: Una introducción matemática a la toma de decisionesCalificación: 4 de 5 estrellas4/5 (1)
- Estadística básica: Introducción a la estadística con RDe EverandEstadística básica: Introducción a la estadística con RCalificación: 5 de 5 estrellas5/5 (8)
- Desastres y emergencias. Prevención, mitigación y preparaciónDe EverandDesastres y emergencias. Prevención, mitigación y preparaciónCalificación: 4 de 5 estrellas4/5 (5)