También podría gustarte
- Soldadura MAG de estructuras de acero al carbono. FMEC0210De EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Aún no hay calificaciones
- Aws d1.1 ResumenDocumento122 páginasAws d1.1 ResumenFranklin Estévez67% (6)
- Diseño de utillajes, matricería y prototipado con SolidWorksDe EverandDiseño de utillajes, matricería y prototipado con SolidWorksCalificación: 3 de 5 estrellas3/5 (1)
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309De EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Calificación: 5 de 5 estrellas5/5 (1)
- Codigo-IADC - Calificacion Brocas DesgasteDocumento21 páginasCodigo-IADC - Calificacion Brocas Desgastedavih007Aún no hay calificaciones
- Operaciones de máquinas-herramientas para punzonado y plegado. FMEH0209De EverandOperaciones de máquinas-herramientas para punzonado y plegado. FMEH0209Aún no hay calificaciones
- Smith Bits - Grado de DesgasteDocumento44 páginasSmith Bits - Grado de DesgasteLESCANO GABRIEL100% (3)
- NCh0831 1971Documento7 páginasNCh0831 1971Nayth Andres GalazAún no hay calificaciones
- Preparación de útiles para el mecanizado por corte y conformado. FMEH0209De EverandPreparación de útiles para el mecanizado por corte y conformado. FMEH0209Aún no hay calificaciones
- Desmontaje y montaje de elementos de aluminio. TMVL0309De EverandDesmontaje y montaje de elementos de aluminio. TMVL0309Aún no hay calificaciones
- Brocas de PerforaciónDocumento100 páginasBrocas de Perforaciónlucaz273747100% (1)
- Manejo de maquinaria de corte de bloques de piedra. IEXD0108De EverandManejo de maquinaria de corte de bloques de piedra. IEXD0108Aún no hay calificaciones
- Barrenas PDCDocumento28 páginasBarrenas PDCOrlandoVenturaAún no hay calificaciones
- IADC Desgaste PDCDocumento14 páginasIADC Desgaste PDCJoan CorsoAún no hay calificaciones
- Evaluacion PDCDocumento41 páginasEvaluacion PDCpercival009Aún no hay calificaciones
- 03.evaluacion Del Desgaste TriconicasDocumento75 páginas03.evaluacion Del Desgaste TriconicasCesar Augusto Ramirez MenesesAún no hay calificaciones
- Pec2 CMDocumento13 páginasPec2 CMEster del Río100% (1)
- 3-1 Evaluacion Del DesgasteDocumento81 páginas3-1 Evaluacion Del Desgastemaricaminof100% (1)
- Tipos de BarrenasDocumento20 páginasTipos de BarrenasJorge Matus SanchezAún no hay calificaciones
- IADC Desgaste PDC PDFDocumento12 páginasIADC Desgaste PDC PDFVladimir YañezAún no hay calificaciones
- Calificacion de Brocas PDCDocumento8 páginasCalificacion de Brocas PDCJbc Driller0% (1)
- IADC Desgaste PDCDocumento12 páginasIADC Desgaste PDCCristian AquerretaAún no hay calificaciones
- Tarea 3-Normas o Recomendaciones IADC para Inspeccion de BrocasDocumento11 páginasTarea 3-Normas o Recomendaciones IADC para Inspeccion de BrocasFabian PerdomoAún no hay calificaciones
- Capitulo 10 Barrenas Nivel IIDocumento88 páginasCapitulo 10 Barrenas Nivel IIRitchie DanielAún no hay calificaciones
- Clasificacion de BrocasDocumento11 páginasClasificacion de BrocasBryan OrtegaAún no hay calificaciones
- Capitulo 10 (Barrenas) - RaulDocumento75 páginasCapitulo 10 (Barrenas) - RaulYraidis Pertuz Roble100% (1)
- Presentacion BrocasDocumento26 páginasPresentacion BrocasDelfinOviedo100% (1)
- Deber de Código IADC Calificación de BrocasDocumento4 páginasDeber de Código IADC Calificación de BrocasAndres LojaAún no hay calificaciones
- Inspeccion de Brocas XDocumento11 páginasInspeccion de Brocas XJackycita Navarro100% (1)
- Inspeccion de BrocasDocumento11 páginasInspeccion de BrocasLeonardo Barrios CarreraAún no hay calificaciones
- MS 534 2220 Yda 002 MC Es 001 - 0Documento40 páginasMS 534 2220 Yda 002 MC Es 001 - 0Axel Quiroz ReyesAún no hay calificaciones
- Diseño 1Documento81 páginasDiseño 1Hugo Leonidas Acosta GrandezAún no hay calificaciones
- Rodamientos Rígidos de Bolas: DimensionesDocumento5 páginasRodamientos Rígidos de Bolas: DimensionesMax AyalaAún no hay calificaciones
- EMI PERF UD2 Trepano 3 PDFDocumento39 páginasEMI PERF UD2 Trepano 3 PDFEdithAún no hay calificaciones
- Barrenas de PerforaciónDocumento30 páginasBarrenas de PerforaciónZachary SmithAún no hay calificaciones
- Capitulo4 Fabricación y Ensamble de La Board TarjetaDocumento47 páginasCapitulo4 Fabricación y Ensamble de La Board TarjetaRUBEN DARIO CARDENAS ESPINOSAAún no hay calificaciones
- Iadc Brocas TriconicasDocumento16 páginasIadc Brocas TriconicasAndres MontañezAún no hay calificaciones
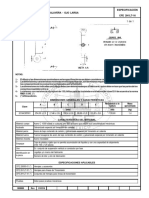
- CFE 2H1LT-16 Calavera Ojo Larga MAR2001Documento1 páginaCFE 2H1LT-16 Calavera Ojo Larga MAR2001FEDERICO IBARRAAún no hay calificaciones
- Soldadura para Estructuras de AceroDocumento122 páginasSoldadura para Estructuras de Aceroxavier_lpAún no hay calificaciones
- Trepanos Pdc.Documento14 páginasTrepanos Pdc.Jhoana Hurtado Cáceres50% (2)
- Evaluacion Del Desgaste Barrenas Sept 06Documento58 páginasEvaluacion Del Desgaste Barrenas Sept 06Fernando LlanosAún no hay calificaciones
- Evaluacion PDCDocumento37 páginasEvaluacion PDCreynaldo_9_12Aún no hay calificaciones
- Sartas 1Documento76 páginasSartas 1Erika MGAún no hay calificaciones
- Traduccin Cap 4 Coring HandbookDocumento40 páginasTraduccin Cap 4 Coring HandbookOrlando Miguel OspinoAún no hay calificaciones
- Diseño de La Sarta de Perforacion PDFDocumento57 páginasDiseño de La Sarta de Perforacion PDFAlex Canqui0% (1)
- Formulario 14 PDFDocumento6 páginasFormulario 14 PDFwendyAún no hay calificaciones
- Practica Calificada 3 Grupo2Documento7 páginasPractica Calificada 3 Grupo2JOSE LUIS QUISPE GARAYAún no hay calificaciones
- CSP Delta Tipo c6 Ingenieria de Transito y CarreterasDocumento2 páginasCSP Delta Tipo c6 Ingenieria de Transito y CarreterasRossmeryAún no hay calificaciones
- P02-Uniones Abulonadas.Documento17 páginasP02-Uniones Abulonadas.Clases Estabilidad 2Aún no hay calificaciones
- WPS Smaw E7018-6010Documento2 páginasWPS Smaw E7018-6010Paul Caicedo100% (2)
- Barrenas 1Documento64 páginasBarrenas 1Cesar CruzAún no hay calificaciones
- Clases 09 Seleccion y Eleccion de BarrenasDocumento77 páginasClases 09 Seleccion y Eleccion de BarrenasWilson CheAún no hay calificaciones
- Perforación PilotoDocumento18 páginasPerforación PilotoKevin Lazo VelizAún no hay calificaciones
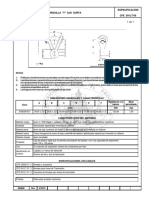
- CFE 2H1LT-05 Horquilla Y Ojo Corta MAR2001Documento1 páginaCFE 2H1LT-05 Horquilla Y Ojo Corta MAR2001FEDERICO IBARRAAún no hay calificaciones
- IZAR Curso Plaquitas 2016 MRDocumento30 páginasIZAR Curso Plaquitas 2016 MRfberzosaAún no hay calificaciones
- Torneado de Piezas DurasDocumento9 páginasTorneado de Piezas DurasLeydi Yana MendozaAún no hay calificaciones
- Designacion Rodamientos de BolasDocumento3 páginasDesignacion Rodamientos de BolasSergio Andres Cachaya GonsalezAún no hay calificaciones
- 04 Fichas-Tecnicas PDFDocumento87 páginas04 Fichas-Tecnicas PDFFernandoAún no hay calificaciones
- Practica 1Documento12 páginasPractica 1ALVARO TOCO TOACA100% (1)
- Pti - Presentacion Martillos Hidraulicos de Perforacion - 2022Documento42 páginasPti - Presentacion Martillos Hidraulicos de Perforacion - 2022Juan Camilo Muñoz CarmonaAún no hay calificaciones
- Transfer Radios EnercomDocumento1 páginaTransfer Radios EnercomJuan Camilo Muñoz CarmonaAún no hay calificaciones
- Service Report TecnitransportesDocumento2 páginasService Report TecnitransportesJuan Camilo Muñoz CarmonaAún no hay calificaciones
- TRN.I.005 - Levantamiento de Cargas Con Cargador V4Documento20 páginasTRN.I.005 - Levantamiento de Cargas Con Cargador V4Juan Camilo Muñoz CarmonaAún no hay calificaciones
- TRN.I.005 - Levantamiento de Cargas Con Cargador V4Documento20 páginasTRN.I.005 - Levantamiento de Cargas Con Cargador V4Juan Camilo Muñoz CarmonaAún no hay calificaciones
- Transfer Radios EnercomDocumento1 páginaTransfer Radios EnercomJuan Camilo Muñoz CarmonaAún no hay calificaciones
- Service Report TecnitransportesDocumento2 páginasService Report TecnitransportesJuan Camilo Muñoz CarmonaAún no hay calificaciones
- MSDS - CPH - HALLIBURTON PDFDocumento6 páginasMSDS - CPH - HALLIBURTON PDFWilmar JacoboAún no hay calificaciones
- Tipos de Perforación2Documento30 páginasTipos de Perforación2Rodrigo SalgadoAún no hay calificaciones
- Fallas TTDocumento12 páginasFallas TTMoNaAún no hay calificaciones
- Carbohidratos y Composición Del PanDocumento4 páginasCarbohidratos y Composición Del Panjuan.uribemAún no hay calificaciones
- Esfuerzos de Origen TermicooDocumento16 páginasEsfuerzos de Origen TermicooFranklin Mamani MancillaAún no hay calificaciones
- Diapositivasobrereaccionesqumicas 111113234526 Phpapp02Documento15 páginasDiapositivasobrereaccionesqumicas 111113234526 Phpapp02Orlando PayaresAún no hay calificaciones
- Adiwatt Ground Plano DatasheetDocumento3 páginasAdiwatt Ground Plano DatasheetlovedorikAún no hay calificaciones
- Iso 10993-15Documento11 páginasIso 10993-15MariaIsabelCruzAún no hay calificaciones
- Pasos para Realizar Un TarrajeoDocumento6 páginasPasos para Realizar Un TarrajeoEdgar Fabricio Rodriguez GutierrezAún no hay calificaciones
- Practico de DosifiicacionDocumento12 páginasPractico de DosifiicacionNoelia Belen Tessaro VargasAún no hay calificaciones
- Análisis No LinealDocumento15 páginasAnálisis No LinealRoy Uchazara RiveraAún no hay calificaciones
- Practica 5 Resistencia de MaterialesDocumento1 páginaPractica 5 Resistencia de MaterialesSebastian Matías AguillónAún no hay calificaciones
- Tarea 9 EMEDocumento2 páginasTarea 9 EMEreneAún no hay calificaciones
- Prueba Quimica 2doDocumento5 páginasPrueba Quimica 2doFelipe Bustos OrtegaAún no hay calificaciones
- Bolilla 8Documento9 páginasBolilla 8ariel graneroAún no hay calificaciones
- Planilla de Precios Agosto 2016Documento14 páginasPlanilla de Precios Agosto 2016marcelo velasquezAún no hay calificaciones
- Asfaltos - AdherenciaDocumento21 páginasAsfaltos - AdherenciarubendinoAún no hay calificaciones
- MEMORIA DESCRIPTIVA DE INSTALACIONES SANITARIAS OkDocumento4 páginasMEMORIA DESCRIPTIVA DE INSTALACIONES SANITARIAS OkEduardo CapristanAún no hay calificaciones
- Unidad III Geografia EconomicaDocumento35 páginasUnidad III Geografia EconomicaizkxAún no hay calificaciones
- Fichas, El ReciclajeDocumento70 páginasFichas, El ReciclajeseminarioluisaguirreAún no hay calificaciones
- Remediacion de SuelosDocumento6 páginasRemediacion de SuelosMaria Nathalia Aragon SanchezAún no hay calificaciones
- El Agrietamiento Inducido Por Hidrógeno o Agrietamiento en Frio Presente en SoldadurasDocumento16 páginasEl Agrietamiento Inducido Por Hidrógeno o Agrietamiento en Frio Presente en SoldadurasCristian Camilo QuirogaAún no hay calificaciones
- Vigas CompuestasDocumento3 páginasVigas CompuestasronaldAún no hay calificaciones
- Átomos, Moléculas y Iones, Raymond ChangDocumento33 páginasÁtomos, Moléculas y Iones, Raymond ChangBrayan ChopraAún no hay calificaciones
- Guia 1. Termodinamica OnceDocumento4 páginasGuia 1. Termodinamica OnceAlma Marcela GozoAún no hay calificaciones
- Pavimentos Flexibles y RígidosDocumento28 páginasPavimentos Flexibles y RígidosAngie Villasante EscalanteAún no hay calificaciones
- La Materia y Las Propiedades de Los MaterialesDocumento4 páginasLa Materia y Las Propiedades de Los MaterialesIndia VarelavincetAún no hay calificaciones