También podría gustarte
- Desmontaje y montaje de elementos de aluminio. TMVL0309De EverandDesmontaje y montaje de elementos de aluminio. TMVL0309Aún no hay calificaciones
- Reporte de Inspeccion de JuntasDocumento15 páginasReporte de Inspeccion de JuntasRodolfoAún no hay calificaciones
- 001 Perforadoras Ubicadas Interior VAT 2.Documento4 páginas001 Perforadoras Ubicadas Interior VAT 2.juanAún no hay calificaciones
- Insp JuntasDocumento1 páginaInsp JuntasRodolfoAún no hay calificaciones
- Aeis Test Francisco CruzDocumento1 páginaAeis Test Francisco CruzBj CastanedaAún no hay calificaciones
- 6.2.4 Hop TapDocumento10 páginas6.2.4 Hop TapLiliana Lupe Flores PomaAún no hay calificaciones
- Rep 001 - MT - VULCO - A604770 - 22.03.21Documento1 páginaRep 001 - MT - VULCO - A604770 - 22.03.21JImmy David Espinoza MejiaAún no hay calificaciones
- Como Instalar CanastilloDocumento52 páginasComo Instalar CanastilloMarcelo BravoAún no hay calificaciones
- Califcacion Sold ARCODocumento1 páginaCalifcacion Sold ARCOkarito.c.c.kccAún no hay calificaciones
- Jesus ADocumento1 páginaJesus APedro MartinezAún no hay calificaciones
- Aeis Test Amilcar LopezDocumento1 páginaAeis Test Amilcar LopezBj CastanedaAún no hay calificaciones
- Wps Rina ListoDocumento2 páginasWps Rina ListoKleyjarhCorreaAún no hay calificaciones
- AKJ-02 Yugo Magnético PDFDocumento3 páginasAKJ-02 Yugo Magnético PDFClaudio Israel Godinez SomeraAún no hay calificaciones
- AKJ-02 Yugo Magnético PDFDocumento3 páginasAKJ-02 Yugo Magnético PDFClaudio Israel Godinez SomeraAún no hay calificaciones
- Calificacion de Soldadores D1.1Documento54 páginasCalificacion de Soldadores D1.1Sanka Flores Jesus AngelAún no hay calificaciones
- Benalcazar 01Documento4 páginasBenalcazar 01macali mondragonAún no hay calificaciones
- 69.-Cpd-26072022-069-Respuestsa Al Oficio Fat-Hyd-198-2022 Ensayos No Destructivos Tramo 1Documento68 páginas69.-Cpd-26072022-069-Respuestsa Al Oficio Fat-Hyd-198-2022 Ensayos No Destructivos Tramo 1Juan Luis FerretAún no hay calificaciones
- Wpsespecificaciones Del Procedimiento de SoldaduraDocumento2 páginasWpsespecificaciones Del Procedimiento de SoldaduraLuis BarbosaAún no hay calificaciones
- WPQ AsmeDocumento8 páginasWPQ AsmeArmando JoyaAún no hay calificaciones
- Unión de Metales y CP-1Documento74 páginasUnión de Metales y CP-1macAún no hay calificaciones
- Esfuerzos en La Soldadura G5Documento49 páginasEsfuerzos en La Soldadura G5Jorge Luis CdnAún no hay calificaciones
- 4 Examenparacualificacindesoldadores 090310093140 Phpapp01Documento50 páginas4 Examenparacualificacindesoldadores 090310093140 Phpapp01nasin antonio arias valdesAún no hay calificaciones
- PQR - Smaw-Paecia-04-2022 RecargueDocumento3 páginasPQR - Smaw-Paecia-04-2022 RecargueCarlos BAún no hay calificaciones
- Cursos de Aprendizaje SoldaduraDocumento171 páginasCursos de Aprendizaje SoldaduraEdgar Reyes PortilloAún no hay calificaciones
- PQR - Smaw-Paecia-01-2021 TopeDocumento3 páginasPQR - Smaw-Paecia-01-2021 TopeCarlos BAún no hay calificaciones
- F-OPE-C-3 Reporte MT JUNTAS SOLDADAS Rev4Documento2 páginasF-OPE-C-3 Reporte MT JUNTAS SOLDADAS Rev4Jesús D Q SakerAún no hay calificaciones
- Practica 5. MagnetismoDocumento7 páginasPractica 5. MagnetismoGonzalo CruzAún no hay calificaciones
- Informe RadiograficoDocumento1 páginaInforme Radiograficojaime huertas100% (1)
- Nte Inen 1623 4 PDFDocumento35 páginasNte Inen 1623 4 PDFMarce José MasíasAún no hay calificaciones
- Exafr Ficha PDFDocumento3 páginasExafr Ficha PDFAlfredoSánchezHernándezAún no hay calificaciones
- WPQR GMAW TuboDocumento1 páginaWPQR GMAW TuboGustavo PomaqueroAún no hay calificaciones
- RCS Aws D1.1 Gmaw 2F MS - Flores JorgeDocumento4 páginasRCS Aws D1.1 Gmaw 2F MS - Flores JorgeJORGE RODRIGUEZAún no hay calificaciones
- Code PT 002 PDFDocumento1 páginaCode PT 002 PDFEdgar MorochoAún no hay calificaciones
- 001-23 Plumin Mantis 3612R 24-05-23Documento5 páginas001-23 Plumin Mantis 3612R 24-05-23Anonymous uRKPsbUBzAún no hay calificaciones
- CQ-FO-006 Pruebas de Rutina Tableros BT CASABEDocumento1 páginaCQ-FO-006 Pruebas de Rutina Tableros BT CASABEandreskarlos1Aún no hay calificaciones
- Registro ParticulasDocumento5 páginasRegistro ParticulasMelanie VeraAún no hay calificaciones
- Protocolo Desconexion Electrica Panel SHUTDOWN 1 - 3Documento1 páginaProtocolo Desconexion Electrica Panel SHUTDOWN 1 - 3mauricioAún no hay calificaciones
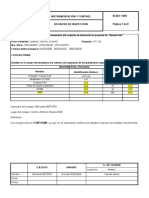
- Instrumentación Y Control RI-06Y-1098 Página 1 de 8 Registro de InspecciónDocumento8 páginasInstrumentación Y Control RI-06Y-1098 Página 1 de 8 Registro de InspecciónNicolas Santiago Gabriel LANDIAún no hay calificaciones
- WPQ SoldaduraDocumento2 páginasWPQ SoldaduraRicardo BurbanoAún no hay calificaciones
- Ra2 714 PDFDocumento3 páginasRa2 714 PDFjevmcuAún no hay calificaciones
- Ot 6652 RotoplastDocumento1 páginaOt 6652 RotoplastELECTROMECANICA CADMA S.R.L.Aún no hay calificaciones
- Plantilla para Reg. Inspec. Visual de Sold. HorizontalDocumento2 páginasPlantilla para Reg. Inspec. Visual de Sold. HorizontalJaime VeraAún no hay calificaciones
- TDT - AISLADOR PORTABARRAS - Rev0Documento1 páginaTDT - AISLADOR PORTABARRAS - Rev0Osmar Adolfo Davila SoriaAún no hay calificaciones
- Reporte Inspección MT - Equipo Swab N°. 05-009 - Chasis, Mastil y Herramientas - Oct. 2018Documento5 páginasReporte Inspección MT - Equipo Swab N°. 05-009 - Chasis, Mastil y Herramientas - Oct. 2018William AlzamoraAún no hay calificaciones
- Form Service Report ND2Documento8 páginasForm Service Report ND2John MedinaAún no hay calificaciones
- Segundo Raymundo, Ylatoma Chavez (3G-4G) 2Documento27 páginasSegundo Raymundo, Ylatoma Chavez (3G-4G) 2Alex CutteAún no hay calificaciones
- PT 012-23 Erp-17-018 Gambeta 2 17-04-23 Api 1104Documento2 páginasPT 012-23 Erp-17-018 Gambeta 2 17-04-23 Api 1104Anonymous uRKPsbUBzAún no hay calificaciones
- 2743 Desmontaje Montaje AcoplamientoDocumento10 páginas2743 Desmontaje Montaje AcoplamientoRey MonzonAún no hay calificaciones
- WPQ CamisasDocumento4 páginasWPQ CamisasArmando JoyaAún no hay calificaciones
- WPQ Tuberia API Diametros MenoresDocumento11 páginasWPQ Tuberia API Diametros MenoresArmando JoyaAún no hay calificaciones
- WPQ-ASME-038 (S-HPJ) - 3G FirmDocumento3 páginasWPQ-ASME-038 (S-HPJ) - 3G FirmmilagrosAún no hay calificaciones
- Inspeccion de ExtensionDocumento1 páginaInspeccion de ExtensionloreAún no hay calificaciones
- FusiblesDocumento14 páginasFusiblesjps78Aún no hay calificaciones
- HSJL - Cal.for-023 Tintes PenetrantesDocumento4 páginasHSJL - Cal.for-023 Tintes PenetrantesHenry SalasAún no hay calificaciones
- IO-CON-05-006 SoldaduraDocumento12 páginasIO-CON-05-006 SoldaduramarcoAún no hay calificaciones
- Registro de Calificacion de Desempeño de Soldador: de Acuerdo Al Código ASME - Sección IX-2021Documento6 páginasRegistro de Calificacion de Desempeño de Soldador: de Acuerdo Al Código ASME - Sección IX-2021Elvin Dante Vera VillanesAún no hay calificaciones
- Planos Seccionador Ap. Central + PantógrafoDocumento15 páginasPlanos Seccionador Ap. Central + PantógrafoEdgardo Pantoja MirandaAún no hay calificaciones
- Aa13 Aa15Documento1 páginaAa13 Aa15Facu MondacaAún no hay calificaciones
- Soldadura con alambre tubular. FMEC0210De EverandSoldadura con alambre tubular. FMEC0210Aún no hay calificaciones
- Mapa Mental Tipos de ExtracciónDocumento3 páginasMapa Mental Tipos de ExtracciónBrenda BotelloAún no hay calificaciones
- Inv e 702 DuctilidadDocumento6 páginasInv e 702 DuctilidadSantiago Quintero OvalleAún no hay calificaciones
- Almacen UltimoDocumento5 páginasAlmacen UltimoWilsonAún no hay calificaciones
- Evaluación FresadoraDocumento2 páginasEvaluación FresadoraSkn Jesucitho100% (1)
- 01.1. Clasificación de Las Fibras TextilesDocumento10 páginas01.1. Clasificación de Las Fibras TextilesPao FrancavillaAún no hay calificaciones
- Carreteras Fabricadas Con Plástico RecicladoDocumento8 páginasCarreteras Fabricadas Con Plástico RecicladoElmer SQAún no hay calificaciones
- Reacción y Preparación de Complejos de NiDocumento4 páginasReacción y Preparación de Complejos de Ni708170Aún no hay calificaciones
- I) Msds - SiliconaDocumento4 páginasI) Msds - SiliconaJosue Americo Calcina HuahualaAún no hay calificaciones
- Trabajo de Semana 4Documento6 páginasTrabajo de Semana 4Luis CmAún no hay calificaciones
- 1 - Moldes de Arena VerdeDocumento15 páginas1 - Moldes de Arena VerdeJesús A. Moreno VazquezAún no hay calificaciones
- Informe Práctica 9 Metales y ÁcidosDocumento7 páginasInforme Práctica 9 Metales y ÁcidosLuis CuadradoAún no hay calificaciones
- Manual de Las ArcillasDocumento21 páginasManual de Las ArcillascristianAún no hay calificaciones
- Capitulo 8 TemperaturaDocumento6 páginasCapitulo 8 TemperaturaJayro CharallaAún no hay calificaciones
- Determinación de Cenizas y HumedadDocumento8 páginasDeterminación de Cenizas y HumedaddavidAún no hay calificaciones
- Elt 233Documento41 páginasElt 233CHOQUE MALDONADO ELIZABETH ROXANAAún no hay calificaciones
- Capacitacion Uso y Manejo de Extintores.Documento2 páginasCapacitacion Uso y Manejo de Extintores.Calos SalinasAún no hay calificaciones
- Corrosion en Tuberia de AceroDocumento81 páginasCorrosion en Tuberia de AceroMiguel Tenia MarcanoAún no hay calificaciones
- MSDS - CPH - HALLIBURTON PDFDocumento6 páginasMSDS - CPH - HALLIBURTON PDFWilmar JacoboAún no hay calificaciones
- Aurora BorealDocumento2 páginasAurora BorealfelipitodenicoleAún no hay calificaciones
- UOP46Documento7 páginasUOP46Luis Ernesto Marin JaimesAún no hay calificaciones
- Discusión de La Carta de Plasticidad11111222000Documento6 páginasDiscusión de La Carta de Plasticidad11111222000mayjoAún no hay calificaciones
- Práctica de Laboratorio 2Documento9 páginasPráctica de Laboratorio 2Elias Cuadrado PalenciaAún no hay calificaciones
- Is Cayma 1Documento1 páginaIs Cayma 1John 1000tonAún no hay calificaciones
- Lab 2 Indice de Penetración Del Cemento AsfalticoDocumento6 páginasLab 2 Indice de Penetración Del Cemento AsfalticoIvon ChuquimiaAún no hay calificaciones
- HojaDeSeguridad 913Documento7 páginasHojaDeSeguridad 913Rafael ValladaresAún no hay calificaciones
- Plan de CalidadDocumento14 páginasPlan de CalidadMarcos Vidal GarciaAún no hay calificaciones
- Limite LiquidoDocumento28 páginasLimite LiquidoErica Yanila Espinoza PonteAún no hay calificaciones
- Esfuerzo y Deformación - Torsión y FlexiónDocumento20 páginasEsfuerzo y Deformación - Torsión y FlexiónEnrike Toño PinoAún no hay calificaciones
- J Enmm 2020 100305 en EsDocumento74 páginasJ Enmm 2020 100305 en EsGabriel Marchena RiosAún no hay calificaciones
- Parte TeoricaDocumento11 páginasParte TeoricaJulio Zabaleta NolascoAún no hay calificaciones