También podría gustarte
- Oxígeno U3 EMAT 2 Día 81 Al Día 104Documento12 páginasOxígeno U3 EMAT 2 Día 81 Al Día 104Yisus9Aún no hay calificaciones
- Cuestionario 3 Estructura de CostosDocumento5 páginasCuestionario 3 Estructura de CostosJimena TrellesGraosAún no hay calificaciones
- Problemas Propuestos 7.8Documento6 páginasProblemas Propuestos 7.8Melissa Espejo ChoqueAún no hay calificaciones
- Caso-Muestreo - Caso MosaicosDocumento7 páginasCaso-Muestreo - Caso MosaicosAnonymous W8QTtv4j2TAún no hay calificaciones
- Casos PracticosDocumento13 páginasCasos PracticosLander Zapata GomezAún no hay calificaciones
- Planeacion Del Muestro Del TrabajoDocumento13 páginasPlaneacion Del Muestro Del TrabajoJairo RobertoAún no hay calificaciones
- Practica 7ma Repaso de FormulasDocumento5 páginasPractica 7ma Repaso de FormulasYohanna RiscoAún no hay calificaciones
- 2021 06 30 - Problema de MuestreoDocumento5 páginas2021 06 30 - Problema de MuestreoKarla Alejandra Alborta AlcazarAún no hay calificaciones
- HorasefemeridesDocumento6 páginasHorasefemeridesTannochAún no hay calificaciones
- Solucionario Examen Mensual de Raz. Matemático: Apellidos y NombresDocumento3 páginasSolucionario Examen Mensual de Raz. Matemático: Apellidos y NombresHernanAún no hay calificaciones
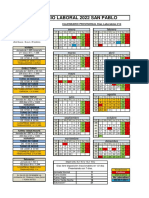
- Ccoo 2022 Calendario LaborallDocumento1 páginaCcoo 2022 Calendario LaborallDavid MHAún no hay calificaciones
- Ccoo 2019 Calendario LaboralDocumento1 páginaCcoo 2019 Calendario LaboraltrapalosoAún no hay calificaciones
- Trabajo Final Raul Sanchez Id 33308Documento12 páginasTrabajo Final Raul Sanchez Id 33308raul andresAún no hay calificaciones
- PENDULO SIMPLE-Práctica 1Documento9 páginasPENDULO SIMPLE-Práctica 1Leonela elizabeth Cambizaca carrionAún no hay calificaciones
- 5 Ep Matematica - Es - Ud08 - Ad - SoDocumento6 páginas5 Ep Matematica - Es - Ud08 - Ad - Solararey100% (4)
- Librro de Ejercio Electiva 1 LaboralDocumento10 páginasLibrro de Ejercio Electiva 1 LaboralKaterin rodriguez hernandezAún no hay calificaciones
- PLANIF DEL MATTO Caso Practico MantenimientoDocumento26 páginasPLANIF DEL MATTO Caso Practico MantenimientoFRANCIS FLORESAún no hay calificaciones
- MeteorologíaDocumento104 páginasMeteorologíaEmilio ÁlvarezAún no hay calificaciones
- Planif Del Matto 1 AvanceDocumento31 páginasPlanif Del Matto 1 AvanceFRANCIS FLORESAún no hay calificaciones
- 2CHARLA-CONVERSATORIO - Vida y Obra de Waldemar de Gregori (Brasil) - El Impacto de CibernĂ©tica Social y GubernĂ©tica Comunal en AmĂ©rica Latina y El CaribeDocumento5 páginas2CHARLA-CONVERSATORIO - Vida y Obra de Waldemar de Gregori (Brasil) - El Impacto de CibernĂ©tica Social y GubernĂ©tica Comunal en AmĂ©rica Latina y El CaribeinscripcionesescolagAún no hay calificaciones
- JP - Lab 10 - Estudio de TiemposDocumento48 páginasJP - Lab 10 - Estudio de TiemposAstrid Pérez HonoresAún no hay calificaciones
- JP - Lab 10Documento47 páginasJP - Lab 10Mireya Reyna GomezAún no hay calificaciones
- Planificador Mensual Horizontal Cifras PequenasDocumento2 páginasPlanificador Mensual Horizontal Cifras Pequenasjaviera bustos pereiraAún no hay calificaciones
- Laboratorio 10Documento47 páginasLaboratorio 10Tamara GudeñoAún no hay calificaciones
- PLANIF DEL MATTO Caso PracticoDocumento32 páginasPLANIF DEL MATTO Caso PracticoFRANCIS FLORESAún no hay calificaciones
- Muestreo Del Trabajo en Una LadrilleraDocumento14 páginasMuestreo Del Trabajo en Una LadrilleraMauricio Carrera0% (1)
- Estudio de Tiempos para El Pan FrancesDocumento4 páginasEstudio de Tiempos para El Pan FrancesYump ÑSuttaAún no hay calificaciones
- 10) Intervalo de Confianza de La Media P. y Proporción (T y Z) Poblacion FinitaDocumento4 páginas10) Intervalo de Confianza de La Media P. y Proporción (T y Z) Poblacion FinitaXavier MoralesAún no hay calificaciones
- EvapotranspiraciónDocumento9 páginasEvapotranspiracióngorenaivan7213786Aún no hay calificaciones
- Carlosbeltran Tarea6Documento2 páginasCarlosbeltran Tarea6Carlos BeltranAún no hay calificaciones
- Formato Excel para Toma de TiemposDocumento5 páginasFormato Excel para Toma de TiemposAlexis GeronisAún no hay calificaciones
- Algebra L1Documento67 páginasAlgebra L1Shanel Ch TorresAún no hay calificaciones
- Formato Excel para Toma de TiemposDocumento5 páginasFormato Excel para Toma de TiemposAlexis GeronisAún no hay calificaciones
- Tema Estudio de TiempoDocumento15 páginasTema Estudio de Tiempoashey jrAún no hay calificaciones
- Imi RespuestassDocumento6 páginasImi RespuestasstennajroxAún no hay calificaciones
- Redistribución Temporal de Experiencias de AprendizajeDocumento2 páginasRedistribución Temporal de Experiencias de AprendizajeMILTON CARRERAAún no hay calificaciones
- Resolución Ejercicio Chi CuadradaDocumento9 páginasResolución Ejercicio Chi CuadradaIsabelleMontillaAún no hay calificaciones
- 0700-Analisis Cuantitativos II, Laboratorio 2, Jose Fernando Villalobos Munguia-20211024008Documento8 páginas0700-Analisis Cuantitativos II, Laboratorio 2, Jose Fernando Villalobos Munguia-20211024008Jose Fernando VillalobosAún no hay calificaciones
- Examen 1parcial SaavedraDocumento7 páginasExamen 1parcial SaavedraleonardoAún no hay calificaciones
- Cuartiles, Deciles y PercentilesDocumento5 páginasCuartiles, Deciles y PercentilesEvelyn FrancoAún no hay calificaciones
- Corrección de Prueba ADocumento4 páginasCorrección de Prueba ARosa ViverosAún no hay calificaciones
- Diagrama de Gantt - Cronograma ValorizadoDocumento2 páginasDiagrama de Gantt - Cronograma ValorizadoERIKAún no hay calificaciones
- Repaso Tema 9Documento2 páginasRepaso Tema 9MariaJoséRomanCerezoAún no hay calificaciones
- Climatologia EVAPOTRANSPIRACIÓNDocumento5 páginasClimatologia EVAPOTRANSPIRACIÓNFarid BenitezAún no hay calificaciones
- 5epma SV Es Ud08 RPDocumento3 páginas5epma SV Es Ud08 RPNazaret Casarrubios Mendoza100% (1)
- Ejericios CuantitativosDocumento7 páginasEjericios Cuantitativosvaleria quintanillaAún no hay calificaciones
- MESESDocumento2 páginasMESESRuth MoyataAún no hay calificaciones
- Calculo Horas ExtrasDocumento16 páginasCalculo Horas ExtrasKendy RodriguezAún no hay calificaciones
- A Sem25Documento8 páginasA Sem25Rubot ItoAún no hay calificaciones
- Practica 11Documento41 páginasPractica 11Erick Vega QuispeAún no hay calificaciones
- 21.10 Caso y Taller 1, 2 HEXT DOM Y FESTIVOSDocumento49 páginas21.10 Caso y Taller 1, 2 HEXT DOM Y FESTIVOSHAMILTON ALEXANDER CHAMORRO TORRESAún no hay calificaciones
- Resuelto SegmeentosDocumento9 páginasResuelto SegmeentosEDSON JAIR DEL ROSARIO HERRERAAún no hay calificaciones
- Probability Test SolcDocumento23 páginasProbability Test SolcJuank Z BkAún no hay calificaciones
- Cuestionario 10 Espejos CóncavosDocumento5 páginasCuestionario 10 Espejos CóncavosALEXANDRA IRENE DEL AGUILA MENDOZAAún no hay calificaciones
- Matemáticas 4º Primaria Mas Savia Prueba InicioDocumento2 páginasMatemáticas 4º Primaria Mas Savia Prueba InicioMinsyAún no hay calificaciones
- CarmenDocumento2 páginasCarmenl22140946Aún no hay calificaciones
- MartínezÁlvarez - AzarelIsai - MO13AI1S1Documento6 páginasMartínezÁlvarez - AzarelIsai - MO13AI1S1Azarel MAAún no hay calificaciones
- Aires 5Documento1 páginaAires 5Alejandro Jose Escobar RamosAún no hay calificaciones
- Plantilla MSPDocumento41 páginasPlantilla MSPCarlos Luyo AguilarAún no hay calificaciones
- Laboratorio N2Documento4 páginasLaboratorio N2JheysonAún no hay calificaciones
- Diapositiva LegislacionnnDocumento11 páginasDiapositiva LegislacionnnDiego HernandezAún no hay calificaciones
- Proyecto 1Documento3 páginasProyecto 1Diego HernandezAún no hay calificaciones
- Presentación Six Sigma - Inteligencia EmocionalDocumento20 páginasPresentación Six Sigma - Inteligencia EmocionalDiego HernandezAún no hay calificaciones
- Ejercicios PronosticosDocumento7 páginasEjercicios PronosticosDiego HernandezAún no hay calificaciones
- Impresion 13Documento3 páginasImpresion 13Diego HernandezAún no hay calificaciones
- Tema 4,5,6Documento1 páginaTema 4,5,6Diego HernandezAún no hay calificaciones
- Formato Diagrama Simo1Documento1 páginaFormato Diagrama Simo1Diego HernandezAún no hay calificaciones
- Distribucion de Plantas AltDocumento6 páginasDistribucion de Plantas AltDiego HernandezAún no hay calificaciones
- HOMBRE MAQUINAS Parte 3Documento1 páginaHOMBRE MAQUINAS Parte 3Diego HernandezAún no hay calificaciones
- El CipitioDocumento6 páginasEl CipitioDiego HernandezAún no hay calificaciones
- MATERIALES Y PROCESOS - Unidad 3 - Actividad 3Documento4 páginasMATERIALES Y PROCESOS - Unidad 3 - Actividad 3Diego HernandezAún no hay calificaciones
- Comparto 'Proyecto Plantas' Con UstedDocumento17 páginasComparto 'Proyecto Plantas' Con UstedDiego HernandezAún no hay calificaciones
- LA CUENTA Trabajo Diego HernandezDocumento6 páginasLA CUENTA Trabajo Diego HernandezDiego HernandezAún no hay calificaciones
- Ejemplo de Examen Principios de La ContabilidadDocumento11 páginasEjemplo de Examen Principios de La ContabilidadDiego HernandezAún no hay calificaciones
- Ejercicios Balance de EnergiaDocumento2 páginasEjercicios Balance de EnergiaDiego HernandezAún no hay calificaciones
- Ejemplo Examen Laboratorio de FisicaDocumento8 páginasEjemplo Examen Laboratorio de FisicaDiego HernandezAún no hay calificaciones
- Diagrama CentrifugadoraDocumento1 páginaDiagrama CentrifugadoraDiego HernandezAún no hay calificaciones
- Ductos de PetroleoDocumento2 páginasDuctos de PetroleoMARCELOAún no hay calificaciones
- Clasificacion Dela Empresa Ppor Su TamañoDocumento3 páginasClasificacion Dela Empresa Ppor Su TamañoJhon Zarate MoranAún no hay calificaciones
- Proyecto ExportaciónDocumento37 páginasProyecto ExportaciónEmiliano LaraAún no hay calificaciones
- Examen Final - Semana 8 - RA - SEGUNDO BLOQUE-MODELOS DE TOMA DE DECISIONES - (GRUPO9) ..Documento15 páginasExamen Final - Semana 8 - RA - SEGUNDO BLOQUE-MODELOS DE TOMA DE DECISIONES - (GRUPO9) ..Cristian Camilo Gomez OspinaAún no hay calificaciones
- Semana 9 Restricciones Verticales. Criterios de Analisis. Modalidades.Documento33 páginasSemana 9 Restricciones Verticales. Criterios de Analisis. Modalidades.KarenPioSaireAún no hay calificaciones
- Libros Contables Rs-234-2006 y ModifDocumento43 páginasLibros Contables Rs-234-2006 y ModifJorge CuellarAún no hay calificaciones
- Gestión de La CalidadDocumento113 páginasGestión de La CalidadMaria Cristina Romero AvalosAún no hay calificaciones
- Calderas Acuotubulares Paquetizadas ASMEDocumento11 páginasCalderas Acuotubulares Paquetizadas ASMEEDDAún no hay calificaciones
- 2024-02-01Documento7 páginas2024-02-01gualus.rsAún no hay calificaciones
- Glosario Básico de Terminología LogísticaDocumento7 páginasGlosario Básico de Terminología LogísticaCarmen GallardónAún no hay calificaciones
- Sr. Walter Urbano Rengifo: Entiéndelo Mejor, Conoce Los Cobros A DetalleDocumento7 páginasSr. Walter Urbano Rengifo: Entiéndelo Mejor, Conoce Los Cobros A DetalleWALTERAún no hay calificaciones
- Anexo Perfil Proyecto Los MirlosDocumento12 páginasAnexo Perfil Proyecto Los MirlosMaribelAún no hay calificaciones
- Alimentos Transgenicos.. Info BiologiaDocumento2 páginasAlimentos Transgenicos.. Info BiologiaMauricio Quintero Arredondo OyfAún no hay calificaciones
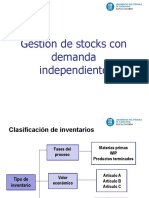
- Gestion de Stocks DCS 1 de 2Documento18 páginasGestion de Stocks DCS 1 de 2David RodriguezAún no hay calificaciones
- Arcelormittal - Presentacion - 29-10-2019Documento48 páginasArcelormittal - Presentacion - 29-10-2019Frank AngelAún no hay calificaciones
- Costos Ingresos Y Estados Financieros Del ProyectoDocumento23 páginasCostos Ingresos Y Estados Financieros Del ProyectoLUCAS ENRIQUE BARRENECHEA TABOADAAún no hay calificaciones
- Tarea Semana 4 Formulacion y Evaluacion de Proyecto FinalDocumento4 páginasTarea Semana 4 Formulacion y Evaluacion de Proyecto FinalJose Gutierrez SuazoAún no hay calificaciones
- Actividad III - Análisis y Práctica Por Equipo de TrabajoDocumento18 páginasActividad III - Análisis y Práctica Por Equipo de TrabajoWendy GarciaAún no hay calificaciones
- Ejercicios Sesion 4, Filtros AvanzadosDocumento1437 páginasEjercicios Sesion 4, Filtros AvanzadosDany Cotacallapa CaceresAún no hay calificaciones
- Semana 14 Actividad en Clase 10 - Empresa Sociedad y GobiernoDocumento3 páginasSemana 14 Actividad en Clase 10 - Empresa Sociedad y GobiernoJenifer ChahuayoAún no hay calificaciones
- VelaMunoz YaritzaAlexandra 2018Documento69 páginasVelaMunoz YaritzaAlexandra 2018laura vannesa esquivelAún no hay calificaciones
- Unidad 3 Clase 2Documento26 páginasUnidad 3 Clase 2David De la CruzAún no hay calificaciones
- Clasificacion Del MercadoDocumento2 páginasClasificacion Del Mercadodavid sanchezAún no hay calificaciones
- FT-GA-008 Guía de Aprendizaje. Planear La Logistica InversaDocumento6 páginasFT-GA-008 Guía de Aprendizaje. Planear La Logistica InversamiguelAún no hay calificaciones
- Circular 04 de 2018 CNPM - Precios de Medicamentos Regulados 0Documento35 páginasCircular 04 de 2018 CNPM - Precios de Medicamentos Regulados 0iec medisaludAún no hay calificaciones
- Ensayo Mano de Obra SPVGDocumento6 páginasEnsayo Mano de Obra SPVGPatico VelasquezAún no hay calificaciones
- EXAMENDocumento9 páginasEXAMENCoyAún no hay calificaciones
- Newsletter 07 PDFDocumento142 páginasNewsletter 07 PDFWilliam QuintanilhaAún no hay calificaciones
- 02 Ta Conta Gral Ifu03 2023-II-equipo01 - OriginalDocumento140 páginas02 Ta Conta Gral Ifu03 2023-II-equipo01 - OriginalJair CN Cosme NavarroAún no hay calificaciones