También podría gustarte
- Reparación de productos de guarnicionería. TCPF0110De EverandReparación de productos de guarnicionería. TCPF0110Aún no hay calificaciones
- Preparación de máquinas de corte, ensamblado y acabado. TCPF0209De EverandPreparación de máquinas de corte, ensamblado y acabado. TCPF0209Calificación: 5 de 5 estrellas5/5 (1)
- Reparaciones por cosido y sustitución de piezas. TCPC0109De EverandReparaciones por cosido y sustitución de piezas. TCPC0109Calificación: 5 de 5 estrellas5/5 (1)
- Reparaciones básicas de calzado. TCPC0109De EverandReparaciones básicas de calzado. TCPC0109Aún no hay calificaciones
- Reparación de artículos de marroquinería. TCPC0109De EverandReparación de artículos de marroquinería. TCPC0109Calificación: 5 de 5 estrellas5/5 (1)
- Materiales, herramientas, máquinas y equipos de confección. TCPF0109De EverandMateriales, herramientas, máquinas y equipos de confección. TCPF0109Aún no hay calificaciones
- Preparación de herramientas, máquinas y equipos para la confección de productos textiles. TCPF0309De EverandPreparación de herramientas, máquinas y equipos para la confección de productos textiles. TCPF0309Aún no hay calificaciones
- Introducción a la Marroquinería: Guía para principiantes sobre el proceso de confección en cuero, consejos y técnicasDe EverandIntroducción a la Marroquinería: Guía para principiantes sobre el proceso de confección en cuero, consejos y técnicasCalificación: 5 de 5 estrellas5/5 (2)
- Operaciones de reparación de prendas de vestir y ropa de hogar. TCPF0109De EverandOperaciones de reparación de prendas de vestir y ropa de hogar. TCPF0109Aún no hay calificaciones
- IV La Industria Textil y Su Control de Calidad TejeduriaDocumento121 páginasIV La Industria Textil y Su Control de Calidad Tejeduriareyna mamaniAún no hay calificaciones
- Normas de competencia del profesional técnico en el sector de industrias manufactureras (Volumen 2)De EverandNormas de competencia del profesional técnico en el sector de industrias manufactureras (Volumen 2)Aún no hay calificaciones
- Sección de EnsamblajeDocumento23 páginasSección de EnsamblajeAinizeAún no hay calificaciones
- Artc3adculos de Cuero y CalzadoDocumento10 páginasArtc3adculos de Cuero y CalzadoCarlos EspAún no hay calificaciones
- Fundamentos para Modelaje de Calzado Femenino Sesion de ClasesDocumento8 páginasFundamentos para Modelaje de Calzado Femenino Sesion de ClasesCultura Uruguay100% (1)
- Ultimo Contenido Corte IndustrialDocumento13 páginasUltimo Contenido Corte IndustrialYennys Trinidad Rodriguez CarreraAún no hay calificaciones
- Estructura Organica de La EmpresaDocumento33 páginasEstructura Organica de La EmpresaPaola LÓPEZ PEÑASAún no hay calificaciones
- Defectos Superficiales Del CueroDocumento3 páginasDefectos Superficiales Del CueroMarx WillianAún no hay calificaciones
- Material Del CIATECDocumento3 páginasMaterial Del CIATECFrancisco Antonio Reyes MartinezAún no hay calificaciones
- MarcadoDocumento26 páginasMarcadosergi32Aún no hay calificaciones
- Textiles InteligentesDocumento18 páginasTextiles InteligentesMarta Herrero Pinazo100% (1)
- Elaboración de productos de guarnicionería. TCPF0110De EverandElaboración de productos de guarnicionería. TCPF0110Aún no hay calificaciones
- Textil PatronesDocumento10 páginasTextil PatronesMª Jesus B R100% (1)
- Cuadernillotextil 2edicDocumento28 páginasCuadernillotextil 2edicMaria Mora CervantesAún no hay calificaciones
- Calzado y MarroquineriaDocumento82 páginasCalzado y MarroquineriaClaudia demetrioAún no hay calificaciones
- Temario PTFP Patronaje y ConfeccionDocumento6 páginasTemario PTFP Patronaje y ConfeccionjeevaraniAún no hay calificaciones
- Materiales y servicios en reparación de calzado y marroquinería. TCPC0109De EverandMateriales y servicios en reparación de calzado y marroquinería. TCPC0109Aún no hay calificaciones
- Normativa de Calidad y Seguridad en Un Sector Textil Globalizado.2009Documento46 páginasNormativa de Calidad y Seguridad en Un Sector Textil Globalizado.2009vromas-2dAún no hay calificaciones
- 1523470048ebook Esp Dificultades Encontradas Calculo Orden de Corte PDFDocumento10 páginas1523470048ebook Esp Dificultades Encontradas Calculo Orden de Corte PDFDallexaorozco50% (2)
- Tipos de CosturaDocumento24 páginasTipos de CosturaAbril Barrera YojanaAún no hay calificaciones
- PROG. DPTO - TEXTIL Corte PDFDocumento11 páginasPROG. DPTO - TEXTIL Corte PDFMª Jesus B RAún no hay calificaciones
- 17 TCP PT Patronaje y ConfecciónDocumento11 páginas17 TCP PT Patronaje y ConfecciónIsabel Moran ArecesAún no hay calificaciones
- Tecnología Del TermofijadoDocumento6 páginasTecnología Del TermofijadoEsteban Huamani RojasAún no hay calificaciones
- Análisis y Control de Materiales TextilesDocumento11 páginasAnálisis y Control de Materiales TextilesJose Coronado CruzAún no hay calificaciones
- TelaresDocumento144 páginasTelaresRaul ToctaquizaAún no hay calificaciones
- 2.etiquetado y Conservación de Las PrendasDocumento5 páginas2.etiquetado y Conservación de Las PrendasMiguelAngelMartinezCantillo0% (1)
- Temario de Patronaje y ConfeccionDocumento7 páginasTemario de Patronaje y Confeccioninama33Aún no hay calificaciones
- Gestión de La ProducciónDocumento47 páginasGestión de La ProducciónJose Luis Blanco PonsAún no hay calificaciones
- Gestion de TiemposDocumento53 páginasGestion de TiemposJose Luis Blanco PonsAún no hay calificaciones
- ENTRETELASDocumento12 páginasENTRETELASjesidassunAún no hay calificaciones
- 2 - Tecnologia Del Sector CorteDocumento5 páginas2 - Tecnologia Del Sector CorteSabrina MaggiAún no hay calificaciones
- Proceso y Produccion de Calzado para HombreDocumento32 páginasProceso y Produccion de Calzado para Hombrejose menendez.100% (1)
- El Taller de CorteDocumento10 páginasEl Taller de CorteEncarniVergaraAún no hay calificaciones
- La práctica empresarial en el proceso de formación del Diseñador Industrial. PerspectivasDe EverandLa práctica empresarial en el proceso de formación del Diseñador Industrial. PerspectivasAún no hay calificaciones
- Estabilidad DimensionalDocumento102 páginasEstabilidad DimensionalLG GeraldineAún no hay calificaciones
- Gúia para El Mecánico de Máquinas de CoserDocumento7 páginasGúia para El Mecánico de Máquinas de CoserOrquidea VitasAún no hay calificaciones
- Confección de cortinas y estores. TCPF0309De EverandConfección de cortinas y estores. TCPF0309Aún no hay calificaciones
- Lista de Fases KeniaDocumento8 páginasLista de Fases KeniaCarolinaAún no hay calificaciones
- La MarcadaDocumento5 páginasLa MarcadaMaria MartínezAún no hay calificaciones
- TesisjacquardDocumento88 páginasTesisjacquardKevin RojasAún no hay calificaciones
- Dossier Oficina TecnicaDocumento73 páginasDossier Oficina TecnicaHala BA100% (1)
- Elaboracion de ZapatosDocumento112 páginasElaboracion de ZapatosEmilce Restrepo100% (1)
- Tecnologia de Máquinas y Materiales de ConfecciónDocumento71 páginasTecnologia de Máquinas y Materiales de Confecciónsergi32Aún no hay calificaciones
- Clasificación de Las Máquinas de CoserDocumento10 páginasClasificación de Las Máquinas de CoserMargarita Lopez BarrionuevoAún no hay calificaciones
- Control de Calidad para Analisis de Tejido de Punto - Pit 52 HoyDocumento11 páginasControl de Calidad para Analisis de Tejido de Punto - Pit 52 HoyAndre Zuñiga Campos100% (1)
- Procesos de Corte Textil Ind.Documento251 páginasProcesos de Corte Textil Ind.FedePonceDaminato100% (1)
- Patronaje Generativo - Cristina Real DomínguezDocumento135 páginasPatronaje Generativo - Cristina Real DomínguezgundesmAún no hay calificaciones
- Foro Temático (Fichas Integrales)Documento6 páginasForo Temático (Fichas Integrales)Washington Rivera Espinoza100% (1)
- Capitulo 1 Introduccion Al Tejido de PuntoDocumento6 páginasCapitulo 1 Introduccion Al Tejido de PuntobpobleteAún no hay calificaciones
- Industria de la moda producción y materialesDe EverandIndustria de la moda producción y materialesCalificación: 5 de 5 estrellas5/5 (1)
- Colitis Dieta PDFDocumento2 páginasColitis Dieta PDFLukeAún no hay calificaciones
- Elementos Que Conforman Un Equipo Computacional en Software y HardwareDocumento8 páginasElementos Que Conforman Un Equipo Computacional en Software y HardwareKarina Can100% (1)
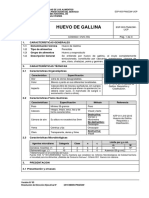
- QALIWARMA, Huevo de Gallina.Documento3 páginasQALIWARMA, Huevo de Gallina.Alonzo CustodioAún no hay calificaciones
- AUTDESGLOMDocumento12 páginasAUTDESGLOMDaqlin SampsonAún no hay calificaciones
- Documento Sin TítuloDocumento2 páginasDocumento Sin TítuloCarlosKikeGutierrezAún no hay calificaciones
- Plan de Mantenimiento Preventivo de Equipos de ComputoDocumento38 páginasPlan de Mantenimiento Preventivo de Equipos de ComputoHumberto ArboledaAún no hay calificaciones
- Tarea 3 de Orientacion VocacionalDocumento4 páginasTarea 3 de Orientacion VocacionalHeidy BuenoAún no hay calificaciones
- Fundamentos Sistemas Propulsion I PDFDocumento127 páginasFundamentos Sistemas Propulsion I PDFyeisonAún no hay calificaciones
- EdMe Strohmaier - Al BiruniDocumento8 páginasEdMe Strohmaier - Al BiruniAngel Chavez EslavaAún no hay calificaciones
- Comput A Bili DadDocumento204 páginasComput A Bili DadRodrigo Románovich FiodorovichAún no hay calificaciones
- GUIA FOTOSINTESIS de Naturaleza 6 BasicoDocumento4 páginasGUIA FOTOSINTESIS de Naturaleza 6 BasicoPatricia Alejandra Perez SeguraAún no hay calificaciones
- Proyecto Final TepacheDocumento8 páginasProyecto Final TepacheAidee Reyes100% (1)
- Guía de Uso Del Buscador Público Del Cuaderno de Obra DigitalDocumento13 páginasGuía de Uso Del Buscador Público Del Cuaderno de Obra DigitalOvidioAún no hay calificaciones
- 5to - Comunicación - Carpeta Recuperación - BraulioDocumento30 páginas5to - Comunicación - Carpeta Recuperación - BraulioJesel NievesAún no hay calificaciones
- JUN2020 - CAF For Azure - Partner Webinar-FINALDocumento68 páginasJUN2020 - CAF For Azure - Partner Webinar-FINALestudio estudioAún no hay calificaciones
- Rol AsistencialDocumento3 páginasRol AsistencialJavier RamirezAún no hay calificaciones
- Clariant Oil Services EspañolDocumento55 páginasClariant Oil Services EspañolRodrigo MendoncaAún no hay calificaciones
- Demanda de TenenciaDocumento4 páginasDemanda de TenenciaWalter ChumpitazAún no hay calificaciones
- Reporte #6 - Reacciones QuímicasDocumento4 páginasReporte #6 - Reacciones QuímicasWalter Alex Fuentes QuinterosAún no hay calificaciones
- 2.informe Final de La AuditoríaDocumento2 páginas2.informe Final de La AuditoríaAngie Paola Mazo CastrillonAún no hay calificaciones
- Diapositivas Dengue, Zika y ChikungunyaDocumento33 páginasDiapositivas Dengue, Zika y ChikungunyaJennifferValera0% (1)
- Actividad Ii PsicodinamicoDocumento2 páginasActividad Ii PsicodinamicoDany Yuliana PérezAún no hay calificaciones
- Articulos 473 Al 480 de La Ley Federal Del TrabajoDocumento5 páginasArticulos 473 Al 480 de La Ley Federal Del TrabajoAldher Saucedo100% (2)
- Examen Probabilidad HPDocumento5 páginasExamen Probabilidad HPTatiana RicoAún no hay calificaciones
- Criterios Evaluacion Con EjemplosDocumento34 páginasCriterios Evaluacion Con EjemplosAngelGoyzuetaAranaAún no hay calificaciones
- Los Informes de ProcesoDocumento2 páginasLos Informes de Procesoherman Van de Velde0% (1)
- Plan de Capacitación SSTDocumento1 páginaPlan de Capacitación SSTLeydonAún no hay calificaciones
- Cuestionario OndasDocumento5 páginasCuestionario OndasMontserrat GonzalezAún no hay calificaciones
- Minerales de Zonas de Oxidación y EnriiDocumento68 páginasMinerales de Zonas de Oxidación y EnriiVicenteAún no hay calificaciones
- Hipertension DiapositivasDocumento31 páginasHipertension Diapositivaspatty100% (1)