También podría gustarte
- IRRIGACIONDocumento15 páginasIRRIGACIONBlauLichtAún no hay calificaciones
- Trasvases en Peru PDFDocumento16 páginasTrasvases en Peru PDFAndersson SuazoAún no hay calificaciones
- Abastecimiento de Agua Potable en Los Distritos de Huánuco (Autoguardado)Documento19 páginasAbastecimiento de Agua Potable en Los Distritos de Huánuco (Autoguardado)Stefhany RojasAún no hay calificaciones
- La Presa de La Brena IIDocumento15 páginasLa Presa de La Brena IIskylineshareAún no hay calificaciones
- PlantaDocumento5 páginasPlantaLilian Luza OrtgaAún no hay calificaciones
- Bocatoma La Huaca - Infraestructura clave para el riego en ÁncashDocumento7 páginasBocatoma La Huaca - Infraestructura clave para el riego en ÁncashRaúlAún no hay calificaciones
- Diagnóstico de La Gestion Del Uso y Manejo Del Agua en La Cuenca Del Río Nexpá. Municipio de San Marcos, GuerreroDocumento18 páginasDiagnóstico de La Gestion Del Uso y Manejo Del Agua en La Cuenca Del Río Nexpá. Municipio de San Marcos, GuerreroreyesavAún no hay calificaciones
- preeliminarEXPO 1Documento11 páginaspreeliminarEXPO 1ipanaqueperezy10Aún no hay calificaciones
- Central Hidroeléctrica Cerro Del AguilaDocumento8 páginasCentral Hidroeléctrica Cerro Del AguilaKevinSigueñasFernandezAún no hay calificaciones
- Resumen de La Obra Elevaciones 2 A 4Documento23 páginasResumen de La Obra Elevaciones 2 A 4xjuanitoxAún no hay calificaciones
- Construcción Tranque El ToroDocumento172 páginasConstrucción Tranque El ToroMarcial Gonzales SaldañaAún no hay calificaciones
- Presa AlmendraDocumento5 páginasPresa AlmendraWagner Antayhua SapilladoAún no hay calificaciones
- ESCOBAL GARCÍA - PLAN DE TESIS - GuiaDocumento17 páginasESCOBAL GARCÍA - PLAN DE TESIS - GuiaLuis EscobalAún no hay calificaciones
- Proceso de Construccion CerroDocumento20 páginasProceso de Construccion CerroMiguel Carrillo FalcónAún no hay calificaciones
- Gallito CiegoDocumento11 páginasGallito CiegoKevin Leon BarrientosAún no hay calificaciones
- Proyecto Especial Chira Piura: Presa Poechos y sus componentesDocumento23 páginasProyecto Especial Chira Piura: Presa Poechos y sus componentesHilde Valdiviezo Vasquez100% (1)
- Presa La Esperanza Su BeneficioDocumento55 páginasPresa La Esperanza Su Beneficioapi-309172460Aún no hay calificaciones
- Análisis de Las Filtraciones No Controladas en El Dique de La Divisoria y Pantalla KM 8 HVCDocumento14 páginasAnálisis de Las Filtraciones No Controladas en El Dique de La Divisoria y Pantalla KM 8 HVCHalbert VeraAún no hay calificaciones
- Central Hidroeléctrica AngosturaDocumento8 páginasCentral Hidroeléctrica AngosturaEduAún no hay calificaciones
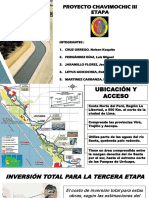
- Proyecto Chavimochic III EtapaDocumento16 páginasProyecto Chavimochic III EtapaAnderson ContrerasAún no hay calificaciones
- TareaDocumento19 páginasTareajohn anthony tacusi cuadrosAún no hay calificaciones
- Tunel de OlmosDocumento6 páginasTunel de OlmosJavier Ramirez CarbajalAún no hay calificaciones
- Bocatoma ZanaDocumento39 páginasBocatoma ZanaRoger CcasaAún no hay calificaciones
- Gallito Ciego InformeDocumento11 páginasGallito Ciego InformeEdithAún no hay calificaciones
- Presa de gravedad provee riego en PrestoDocumento8 páginasPresa de gravedad provee riego en Prestojuan danielAún no hay calificaciones
- Informe Proyecto Presa LimónDocumento11 páginasInforme Proyecto Presa LimónMaria Isabel PantojaAún no hay calificaciones
- Procedimiento Constructivo - Megaproyecto OlmosDocumento54 páginasProcedimiento Constructivo - Megaproyecto OlmosEDWIN HILARES QUISPEAún no hay calificaciones
- Investigacion Colca TERMINALDocumento38 páginasInvestigacion Colca TERMINALJuan Cristiam Medina QuinoAún no hay calificaciones
- Informe PoechosDocumento13 páginasInforme PoechosKenner Jhim Tapahuasco RojasAún no hay calificaciones
- Obras Hidraulicas Bocatoma Tuti FinalDocumento19 páginasObras Hidraulicas Bocatoma Tuti FinalAnthony Chavez EstebanAún no hay calificaciones
- Presa Los EjidosDocumento7 páginasPresa Los EjidosCristofer NayraAún no hay calificaciones
- HIDROSOGAMOSODocumento18 páginasHIDROSOGAMOSOAndres Felipe GómezAún no hay calificaciones
- ANGASMAYODocumento26 páginasANGASMAYOJhonatan Centeno PomaAún no hay calificaciones
- Presa LimónDocumento28 páginasPresa LimónTatiana Espinoza Eusebio80% (5)
- Bocatoma Rio ChillonDocumento3 páginasBocatoma Rio ChillonWagner Antayhua SapilladoAún no hay calificaciones
- Bocatomas SumergidasDocumento14 páginasBocatomas SumergidasKevinEliGuevaraParedesAún no hay calificaciones
- Informe PoechosDocumento14 páginasInforme PoechosGian LuceroAún no hay calificaciones
- CASACAYDocumento17 páginasCASACAYHugo Arturo Celi SilvaAún no hay calificaciones
- Recursos CANAL IRCHIMDocumento4 páginasRecursos CANAL IRCHIMparcmacAún no hay calificaciones
- Bocatoma de Angasmayo HuariscaDocumento7 páginasBocatoma de Angasmayo HuariscaJian Rojas RoqueAún no hay calificaciones
- Central Hidroelectrica Rio Amoya La EsperanzaDocumento3 páginasCentral Hidroelectrica Rio Amoya La EsperanzaDanny Leon RiveraAún no hay calificaciones
- Infraestructura hídrica en Morelos: presas, bordos y sistemas de riegoDocumento8 páginasInfraestructura hídrica en Morelos: presas, bordos y sistemas de riegoAlex L. StgoAún no hay calificaciones
- Informe de Proyecto Grande (Recuperado Automáticamente)Documento13 páginasInforme de Proyecto Grande (Recuperado Automáticamente)sheylaAún no hay calificaciones
- Proyecto Buscar Información JequetepequeDocumento14 páginasProyecto Buscar Información JequetepequeMarco Antony Chura ValdezAún no hay calificaciones
- PreguntasDocumento10 páginasPreguntasESTEFANIA EMILY HUERTA JARAAún no hay calificaciones
- Proyecto Hidroeléctrico Cerro Del ÁguilaDocumento4 páginasProyecto Hidroeléctrico Cerro Del ÁguilaYowi Montoya SilvaAún no hay calificaciones
- Universidad Juárez Autónoma de Tabasco: Licenciatura en TítuloDocumento13 páginasUniversidad Juárez Autónoma de Tabasco: Licenciatura en Títulojesus tique castroAún no hay calificaciones
- Ejemplo Visita AcueductoDocumento11 páginasEjemplo Visita AcueductogisellaeAún no hay calificaciones
- Aplicacion Del Calculo en La Ingenieria..Documento23 páginasAplicacion Del Calculo en La Ingenieria..DavolstenholmeAún no hay calificaciones
- Informe sobre la visita a la Represa Los EjidosDocumento11 páginasInforme sobre la visita a la Represa Los EjidosRonaldo Jacinto EAún no hay calificaciones
- Proyecto OlmosDocumento12 páginasProyecto OlmosGabriel Ortiz MedinaAún no hay calificaciones
- Abastecimiento de Agua en TalaraDocumento8 páginasAbastecimiento de Agua en Talarawalter2407Aún no hay calificaciones
- Informe de Viaje de Estudios Aycucho 01Documento17 páginasInforme de Viaje de Estudios Aycucho 01Fernando Licas EspinozaAún no hay calificaciones
- Bocatoma Informe FinalDocumento15 páginasBocatoma Informe FinalAugusto Cesar Paucar MendozaAún no hay calificaciones
- Informe de Ingenieria de Recursos Hidricos - Bocatoma de CumbazaDocumento14 páginasInforme de Ingenieria de Recursos Hidricos - Bocatoma de CumbazaerickAún no hay calificaciones
- Resumen y Ensayo.Documento9 páginasResumen y Ensayo.kevin rojas torresAún no hay calificaciones
- Entre el acceso y la circulación: Agua y gestión de obras hidráulicas en la ciudad de Santafé (1757-1810)De EverandEntre el acceso y la circulación: Agua y gestión de obras hidráulicas en la ciudad de Santafé (1757-1810)Aún no hay calificaciones
- Hidráulica para estudiantes de ingeniería agronómicaDe EverandHidráulica para estudiantes de ingeniería agronómicaAún no hay calificaciones
- Drenaje y cultivo de los pantanos del bajo MagdalenaDe EverandDrenaje y cultivo de los pantanos del bajo MagdalenaAún no hay calificaciones
- Flujos de Detritos - EsDocumento16 páginasFlujos de Detritos - EsEriksson TDMAún no hay calificaciones
- Ponencia 7 tcm30-561845Documento31 páginasPonencia 7 tcm30-561845xjuanitoxAún no hay calificaciones
- Resumen de La Obra Elevaciones 2 A 4Documento23 páginasResumen de La Obra Elevaciones 2 A 4xjuanitoxAún no hay calificaciones
- Introducción y Criterios GeneralesDocumento51 páginasIntroducción y Criterios GeneralesxjuanitoxAún no hay calificaciones
- Ejemplo RibadesellaDocumento13 páginasEjemplo RibadesellaxjuanitoxAún no hay calificaciones
- PREFABRICADOS DELTA Postesado 2013 JunioDocumento141 páginasPREFABRICADOS DELTA Postesado 2013 JunioxjuanitoxAún no hay calificaciones
- Prefabricados Delta THCC General 2013Documento172 páginasPrefabricados Delta THCC General 2013xjuanitoxAún no hay calificaciones
- Abastecimiento Tub LisaPVCDocumento18 páginasAbastecimiento Tub LisaPVCxjuanitoxAún no hay calificaciones
- Fichas SifonesDocumento10 páginasFichas SifonesxjuanitoxAún no hay calificaciones
- Abastecimiento Tub - OrientadaDocumento11 páginasAbastecimiento Tub - OrientadaxjuanitoxAún no hay calificaciones
- Ficha SDVXDocumento2 páginasFicha SDVXxjuanitoxAún no hay calificaciones
- Abastecimiento ComplementosDocumento4 páginasAbastecimiento ComplementosxjuanitoxAún no hay calificaciones
- Prefabricados Delta 2014Documento12 páginasPrefabricados Delta 2014xjuanitoxAún no hay calificaciones
- Abastecimiento Tub PoliesterDocumento13 páginasAbastecimiento Tub PoliesterxjuanitoxAún no hay calificaciones
- Diptico Tubos y Piezas M1Documento4 páginasDiptico Tubos y Piezas M1xjuanitoxAún no hay calificaciones
- Abastecimiento Tub LisaPEDocumento12 páginasAbastecimiento Tub LisaPExjuanitoxAún no hay calificaciones
- Diptico CanaletaDocumento4 páginasDiptico CanaletaxjuanitoxAún no hay calificaciones
- CatSoluEdificacion Catalogo Tecnico CompletoDocumento360 páginasCatSoluEdificacion Catalogo Tecnico CompletoxjuanitoxAún no hay calificaciones
- Catalogo Canalon Decorativo TrapecialDocumento24 páginasCatalogo Canalon Decorativo TrapecialxjuanitoxAún no hay calificaciones
- Ficha Canalon StormLineDocumento2 páginasFicha Canalon StormLinexjuanitoxAún no hay calificaciones
- Catalogo Wavin AS1Documento40 páginasCatalogo Wavin AS1AlfredoAún no hay calificaciones
- 02 Medidores BARMETERSDocumento4 páginas02 Medidores BARMETERSxjuanitoxAún no hay calificaciones
- 03 Reductoras ProporcionalesDocumento6 páginas03 Reductoras ProporcionalesxjuanitoxAún no hay calificaciones
- 01 Eleccion de Una ValvulaDocumento9 páginas01 Eleccion de Una ValvulasergiovilteAún no hay calificaciones
- 02 Instal Mant Repar S 900Documento6 páginas02 Instal Mant Repar S 900xjuanitoxAún no hay calificaciones
- Válvulas volumétricas: funcionamiento y aplicacionesDocumento5 páginasVálvulas volumétricas: funcionamiento y aplicacionesDuvan E SaLas LizaRazoAún no hay calificaciones
- AR-M1 EvaInsonorizadaDocumento6 páginasAR-M1 EvaInsonorizadaxjuanitoxAún no hay calificaciones
- 05 VentosasDocumento24 páginas05 VentosasJesús Sanz Di OsAún no hay calificaciones
- Hidrometros y ContadoresDocumento40 páginasHidrometros y ContadoresxjuanitoxAún no hay calificaciones
- M20 S1 Procesos Del Ecosistema PDFDocumento8 páginasM20 S1 Procesos Del Ecosistema PDFAlemakey ReynaAún no hay calificaciones
- Minsa Oferta de Plazas Remuneradas Serums 2020 1Documento584 páginasMinsa Oferta de Plazas Remuneradas Serums 2020 1LissetMaribelRojasAún no hay calificaciones
- RESULTADO DE APRENDIZAJE 29120103107 - Cuestionario Evidencia 12Documento11 páginasRESULTADO DE APRENDIZAJE 29120103107 - Cuestionario Evidencia 12Gabriel BuitragoAún no hay calificaciones
- III CenizaDocumento22 páginasIII CenizaCARLOSAún no hay calificaciones
- SIRIED Resultados Primera Fase Aplicacion UnescoDocumento220 páginasSIRIED Resultados Primera Fase Aplicacion UnescoIsabel MatosAún no hay calificaciones
- Activ 2psic EmpresarialDocumento8 páginasActiv 2psic EmpresarialNancy Lucia REYES CALDERONAún no hay calificaciones
- Informe Práctica 5 para EntregarDocumento13 páginasInforme Práctica 5 para EntregarCamilo RualesAún no hay calificaciones
- Reporte Cunicultura: HigieneDocumento5 páginasReporte Cunicultura: HigieneSusan AndrésAún no hay calificaciones
- Reducto ResDocumento5 páginasReducto ResDavid Tuyo ZangaAún no hay calificaciones
- Fundamentos Del CurriculoDocumento33 páginasFundamentos Del CurriculopacoAún no hay calificaciones
- 1 - Nutrición Como Ciencia. Concepto y Evolución Histórica PDFDocumento35 páginas1 - Nutrición Como Ciencia. Concepto y Evolución Histórica PDFGuillermo VazAún no hay calificaciones
- Evaluacion Macho CaninoDocumento20 páginasEvaluacion Macho CaninoVIctoria RodriguezAún no hay calificaciones
- Cap 2. Propiedades MateriaDocumento14 páginasCap 2. Propiedades MateriaRoger Coronel QuintanaAún no hay calificaciones
- Conceptos clave de la peligrosidadDocumento38 páginasConceptos clave de la peligrosidadRICARDO FUSTER100% (1)
- Trabajos Con Senderos y Templo AstralDocumento6 páginasTrabajos Con Senderos y Templo AstralelisaroblesAún no hay calificaciones
- ForjaDocumento20 páginasForjaTow EuvuAún no hay calificaciones
- ¿Por Qué Se Están Desarrollando Tantas Vacunas?Documento4 páginas¿Por Qué Se Están Desarrollando Tantas Vacunas?Mia OrtizAún no hay calificaciones
- Calor necesario para enfriar autoclaveDocumento11 páginasCalor necesario para enfriar autoclaveAlex MgwAún no hay calificaciones
- Factores para Seleccionar Una Hembra Porcina de ReemplazoDocumento2 páginasFactores para Seleccionar Una Hembra Porcina de ReemplazoCarlos Alberto Gonzales CruzAún no hay calificaciones
- ApuntesDocumento14 páginasApuntesaliciaAún no hay calificaciones
- Examen de Envolvente Térmica y Aislamiento 10 Preguntas 100% CorrectasDocumento6 páginasExamen de Envolvente Térmica y Aislamiento 10 Preguntas 100% CorrectasManme Garcia GalianoAún no hay calificaciones
- Política de Seguridad Alimentaria y Calidad Fertilia Agro SasDocumento3 páginasPolítica de Seguridad Alimentaria y Calidad Fertilia Agro Sasjessica sanchezAún no hay calificaciones
- Por Que y para Que Se Usan Los Equipos Mineros - r2Documento119 páginasPor Que y para Que Se Usan Los Equipos Mineros - r2Carlos A. Espinoza MAún no hay calificaciones
- Prueba Quintos Años HidrosferaDocumento5 páginasPrueba Quintos Años HidrosferaCarla Villaseca Villarroel63% (8)
- Memoria Descriptiva AguaDocumento38 páginasMemoria Descriptiva AguaJhenson Gonzáles AdrianzénAún no hay calificaciones
- Corrientes U. 1 y 2Documento22 páginasCorrientes U. 1 y 2Julieta GalarzaAún no hay calificaciones
- Trabajo 6Documento17 páginasTrabajo 6G_CuniaAún no hay calificaciones
- Los símbolos Reiki Usui Tradicionales explicadosDocumento19 páginasLos símbolos Reiki Usui Tradicionales explicadosCarmen Madelmo100% (1)
- Contingencia PRH - 2018Documento111 páginasContingencia PRH - 2018Allison Calderón MontoyaAún no hay calificaciones
- Empatía Emocional y CognitivaDocumento9 páginasEmpatía Emocional y CognitivaTony DsateAún no hay calificaciones