También podría gustarte
- Informe Ejemplo Pieza Torno CNCDocumento17 páginasInforme Ejemplo Pieza Torno CNCGustavo MesaAún no hay calificaciones
- Programacion en CNC TecsupDocumento9 páginasProgramacion en CNC TecsupincubutAún no hay calificaciones
- Acta de Audiencia Preparatoria (1) DanielaDocumento3 páginasActa de Audiencia Preparatoria (1) DanielaDaniela Guerra100% (1)
- Tornos CNC Con FANUC Series 0i PDFDocumento12 páginasTornos CNC Con FANUC Series 0i PDFEduardo QuiñonesAún no hay calificaciones
- CNC FresaDocumento31 páginasCNC FresaaamarosaAún no hay calificaciones
- Reporte de Piezas de MecanizadoDocumento38 páginasReporte de Piezas de MecanizadoGerardo Gopar DoppelgängerAún no hay calificaciones
- Ejemplo Pieza Torneado CNC Con WINUNISOFT PDFDocumento5 páginasEjemplo Pieza Torneado CNC Con WINUNISOFT PDFarnaldodsAún no hay calificaciones
- Practica 1.1 A 1.3Documento54 páginasPractica 1.1 A 1.3Jesus Leopoldo Velazquez NuñezAún no hay calificaciones
- 990 Manual 3-13SPANISHDocumento138 páginas990 Manual 3-13SPANISHLeidy Johanna Dávalos MendozaAún no hay calificaciones
- Ejercicios Seguimiento Perfil Torneado-SoluciónDocumento5 páginasEjercicios Seguimiento Perfil Torneado-SoluciónRíky FernándezAún no hay calificaciones
- 2 Ejercicio de CN TorneadoDocumento7 páginas2 Ejercicio de CN TorneadoJavier Solís Fernández100% (1)
- Ejercicio G-CodeDocumento4 páginasEjercicio G-CodeEduardo Jhean Pool Vasquez BenitesAún no hay calificaciones
- Ejercicios de Programacion en Torno CNCDocumento17 páginasEjercicios de Programacion en Torno CNCAntonio AcostaAún no hay calificaciones
- 1 EjerciciosDocumento11 páginas1 EjerciciosDaphne Cueva ValleAún no hay calificaciones
- CodigoDocumento10 páginasCodigoDavid DsvAún no hay calificaciones
- Programacion CNCDocumento4 páginasProgramacion CNCEnrique Salazar BaezAún no hay calificaciones
- Fabio Andrés Pérez V. - Coordenadas FresadoraDocumento4 páginasFabio Andrés Pérez V. - Coordenadas FresadoraFrederickAún no hay calificaciones
- Practica 4 ReporteDocumento36 páginasPractica 4 ReporteGalilea BandaAún no hay calificaciones
- POKEBOLA CNCDocumento4 páginasPOKEBOLA CNCJuan ScratchAún no hay calificaciones
- 2JI19ME064Documento6 páginas2JI19ME064swaroop kenganalAún no hay calificaciones
- 2JI19ME064Documento6 páginas2JI19ME064swaroop kenganalAún no hay calificaciones
- Codigos G00, G01Documento7 páginasCodigos G00, G01Arturo SanchezAún no hay calificaciones
- Laboratorio de Máquinas CNC PDFDocumento1 páginaLaboratorio de Máquinas CNC PDFAndres Fuentes CamposAún no hay calificaciones
- CNC EjercicioDocumento6 páginasCNC EjercicioAntonio HernandezAún no hay calificaciones
- SubprogramasDocumento2 páginasSubprogramascarguer06Aún no hay calificaciones
- G51 EspejoDocumento2 páginasG51 EspejoPercy Daniel Arteaga ZunigaAún no hay calificaciones
- Codigos de Programacio TornoDocumento26 páginasCodigos de Programacio Tornovictor elias quintero tobarAún no hay calificaciones
- Dirigida de CNCDocumento4 páginasDirigida de CNCDecksAún no hay calificaciones
- Procesos de Manufactura I Programación para Máquinas CNC: Profesor: Bastian Vergara Gallegos Correo: Bvergara@ubiobio - CLDocumento18 páginasProcesos de Manufactura I Programación para Máquinas CNC: Profesor: Bastian Vergara Gallegos Correo: Bvergara@ubiobio - CLBrhayams Gacitua GuiñezAún no hay calificaciones
- GUIA PARA CENTRO DE MAQUINADO (Autoguardado)Documento23 páginasGUIA PARA CENTRO DE MAQUINADO (Autoguardado)os_astarotAún no hay calificaciones
- Programacion Codigo GDocumento5 páginasProgramacion Codigo GEdwin PozoAún no hay calificaciones
- Interpolación Líneal G00 y G01Documento5 páginasInterpolación Líneal G00 y G01Juárez Malvaiz Alan IsaacAún no hay calificaciones
- 2 CNC GarateDocumento10 páginas2 CNC GarateJean Frank Ronald Alvarado NunezAún no hay calificaciones
- Actividad No 2. Torno CNCDocumento7 páginasActividad No 2. Torno CNCLalo GuerraAún no hay calificaciones
- Ejercicio DecalajeDocumento2 páginasEjercicio DecalajeIvan FuscoAún no hay calificaciones
- Ejercicios de Clase Sistemas Cad CamDocumento4 páginasEjercicios de Clase Sistemas Cad CamcesarAún no hay calificaciones
- ObjetivosDocumento10 páginasObjetivosJoel JimenezAún no hay calificaciones
- Ejercicios A Realizar en Programa NCVIEWERDocumento3 páginasEjercicios A Realizar en Programa NCVIEWERJosé Manuel Zamora GonzalezAún no hay calificaciones
- Programación Pieza MecánicaDocumento4 páginasProgramación Pieza MecánicaStalyn FloresAún no hay calificaciones
- Programas CNCDocumento26 páginasProgramas CNCdiegueins84Aún no hay calificaciones
- Practicas Introduccion CNCDocumento23 páginasPracticas Introduccion CNCMartinHarrisAún no hay calificaciones
- Control Numerico Programa 4Documento16 páginasControl Numerico Programa 4Juan Carlos Mendoza GalindezAún no hay calificaciones
- Programacion en CNC TecsupDocumento9 páginasProgramacion en CNC TecsupTony Chuquillanqui M.Aún no hay calificaciones
- Encabezado Programacion Maquinas CNCDocumento9 páginasEncabezado Programacion Maquinas CNCOmar MartinezAún no hay calificaciones
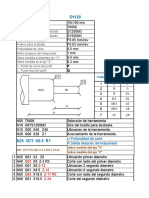
- 19x100 MM T0606 S1200M3 S1500M3 F0.05 Mm/rev F0.03 Mm/rev 0.5 MM 1 MM 0.4 MM 0.3 MMDocumento4 páginas19x100 MM T0606 S1200M3 S1500M3 F0.05 Mm/rev F0.03 Mm/rev 0.5 MM 1 MM 0.4 MM 0.3 MMAndreaMolinaHinojosaAún no hay calificaciones
- Taller CNC Fanuc PDFDocumento6 páginasTaller CNC Fanuc PDFAndrés RobertoAún no hay calificaciones
- Codigo G - Operaciones Tecnologicas FundamentalesDocumento3 páginasCodigo G - Operaciones Tecnologicas FundamentalesKevin EspinosaAún no hay calificaciones
- Formulario CNCDocumento2 páginasFormulario CNCYasmin De Moraes RamírezAún no hay calificaciones
- CNC EjerciciosDocumento4 páginasCNC Ejercicioskiki BTS- MochiiAún no hay calificaciones
- A.5.1 Roberto CastilloDocumento6 páginasA.5.1 Roberto Castilloroberto castilloAún no hay calificaciones
- Ejercicios NC Unidad2Documento13 páginasEjercicios NC Unidad2Fernando SánchezAún no hay calificaciones
- Practica 7 ReporteDocumento4 páginasPractica 7 ReporteGalilea BandaAún no hay calificaciones
- CNC Primera Parte T9D9Documento2 páginasCNC Primera Parte T9D9Oscar García fernandezAún no hay calificaciones
- Ciclos de Taladrado G81, G82 Y G83: María de La Luz Casillas Cano, 1830366, 602Documento10 páginasCiclos de Taladrado G81, G82 Y G83: María de La Luz Casillas Cano, 1830366, 602Luz CasillasAún no hay calificaciones
- Programacion Torno Ck6032 Maquinas CNCDocumento6 páginasProgramacion Torno Ck6032 Maquinas CNCaldinaenAún no hay calificaciones
- Explicacion Programa CNC WinunisoftDocumento9 páginasExplicacion Programa CNC WinunisoftjstorohAún no hay calificaciones
- Programacion en CNCDocumento2 páginasProgramacion en CNCJaeger WillAún no hay calificaciones
- Manual de Comandos para ManufacturaDocumento24 páginasManual de Comandos para ManufacturaLizbeth LopezAún no hay calificaciones
- Simulación de Códigos de La Pieza en Programa CIMCODocumento5 páginasSimulación de Códigos de La Pieza en Programa CIMCOyuanisAún no hay calificaciones
- Ejercicio de MacrosDocumento5 páginasEjercicio de MacrosJULIAN DAVID BALANTA CASTROAún no hay calificaciones
- Ejemplo 1a Fresado SoluciónDocumento1 páginaEjemplo 1a Fresado SoluciónAlan Llanos AguilarAún no hay calificaciones
- 2 Materiales para Herramientas, Fluidos de Corte y Vida de La HerramientaDocumento13 páginas2 Materiales para Herramientas, Fluidos de Corte y Vida de La HerramientaJose GarcíaAún no hay calificaciones
- 4 Procesos para Formas Con Simetría de Revolución (II) - TaladradoDocumento18 páginas4 Procesos para Formas Con Simetría de Revolución (II) - TaladradoJose GarcíaAún no hay calificaciones
- 3 Procesos para Formas Con Simetría de Revolución (I) - TorneadoDocumento23 páginas3 Procesos para Formas Con Simetría de Revolución (I) - TorneadoJose GarcíaAún no hay calificaciones
- 1 Fundamentos Del Conformado Por Arranque de VirutaDocumento22 páginas1 Fundamentos Del Conformado Por Arranque de VirutaJose GarcíaAún no hay calificaciones
- Problemas Soldadura 1-15Documento14 páginasProblemas Soldadura 1-15Jose GarcíaAún no hay calificaciones
- PROBLEMAS Tema5Documento3 páginasPROBLEMAS Tema5Jose GarcíaAún no hay calificaciones
- Tema 5Documento45 páginasTema 5Jose GarcíaAún no hay calificaciones
- Problemas Uniones SoldadasDocumento31 páginasProblemas Uniones SoldadasJose GarcíaAún no hay calificaciones
- EXAMEN JUNIO (Soldaduras)Documento30 páginasEXAMEN JUNIO (Soldaduras)Jose GarcíaAún no hay calificaciones
- Tema 4Documento82 páginasTema 4Jose GarcíaAún no hay calificaciones
- Fichas TecnicaspdfDocumento5 páginasFichas TecnicaspdfANDRES MAURICIO VASQUEZ CASTANOAún no hay calificaciones
- Cañón de Montaña Plasencia de Acero de Calibre 8cmDocumento10 páginasCañón de Montaña Plasencia de Acero de Calibre 8cmJose Antonio LozadaAún no hay calificaciones
- Guia Taller 04 2023 01 Taller Mecanico, Maquinas y Herramientas (4510)Documento9 páginasGuia Taller 04 2023 01 Taller Mecanico, Maquinas y Herramientas (4510)Tony YuFerAún no hay calificaciones
- Herramientas de ElectricidadDocumento13 páginasHerramientas de Electricidadparachute76Aún no hay calificaciones
- Catalogo SUMICAR Completo PDFDocumento144 páginasCatalogo SUMICAR Completo PDFAirGas E.S.P.Aún no hay calificaciones
- Medidas de ContenedoresDocumento1 páginaMedidas de ContenedoresjaimeAún no hay calificaciones
- Competencia MAPAL Tecnologia de Sujecion Es PDFDocumento294 páginasCompetencia MAPAL Tecnologia de Sujecion Es PDFcristiancruz1303Aún no hay calificaciones
- Inventario de HerramientasDocumento3 páginasInventario de HerramientasAntonio PoloAún no hay calificaciones
- Uso Del VernierDocumento20 páginasUso Del VernierBrendaEthelGómezAún no hay calificaciones
- Aginco Tarifa PVP 2022Documento279 páginasAginco Tarifa PVP 2022VEMATELAún no hay calificaciones
- EngranajesDocumento3 páginasEngranajesreneAún no hay calificaciones
- Maquinas FresadorasDocumento25 páginasMaquinas FresadorasMilagros Carolina Dugarte ReyesAún no hay calificaciones
- PDF Calculos Materiales DrywallDocumento3 páginasPDF Calculos Materiales Drywallpercy meza ramonAún no hay calificaciones
- Ametralladora M60Documento13 páginasAmetralladora M60Brendy RendonAún no hay calificaciones
- Heridas Producidas Por Proyectil de Arma de Fuego: Medicina Forense Dr. Salim CastañedaDocumento83 páginasHeridas Producidas Por Proyectil de Arma de Fuego: Medicina Forense Dr. Salim CastañedaDove BelieveAún no hay calificaciones
- Eixos Cardan ESP 0998Documento15 páginasEixos Cardan ESP 0998JosmellDanteAún no hay calificaciones
- Almacen25 241120Documento42 páginasAlmacen25 241120zathdom.00Aún no hay calificaciones
- Manual Battery YU20133-5Documento2 páginasManual Battery YU20133-5mkfranco777107Aún no hay calificaciones
- Insumos ElectricasDocumento2 páginasInsumos ElectricasJhosver OlanoAún no hay calificaciones
- Actividad Herramientas y EquipamientoDocumento2 páginasActividad Herramientas y EquipamientoErikaAriasAún no hay calificaciones
- AWH721Documento6 páginasAWH721lavadorasAún no hay calificaciones
- I CAL OPE 05 Instructivo de Taladro v1Documento4 páginasI CAL OPE 05 Instructivo de Taladro v1Pauli Rodriguez BernalesAún no hay calificaciones
- Taller 3 Fresado y TaladradoDocumento3 páginasTaller 3 Fresado y TaladradoAndres IsaacsAún no hay calificaciones
- Administracion de Material, Herramienta, Equipo yDocumento15 páginasAdministracion de Material, Herramienta, Equipo yJonathan RodriguezAún no hay calificaciones
- Familia HK SFP9Documento8 páginasFamilia HK SFP9Maty OkAún no hay calificaciones
- El SAR 21Documento2 páginasEl SAR 21Yuliana RuizAún no hay calificaciones
- VernierDocumento29 páginasVernierjoseph9royAún no hay calificaciones
- Herramientas y Mecanizados Industriales Ltda PDFDocumento6 páginasHerramientas y Mecanizados Industriales Ltda PDFDavid DiazAún no hay calificaciones