También podría gustarte
- Manual de Programacion Torno DoosanDocumento46 páginasManual de Programacion Torno DoosanAlejandro GonzalezAún no hay calificaciones
- Ejemplo Programacion g81Documento3 páginasEjemplo Programacion g81DanielOrtizAún no hay calificaciones
- Ejercicios Resueltos Control NuméricoDocumento4 páginasEjercicios Resueltos Control Numéricorakzgz100% (3)
- Codigo GDocumento1 páginaCodigo GKatherinne EsquivelAún no hay calificaciones
- ObjetivosDocumento10 páginasObjetivosJoel JimenezAún no hay calificaciones
- Manual de ProgramacionDocumento153 páginasManual de ProgramacionJosue Palacin100% (1)
- CNC FresaDocumento31 páginasCNC FresaaamarosaAún no hay calificaciones
- Codigos de Programacio TornoDocumento26 páginasCodigos de Programacio Tornovictor elias quintero tobarAún no hay calificaciones
- Procesos de Manufactura I Programación para Máquinas CNC: Profesor: Bastian Vergara Gallegos Correo: Bvergara@ubiobio - CLDocumento18 páginasProcesos de Manufactura I Programación para Máquinas CNC: Profesor: Bastian Vergara Gallegos Correo: Bvergara@ubiobio - CLBrhayams Gacitua GuiñezAún no hay calificaciones
- Apuntes Torno CNCDocumento24 páginasApuntes Torno CNCSuli ZgzAún no hay calificaciones
- 2 Programacion A Pie de MaquinaDocumento22 páginas2 Programacion A Pie de Maquinajuan carlos RojasAún no hay calificaciones
- Ciclos de Taladrado G81, G82 Y G83: María de La Luz Casillas Cano, 1830366, 602Documento10 páginasCiclos de Taladrado G81, G82 Y G83: María de La Luz Casillas Cano, 1830366, 602Luz CasillasAún no hay calificaciones
- Codigo PreparatorioDocumento4 páginasCodigo PreparatorioJheferson PinillaAún no hay calificaciones
- Apuntes-Torno-Cnc - PROBLEMASDocumento24 páginasApuntes-Torno-Cnc - PROBLEMASSebastian AlarconAún no hay calificaciones
- Curso CNC CM DYNADocumento56 páginasCurso CNC CM DYNAPriscilaPalaciosAún no hay calificaciones
- Practicas Introduccion CNCDocumento23 páginasPracticas Introduccion CNCMartinHarrisAún no hay calificaciones
- Capacitacion Torno CNCDocumento27 páginasCapacitacion Torno CNCRene Fernando Palavecinos Gonzalez0% (1)
- DESPLAZAMIdddDocumento6 páginasDESPLAZAMIdddlololo2354Aún no hay calificaciones
- 3-11-2022-Programación TornoDocumento11 páginas3-11-2022-Programación TornoJOSE DAVID DIAZ SANCHEZAún no hay calificaciones
- 01 - TAF - Apuntes Pizarra Sesión CNCDocumento9 páginas01 - TAF - Apuntes Pizarra Sesión CNCLucy abad valenzuelaAún no hay calificaciones
- Curso de CNCDocumento45 páginasCurso de CNCNicolás Maquiavelo100% (2)
- Programacion de AlfilDocumento5 páginasProgramacion de AlfilJohan Christhofer Armas ValenciaAún no hay calificaciones
- Ejemplo de Programacion para Torno CNCDocumento3 páginasEjemplo de Programacion para Torno CNCLuis Miguel Verde BencomoAún no hay calificaciones
- Anexo Manual Fanuc Torno CNCDocumento13 páginasAnexo Manual Fanuc Torno CNCarturo_23eAún no hay calificaciones
- Programación de Un Mecanizado Simple en Códigos G CNCDocumento7 páginasProgramación de Un Mecanizado Simple en Códigos G CNCAlex RodriguezAún no hay calificaciones
- CLASE 2 CNCDocumento9 páginasCLASE 2 CNCCamiloCienfuegosAún no hay calificaciones
- Curso Torno RoscaDocumento16 páginasCurso Torno Roscaluislobo10Aún no hay calificaciones
- CodigoDocumento10 páginasCodigoDavid DsvAún no hay calificaciones
- Programación ManualDocumento25 páginasProgramación ManualSaul Serrano CahuantziAún no hay calificaciones
- Ejercicios de Programacion en Torno CNCDocumento17 páginasEjercicios de Programacion en Torno CNCAntonio AcostaAún no hay calificaciones
- Programas CNCDocumento26 páginasProgramas CNCdiegueins84Aún no hay calificaciones
- GUIA RÁPIDA SIEMENS 802C TORNO OkDocumento19 páginasGUIA RÁPIDA SIEMENS 802C TORNO OkCarlos AtienzoAún no hay calificaciones
- CNC Manual G&M (3640)Documento16 páginasCNC Manual G&M (3640)Charly JimenezAún no hay calificaciones
- Practica de CNCDocumento11 páginasPractica de CNCJaimeAún no hay calificaciones
- Explicacion Programa CNC WinunisoftDocumento9 páginasExplicacion Programa CNC WinunisoftjstorohAún no hay calificaciones
- Introducción Al CNCDocumento28 páginasIntroducción Al CNCmecaboscoAún no hay calificaciones
- CODIGOSDocumento11 páginasCODIGOSEdith SepulvedaAún no hay calificaciones
- g70 ProgramacionDocumento9 páginasg70 ProgramacionEnrique Salazar BaezAún no hay calificaciones
- Programacion Torno Ck6032 Maquinas CNCDocumento6 páginasProgramacion Torno Ck6032 Maquinas CNCaldinaenAún no hay calificaciones
- Ejemplo Pieza Torneado CNC Con WINUNISOFT PDFDocumento5 páginasEjemplo Pieza Torneado CNC Con WINUNISOFT PDFarnaldodsAún no hay calificaciones
- Programacion Codigo GDocumento5 páginasProgramacion Codigo GEdwin PozoAún no hay calificaciones
- Ejercicios de Clase Sistemas Cad CamDocumento4 páginasEjercicios de Clase Sistemas Cad CamcesarAún no hay calificaciones
- LAB. ING. de Manufactura Aisitida Con CNCDocumento11 páginasLAB. ING. de Manufactura Aisitida Con CNCJuanMancoAún no hay calificaciones
- Ejemplo Programacion G84Documento2 páginasEjemplo Programacion G84DanielOrtizAún no hay calificaciones
- Programacion CNCDocumento4 páginasProgramacion CNCEnrique Salazar BaezAún no hay calificaciones
- Fanuc Prog Centro1Documento35 páginasFanuc Prog Centro1Obreros Cnc ChileAún no hay calificaciones
- POKEBOLA CNCDocumento4 páginasPOKEBOLA CNCJuan ScratchAún no hay calificaciones
- Programacion en CNC TecsupDocumento9 páginasProgramacion en CNC TecsupTony Chuquillanqui M.Aún no hay calificaciones
- Manual de Comandos para ManufacturaDocumento24 páginasManual de Comandos para ManufacturaLizbeth LopezAún no hay calificaciones
- 6-Ciclo DesbasteDocumento45 páginas6-Ciclo DesbasteYorman GomezAún no hay calificaciones
- Ejemplo Mecanizado PiezaDocumento16 páginasEjemplo Mecanizado PiezaSusy FgAún no hay calificaciones
- Ejercicios Seguimiento Perfil Torneado-SoluciónDocumento5 páginasEjercicios Seguimiento Perfil Torneado-SoluciónRíky FernándezAún no hay calificaciones
- Programacion FagorDocumento10 páginasProgramacion FagorEulalio LopezAún no hay calificaciones
- Ejercicio G-CodeDocumento4 páginasEjercicio G-CodeEduardo Jhean Pool Vasquez BenitesAún no hay calificaciones
- Programación de Control Numerico ISO Estandar - DesbloqueadoDocumento13 páginasProgramación de Control Numerico ISO Estandar - DesbloqueadoEdson Lizarazu OsinagaAún no hay calificaciones
- Fanuc Prog CentroDocumento27 páginasFanuc Prog CentroClaudio Salcedo CoaquiraAún no hay calificaciones
- Quien Invento El VoleibolDocumento3 páginasQuien Invento El VoleibolCristian Chrysler33% (3)
- Manual Crux BE44Documento63 páginasManual Crux BE44JeovannyAlexanderMatamorosSanchezAún no hay calificaciones
- Herramientas para PerforarDocumento22 páginasHerramientas para PerforarRoland Chauca DoroteoAún no hay calificaciones
- PRO-SHOP Lista de Precios PDFDocumento8 páginasPRO-SHOP Lista de Precios PDFAnonymous JbELHZvAún no hay calificaciones
- CCD Tr417e EsDocumento116 páginasCCD Tr417e EsAleksa FloresAún no hay calificaciones
- RodamientosDocumento542 páginasRodamientosManu Isidro TorresAún no hay calificaciones
- Base InsumosDocumento172 páginasBase InsumosDAVEAún no hay calificaciones
- Manual de Usuario Sony XM-ZR604 (Español - 2 Páginas)Documento1 páginaManual de Usuario Sony XM-ZR604 (Español - 2 Páginas)Osvaldo Retama ResendizAún no hay calificaciones
- 35k79a000 Xr190l-EspDocumento3 páginas35k79a000 Xr190l-EspJaiderAún no hay calificaciones
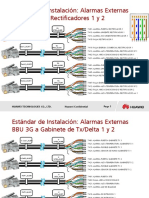
- Estándar de Instalación Alarmas Externas v2 - Claro GSM ModernizationDocumento12 páginasEstándar de Instalación Alarmas Externas v2 - Claro GSM ModernizationCharles Tafur Arenazas100% (2)
- 11 7M1 InvestigacionDocumento60 páginas11 7M1 InvestigacionJosé Antonio GonzálezAún no hay calificaciones
- EDP-OP-PETS 010 Instalación y Anclado de Maquina de Perforacion Diamantina H400, LM90, LM55, H200Documento2 páginasEDP-OP-PETS 010 Instalación y Anclado de Maquina de Perforacion Diamantina H400, LM90, LM55, H200Jorge Terrones CAún no hay calificaciones
- 8997 2680 00 Spare Parts Catalogue - PDF-páginas-1Documento103 páginas8997 2680 00 Spare Parts Catalogue - PDF-páginas-1Percy SalazarAún no hay calificaciones
- Máquinas HerramientaDocumento76 páginasMáquinas HerramientaLuis Eduardo RamirezAún no hay calificaciones
- Despiece SRM22GES 22001001 22999999 PDFDocumento14 páginasDespiece SRM22GES 22001001 22999999 PDFDiego ScheilmesAún no hay calificaciones
- Caja Mecanica de Nissan Navarra - En.esDocumento83 páginasCaja Mecanica de Nissan Navarra - En.esAiman ZanaAún no hay calificaciones
- Herramientas PesadasDocumento3 páginasHerramientas PesadasDAVIDAún no hay calificaciones
- Manual de Instrucciones TORNO DE BANCODocumento19 páginasManual de Instrucciones TORNO DE BANCOGiovanny Giglio InostrozaAún no hay calificaciones
- Catalogo Tornillería TORMETALDocumento20 páginasCatalogo Tornillería TORMETALLuciano SalituriAún no hay calificaciones
- ALIGNEO CursoDocumento38 páginasALIGNEO CursoGonzalo Corrales Bouroncle100% (1)
- Cuidado de Refrigerios - I Bimestre (Abril) PrimDocumento4 páginasCuidado de Refrigerios - I Bimestre (Abril) PrimSonia Cristina CARRASCO JIMENEZAún no hay calificaciones
- SpanishDocumento31 páginasSpanishCristian David MurielAún no hay calificaciones
- Prueba Hidraulica de AguaDocumento23 páginasPrueba Hidraulica de AguaEdwin QuispeAún no hay calificaciones
- C - Em011 - 23 InvimaDocumento68 páginasC - Em011 - 23 InvimaMonica Cepeda CepedaAún no hay calificaciones
- Vitacora Chi02Documento70 páginasVitacora Chi02danielAún no hay calificaciones
- Hoja de Procesos Practica de TornoDocumento4 páginasHoja de Procesos Practica de TornoJesus SerranoAún no hay calificaciones
- Operaciones TornoDocumento23 páginasOperaciones TornoIvanOvalle30% (1)
- Seccion Buloneria PDFDocumento67 páginasSeccion Buloneria PDFSantiago CapiatoAún no hay calificaciones
- 3M Terminales EnchufablesDocumento4 páginas3M Terminales EnchufablesLuis Fernando Bustillo EspinozaAún no hay calificaciones
- Mantenimiento Instalaciones Gases Medicinales 5Documento4 páginasMantenimiento Instalaciones Gases Medicinales 5Carlos Morales PérezAún no hay calificaciones