También podría gustarte
- Tendencias de la investigación en ingeniería ambientalDe EverandTendencias de la investigación en ingeniería ambientalCalificación: 5 de 5 estrellas5/5 (1)
- Tesis Daniel Vilchis JimenezDocumento86 páginasTesis Daniel Vilchis JimenezEduardo Isaid Sanchez RamosAún no hay calificaciones
- Diseño de Una Aspiradora Selectora InformeDocumento63 páginasDiseño de Una Aspiradora Selectora InformeAbraham Angelo Cayetano AlvarezAún no hay calificaciones
- Proyecto Ladrillos de Plastico Rev 07Documento63 páginasProyecto Ladrillos de Plastico Rev 07Sandro RomeroAún no hay calificaciones
- Lisbeth Ofelia Huaman Quispe PirometalurgicaDocumento75 páginasLisbeth Ofelia Huaman Quispe Pirometalurgicajuan carlosAún no hay calificaciones
- Actividades de Alto Riesgo - MTPEDocumento5 páginasActividades de Alto Riesgo - MTPEDiario GestiónAún no hay calificaciones
- Diseño de Torres de AbsorcionDocumento12 páginasDiseño de Torres de Absorcionrodrigo medinaAún no hay calificaciones
- Microbiologia Del SueloDocumento93 páginasMicrobiologia Del SuelofracucarAún no hay calificaciones
- Tciv 15 PDFDocumento158 páginasTciv 15 PDFEduca& DiseñaAún no hay calificaciones
- Planta Procesadora Cochinilla Obtencion CarminDocumento107 páginasPlanta Procesadora Cochinilla Obtencion CarminJuan Carlos Najarro0% (1)
- Tratamiento de Agua Por ElectrocoagulacionDocumento106 páginasTratamiento de Agua Por ElectrocoagulacionHarold Quiroz TorricoAún no hay calificaciones
- Loctite PC 7227 EspañolDocumento3 páginasLoctite PC 7227 Españolfrancisca ferrer100% (1)
- AMlacueaDocumento114 páginasAMlacueaMaryori Saavedra PeredaAún no hay calificaciones
- Libro blanco de Esclerosis Múltiple en España 2020De EverandLibro blanco de Esclerosis Múltiple en España 2020Aún no hay calificaciones
- IV FIN 107 TE Zarate Caja 2019Documento120 páginasIV FIN 107 TE Zarate Caja 2019JamesAún no hay calificaciones
- Trabajo de Grado FinalDocumento74 páginasTrabajo de Grado FinalOSCAR ALBERTO MOLINA JUAREZAún no hay calificaciones
- Extracción ColagenoDocumento79 páginasExtracción ColagenoDiego YakerasoAún no hay calificaciones
- La Orden Del Buen CaminanteDocumento124 páginasLa Orden Del Buen CaminanteCHIFFLES ANDINOSAún no hay calificaciones
- Tesis - Revisada Ana TorresDocumento104 páginasTesis - Revisada Ana TorresVictor Raul Apaza MAún no hay calificaciones
- Plan de Importación de Hilados de Poliester Alta Tenacidad para La Empresa Textiles Omnes S.ADocumento81 páginasPlan de Importación de Hilados de Poliester Alta Tenacidad para La Empresa Textiles Omnes S.AOsvaldo MamaniAún no hay calificaciones
- Cocona DoDocumento141 páginasCocona DoDaliaParraPalaciosAún no hay calificaciones
- Tesis IA256 PalDocumento211 páginasTesis IA256 PalMaribel GomezAún no hay calificaciones
- Diseño Técnico Filtro de Sepiolita - EFLUENTEDocumento44 páginasDiseño Técnico Filtro de Sepiolita - EFLUENTEEmma Gabriela ParodyAún no hay calificaciones
- Control de Calidad Del Proyecto Edificio Casa Puyana de Urbanas S.A. y Elaboracion de Un Manual Del Proceso Constructivo de Muros AncladosDocumento92 páginasControl de Calidad Del Proyecto Edificio Casa Puyana de Urbanas S.A. y Elaboracion de Un Manual Del Proceso Constructivo de Muros Ancladosenrique cabreraAún no hay calificaciones
- Evaluacion - Estudio - Red - Abastecimiento - AguaDocumento95 páginasEvaluacion - Estudio - Red - Abastecimiento - AguaSergioAún no hay calificaciones
- Tesis Mpygiu - Sicari FabianDocumento170 páginasTesis Mpygiu - Sicari FabianFreidelys PadrónAún no hay calificaciones
- Efecto Del Reciclado de Las Fibras de Las Botellas PET en Las Propiedades Del Concreto Normal PDFDocumento96 páginasEfecto Del Reciclado de Las Fibras de Las Botellas PET en Las Propiedades Del Concreto Normal PDFyeisonAún no hay calificaciones
- Universidad Nacional de Moquegua: Escuela Profesional de Ingenieria AmbientalDocumento152 páginasUniversidad Nacional de Moquegua: Escuela Profesional de Ingenieria AmbientalJose ParAún no hay calificaciones
- Coagulante Natural SAN PEDRO en El Rio CachiDocumento36 páginasCoagulante Natural SAN PEDRO en El Rio CachiBRECHNER PAREDES HUAMANIAún no hay calificaciones
- Trabajo de Titulación PUCEDocumento169 páginasTrabajo de Titulación PUCEFelipe FloresAún no hay calificaciones
- Estandarización de La Producción de Bocashi y Compost Como Fertilizante para Aplicar A Las HuertaDocumento79 páginasEstandarización de La Producción de Bocashi y Compost Como Fertilizante para Aplicar A Las HuertajilbyohanAún no hay calificaciones
- Propuesta de Una Metodología de Producción para La Obtencion de Suavisante Textil en Industria JaboneraDocumento126 páginasPropuesta de Una Metodología de Producción para La Obtencion de Suavisante Textil en Industria Jaboneraveronica veliAún no hay calificaciones
- Caracterizacion de Los Residuos Solidos Generados Durante El Proceso de Generacion de Energia Electria en La Centtral Hidroelectrica GeraDocumento127 páginasCaracterizacion de Los Residuos Solidos Generados Durante El Proceso de Generacion de Energia Electria en La Centtral Hidroelectrica GeraChristopher VegaAún no hay calificaciones
- Universidad Nacional de San Agustín Escuela de PosgradoDocumento150 páginasUniversidad Nacional de San Agustín Escuela de PosgradoLeydy Paola Cruz SullonAún no hay calificaciones
- Vulnerabilidad Acuíferos AmbalemaDocumento102 páginasVulnerabilidad Acuíferos AmbalemaSole Cabrera AnahuaAún no hay calificaciones
- Victorio Yantas Deyvis SaúlDocumento181 páginasVictorio Yantas Deyvis Saúlmanuel gonzalesAún no hay calificaciones
- TSP - Arturo Gamarra RamosDocumento132 páginasTSP - Arturo Gamarra RamosJULIO BAILON CANDEIRAAún no hay calificaciones
- Plantilla Modelo de Informe CapstoneDocumento71 páginasPlantilla Modelo de Informe Capstonepedro javier saavedra martinezAún no hay calificaciones
- Alex Cesar Ticona MamaniDocumento85 páginasAlex Cesar Ticona MamaniAlex TiconaAún no hay calificaciones
- Sistema para Exhibir Productos Elaborados Por Los Internos en El Establecimiento Penitenciario de La Ciudad de Puno Mediante El Catálogo Virtual 2019Documento130 páginasSistema para Exhibir Productos Elaborados Por Los Internos en El Establecimiento Penitenciario de La Ciudad de Puno Mediante El Catálogo Virtual 2019MAMANI MENDOZA RENE GREGORIOAún no hay calificaciones
- Modelo Sustentable de Producción de Plátano Dominico Hartón (MusaDocumento68 páginasModelo Sustentable de Producción de Plátano Dominico Hartón (Musajose eyder hernandez gonzalezAún no hay calificaciones
- RamirezPaola 2019 DesarrolloAgregadoLigeroDocumento70 páginasRamirezPaola 2019 DesarrolloAgregadoLigeroAdrian HernandezAún no hay calificaciones
- Estudio de Prefactibilidad Sobre Un Producto A Base Del Agro - Pintura A Base de La Remolacha 2Documento76 páginasEstudio de Prefactibilidad Sobre Un Producto A Base Del Agro - Pintura A Base de La Remolacha 2Justin GarzonAún no hay calificaciones
- Lagunas de ProcesosDocumento69 páginasLagunas de ProcesosErik Carhuallanqui JacobiAún no hay calificaciones
- Enriquez Tapia Yony BeluDocumento120 páginasEnriquez Tapia Yony BeluCarlos Jimmy Flores ChoqueAún no hay calificaciones
- Quispe Tito Sheyla PDFDocumento140 páginasQuispe Tito Sheyla PDFRodrigo PacoAún no hay calificaciones
- Sierra Lopinta Haret GonzaloDocumento167 páginasSierra Lopinta Haret GonzaloJhulisa Ore VegaAún no hay calificaciones
- Gutierrez Vargas - Trabajo InvDocumento15 páginasGutierrez Vargas - Trabajo Invjorge gutierrez vargasAún no hay calificaciones
- Choquehuanca Ramos Johan NapoleonDocumento119 páginasChoquehuanca Ramos Johan NapoleonRomario Tapia TapiaAún no hay calificaciones
- GuevaraEduard2019 PDFDocumento196 páginasGuevaraEduard2019 PDFandru2176Aún no hay calificaciones
- David Ademir Lindo SilopuDocumento72 páginasDavid Ademir Lindo SilopuseidaAún no hay calificaciones
- AMlacueaDocumento114 páginasAMlacueajose0% (1)
- AMlacuea PDFDocumento114 páginasAMlacuea PDFGuevara Reyes AndyAún no hay calificaciones
- Proyecto Arepas El Sol Ltda.Documento44 páginasProyecto Arepas El Sol Ltda.Edwin CorreaAún no hay calificaciones
- Quispe Chachaque Gladys PDFDocumento70 páginasQuispe Chachaque Gladys PDFaldairAún no hay calificaciones
- Ladrillos de Concreto Con Plástico Pet Reciclado PDFDocumento173 páginasLadrillos de Concreto Con Plástico Pet Reciclado PDFWinder GVAún no hay calificaciones
- Tesis 2018 FinalDocumento154 páginasTesis 2018 FinalJavier RomeroAún no hay calificaciones
- TESISSSSSSSDocumento232 páginasTESISSSSSSSJenrry Jamer Rodrigo VitonAún no hay calificaciones
- Jorge Gabriel Durant BrodenDocumento125 páginasJorge Gabriel Durant BrodenCfghjll ComprnAún no hay calificaciones
- Comparación Técnica y Económica Del Monitoreo de Taludes o Laderas Inestables en El Municipio de Zetaquirá-Boyacá Mediante Técnica Tradicionales de Topografía y Técnica Moderna de DronesDocumento49 páginasComparación Técnica y Económica Del Monitoreo de Taludes o Laderas Inestables en El Municipio de Zetaquirá-Boyacá Mediante Técnica Tradicionales de Topografía y Técnica Moderna de DronesVivian Elisa RODRIGUEZ MORENOAún no hay calificaciones
- Gonzáles López Gia Pro PDFDocumento319 páginasGonzáles López Gia Pro PDFMarioCazaAún no hay calificaciones
- PDFDocumento97 páginasPDFjennifer venceAún no hay calificaciones
- Aplicación de Dos Métodos (Encerado o Inmersión en Cloruro de Calcio) para La Conservación Poscosecha Del Aguaymanto (Physalis Peruviana) Sin CálizDocumento152 páginasAplicación de Dos Métodos (Encerado o Inmersión en Cloruro de Calcio) para La Conservación Poscosecha Del Aguaymanto (Physalis Peruviana) Sin CálizevelynAún no hay calificaciones
- AcevedoAlejandro2013 PDFDocumento70 páginasAcevedoAlejandro2013 PDFLastra RLAún no hay calificaciones
- Responsabilidad Social Empresarial: Competividad y casos de buenas prácticas en PymesDe EverandResponsabilidad Social Empresarial: Competividad y casos de buenas prácticas en PymesAún no hay calificaciones
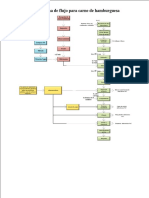
- Diagrama de Flujo HamburguesaDocumento1 páginaDiagrama de Flujo HamburguesaBrian Rolando Cerros FonsecaAún no hay calificaciones
- Acido FormicoDocumento19 páginasAcido FormicoAdlin G. Rossy GutierrezAún no hay calificaciones
- 5º de Secundaria - QMCDocumento1 página5º de Secundaria - QMCJenny Marina Benito QuijuaAún no hay calificaciones
- Soldadura de Gas InerteDocumento13 páginasSoldadura de Gas InerteJose Gustavo Cedeño AAún no hay calificaciones
- ArsenicoDocumento4 páginasArsenicoYuli QlAún no hay calificaciones
- Manual de Propietario AconcaguaDocumento33 páginasManual de Propietario AconcaguahacabreraAún no hay calificaciones
- Capitulo 3-Reactivos de FlotacionDocumento39 páginasCapitulo 3-Reactivos de FlotacioncinthiaAún no hay calificaciones
- k100 - Canal Con Riel de Acero GalvanizadoDocumento2 páginask100 - Canal Con Riel de Acero GalvanizadoMARIO JESUS ROCHA CABANILLASAún no hay calificaciones
- Tesis Cesar Rosas RevisiónDocumento90 páginasTesis Cesar Rosas RevisiónMarc Timothy GoodfellowAún no hay calificaciones
- L. GDIET001 - Instalac Conex Agua Alcant Mantenimiento PDFDocumento9 páginasL. GDIET001 - Instalac Conex Agua Alcant Mantenimiento PDFalbertAún no hay calificaciones
- TECNO - G05 - Concreto de Alta Resistencia (CAR) - ResumenDocumento3 páginasTECNO - G05 - Concreto de Alta Resistencia (CAR) - ResumenFabricio TisocAún no hay calificaciones
- NY Concretos EspecialesDocumento68 páginasNY Concretos EspecialesBoris EspinoAún no hay calificaciones
- Emboquillado para Zanja de CoronaciónDocumento4 páginasEmboquillado para Zanja de Coronaciónpaulo cesar arteaga polancoAún no hay calificaciones
- Requerimientos de Aire - Minería - Ventilación MinasDocumento34 páginasRequerimientos de Aire - Minería - Ventilación MinasMichael Brian Mandujano RamosAún no hay calificaciones
- Especificaciones TecnicasDocumento21 páginasEspecificaciones TecnicasheycerAún no hay calificaciones
- Electrolux Dishwasher 506KESDocumento20 páginasElectrolux Dishwasher 506KESgschlachter2Aún no hay calificaciones
- A E.tec - Planta CorralDocumento4 páginasA E.tec - Planta CorralAlvaro ReyesAún no hay calificaciones
- Consolidacion InformeDocumento14 páginasConsolidacion InformeCristian HuayhuaAún no hay calificaciones
- Unidad 4 Gases Ideales y RealesDocumento17 páginasUnidad 4 Gases Ideales y RealesJAVIER ALEJANDRO CONTRERAS MORAAún no hay calificaciones
- Tarea 4 Sistemas Abiertos y CerradosDocumento2 páginasTarea 4 Sistemas Abiertos y CerradosAnonymous E6LYJ3AAún no hay calificaciones
- El Agua de AmasadoDocumento27 páginasEl Agua de AmasadoGuelo16Aún no hay calificaciones
- Practica 4, F - Gravimetria 1: Determinación de HumedadDocumento8 páginasPractica 4, F - Gravimetria 1: Determinación de HumedadJulio BurgosAún no hay calificaciones
- Ensayo de Corte Directo, Cohesión y Ángulo de Fricción.Documento19 páginasEnsayo de Corte Directo, Cohesión y Ángulo de Fricción.Carlos Rondon FloresAún no hay calificaciones
- 2.1. Cambios de Longitud en Elementos Cargados AxialmenteDocumento7 páginas2.1. Cambios de Longitud en Elementos Cargados AxialmenteJesus Rodelo100% (1)
- Lista de Utiles de PreescolarDocumento4 páginasLista de Utiles de PreescolarKarol ValenciaAún no hay calificaciones