También podría gustarte
- Estudio de Suelos 20201204 0003Documento20 páginasEstudio de Suelos 20201204 0003Madiley Pelaez TamayoAún no hay calificaciones
- Ficha Tecnica CTDocumento1 páginaFicha Tecnica CTyessica traianaAún no hay calificaciones
- PARTE3Documento1 páginaPARTE3BRAULIO EMMANUEL MARTINDELCAMPO RAMIREZAún no hay calificaciones
- Ilovepdf - Merged (4) - MergedDocumento14 páginasIlovepdf - Merged (4) - MergedBerson Pallani IhueAún no hay calificaciones
- Calculo de Un Hidrograma UnitarioDocumento3 páginasCalculo de Un Hidrograma UnitarioCruz EduardoAún no hay calificaciones
- Presupuesto ViveroDocumento1 páginaPresupuesto ViveroCancio Rojas Colque100% (1)
- 7.3.1 Coordinación de La Protección-Celendín-okDocumento21 páginas7.3.1 Coordinación de La Protección-Celendín-okClemente Capani Juan AlfonsoAún no hay calificaciones
- Complementaria 4 - ControlDocumento2 páginasComplementaria 4 - ControlmacaAún no hay calificaciones
- Taller Batelle Columbus (2021-A) Aire y AguaDocumento4 páginasTaller Batelle Columbus (2021-A) Aire y AguaTIMANA CASTILLO YSMAEL NARCISOAún no hay calificaciones
- ProduccionDocumento8 páginasProduccionVanessa ArismendiAún no hay calificaciones
- ChapiDocumento8 páginasChapiJose Antonio Anaya MolloAún no hay calificaciones
- Filtro Grueso Dinamico Campus VirtualDocumento38 páginasFiltro Grueso Dinamico Campus Virtualcisco ceroAún no hay calificaciones
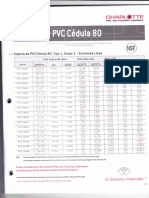
- Clases de Tuberia PVC Dedula 80Documento3 páginasClases de Tuberia PVC Dedula 80Juan CaceresAún no hay calificaciones
- Universidad de Las Fuerzas Armadas Espe: Proucción IndustrialDocumento9 páginasUniversidad de Las Fuerzas Armadas Espe: Proucción IndustrialPabloAmbatoAún no hay calificaciones
- CB19 AdaptaciónDocumento27 páginasCB19 AdaptaciónEdna KarineAún no hay calificaciones
- Cotizacion - 1 2019Documento2 páginasCotizacion - 1 2019alnk21Aún no hay calificaciones
- Copia de Estudio de Caso 0 Estudio de Mercado y Estudio Técnico - Costos V1Documento4 páginasCopia de Estudio de Caso 0 Estudio de Mercado y Estudio Técnico - Costos V1adexis KampoAún no hay calificaciones
- 9-FR2 R3140 05082021Documento766 páginas9-FR2 R3140 05082021Adrian LunaAún no hay calificaciones
- Ejemplo CapacidadesDocumento10 páginasEjemplo CapacidadesTania Fernanda Mesa TorresAún no hay calificaciones
- Soil 011-0129685 COTIZACION 1Documento1 páginaSoil 011-0129685 COTIZACION 1Edgar YauriAún no hay calificaciones
- Resumen Cal Hidratada para AsfaltoDocumento6 páginasResumen Cal Hidratada para AsfaltoIngeoarq SacAún no hay calificaciones
- Primera Práctica CalificadaDocumento2 páginasPrimera Práctica CalificadaPAULO CESAR MARTINEZ CUELLARAún no hay calificaciones
- Ejercicio 4 Caso StanleyDocumento55 páginasEjercicio 4 Caso StanleyIvan LopezAún no hay calificaciones
- Pilotes Ejecución y Características IDocumento33 páginasPilotes Ejecución y Características IMarilo MonteroAún no hay calificaciones
- Epi PrimhoDocumento2 páginasEpi PrimhoCleber Viana BarrosAún no hay calificaciones
- Unitar¡os: 0 Ol 0E TDocumento11 páginasUnitar¡os: 0 Ol 0E TIrisAún no hay calificaciones
- Ejercicio Planificación de La ProducciónDocumento8 páginasEjercicio Planificación de La ProducciónMauricio Barraza0% (1)
- Maximos y MinimosDocumento610 páginasMaximos y MinimoskatagnAún no hay calificaciones
- Propiedades Acero Inox Serie 300Documento1 páginaPropiedades Acero Inox Serie 300JoRge AlvarezAún no hay calificaciones
- επανάληψηDocumento4 páginasεπανάληψηmiles davisAún no hay calificaciones
- Ejercicio 8 MicroDocumento3 páginasEjercicio 8 MicroMorocho A. Alfredo50% (2)
- Correas Transportadoras AbeltDocumento6 páginasCorreas Transportadoras AbeltroAún no hay calificaciones
- Blue CarbonDocumento5 páginasBlue CarbonJonatan PonceAún no hay calificaciones
- Pauta Pregunta 1Documento3 páginasPauta Pregunta 1Nicolas GutierrezAún no hay calificaciones
- Planeacion de La CapacidadDocumento3 páginasPlaneacion de La CapacidadGabriela JiménezAún no hay calificaciones
- MFT3 PDFDocumento18 páginasMFT3 PDFGonzález Trejo Mónica LizbethAún no hay calificaciones
- PREST UG PU 009 - 13 (BenchMarking SLS Noviembre 13)Documento10 páginasPREST UG PU 009 - 13 (BenchMarking SLS Noviembre 13)Luan MonteiroAún no hay calificaciones
- Examen Excel 3Documento2 páginasExamen Excel 3NICOLÁS CHEPILLAN VILLEGASAún no hay calificaciones
- Presupuesto Gancho PoleaDocumento2 páginasPresupuesto Gancho PoleaMar Sed Garcia100% (1)
- Consolidadopartidaunitario - Torres Quevedo Gean PierreDocumento12 páginasConsolidadopartidaunitario - Torres Quevedo Gean PierreGEAN PIERRE TORRES QUEVEDOAún no hay calificaciones
- Costos Soda JeansDocumento256 páginasCostos Soda JeansJoel Julca GarciaAún no hay calificaciones
- HC5VXGRYT2NBE7ITAB3SS5W4TUDocumento2 páginasHC5VXGRYT2NBE7ITAB3SS5W4TUkatheryn grados guaniloAún no hay calificaciones
- Tecnología Del Concreto 2018-Ii: Apellidos y Nombres: CódigoDocumento6 páginasTecnología Del Concreto 2018-Ii: Apellidos y Nombres: CódigoYack reyder Caceres solierAún no hay calificaciones
- Práctica 3. Índice de Trabajo de Un MineralDocumento12 páginasPráctica 3. Índice de Trabajo de Un MineralRene SolanoAún no hay calificaciones
- Calculos de Flota Carguio y TransportDocumento4 páginasCalculos de Flota Carguio y TransportMelissa RochaAún no hay calificaciones
- 9 Costos de DFIDocumento4 páginas9 Costos de DFIDiego Yapapasca PAún no hay calificaciones
- Taller Pre CA Batelle Columbus2020-A-2Documento3 páginasTaller Pre CA Batelle Columbus2020-A-2YEMER ALEX MENESES CULLANCOAún no hay calificaciones
- Juan Aguas GeologíaDocumento4 páginasJuan Aguas GeologíaShisui UchihaAún no hay calificaciones
- Taller Conversión de Unidades, Áreas FigurasDocumento3 páginasTaller Conversión de Unidades, Áreas FigurasSally Ortega100% (1)
- Columnas C 1Documento4 páginasColumnas C 1Henry RoyAún no hay calificaciones
- 01 Resumen GravaDocumento1 página01 Resumen GravaEhmanuel García RamírezAún no hay calificaciones
- Apu CotabambasDocumento7 páginasApu CotabambasEdson HuallaAún no hay calificaciones
- Plantilla Losa CimentacionDocumento12 páginasPlantilla Losa CimentacionJulio César Cerquín MinchanAún no hay calificaciones
- Plantilla Losa CimentacionDocumento12 páginasPlantilla Losa CimentacionGeison Campos BaltazarAún no hay calificaciones
- Ensayo Material de FiltroDocumento5 páginasEnsayo Material de FiltroKlitmer SeguraAún no hay calificaciones
- Exp. #23-0444 PDFDocumento1 páginaExp. #23-0444 PDFAlfredo ZegarraAún no hay calificaciones
- Laboratorio de Minería SuperficialDocumento9 páginasLaboratorio de Minería SuperficialPedro Alcarraz RojasAún no hay calificaciones
- Programación de Corto PlazoDocumento38 páginasProgramación de Corto PlazoJorge Montalban BenitesAún no hay calificaciones
- Catalogo Ferrocar PDFDocumento28 páginasCatalogo Ferrocar PDFCristian LopezAún no hay calificaciones
- Practica 1 TerminadaDocumento8 páginasPractica 1 TerminadaYunior Alexis Coronel BancesAún no hay calificaciones
- Ejercicios (21.ABR.2022)Documento13 páginasEjercicios (21.ABR.2022)Yunior Alexis Coronel BancesAún no hay calificaciones
- GeodesiaDocumento4 páginasGeodesiaYunior Alexis Coronel BancesAún no hay calificaciones
- Semana 11 y 12 Seminario de Prob. La TOCDocumento24 páginasSemana 11 y 12 Seminario de Prob. La TOCYunior Alexis Coronel BancesAún no hay calificaciones
- Semana 11 LEAN MANUFACTURING Y 5 SDocumento19 páginasSemana 11 LEAN MANUFACTURING Y 5 SYunior Alexis Coronel BancesAún no hay calificaciones
- Ejercicio Extra para Practicar (19.abr.2022)Documento7 páginasEjercicio Extra para Practicar (19.abr.2022)Yunior Alexis Coronel BancesAún no hay calificaciones
- Ejercicios (19.ABR.2022)Documento5 páginasEjercicios (19.ABR.2022)Yunior Alexis Coronel BancesAún no hay calificaciones
- Semana 4 Sistemas de InventariosDocumento20 páginasSemana 4 Sistemas de InventariosYunior Alexis Coronel BancesAún no hay calificaciones
- Semana 9 Distribucon de PlantaDocumento13 páginasSemana 9 Distribucon de PlantaYunior Alexis Coronel BancesAún no hay calificaciones
- Semana 7 CPM - JuegosDocumento39 páginasSemana 7 CPM - JuegosYunior Alexis Coronel BancesAún no hay calificaciones
- Semana 6 MRPDocumento30 páginasSemana 6 MRPYunior Alexis Coronel BancesAún no hay calificaciones
- Semana 10 Balance de LineasDocumento10 páginasSemana 10 Balance de LineasYunior Alexis Coronel BancesAún no hay calificaciones
- Semana 2 Pronosticos.Documento15 páginasSemana 2 Pronosticos.Yunior Alexis Coronel BancesAún no hay calificaciones
- SEMANA 1 Presentacion.Documento11 páginasSEMANA 1 Presentacion.Yunior Alexis Coronel BancesAún no hay calificaciones
- Sesion 6 Higiene I 2021Documento14 páginasSesion 6 Higiene I 2021Yunior Alexis Coronel BancesAún no hay calificaciones
- Sesion 1 ErgonomiaDocumento29 páginasSesion 1 ErgonomiaYunior Alexis Coronel BancesAún no hay calificaciones
- Semana 3 MODELOS DE Pronosticos.Documento14 páginasSemana 3 MODELOS DE Pronosticos.Yunior Alexis Coronel BancesAún no hay calificaciones
- Sesión 5 Mapa de Riesgos 2021Documento25 páginasSesión 5 Mapa de Riesgos 2021Yunior Alexis Coronel BancesAún no hay calificaciones
- Introduccion Al Marco Legal y Aspectos MercantilesDocumento9 páginasIntroduccion Al Marco Legal y Aspectos MercantilesDaniel ArenasAún no hay calificaciones
- Bancarizacion Intertel 2022Documento12 páginasBancarizacion Intertel 2022Vanesita Medina ChavezAún no hay calificaciones
- W.P - Compensación Retención Del Talento HumanoDocumento4 páginasW.P - Compensación Retención Del Talento Humanoluis eduardoAún no hay calificaciones
- Bolsa de Tokyo 1Documento8 páginasBolsa de Tokyo 1Bryan Rodriguez100% (1)
- Diseñar Un Plan Modelo de GestionDocumento7 páginasDiseñar Un Plan Modelo de GestionDIANA MARCELA DIAZ BARRIENTOSAún no hay calificaciones
- Tema 3 Atención Al Cliente Grado MedioDocumento20 páginasTema 3 Atención Al Cliente Grado Medioalbamontorolopez00Aún no hay calificaciones
- Ley #31072, Ley de La Sociedad de Beneficio e Interés Colectivo (Sociedad BIC)Documento4 páginasLey #31072, Ley de La Sociedad de Beneficio e Interés Colectivo (Sociedad BIC)J. Eduardo Castañeda VelásquezAún no hay calificaciones
- Competencia Monopolistica: Capítulo 16Documento11 páginasCompetencia Monopolistica: Capítulo 16AideéAún no hay calificaciones
- PERFIL Huanuco v3Documento88 páginasPERFIL Huanuco v3juan manuel palominoAún no hay calificaciones
- Manual de Operaciones de La OzsfcoDocumento9 páginasManual de Operaciones de La Ozsfcojover leche quispeAún no hay calificaciones
- Instalaciones SanitariasDocumento27 páginasInstalaciones SanitariasSol CortézAún no hay calificaciones
- Como Ahorrar Sin Perder La CabeDocumento155 páginasComo Ahorrar Sin Perder La CabeAngel GodinezAún no hay calificaciones
- Solución Parcial Grupal Contabilidad PúblicaDocumento10 páginasSolución Parcial Grupal Contabilidad PúblicaAngel David Villafañe VillafañeAún no hay calificaciones
- Comunicado Manejo de Redes SocialesDocumento2 páginasComunicado Manejo de Redes SocialesAngela M. HernándezAún no hay calificaciones
- Guia Primera Parte MacroeconomíaDocumento39 páginasGuia Primera Parte MacroeconomíaPablo LevitAún no hay calificaciones
- Trabajo Práctico - FranquiciasDocumento11 páginasTrabajo Práctico - FranquiciasRuth AtalaAún no hay calificaciones
- Ficha Postulacion SINEACEDocumento3 páginasFicha Postulacion SINEACEalfredoAún no hay calificaciones
- I.dev. Vehiculo 1008 FranciscoDocumento10 páginasI.dev. Vehiculo 1008 FranciscoJaime Cesar Aguilar CatariAún no hay calificaciones
- Mapa Conceptual Normas ISODocumento3 páginasMapa Conceptual Normas ISOMaycon CLAún no hay calificaciones
- Fletamento Por VolumenDocumento22 páginasFletamento Por VolumenirmaAún no hay calificaciones
- NORMATIVA Vigente PQV 0005 SIAHO en El Proceso de ContrataciónDocumento64 páginasNORMATIVA Vigente PQV 0005 SIAHO en El Proceso de Contrataciónjuarezcas60% (5)
- Evaluacion Resolucin 0312 V3Documento57 páginasEvaluacion Resolucin 0312 V3nancyAún no hay calificaciones
- Documento de Requerimientos de SoftwareDocumento3 páginasDocumento de Requerimientos de SoftwareGeraldine Del Rosario Nina ReynaAún no hay calificaciones
- Parcial 2 Grupo 9Documento12 páginasParcial 2 Grupo 9Isabella Alejandra Guerrero OrtizAún no hay calificaciones
- Contrato de FranquiciaDocumento2 páginasContrato de FranquiciaMiguel Eduardo HerreraAún no hay calificaciones
- Manual Conexion DesConectado SQL4Documento4 páginasManual Conexion DesConectado SQL4Moises H CJAún no hay calificaciones
- Taller Volumenes de TransitoDocumento9 páginasTaller Volumenes de TransitoMaritza Moná CanoAún no hay calificaciones
- Pre TareaDocumento5 páginasPre TareaHaner Dario HerreraAún no hay calificaciones
- Modelo Articulo Corto PDFDocumento6 páginasModelo Articulo Corto PDFAngie HinostrozaAún no hay calificaciones
- Descriptor de Cargo de Gerencia de Operaciones LogisticasDocumento2 páginasDescriptor de Cargo de Gerencia de Operaciones Logisticasdeisymendoza9Aún no hay calificaciones