También podría gustarte
- Electrónica básica: INGENIERÍA ELECTRÓNICA Y DE LAS COMUNICACIONESDe EverandElectrónica básica: INGENIERÍA ELECTRÓNICA Y DE LAS COMUNICACIONESCalificación: 5 de 5 estrellas5/5 (16)
- Ejercicio 5 HC Grafico XRDocumento3 páginasEjercicio 5 HC Grafico XRBrayan Stiven Melendez Limaylla100% (4)
- 2 Gráficos de ControlDocumento8 páginas2 Gráficos de ControlJuan Torres AcuñaAún no hay calificaciones
- Trabajo Entregable 2 Calidad TotalDocumento5 páginasTrabajo Entregable 2 Calidad TotalJorge CariAún no hay calificaciones
- Gráficos de ControlDocumento4 páginasGráficos de Controlluis chancasAún no hay calificaciones
- 2do Caso Del EntregableDocumento6 páginas2do Caso Del EntregableEL BRANDONAún no hay calificaciones
- TR 2 Calidad TotalDocumento5 páginasTR 2 Calidad TotalMiracle DotaAún no hay calificaciones
- KKKKDocumento3 páginasKKKKMARIA ISABEL SURIANO GOMEZAún no hay calificaciones
- Control de CalidadDocumento3 páginasControl de CalidadKarinaEstefanyRoqueAún no hay calificaciones
- Grafica de Control EstadisticoDocumento4 páginasGrafica de Control EstadisticoALEXANDRA RESTREPO ROMEROAún no hay calificaciones
- Ejercicio de Estadística Control de CalidadDocumento3 páginasEjercicio de Estadística Control de CalidadJulio Enrique Mendoza MosqueraAún no hay calificaciones
- Ejercicios de Control de Calidad RtyDocumento10 páginasEjercicios de Control de Calidad RtyAlex Sean Figueroa AyalaAún no hay calificaciones
- Examen Tecnología Del ConcretoDocumento2 páginasExamen Tecnología Del ConcretoNEYVER NILSON VASQUEZ LLAMOAún no hay calificaciones
- Problemario Parcial2 IvanYCarlosDocumento27 páginasProblemario Parcial2 IvanYCarlos175116Aún no hay calificaciones
- Cursogestionde ProcesostareaabsDocumento5 páginasCursogestionde ProcesostareaabsArmando Jhunior BecerraAún no hay calificaciones
- Ejercicio de La LoteríaDocumento6 páginasEjercicio de La LoteríaAleP_lAún no hay calificaciones
- Fisica LabDocumento2 páginasFisica Labgabriel andres cifuentes baqueroAún no hay calificaciones
- Ejercicio - Medidas de Tendencia Central, Variabilidad y de FormaDocumento9 páginasEjercicio - Medidas de Tendencia Central, Variabilidad y de FormaJuan Camilo RojasAún no hay calificaciones
- Diagrama de ControlDocumento2 páginasDiagrama de ControlJose Antonio JC CondeAún no hay calificaciones
- Trabajo Final ElectDocumento9 páginasTrabajo Final ElectAlejandro Abelé RuizAún no hay calificaciones
- Ejercicio EstadisticaDocumento6 páginasEjercicio EstadisticaGinia DiazAún no hay calificaciones
- Analisis de Rutas - BruceDocumento4 páginasAnalisis de Rutas - BruceVictor Hugo Santos SernaqueAún no hay calificaciones
- GeomecanicaDocumento8 páginasGeomecanicaJaime VidalAún no hay calificaciones
- Informe 1 Ingeniería de Carreteras TRAZO DE LA LINEA GRADIENTEDocumento17 páginasInforme 1 Ingeniería de Carreteras TRAZO DE LA LINEA GRADIENTESomos civilesAún no hay calificaciones
- Escalera 1Documento5 páginasEscalera 1sthiff hAún no hay calificaciones
- Programa de M y VDocumento8 páginasPrograma de M y VAnggelo Vasquez LaraAún no hay calificaciones
- Formato IriDocumento2 páginasFormato Irianon_388565865Aún no hay calificaciones
- Componentes MPDocumento80 páginasComponentes MPsebastian nasiAún no hay calificaciones
- Actividad 2 Práctica 1Documento13 páginasActividad 2 Práctica 1Lluvia ToralesAún no hay calificaciones
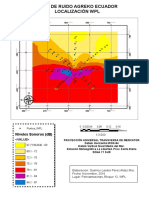
- Mapa WPLDocumento1 páginaMapa WPLmakaveli fmkAún no hay calificaciones
- Practica TirDocumento14 páginasPractica TirFelipe Félix Arias GutiérrezAún no hay calificaciones
- QuinchoDocumento3 páginasQuinchoDiego EdoAún no hay calificaciones
- Practica Estadistica PDFDocumento3 páginasPractica Estadistica PDFJason LopezAún no hay calificaciones
- Serie de Problemas 4Documento3 páginasSerie de Problemas 4Karla GalvánAún no hay calificaciones
- SD2 - Probabilidad y EstadisticaDocumento10 páginasSD2 - Probabilidad y EstadisticaPaola BlightAún no hay calificaciones
- CGEU CGEU-114 FORMATOALUMNOTRABAJOCrispinDocumento8 páginasCGEU CGEU-114 FORMATOALUMNOTRABAJOCrispinCaroline Crispin AvilaAún no hay calificaciones
- Ejercicios Tablas de Frecuencia Usando Microsoft ExcelDocumento13 páginasEjercicios Tablas de Frecuencia Usando Microsoft ExcelAna Maria CORTES MONTEALEGREAún no hay calificaciones
- Deber 3Documento4 páginasDeber 3matiasAún no hay calificaciones
- Seccion Transversal AlcantarillasDocumento1 páginaSeccion Transversal AlcantarillasKayser Guillermo GAún no hay calificaciones
- Esfuerzo Causado Por Una Carga PuntualDocumento4 páginasEsfuerzo Causado Por Una Carga PuntualChris GF0% (1)
- Libro 2Documento15 páginasLibro 2Rodrigo CandiaAún no hay calificaciones
- Ec2-Vasquez Zavalaga GabrieDocumento5 páginasEc2-Vasquez Zavalaga GabrieJorge TorresAún no hay calificaciones
- Quiz Concreto Ii B1Documento22 páginasQuiz Concreto Ii B1YULITZA PAOLA MARTINEZ MEDINAAún no hay calificaciones
- Tablas ProbabilidadDocumento66 páginasTablas ProbabilidadLuis HernandezAún no hay calificaciones
- Dial de CargaDocumento3 páginasDial de CargaAlexis Mariano R SantillanAún no hay calificaciones
- Curva Vertical Simetrica ConvexaDocumento2 páginasCurva Vertical Simetrica Convexauserpepo093Aún no hay calificaciones
- Plano Topografico Curvas de NivelDocumento1 páginaPlano Topografico Curvas de NivelMarco Caballero SanchezAún no hay calificaciones
- Catalogo BahcoDocumento124 páginasCatalogo BahcoLuis Arita100% (1)
- Estadistica Mixto 2022Documento2 páginasEstadistica Mixto 2022ClaudiaAún no hay calificaciones
- Graficos para Variable CuantitativaDocumento13 páginasGraficos para Variable CuantitativaYESSICA ALEJANDRA CUERVO PEDRAZAAún no hay calificaciones
- Univ - Ronald Chavez - Area de ColumDocumento3 páginasUniv - Ronald Chavez - Area de ColumChristian Chambi QuispeAún no hay calificaciones
- Actividad 1 - Simulación de ExcelDocumento98 páginasActividad 1 - Simulación de ExcelYuritzy Peña MaciasAún no hay calificaciones
- Tema de Clase-Tabla de FrecuenciasDocumento8 páginasTema de Clase-Tabla de FrecuenciasJohn GuamanAún no hay calificaciones
- PLANTILLA PARA ANALISIS MATRICIAL (Autoguardado) SssDocumento3 páginasPLANTILLA PARA ANALISIS MATRICIAL (Autoguardado) SssJULIO QUENTAAún no hay calificaciones
- Linea de ConduccionDocumento36 páginasLinea de ConduccionFrank Kevin Picòn SaldañaAún no hay calificaciones
- Cables 44 PDFDocumento1 páginaCables 44 PDFInstalaciones Eléctricas ResidencialesAún no hay calificaciones
- Resistencia de FrenadoDocumento5 páginasResistencia de FrenadoYerko Navarro FloresAún no hay calificaciones
- Ejercicios Libro Gutierrez PulidoDocumento5 páginasEjercicios Libro Gutierrez PulidoedramiAún no hay calificaciones
- Actividad 9. EjerciciosDocumento6 páginasActividad 9. EjerciciosJesus Alberto MartinezAún no hay calificaciones
- Informe 8Documento13 páginasInforme 8ERWIN VILLARROEL MENESESAún no hay calificaciones
- Caso 1 AtributosDocumento14 páginasCaso 1 AtributosERWIN VILLARROEL MENESESAún no hay calificaciones
- MARCO TEORICO y DESARROLLO EXPERIMENTAL ERWINDocumento6 páginasMARCO TEORICO y DESARROLLO EXPERIMENTAL ERWINERWIN VILLARROEL MENESESAún no hay calificaciones
- TRABAJO Grupal Examen SimulacroDocumento11 páginasTRABAJO Grupal Examen SimulacroERWIN VILLARROEL MENESESAún no hay calificaciones
- Examen FinalDocumento2 páginasExamen FinalERWIN VILLARROEL MENESESAún no hay calificaciones
- Resumen y Introduccion Erwin Villarroel MenesesDocumento5 páginasResumen y Introduccion Erwin Villarroel MenesesERWIN VILLARROEL MENESESAún no hay calificaciones
- Examenes de Labo de ReactoresDocumento4 páginasExamenes de Labo de ReactoresERWIN VILLARROEL MENESESAún no hay calificaciones
- Informe 5 Reactor de Tanque Agitaco ContinuoDocumento12 páginasInforme 5 Reactor de Tanque Agitaco ContinuoERWIN VILLARROEL MENESESAún no hay calificaciones
- Grafica de AtributosDocumento11 páginasGrafica de AtributosERWIN VILLARROEL MENESESAún no hay calificaciones
- Marco Teorico 5Documento4 páginasMarco Teorico 5ERWIN VILLARROEL MENESESAún no hay calificaciones
- Antecedentes y ObjetivosDocumento2 páginasAntecedentes y ObjetivosERWIN VILLARROEL MENESESAún no hay calificaciones
- Informe # 4-Grupo# 3-Labo. Reactores..Documento18 páginasInforme # 4-Grupo# 3-Labo. Reactores..ERWIN VILLARROEL MENESESAún no hay calificaciones
- Informe # 5-Grupo# 3-Labo. Reactores..Documento9 páginasInforme # 5-Grupo# 3-Labo. Reactores..ERWIN VILLARROEL MENESESAún no hay calificaciones
- Informe # 2-Grupo#3-Labo. ReactoresDocumento18 páginasInforme # 2-Grupo#3-Labo. ReactoresERWIN VILLARROEL MENESESAún no hay calificaciones
- Informe # 3-Grupo#3-Labo. ReactoresDocumento21 páginasInforme # 3-Grupo#3-Labo. ReactoresERWIN VILLARROEL MENESESAún no hay calificaciones
- Informe # 1-Grupo # 3 - Labo. ReactoresDocumento34 páginasInforme # 1-Grupo # 3 - Labo. ReactoresERWIN VILLARROEL MENESESAún no hay calificaciones
- Practica # 9 Grupo-2-Labo de Ope 1Documento13 páginasPractica # 9 Grupo-2-Labo de Ope 1ERWIN VILLARROEL MENESESAún no hay calificaciones
- Control de Calidad Exmen de Mesa 2da OpcionDocumento20 páginasControl de Calidad Exmen de Mesa 2da OpcionERWIN VILLARROEL MENESESAún no hay calificaciones
- Informe # 5 CristalizacionDocumento12 páginasInforme # 5 CristalizacionERWIN VILLARROEL MENESESAún no hay calificaciones
- Luz Ximena Poma GarvizuDocumento19 páginasLuz Ximena Poma GarvizuERWIN VILLARROEL MENESESAún no hay calificaciones
- TRABAJ0 GRUPA) Contaminacion de Hidrocarburos Segundo ParcialDocumento4 páginasTRABAJ0 GRUPA) Contaminacion de Hidrocarburos Segundo ParcialERWIN VILLARROEL MENESESAún no hay calificaciones
- Formulario - Pasantias - Ypfb - ErwinDocumento2 páginasFormulario - Pasantias - Ypfb - ErwinERWIN VILLARROEL MENESESAún no hay calificaciones
- Informe # 3-Grupo 3-Labo. ReactoresDocumento9 páginasInforme # 3-Grupo 3-Labo. ReactoresERWIN VILLARROEL MENESESAún no hay calificaciones
- Informe 2 Oxidacion Del Ioduro Con PersulfatoDocumento21 páginasInforme 2 Oxidacion Del Ioduro Con PersulfatoERWIN VILLARROEL MENESESAún no hay calificaciones
- Practica #2-Grupo #2-Labo. Operaciones Unitarias 1Documento21 páginasPractica #2-Grupo #2-Labo. Operaciones Unitarias 1ERWIN VILLARROEL MENESESAún no hay calificaciones
- Informe # 7 DestilacionDocumento10 páginasInforme # 7 DestilacionERWIN VILLARROEL MENESESAún no hay calificaciones
- Informe 1 Inversion de La SacarosaDocumento26 páginasInforme 1 Inversion de La SacarosaERWIN VILLARROEL MENESESAún no hay calificaciones
- Trabajo Individual 3 - Erwin Villarroel MenesesDocumento7 páginasTrabajo Individual 3 - Erwin Villarroel MenesesERWIN VILLARROEL MENESESAún no hay calificaciones
- TRABAJO INDIVIDUAL 2D0 Parcia - ERWIN VILLARROEL MENESESDocumento7 páginasTRABAJO INDIVIDUAL 2D0 Parcia - ERWIN VILLARROEL MENESESERWIN VILLARROEL MENESESAún no hay calificaciones
- Curriculum VitaeDocumento4 páginasCurriculum VitaeERWIN VILLARROEL MENESESAún no hay calificaciones
- Anexo 1: Términos de ReferenciaDocumento10 páginasAnexo 1: Términos de ReferenciaKevin VargasAún no hay calificaciones
- Informe Péndulos AcopladosDocumento4 páginasInforme Péndulos AcopladosAlex ReinoAún no hay calificaciones
- Medición Del Coeficiente de Absorción Del SonidoDocumento14 páginasMedición Del Coeficiente de Absorción Del SonidoGus Rodriguez AruquipaAún no hay calificaciones
- Resumen Rayos X y Rayos GammaDocumento3 páginasResumen Rayos X y Rayos GammaMaria Camila Marin SanchezAún no hay calificaciones
- Manual FK9 ES - 06Documento28 páginasManual FK9 ES - 06PereAún no hay calificaciones
- Shell Formula Diesel 500Documento1 páginaShell Formula Diesel 500HugoMollicaAún no hay calificaciones
- Agua CalienteDocumento27 páginasAgua CalienteCeleste ChipaAún no hay calificaciones
- Resumen ElectrogenosDocumento4 páginasResumen ElectrogenosOlga Leticia Pilco LeónAún no hay calificaciones
- Listado de Ventiladores Higienico FabricacionDocumento202 páginasListado de Ventiladores Higienico FabricacionmiguelAún no hay calificaciones
- Normas Bombillos AhorradoresDocumento4 páginasNormas Bombillos Ahorradoreslizth.g435Aún no hay calificaciones
- Hypertherm CNCDocumento12 páginasHypertherm CNCferprissAún no hay calificaciones
- Comprobacion de Gastos MAYODocumento10 páginasComprobacion de Gastos MAYOMaría del Carmen Monterroso PosadasAún no hay calificaciones
- Bombas HidraulicasDocumento23 páginasBombas HidraulicasLeonardoAún no hay calificaciones
- M-SG-MA-01 v3 Matriz de Aspectos e Impactos AmbientalesDocumento14 páginasM-SG-MA-01 v3 Matriz de Aspectos e Impactos Ambientalesmichell carbajalAún no hay calificaciones
- Guia General para Las Empresas Instaladoras AcometidasDocumento7 páginasGuia General para Las Empresas Instaladoras AcometidasSabelio CardenasAún no hay calificaciones
- Tercer Examen - Dirección AmbientalDocumento29 páginasTercer Examen - Dirección AmbientalDiana Luz Guzman CoaguilaAún no hay calificaciones
- Pauta Control 3 FIS120 1S2022Documento3 páginasPauta Control 3 FIS120 1S2022Catalina andrea Gonzalez SaáAún no hay calificaciones
- Smart-UPS en Línea - SRT1500XLADocumento4 páginasSmart-UPS en Línea - SRT1500XLAJavier GüiracochaAún no hay calificaciones
- Trauma Ele - CtricoDocumento5 páginasTrauma Ele - CtricoJohan LozanoAún no hay calificaciones
- Diagramas de SistemaDocumento9 páginasDiagramas de SistemaDavys DelgadoAún no hay calificaciones
- Modelos de Contrato de Contraprestación.Documento6 páginasModelos de Contrato de Contraprestación.Aldo David Silva MartinezAún no hay calificaciones
- Ducati Monster 600-750 Service Manual ElectricoDocumento37 páginasDucati Monster 600-750 Service Manual ElectricoAdrian GarciaAún no hay calificaciones
- Plan de Mantenimiento Del CompresorDocumento7 páginasPlan de Mantenimiento Del Compresormiguel arturo barreto rodriguezAún no hay calificaciones
- Roger AndradeDocumento178 páginasRoger AndradeWashington VásquezAún no hay calificaciones
- Procedimiento VLFDocumento12 páginasProcedimiento VLFItzel Nazu100% (1)
- ContamiDocumento38 páginasContamiDiego RenteriaAún no hay calificaciones
- Petroquimica DDocumento4 páginasPetroquimica DKAROLL MISHELL FRAGOZO RAMIREZAún no hay calificaciones
- Fundamentos de Diseño de Reactores: Ingenieria de Reacciones Quimicas IDocumento60 páginasFundamentos de Diseño de Reactores: Ingenieria de Reacciones Quimicas IPatriciaLlacsaLázaroAún no hay calificaciones
- 3PCML838Cenunciado21 1Documento3 páginas3PCML838Cenunciado21 1Nicolas Fabrizzio Rodriguez SilvaAún no hay calificaciones
- 08 Termodinámica I 2023Documento99 páginas08 Termodinámica I 2023Camila MatamalaAún no hay calificaciones