También podría gustarte
- Matemáticas financieras aplicadas - 4ta ediciónDe EverandMatemáticas financieras aplicadas - 4ta ediciónAún no hay calificaciones
- Microsoft C#. Lenguaje y Aplicaciones. 2ª Edición.De EverandMicrosoft C#. Lenguaje y Aplicaciones. 2ª Edición.Aún no hay calificaciones
- Guía Didáctica Seguridad Industrial - Mecatronica - DefDocumento43 páginasGuía Didáctica Seguridad Industrial - Mecatronica - Defperseverancia04Aún no hay calificaciones
- 2PL1 Lab Transformadores Trifásicos - Caisaguano StalinDocumento36 páginas2PL1 Lab Transformadores Trifásicos - Caisaguano StalinStalin CaisaguanoAún no hay calificaciones
- Metodologia Final Torno Colcheste Student 2000Documento37 páginasMetodologia Final Torno Colcheste Student 2000Fran J CaceresAún no hay calificaciones
- 1 MD Tec Poliv - 73T - FinDocumento205 páginas1 MD Tec Poliv - 73T - FinRoberto Sotelo GonzalezAún no hay calificaciones
- Riesgode Trabajo PDFDocumento212 páginasRiesgode Trabajo PDFCeleste RomeroAún no hay calificaciones
- Condens Manual de UsoDocumento76 páginasCondens Manual de UsoFilipe RochaAún no hay calificaciones
- Semia Condens F 25Documento32 páginasSemia Condens F 25David Cadelo AlonsoAún no hay calificaciones
- Es-Sm VC, Electric, Speed, Combi CC300 PDFDocumento204 páginasEs-Sm VC, Electric, Speed, Combi CC300 PDFEdgar Márquez100% (1)
- Investigación Realizada Desarrollo Metodológico para Eficiencia Energética en Data CenterDocumento75 páginasInvestigación Realizada Desarrollo Metodológico para Eficiencia Energética en Data CenterSantiago Quintero SamaniegoAún no hay calificaciones
- 2733 MetrologiaDocumento40 páginas2733 Metrologiaanon_359713351Aún no hay calificaciones
- Proyecto Final. 2022Documento30 páginasProyecto Final. 2022Raul LlanosAún no hay calificaciones
- Grupo 8 TesisDocumento118 páginasGrupo 8 TesisMARI LUZ MAMANI MOLLEAPAZA100% (1)
- Metrologia IDocumento37 páginasMetrologia IJuan Pablo Pineda100% (1)
- TFG Luis Felipe Duran VinuesaDocumento113 páginasTFG Luis Felipe Duran VinuesaAndresInforBJAún no hay calificaciones
- Otro Modelo de TIFDocumento12 páginasOtro Modelo de TIFRODRIGO SHUPINAGWUAAún no hay calificaciones
- Manual Servicios Lavarropas LD17Y-LD20Y Rev00 Jul15Documento58 páginasManual Servicios Lavarropas LD17Y-LD20Y Rev00 Jul15Relavson Refacciones88% (8)
- Curso Reparacion de CelularespdfDocumento60 páginasCurso Reparacion de CelularespdfBuddy SadAún no hay calificaciones
- Caso Indumil Integrador IDocumento112 páginasCaso Indumil Integrador IGabriel Medina100% (1)
- TRABAJO BANCO DE SANGRE Final G3Documento37 páginasTRABAJO BANCO DE SANGRE Final G3cristhianAún no hay calificaciones
- Guía de Prácticas Procesos Industriales I NUEVODocumento182 páginasGuía de Prácticas Procesos Industriales I NUEVOHenry Candia TraversoAún no hay calificaciones
- 04 Manual TécnicoDocumento111 páginas04 Manual TécnicoJorge CamposAún no hay calificaciones
- Control Industrial - RedDocumento102 páginasControl Industrial - Rednando maowAún no hay calificaciones
- PFC - Memoria Técnica Instalaciones para Restaurante PDFDocumento159 páginasPFC - Memoria Técnica Instalaciones para Restaurante PDFjose manuelAún no hay calificaciones
- Metrologia Y Mecanica de Banco: ProtocoloDocumento40 páginasMetrologia Y Mecanica de Banco: ProtocoloCristian Martinez Chalque100% (1)
- Informe de ConsolidacionDocumento50 páginasInforme de ConsolidacionLuis Eduardo Flores CampomanesAún no hay calificaciones
- Sistema Sensorial de Frenado AutomaticoDocumento66 páginasSistema Sensorial de Frenado AutomaticoCristhian Mieller Orihuela IdoneAún no hay calificaciones
- Castillo NPDocumento95 páginasCastillo NPVANEAún no hay calificaciones
- 2019 CamilomartinezDocumento60 páginas2019 CamilomartinezingaboAún no hay calificaciones
- Trabajo Final Grupo3 Iv72Documento209 páginasTrabajo Final Grupo3 Iv72Joao PerezAún no hay calificaciones
- BedoyaJuan 2015 UsoSuelosCohesivosDocumento135 páginasBedoyaJuan 2015 UsoSuelosCohesivosWall Wall WallAún no hay calificaciones
- ArangoAna 2015 PropuestaMejoraMetodosDocumento118 páginasArangoAna 2015 PropuestaMejoraMetodosCristian Iván Frias LealAún no hay calificaciones
- Manual Power WorldDocumento146 páginasManual Power WorldAnonymous rsIdXBVJe550% (2)
- Informe Practicas PreDocumento32 páginasInforme Practicas Preximena gonzalesAún no hay calificaciones
- Monografia DronesDocumento33 páginasMonografia DronesErick Jean Paul TARAZONA SULCAAún no hay calificaciones
- Procesos de Tratamientos de Aguas Residuales y PDFDocumento95 páginasProcesos de Tratamientos de Aguas Residuales y PDFrebecaAún no hay calificaciones
- Izurieta, Chaglla, Ortiz, Salto, Morales - Lienzos y RaicesDocumento57 páginasIzurieta, Chaglla, Ortiz, Salto, Morales - Lienzos y RaicesJuan IzuAún no hay calificaciones
- Desarrollo Aplicación Web - Portal de Gestion de Calidad: DirectorDocumento51 páginasDesarrollo Aplicación Web - Portal de Gestion de Calidad: DirectorejvalenciaAún no hay calificaciones
- Segunda Monografia Trata de Desague 222Documento54 páginasSegunda Monografia Trata de Desague 222ARACELI FERNANDEZ MENDOZAAún no hay calificaciones
- Passt La Quinta Cafe Vk8.Iq NuevoDocumento82 páginasPasst La Quinta Cafe Vk8.Iq NuevoCeesar ReyesAún no hay calificaciones
- Laboratorio 3 - Procesos de ManufacturaDocumento30 páginasLaboratorio 3 - Procesos de ManufacturaRodrigo ObandoAún no hay calificaciones
- Guía Laboratorio Transferencia de Calor 2023 - 1Documento157 páginasGuía Laboratorio Transferencia de Calor 2023 - 1Pablo HernandezAún no hay calificaciones
- Técnicas y medidas básicas en el laboratorio de químicaDe EverandTécnicas y medidas básicas en el laboratorio de químicaCalificación: 4.5 de 5 estrellas4.5/5 (6)
- Riesgos eléctricos y mecánicos: Prevención y protección de accidentesDe EverandRiesgos eléctricos y mecánicos: Prevención y protección de accidentesCalificación: 5 de 5 estrellas5/5 (1)
- Manual jurídico de comercio electrónico y marketing on-line para la Empresa 2.0De EverandManual jurídico de comercio electrónico y marketing on-line para la Empresa 2.0Aún no hay calificaciones
- Energía solar fotovoltaica: 3a ediciónDe EverandEnergía solar fotovoltaica: 3a ediciónCalificación: 5 de 5 estrellas5/5 (3)
- Microsoft Visual Basic .NET. Lenguaje y aplicaciones. 3ª Edición.: Diseño de juegos de PC/ordenadorDe EverandMicrosoft Visual Basic .NET. Lenguaje y aplicaciones. 3ª Edición.: Diseño de juegos de PC/ordenadorAún no hay calificaciones
- Programación orientada a objetos con C++, 5ª edición.De EverandProgramación orientada a objetos con C++, 5ª edición.Calificación: 5 de 5 estrellas5/5 (2)
- El mecano macroeconómico: Problemas con ExcelDe EverandEl mecano macroeconómico: Problemas con ExcelAún no hay calificaciones
- Guías de laboratorio de resistencia de materialesDe EverandGuías de laboratorio de resistencia de materialesAún no hay calificaciones
- Investigación de operaciones.: Conceptos fundamentales 2ª EdiciónDe EverandInvestigación de operaciones.: Conceptos fundamentales 2ª EdiciónAún no hay calificaciones
- Instalaciones de puesta a tierra y protección de sistemas eléctricosDe EverandInstalaciones de puesta a tierra y protección de sistemas eléctricosCalificación: 5 de 5 estrellas5/5 (1)
- Guía de mantenimiento de instalaciones fotovoltaicasDe EverandGuía de mantenimiento de instalaciones fotovoltaicasAún no hay calificaciones
- Piscinas de uso colectivo: Tratamiento del agua, mantenimiento y limpiezaDe EverandPiscinas de uso colectivo: Tratamiento del agua, mantenimiento y limpiezaAún no hay calificaciones
- Visual Basic.NET Curso de Programación: Diseño de juegos de PC/ordenadorDe EverandVisual Basic.NET Curso de Programación: Diseño de juegos de PC/ordenadorCalificación: 3.5 de 5 estrellas3.5/5 (2)
- Concptos D MantnimitoDocumento112 páginasConcptos D MantnimitoBrayan Londoño BohorquezAún no hay calificaciones
- Dossier de Calidad en La ConstrucciónDocumento9 páginasDossier de Calidad en La ConstrucciónFernandoMayoFlores89% (9)
- Guía Didáctica Seguridad Industrial - Mecanica Industrial - DefDocumento50 páginasGuía Didáctica Seguridad Industrial - Mecanica Industrial - Defperseverancia04Aún no hay calificaciones
- PrácticasDocumento5 páginasPrácticasperseverancia04Aún no hay calificaciones
- Tesis Steven - LDocumento64 páginasTesis Steven - Lperseverancia040% (1)
- Dossier de Calidad en La ConstrucciónDocumento9 páginasDossier de Calidad en La ConstrucciónFernandoMayoFlores89% (9)
- Concptos D MantnimitoDocumento112 páginasConcptos D MantnimitoBrayan Londoño BohorquezAún no hay calificaciones
- Tipo de BridasDocumento4 páginasTipo de BridassolaristonAún no hay calificaciones
- Guía Didáctica Seguridad Industrial - Mecanica Industrial - DefDocumento50 páginasGuía Didáctica Seguridad Industrial - Mecanica Industrial - Defperseverancia04Aún no hay calificaciones
- Guía Didáctica Seguridad Industrial - Mecanica Industrial - DefDocumento50 páginasGuía Didáctica Seguridad Industrial - Mecanica Industrial - Defperseverancia04Aún no hay calificaciones
- Emprendimiento Quiroz DefinitivoDocumento7 páginasEmprendimiento Quiroz Definitivoperseverancia04Aún no hay calificaciones
- Guía Didáctica Seguridad Industrial - Mecanica Industrial - DefDocumento50 páginasGuía Didáctica Seguridad Industrial - Mecanica Industrial - Defperseverancia04Aún no hay calificaciones
- Emprendimiento BravoDocumento6 páginasEmprendimiento Bravoperseverancia04Aún no hay calificaciones
- Informe Mensual-Noviembre SignedDocumento5 páginasInforme Mensual-Noviembre Signedperseverancia04Aún no hay calificaciones
- Informe EneroDocumento11 páginasInforme Eneroperseverancia04Aún no hay calificaciones
- Aguirre Freddy Mma Informe Febrero Iipa2021Documento10 páginasAguirre Freddy Mma Informe Febrero Iipa2021perseverancia04Aún no hay calificaciones
- Emprendimiento GuevaraDocumento7 páginasEmprendimiento Guevaraperseverancia04Aún no hay calificaciones
- Confort y Seguridad GatoDocumento19 páginasConfort y Seguridad Gatoperseverancia04Aún no hay calificaciones
- INFORME MENSUAL Diciembre SIGNEDDocumento9 páginasINFORME MENSUAL Diciembre SIGNEDperseverancia04Aún no hay calificaciones
- Informe EneroDocumento11 páginasInforme Eneroperseverancia04Aún no hay calificaciones
- Informe Mensual-Octubre SignedDocumento4 páginasInforme Mensual-Octubre Signedperseverancia04Aún no hay calificaciones
- Planificación Diaria Taller Remedial 4Documento1 páginaPlanificación Diaria Taller Remedial 4perseverancia04Aún no hay calificaciones
- Aguirre Freddy Mma Informe Enero Iipa2021Documento11 páginasAguirre Freddy Mma Informe Enero Iipa2021perseverancia04Aún no hay calificaciones
- Aguirre Freddy Mma Informe Febrero Iipa2021Documento10 páginasAguirre Freddy Mma Informe Febrero Iipa2021perseverancia04Aún no hay calificaciones
- Aguirre Freddy Mma Informe Febrero Iipa2021Documento10 páginasAguirre Freddy Mma Informe Febrero Iipa2021perseverancia04Aún no hay calificaciones
- Planificación Diaria Taller Remedial 2Documento2 páginasPlanificación Diaria Taller Remedial 2perseverancia04Aún no hay calificaciones
- UNE IEC 61869-2-2013 Transformadores de Medida. Parte 2 Requisitos Adicionales para Los Transformadores de Intensidad.Documento74 páginasUNE IEC 61869-2-2013 Transformadores de Medida. Parte 2 Requisitos Adicionales para Los Transformadores de Intensidad.Cesáreo Cobos Hernández67% (3)
- Formulario Inf EstadDocumento2 páginasFormulario Inf EstadEmiliano Ruiz HernándezAún no hay calificaciones
- TD IFC100 Es 140909 4001013402 R04Documento36 páginasTD IFC100 Es 140909 4001013402 R04oscarcito08Aún no hay calificaciones
- ELMO - Examen Final - 2010-11Documento5 páginasELMO - Examen Final - 2010-11Jesus MoralAún no hay calificaciones
- Armonicos en Los Circuitos de AlternaDocumento25 páginasArmonicos en Los Circuitos de AlternaSebastián TorresAún no hay calificaciones
- Levenspiel Reactores G LDocumento26 páginasLevenspiel Reactores G LSara VillarinoAún no hay calificaciones
- 02 Introduccion Al Diseño de Reactores Químicos I-2021Documento25 páginas02 Introduccion Al Diseño de Reactores Químicos I-2021Shirley SaavedraAún no hay calificaciones
- Norma 1101 Volvo NorkaDocumento18 páginasNorma 1101 Volvo Norkacesar100% (5)
- Informe 8 - Efecto Compton - Verificación de La Perdida de Energía de Los Fotones DispersadosDocumento11 páginasInforme 8 - Efecto Compton - Verificación de La Perdida de Energía de Los Fotones Dispersadosdiani perez perezAún no hay calificaciones
- Trabajo y EnergiaDocumento12 páginasTrabajo y EnergiaCarlos RieraAún no hay calificaciones
- 9.1. Estequiometria en ReacciónDocumento15 páginas9.1. Estequiometria en ReacciónJulia AltamiranoAún no hay calificaciones
- Guía FísicaDocumento7 páginasGuía Físicaalejandra IsabelAún no hay calificaciones
- Fisica: Determinacion de La Aceleracion Local de La GravedadDocumento13 páginasFisica: Determinacion de La Aceleracion Local de La GravedadBrenda HartwigAún no hay calificaciones
- Tarea 1 ElectricidadDocumento19 páginasTarea 1 Electricidadesquizofremico na mentiraAún no hay calificaciones
- Capacitancia: La Capacitancia de Un Capacitor Es La Carga Que Éste Almacena Por Unidad de Diferencia de PotencialDocumento21 páginasCapacitancia: La Capacitancia de Un Capacitor Es La Carga Que Éste Almacena Por Unidad de Diferencia de PotencialCarlos MarínAún no hay calificaciones
- TallORI S09 OC 2021 2Documento2 páginasTallORI S09 OC 2021 2Fabian Andre Maquera AlcahuamanAún no hay calificaciones
- EjerciciosDocumento4 páginasEjerciciosMATHIAS RAFAEL IGLESIAS PÉREZAún no hay calificaciones
- Primera Ley de La TermodinamicaDocumento33 páginasPrimera Ley de La TermodinamicaErik victor Anchivilca ZavaletaAún no hay calificaciones
- UntitledDocumento2 páginasUntitledJimena Ramos ParedesAún no hay calificaciones
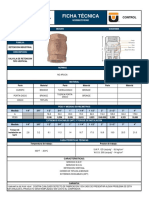
- Ficha Técnica: ControlDocumento1 páginaFicha Técnica: ControlJonathanDavidDeLosSantosAdornoAún no hay calificaciones
- Calculo James Stewart 7ed Espac3b1ol 943Documento1 páginaCalculo James Stewart 7ed Espac3b1ol 943ai3905366Aún no hay calificaciones
- Taller 3 - Fuerza de EmpujeDocumento12 páginasTaller 3 - Fuerza de EmpujeFabian Alejandro Vivas FabianAún no hay calificaciones
- Certificado de Calibración L20332: Calibration Certificate NúmeroDocumento2 páginasCertificado de Calibración L20332: Calibration Certificate NúmeroOscar AcostaAún no hay calificaciones
- Maquinas Electricas Guia 1.25 TransformadoresDocumento206 páginasMaquinas Electricas Guia 1.25 Transformadoresnúmeroo_1Aún no hay calificaciones
- Sb2ta021121 Fi Ej11 Estática de FluidosDocumento4 páginasSb2ta021121 Fi Ej11 Estática de FluidosJose YataAún no hay calificaciones
- CFW08Documento9 páginasCFW08Jhonny Richard Ticona AlanocaAún no hay calificaciones
- Aspectos Basicos de La ElectricidadDocumento1 páginaAspectos Basicos de La ElectricidadCarlos Samanamud LinoAún no hay calificaciones
- 2° Ejercicios Conceptos Básicos Sobre Sistemas Eléctricos de PotenciaDocumento2 páginas2° Ejercicios Conceptos Básicos Sobre Sistemas Eléctricos de PotenciaEfrain Chavez100% (1)
- F1046 - Foco SHP-TS 400w SylvaniaDocumento1 páginaF1046 - Foco SHP-TS 400w SylvaniaerickzaoAún no hay calificaciones
- PCT 1606482Documento20 páginasPCT 1606482Call Lopez LopezAún no hay calificaciones