Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Monografia de Shotcrete
Cargado por
Edinson Jimenez PaitaDerechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Monografia de Shotcrete
Cargado por
Edinson Jimenez PaitaCopyright:
Formatos disponibles
SHOTCRETE
Sostenimiento Pasivo
Mecánica de Rocas
ING. Jesús Callupe
Joseph Rojas Saire
CICLO V
2009 SHOTCRETE
CAPITULO 1
INTRODUCCIÓN
La creatividad del hombre surge de su deseo natural de conocer y de su capacidad
de aprender. Los exploradores y los descubridores poseen estos rasgos en dosis
extremas: movidos por una curiosidad a toda prueba, se atreven a ir más allá de los
bordes de lo conocido, a explorar la naturaleza de las cosas, a buscar los
vínculos que conectan ideas, hechos, concepciones, a ver las cosas desde una luz
diferente, a cambiar las percepciones de la humanidad.
Un hecho bien conocido de la industria de la construcción - y en particular de la
industria de la construcción subterránea - es que no hay un proyecto que sea igual a
otro. Cada uno está acompañado por una verdadera maraña de parámetros y
circunstancias que generan un grado de complejidad superior al de otras industrias,
obligando a contratistas y a abastecedores a trabajar con una mente sumamente
flexible.
El shotcrete posee ventajas enormes en su calidad de proceso de construcción y de
soporte de rocas; ello, sumado al avance logrado en materiales, equipos y
conocimientos de aplicación, ha hecho de esta técnica una herramienta muy
importante y necesaria para los trabajos de construcción subterránea. En
particular, la tecnología moderna de shotcrete por vía húmeda ha ampliado el
campo de trabajo de la construcción subterránea. Proyectos que en el pasado eran
imposibles de llevar a cabo, son ahora viables. Independientemente del tipo de
terreno, hoy en día es posible aplicar esta tecnología en cualquier condición.
JOSEPH ROJAS SAIRE 2
2009 SHOTCRETE
ÍNDICE
CAPITULO 1
INTRODUCCIÓN
1 ¿Qué significa el shotcrete?
Definición del shotcrete
Donde se utiliza el shotcrete?
Principios del Shotcrete
Diferencia entre los Métodos de proyección
CAPITULO 2
METODO POR VIA SECA
Composición de Una Mezcla Seca
2.1.1 Contenido de Cemento
2.1.2 Relación Agua/Cemento
2.1.3 Contenido de Humedad Natural
2.1.4 Aditivos
2.1.5 Adiciones
2.1.6 Fibras
2.2 Problemas de proceso de Proyección de Mezclas secas
CAPITULO 3
METODO POR VIA HUMEDA
Economía
Ambiente de Trabajo
3.3 Calidad
3.4 Aplicación
3.5 Ventajas
Desventajas
Diseño de Mezcla para Proyección por vía húmeda
3.7.1 Microsilice
3.7.1.1 Ventajas Especiales del Shotcrete con Microsilice
Agregados
3.9 Aditivos: Superplastificantes/Plastificantes
CAPITULO 4
REFUERZO DE FIBRAS
4.1 ¿ Porque es necesario reforzar el concreto?
4.2 Comportamiento de las fibras Metálicas en el Shotcrete
4.3 CLASES DE FIBRAS
4.3.1 Fibras de Vidrio
4.3.2 Fibras Sintéticas
4.3.3 Fibras de Carbono
4.3.4 Fibras Metálicas
4.4 Ventajas Técnicas de las fibras Metálicas
4.5 Diseño de la Mezcla para el Shotcrete reforzado con Fibra
CAPITULO 5
DURABILIDAD DEL SHOTCRETE
5.1 Diseños Construibles
5.2 Tiempos de Fraguado
5.3 Rebote
5.4 Control del espesor
Curado del Concreto
Ensayos de Muestras
Sistemas para Mediciones del desarrollo de la Resistencia
Agujas de Penetración
CAPITULO 6
APLICACIÓN Y MANIPULEO DEL CONCRETO LANZADO
6.1 Identificación de los Problemas del Terreno
Técnicas de Proyección Generales
Posicionamiento y Distancia del Lanzado del shotcrete
Destrezas del operario
Angulo de Colocación del shotcrete
CAPITULO 7
7.1 Aplicación Manual
7..1.1 Equipos /Sistemas para la Proyección en vía seca
7.1.1.1 Principio de funcionamiento
Ficha Técnica de Aliva 252
7.1.1.2 Avances
7.1.2 Equipos/Sistemas para la Proyección por vía Húmeda
7.1.2.1 Avances
Características Principales
Información Técnica de Aliva 2 63 Húmedo
7.2 Proyección Mecanizada
7.2.1 Brazos de Proyección
Brazos de Proyección Asistido por Computadora
Sistemas de Boquillas
CAPITULO 8 “Costos”
CAPITULO 9
- ASPECTOS ADICINALES
JOSEPH ROJAS SAIRE 3
2009 SHOTCRETE
1. Que significa Shotcrete?
El shotcrete (mortero, o «gunita») comenzó a utilizarse hace casi 90 años. Los primeros
trabajos con shotcrete fueron realizados en los Estados Unidos por la compañía Cement-
Gun (Allentown, Pensilvania) en 1907. Un empleado de la empresa, Carl Ethan Akeley,
necesitaba una máquina que le permitiera proyectar material sobre mallas para construir
modelos de dinosaurios, e inventó el primer dispositivo creado para proyectar materiales
secos para construcciones nuevas.
Cement-Gun patentó el nombre «Gunite» para su mortero proyectado, un mortero que
contenía agregados finos y un alto porcentaje de cemento.
1.1 Definicion del Shotcrete
Hoy en día se utiliza el nombre de “Gunita”. Es una mezcla “pre confeccionada”, de
cemento y determinados tipos de agregados mezclados con agua, el cual es lanzado por
medio de una bomba proyectora empleando un flujo de aire comprimido, hasta la
“lancha o tobera”, desde el cual el operador dirige el chorro contra la superficie de
aplicación sobre la cual adhiere este material, dando lugar al compactamiento del
mismo por la fuerza del impacto.
1.2 ¿Dónde se utiliza el shotcrete?
Se aplica shotcrete para resolver problemas de estabilidad en tuneles, en galerías,
piques, estaciones eléctricas, etc. Y en otras construcciones subterráneas además hoy en
día esta técnica es un factor clave para el shotcrete de rocas en aplicaciones como:
Construcciones de tuneles
Operaciones mineras
Hidroelectricas
Estabilización de taludes
El shotcrete es el método de construcción del
futuro debido a sus características de
flexibilidad, rapidez y economía. El único límite
para su uso es la imaginación del hombre.
Figura 1: Shotcrete reforzado
en taludes
JOSEPH ROJAS SAIRE 4
2009 SHOTCRETE
1.3 Principios del Shotcrete
Usuarios importantes del shotcrete han adquirido el conocimiento de la técnica a través
de experiencia práctica, investigación y desarrollo.
Igualmente, el desarrollo de equipos y métodos de control ha conducido a una
producción racional y a una calidad más uniforme del producto. Desde un punto de vista
internacional podemos decir sin equivocación que hemos logrado grandes avances desde
los tiempos que se utilizaba el shotcrete para estabilizar rocas; sin embargo hay que
reconocer que estamos atrasados cuando lo utilizamos para proyectos de construcción y
reparación, la razón de este retraso no tiene una explicación sencilla el conocimiento
existe, pero no se emplea totalmente.
Figura 2: Equipo de proyección por vía húmedo
1.4 Diferencia entre los Métodos de Proyección
Hay dos métodos de shotcrete; seco (al que se le añade el agua de hidratación en la
boquilla de proyección), y húmedo (aquel en que las mezclas transportadas contienen ya
el agua necesaria para la hidratación).
Ambos métodos tienen sus ventajas y desventajas, y la selección de uno y otro dependerá
de los requisitos del proyecto y de la experiencia del personal encargado de ejecutarlo.
Ambos serán empleados en la industria de la construcción y minera.
JOSEPH ROJAS SAIRE 5
2009 SHOTCRETE
Figura 3: Diferencia de las dos vías de proyección
JOSEPH ROJAS SAIRE 6
2009 SHOTCRETE
CAPITULO 2
METODO POR VIA SECA
2.1 Composición de una Mezcla Seca
Figura 4: Esquema de aplicación por vía seca
2.1.1 Contenido del Cemento
En la fabricación de la mezcla seca se utiliza usualmente una proporción de cemento que
varía entre 250 y 450 kilogramos por 100 litros de agregado (arenas fina o arena gruesa o
confitillo). Entre 320 y 460 kg/m3 de concreto, para estimar el contenido real del cemento
del shotcrete aplicado. Es necesario considerar el rebote. El principal efecto del rebote es
la pérdida del agregado de mayor tamaño que conduce a un aumento de contenido de
cemento si se le compara con la mezcla inicial. En una mezcla regular 350 kg/ m 3, un
rebote de 20% se traduce aproximadamente en 400 kg/m3.
JOSEPH ROJAS SAIRE 7
2009 SHOTCRETE
2.1.2 Relación Agua / Cemento
La relación agua/cemento, tiene una influencia fundamental en la calidad del shotcrete.
El agua total utilizada en la mezcla seca añadida se compone del agua de la mezcla
añadida en la boquilla y la humedad ya presente en el agregado. A diferencia de la
proyección por vía húmeda, en la proyección de la vía seca no hay un valor definido para
la relación del agua/cemento debido aquel operario de la boquilla es quien controla y
regula la cantidad del agua de la mezcla: si se agrega muy poco agua se crea
inmediatamente un exceso de polvo; si se agrega demasiada agua el shotcrete no se
adherirá a la superficie.
Figura 5: Almacenamiento adecuado del cemento
2.1.3 Contenido de Humedad Natural
Otro aspecto importante de la mezcla seca, es el contenido de humedad natural. Cuando
la mezcla está demasiado seca, la proyección produce una cantidad excesiva de polvo;
por otra parte, si el contenido de humedad es demasiado alto el rendimiento del shotcrete
disminuye drásticamente, y las maquinarias y mangueras transportadoras se taponan. El
contenido de humedad natural optimo debe oscilar entre el 3 y 6 %. Estos valores son
determinados en la planta de tratamientos de agregados.
JOSEPH ROJAS SAIRE 8
2009 SHOTCRETE
Figura 6: Mezcla demasiada seca
2.1.4 Aditivos
Existen varios aditivos cuya función es controlar las propiedades del shotcrete entren las
más importantes figuran los acelerantes del fraguado, estos aditivos reducen el tiempo
del fraguado. El shotcrete exhibe un fraguado más rápido y una resistencia inicial mayor,
lo cual permite aplicar capas subsecuentes del shotcrete con mayor rapidez y espesores
mayores.
Tal como es conocido en la tecnología de construcción acelerar la hidratación del
cemento resultados de la alta calidad en el shotcrete es crítico añadir la menor cantidad
posible del acelerante y hacerlo de manera uniforme, en cada caso debe determinarse la
proporción del acelerante según la cantidad del cemento utilizado.
2.1.5 Adiciones
A diferencia de los aditivos químicos, el efecto de las adiciones es principalmente físico
entre la mas conocidas figuran los rellenos minerales conocidos como microsilice (o
humos de sílice). Cuya importancia ha crecido en la industria, estas sustancias finas con
una proporción de sílice que varia entre 65 y 97 % según la calidad.
La microsilice tiene otro efecto interesante en el método por vía seca, al añadirse de
manera apropiada, su uso puede también conducir a una reducción del rebote hasta el
50%.
Figura 7: Control de hidratación por vía seca
JOSEPH ROJAS SAIRE 9
2009 SHOTCRETE
2.1.6 Fibras
La incorporación de fibras sintéticas o metálicas al shotcrete lleva a una mayor energía
de rotura o menor retracción del material.
El uso de fibras metálicas es poco frecuente en las mezclas secas y la razón es el mayor
rebote (> 50%).
Figura 8: Fibra metálica
2.2 Problemas de proceso de de proyección de Mezclas secas
Todo proceso tiene sus desventajas; las del método por vía seca son sus costos operativos
relativamente superiores debido al desgaste y daños en la misma maquina de rotor;
especialmente en los empaques de caucho y los discos de fricción.
Figura 9: Principio de Rotor de una maquina de proyección en vía seca
JOSEPH ROJAS SAIRE 10
2009 SHOTCRETE
CAPITULO 3
METODO POR VIA HUMEDA
Figura 10: Tolva de vía húmeda
3.1 Economía
La capacidad de proyección ha aumentado considerablemente desde los tiempos de
maquinarias / robots de mezclado en seco, hasta los robots de vía húmeda modernas, en
un turno de 8 horas, la capacidad promedio de proyección del método por la vía húmeda
es usualmente 4 a 5 veces mayor que la del método por vía seca.
Figura 11: Boquilla de una maquina robot en vía húmeda
JOSEPH ROJAS SAIRE 11
2009 SHOTCRETE
3.2 Ambiente de trabajo
Los operarios por vía seca estaban acostumbrados a trabajar en medio de una cantidad
de polvo, se emitía polvo no solo desde la boquilla, si no también desde la maquina de
proyección como norma general, los resultados de mediciones de polvo en el ambiente
de trabajo eran mas de tres veces la cantidad permisible.
El método por vía húmeda mejoro significativamente las condiciones de ambiente de
trabajo, trayendo consigo mayor seguridad para los trabajadores de los tuneles.
Figura 12: Operador lanzando el concreto
3.3 Calidad
Todavía se piensa equivocadamente que el método por vía húmeda no ofrece resultado
de alta calidad, lo cierto es que si se utilizan aditivos reductores de agua (baja relación
agua/cemento) y microsilice, se pueden obtener resistencias a la compresión de hasta a
100 Mpa, 14 600 lbs/pul2 o 66 138 kg/cm2 aplicando shotcrete por vía húmeda.
Figura 13: Control de hidratación en shotcrete fabricado por vía húmeda
JOSEPH ROJAS SAIRE 12
2009 SHOTCRETE
3.4 Aplicación
Con el método húmedo es mas fácil de producir una calidad constante a lo largo del
proceso de proyección, la mezcla ya lista se descarga en una bomba y se transporta a
presión a través de manguera. A principio se usaban bombas helicoidales; hoy en día
predominan las bombas a pistón. En la boquilla de los extremos de la manguera se
agrega aire al concreto a razón de 7 a 15 m 3/min., y a una presión de 7 bares según el
tipo de aplicación (manual o robot).
El aire tiene la función de aumentar la velocidad de concreto a fin de lograr una buena
compactación y adherencia a la superficie. Un error común que se comete con el
método de vía húmeda es utilizar cantidades insuficientes de aire.
Generalmente se agregan entre 4 y 8 m 3/min. de aire, la cual disminuye la resistencia a
la compresión y a la adherencia y rebote son deficiente, para la proyección robotizada se
requiere hasta 15 m3/min. de aire.
Figura 14: Método por proyección en vía húmeda
JOSEPH ROJAS SAIRE 13
2009 SHOTCRETE
3.5 Ventajas
Rebote mucho menor. Con el uso de equipos apropiados y de personal
capacitado se obtienen pérdidas normales que oscilan entre 5 y 10 % incluso
para el caso de proyección de concreto reforzado con fibra.
Mejor ambiente de trabajo debido a la reducción del polvo.
Capas más gruesas gracias al uso eficiente de los materiales de mezcla.
Dosificación controlada del agua (relación agua/cemento constaste y definida).
Mayor resistencia a la compresión y uniformidad de resultados.
Producción muy superior, y por tanto más económica.
3.6 Desventajas
Distancia de transporte limitada (máximo 300 m.)
Mayores demanda en calidad del agregado.
Solo se permiten interrupciones limitadas
Costo de limpieza.
Figura 15: Lanzamiento de shotcrete en cancha de relave de Mina Rosaura
JOSEPH ROJAS SAIRE 14
2009 SHOTCRETE
3.7 Diseño de Mezcla para Proyección por vía húmeda
Elementos necesarios para producir un buen shotcrete con el método por vía húmeda.
Cemento
Microsilice
Agregados
Aditivos
Acelerantes líquidos de fraguado libre de álcalis
Fibras
Post-tratamiento
Equipo de proyección apropiada
Correcto ejecución de la técnica
Algunos aspectos que influyan en la calidad del material obtenido
Baja relación agua/cemento
Menos agua
Menos cemento
Buena capacidad de colocación
3.7.1 Microsilice
Se considera el humo de sílice (o microsilice) es una puzolana. Muy reactiva con alta
capacidad para fijar iones extraños particularmente álcalis, la microsilice tiene un efecto
de relleno; se cree que distribuye los productos de hidratación de manera más
homogénea en el espacio disponible.
Es importante tener en cuenta que la microsilice puede utilizarse de dos maneras:
Como reemplazo del cemento, para reducir el contenido cemento (usualmente
por razones de economía).
Como adición para mejorar las propiedades del concreto, tanto fresco como
endurecido.
Figura 16: Microsilice
JOSEPH ROJAS SAIRE 15
2009 SHOTCRETE
3.7.1.1 Ventajas Especiales del Shotcrete con Microsilice
El uso correcto de microsilice puede proporcionar las siguientes propiedades del
shotcrete:
Mejorar la capacidad de bombeo: lubrica y previene la exudación y la
segregación.
Menos desgaste del equipo y de la manguera del bombeo.
Mayor cohesión del concreto fresco, y por tanto menos consumo del acelerante
(con mejores resistencia finales a la compresión).
Resistencia mecánicas superiores.
Menor rebote
Mayor resistencia a los sulfatos
3.8 Agregados
Es importante que la distribución del tamaño del grano y otras características sean lo
mas uniformes posibles particularmente importantes son la cantidad y características de
los finos para la proyección de mezclas húmedas. Deben observarse los siguientes
criterios:
La curva granulométrica del agregado es también muy importante especialmente
en sucesión inferior. El contenido de material fino en el tamiz N· 0.125 mm.
debe oscilar entre un limite inferior de 4 – 5% y uno superior de 8 – 9%.
JOSEPH ROJAS SAIRE 16
2009 SHOTCRETE
Figura 17: Curvas de Distribución para los Agregados del Shotcrete
JOSEPH ROJAS SAIRE 17
2009 SHOTCRETE
Figura 18: Cuadro de Tamiz
En los posible la cantidad de partículas de 8 mm. no debe exceder el 10% en
caso contrario las partículas rebotaran durante la proyección sobre superficies
duras (al comenzar la aplicación), o penetraran el concreto ya colocado
produciendo cavidades difíciles de rellenas
3.9 Aditivos: Súper plastificantes/Plastificantes
Los aditivos tienen como finalidad lograr propiedades específicos en el concreto fresco
y el endurecido mediante el método de proyección por vía húmeda.
Los Supe plastificantes/Plastificantes tienen un efecto excelente en la dispersión de
“finos” y por tanto son aditivos ideales y necesarios para el shotcrete. El mayor
asentamiento logrado por los supe plastificantes convencionales depende de las
condiciones de tiempo y temperatura y una dosis excesiva de aditivos puede conducir a
segregación y una perdida total de la cohesión, normalmente la dosificación oscila entre
4 – 10% kg/m2 según los requisitos de la calidad relación agua/cemento, consistencia
requerida, así como también el tipo de agregado y cemento.
JOSEPH ROJAS SAIRE 18
2009 SHOTCRETE
figura 19: Resultados de un Ensayo de Concreto con aditivos plastificantes
JOSEPH ROJAS SAIRE 19
2009 SHOTCRETE
CAPITULO 4
REFUERZO CON FIBRAS
El concreto reforzado con fibras esun material novedoso que esta siendo desarrollado de
forma acelerada gracias al mejoramiento de las nuevas fibras, tecnologica y tecnicas de
aplicación del concreto.
El uso del shotcrete reforzado con fibras ha alcanzado significativamente en los ultimos
años, contando ahora con la aprobacion de ingenieros, especificadores, propietarios y
contratistas del mundo entero para las aplicaciones de soporte de rocas.
Figura 20: Fibra metalica
4.1 ¿Por qué es necesario reforzar el concreto?
El concreto es un material fragil generalmente y el shotcrete se agrietan por razones
estructurales principalmente por la poca resistencia a la traccion del material. El
agrietamiento se produce como resultado de una combinacion de los esfuerzos de
contraccion. Para evitar este problema, es necesario reforzarlo con mallas
electrosoldadas y varillas de acero, pernos de roca, split set, o con fibras.
Figura 21: Shotcrete con Mallas y perno
JOSEPH ROJAS SAIRE 20
2009 SHOTCRETE
4.2 Comportamiento de las fibras Metalicas en el Shotcrete
La funcion principal de las fibras metalicas en el shotcrete es aumentar la ductilidad del
material, si bien es posible obtener una elevada resistencia a la flexion sin necesidad de
fibras metalicas.
Los resultados de pruebas a gran escala han demostrado que despues del
endurecimiento, la resistencia a la flexion del shotcrete basico se reduce a la mitad
debido a la contraccion y a la aparicion de micro fisuras, mientras que el shotcrete
reforzado con fibras metalicas mantiene su resistencia a la flexion.
Figura 22: Diagrama de Resistencia de una fibra de acero
4.3 CLASES DE FIBRAS
4.3.1 Fibras de Vidrio
Las fibras de vidrio no sirven como un material permanente porque al cabo de cierto
tiempo se fragilizan y son destruidas por la parte basica de la matriz de concreto, por
tanto, no deben utilizarse en ningun tipo de concreto shotcrete o morteros con base del
cemento.
Figura 23: Fibra de vidrio
JOSEPH ROJAS SAIRE 21
2009 SHOTCRETE
4.3.2 Fibras Sintéticas
Las fibras de plásticos cortas son resistentes y duraderas. Pero sus propiedades
mecánicas son similares a las del concreto y no mejoran las propiedades mecánicas ni
imparten viscosidad al concreto; por tal motivo se requiere para reforzar y contrarrestar
la contracción (en partículas contracción plástica) y también reducen el rebote en la
proyección por vía húmeda, adicionalmente las fibras sintéticas tienen un efecto
positivo en la resistencia del fuego del shotcrete.
Figura 24: Fibra Sintética (Polipropileno)
4.3.3 Fibras de Carbono
Desde el punto de vista técnico las fibras de carbono tienen propiedades mecánicas
ideales para el soporte de rocas, pero en la práctica no se utilizan debido a que son muy
costosas.
Figura 25: Fibra de Carbono
JOSEPH ROJAS SAIRE 22
2009 SHOTCRETE
4.3.4 Fibras Metálicas
Estas son las fibras mas utilizadas para el shotcrete, existen varias clases y calidades
disponibles en el mercado, pero solo algunos reúnen los requisitos establecidos para el
shotcrete reforzado con fibra.
Figura 26: Fibra Metálica (Dramix)
Los parámetros críticos de las fibras metálicas son:
Geometría
Longitud
Relación largo / espesor (L/D)
Calidad de acero
Figura 27: Relación Largo y espesor de fibra (Dramix)
JOSEPH ROJAS SAIRE 23
2009 SHOTCRETE
4.4 Ventajas Técnicas de las fibras Metálicas
El soporte de rocas esta acompañado de riesgos constantes de cargas inesperadas y
deformación, el mejor margen de seguridad posible se logra con una capa de shotcrete
que tenga la mas alta de energía de rotura (ductilidad) posible.
Figura 28: Curvas que muestren la deformación bajo la variación de la carga P
aplicada a capas de shotcrete con o sin refuerzos de fibras metálicas.
Si bien la adición de fibras metálicas ordinarias duplica la energía de rotura del
shotcrete, con la adición de las nuevas fibras metálicas se alcanza un valor de
energía de rotura que es de 50 a 200 veces mayor en términos prácticos, esto
significa que con estas nuevas fibras, una capa de shotcrete puede agrietarse y
deformarse y aun conservar una gran capacidad de carga de manera que en
circunstancias normales hay tiempo suficiente para poder observar las fisuras o
deformaciones y poder tomar las medidas pertinentes.
Figura 29: Comparación de energía de rotura de fibras metálicas y mallas
electrosoldadas
JOSEPH ROJAS SAIRE 24
2009 SHOTCRETE
4.5 Diseño de la Mezcla para el Shotcrete reforzado con Fibra
El diseño de mezcla con fibras metálicas requiere de experiencia teórica y practica del
personal.
El shotcrete reforzado con fibra requiere el uso de microsilice y aditivos para
poder contrarrestar los efectos negativos que tienen las fibras sobre el bombeo y
la proyección.
Se requiere un contenido mayor de material fino (mínimo 400 kg.)
Por razones de anclaje, el tamaño de las fibras debe ser al menos el doble del
tamaño del agregado máximo.
Las fibras metálicas pueden añadirse antes, después o durante de la sodificacion
de los materiales del concreto. Si se produce aglomeración de fibras (bolas),
puede eliminarse modificando la secuencia de sodificacion.
La fibra debe tener un largo no superior de 50 – 60% del diámetro de la
manguera de bombeo. Esto significa para la proyección manual la longitud de
una fibra normal es 25 mm. para robots con manguera de 65 mm.
Figura 30: Aditivo (Adicrest)
JOSEPH ROJAS SAIRE 25
2009 SHOTCRETE
CAPITULO 5
DURABILIDAD DEL SHOTCRETE
La durabilidad de una estructura de shotcrete se establece por combinación de muchos
parámetros posibles. A diferencias de las construcciones tradicionales con un concreto
colocado, en las construcciones con shotcrete no basta con utilizar un diseño correcto de
mezcla y refuerzo. La razón principal de ello es que el material se aplica por
proyección, y por lo tanto la calidad depende en el alto grado de la destreza humana y
del funcionamiento del equipo de proyección.
Figura 31: Parámetros de Durabilidad de una estructura de Shotcrete
JOSEPH ROJAS SAIRE 26
2009 SHOTCRETE
5.1 Diseños Construibles
Para el diseño y construcción de revestimiento de túneles de shotcrete duraderos se
requiere emplear una metodología de trabajo “holística” fundamentalmente el método
de revestimiento del shotcrete depende de las destrezas de los operarios durante la
construcción, y por lo tanto el diseño debe reflejar tal dependencia considerando la
“constructibilidad” de estas estructuras con shotcrete.
Figura 32: Factores humanos y estructurales
JOSEPH ROJAS SAIRE 27
2009 SHOTCRETE
5.2 Tiempos de Fraguado
Los tiempos de fraguado del shotcrete estabilizado y activado (fabricado por vía
húmeda y seca).
Figura 33: Tiempo de Fraguado de shotcrete estabilizado y activado
Figura 34: Tiempos de fraguado de shotcrete con hidratación controlada
JOSEPH ROJAS SAIRE 28
2009 SHOTCRETE
5.3 Rebote
El rebote de las mezclas del shotcrete representa un gran costo agregado que debería
mantenerse al mínimo pero en el cual caso, el porcentaje del rebote depende.
Relación agua/cemento: Habilidad del operadores
Proporción de la mezcla
Granulometría de la mezcla : Árido grueso
Eficiencia de la hidratación: Presión del agua
Diseño de boquilla
Velocidad de proyección: Capacidad del compresor
Diseño de la boquilla
Habilidad del operador
Angulo y distancia del impacto: Limitación de accesos
Densidad de aplicación: Especificaciones de obra
Dosificaciones
Figura 35: Efecto de los Principales Parámetros de proyección de Rebote y la
Calidad del Shotcrete
JOSEPH ROJAS SAIRE 29
2009 SHOTCRETE
5.4 Control de Espesor
Siempre en lo posible el shotcrete debe ser aplicado a su espesor completo de
diseño en una sola capa. Este puede ser aplicado en capas o espesores simples,
dependiendo de la posición de trabajo. En el techo el espesor debe ser el necesario
para evitar la caída del shotcrete, generalmente de 1” – 2” (2.54 cm a 5 cm) en cada
pasada de la paredes verticales.
ZONAS CON POSIBLE
ACUMULACION DE
MATERIAL DE REBOTE
Figura 36: Capa de Shotcrete
5.5 Curado del Concreto
El curado es uno de los trabajos básicos más importantes del shotcrete debido al
gran contenido de la mezcla (agregados, aditivos, agua y cemento), y la
consiguiente alto contracción y alto potencial de fisuracion aplicado.
Otra razón es el peligro del secado rápido debido a la ventilación en las minas, la
rápida hidratación del shotcrete acelerado y la aplicación en capas delgadas.
Figura 37: Curado del Concreto
JOSEPH ROJAS SAIRE 30
2009 SHOTCRETE
El curado debe ejecutarse con alto presión de aire y abundante agua (con una
proyección y boquilla, del shotcrete, los agentes del curado deben aplicarse dentro
de las siguientes 15 a 20 minutos después de la proyección debido al uso de
acelerantes de fraguado, la hidratación del shotcrete ocurre poco después de la
proyección (5 a 15 minutos) la hidratación y el aumento de la temperatura se
producen durante los primeros minutos y horas después de la aplicación del
shotcrete, y es muy importante proteger el shotcrete en la etapa critica.
5.6 Ensayos de Muestras
5.6.1 Sistemas para Mediciones del desarrollo de la Resistencia
N Agujas de Penetración
La aguja de penetración mide el desarrollo de la resistencia inicial durante de las
dos primeras horas. Es un método de ensayo indirecto que consiste en empujar
una aguja de dimensiones constantes a una profundidad definida dentro del
shotcrete fresco, la resistencia medida es un indicador de la resistencia a la
compresión.
Figura 38: Aguja de Penetración
N Pruebas de Adherencia (Pull-out)
Esta prueba determina el desarrollo de resistencia entre 3 y 24 horas. Este
método mide la fuerza necesaria para sacar un perno especial previamente
colocado antes a de aplicar el shotcrete.
Figura 39: Instrumento de medición de la resistencia inicial
JOSEPH ROJAS SAIRE 31
2009 SHOTCRETE
CAPITULO 6
APLICACIÓN Y MANIPULEO DEL CONCRETO LANZADO
6.1 Identificación de los Problemas del Terreno
La calidad del shotcrete final depende de los procedimientos en su aplicación, estos
procedimientos incluyen: la preparación de la superficie, técnica de lanzado
(manipulación de la boquilla o tobera), iluminación, ventilación, comunicación y
entrenamiento del persona.
Z Previo a la aplicación del shotcrete, es necesario que el operario de la boquilla
sepa de las propiedades del revestimiento del shotcrete requeridos tales como
espesor y perfil. Debe además conocer cualquier elemento crítico de seguridad.
Figura 40: Operario que fabrica los calibradores
Z Inmediatamente después de la excavación y antes de la aplicación del shotcrete,
hacer una evaluación geológica del terreno expuesto siguiendo los
procedimientos del proyecto.
Z Cualquier entrada de agua al túnel afectara negativamente la calidad y la
JOSEPH ROJAS SAIRE 32
2009 SHOTCRETE
resistencia del shotcrete. Por lo general un operario inexperto tratara de
proyectar shotcrete sobre las entradas activas de agua utilizando dosis elevadas
de acelerantes, sin embargo es recomendable controlar cualquier acceso de agua
mediante técnicas de preinyección, sistemas de drenajes o tuberías de drenajes
instaladas para desviar el agua a fin de facilitar la proyección del shotcrete.
Figura 41: Agua controlada mediante tubería de drenaje
6.2 Técnicas de Proyección Generales
◊ Es preciso controlar la hora de preparación e inspeccionar la trabajilidad de la
mezcla que llega a la bomba, en ninguna circunstancia se debe añadir agua a la
mezcladora ni tampoco utilizar mezclas antiguas que se hayan sido hidratados.
Figura 42: Hora de preparación de la Mezcla
◊ Cuando se emplea mezcla del shotcrete aceleradas, es esencial no aplicar
JOSEPH ROJAS SAIRE 33
2009 SHOTCRETE
shotcrete a la obra antes de comprobar que el shotcrete exhiba las características
del fraguado adecuados.
◊ Un operario de boquilla experimentado debe de cumplir con el objetivo de
rellenar todas las sobre excavaciones y las zonas que tengan problemas como
fisuramiento, fallas y zonas de grava.
Figura 43: Capa de shotcrete soportando fuerzas radiales
6.3 Posicionamiento y Distancia del Lanzado del Shotcrete
6.3.1 Destrezas del operario
Los operarios de boquillas deben tener experiencia previa a la aplicación del
shotcrete permanentemente, así como también conocer el proceso del shotcrete a
emplearse en el proyecto específico.
Figura 44: Operador experimentado
6.3.2 Angulo de Colocación del shotcrete
JOSEPH ROJAS SAIRE 34
2009 SHOTCRETE
El hombre que manipula la boquilla deberá hacerlo del siguiente modo: la posición de
trabajo debe ser tal, que haya posible cumplir con las especificaciones que se dan a
continuación.
La distancia ideal del lanzado es de 1 a 1.5 m. El sostener la boquilla mas
alejada de la superficie rocosa, resultara en una velocidad inferior del flujo de
los materiales, lo cual conducirá a una pobre compactación y aun mayor rebote.
Figura 45: Distancia de la boquilla
Respecto al ángulo de lanzado, como regla general, la boquilla deberá ser
dirigida perpendicularmente a la superficie rocosa. El ángulo lanzado no debe
ser menor a fin de distribuir uniformente el shotcrete.
Figura 46: Angulo del lanzado del shotcrete
La boquilla debe ser dirigida perpendicularmente a la superficie rocosa y debe
JOSEPH ROJAS SAIRE 35
2009 SHOTCRETE
ser rotada continuamente en una serie de pequeños óvalos o círculos.
Figura 47: Boquilla dirigido en círculo
Figura 48: El ángulo de rociado correcto será perpendicular a la superficie a ser
sostenida
JOSEPH ROJAS SAIRE 36
2009 SHOTCRETE
Cuando se instala shotcrete en paredes, la aplicación debe iniciarse en la base la
primera capa de shotcrete debe cubrir en lo posible completamente los
elementos refuerzos, aplicando shotcrete desde la superficie rocosa, este
procedimiento evita que posteriormente se presenta fenómeno del shotcrete
falso.
Figura 49: Aplicación de shotcrete en paredes
JOSEPH ROJAS SAIRE 37
2009 SHOTCRETE
CAPITULO 7
EQUIPOS
El mundo de la construcción subterránea se caracteriza por situaciones de alto riesgo y a
pesar de las numerosas aplicaciones técnicas disponibles, el contratista de hoy necesita
un socio competente y confiable. Para lograr la calidad y eficiencia requeridas, es
fundamental disponer de equipos, productos y servicios fiables y de alta calidad
7.1 Aplicación Manual
7.1.1 Equipos /Sistemas para la Proyección en vía seca
La mayoría de las maquinarias modernas funcionan con sistema de rotor.
7.1.1.1 Principio de funcionamiento
La mezcla por vía seca es agregada en la alimentación (1). A medida que el rotor gira,
dicha mezcla va cayendo por su propio peso por una ranura de alimentación situada en
unas de las cámaras de rotor (2). Mientras se llena una de las cámaras. Se sopla aire
comprimido en la otra cámara (llena).
Figura 50: principio de funcionamiento de maquina manual
La mezcla se descarga en la abertura de la salida (3). Impulsada bajo una presión de 3 –
6 bar a través de la tubería de transporte y hacia la boquilla de proyección, en donde se
le agrega agua. El rotor esta sellado por ambos lados con discos de caucho.
JOSEPH ROJAS SAIRE 38
2009 SHOTCRETE
Ficha Técnica de Aliva 252
La aliva 252 es una maquina robusta de proyección de hormigón y/o mortero en
vía seca y semi-húmeda con tipo de rotor de eje doble el diseño compacto y la
gran movilidad permiten su utilización en espacios reducidos, por ejemplo:
minas y galerías.
Figura 51: Maquina (Aliva 252)
La aliva 252 es una maquina de ejes firmemente construidas para proyectar hormigón en los
procesos de vía seca, tiene un transporte de 100%, si el motor con 60 Hz = 20 % mas alto de
la capacidad de transporte. Su consumo de aire por transporte + consumo de aire de motor
Nm³/min.= 35 cfm.
7.1.1.2 Avances
La tecnología de los equipos de proyección por vía seca busca reducir la generación de
polvo y disminuir la altura del llenado de las cámaras de rotor a fin de garantizar un
flujo uniforme de la mezcla y mejorar la resistencia del desgaste.
Figura 52: Boquilla típica manualmente
JOSEPH ROJAS SAIRE 39
2009 SHOTCRETE
7.1.2 Equipos/Sistemas para la Proyección por vía Húmeda
La proyección por vía húmeda se efectúa con bombas de doble pistón.
7.1.2.1 Avances
Para garantizar una proyección uniforme, los últimos desarrollos en maquinarias
procuran un transporte sin pulsaciones de la mezcla por vía húmeda, desde a bomba
hasta la boquilla.
Características Principales
Tres circuitos independientes de presión de aceite, cada uno de ellos alimentados
por una bomba independiente
Válvula de selección rápida en forma de “s” tubo en “s” con un sistema especial
de control de alta presión ( bomba auxiliar de acumulador de frente).
Figura 53: Principios de funcionamiento de una máquina por vía húmeda.
JOSEPH ROJAS SAIRE 40
2009 SHOTCRETE
Cilindros hidráulicos con ajuste automático de la carrera
Sistema de avance especial a través de válvula proporcional en coordinación con el
sistema de control de PLC.
Pistones de alimentación reversible (para medir las obstrucciones). Los pistones se
invierten automáticamente cuando se excede la presión de transporte máxima.
Por vía húmeda o seca, en condiciones óptimas y mejoras condiciones laborales para los
de la boquilla
Los robots de proyección se componen típicamente de los siguientes elementos:
Ensamblaje de lanza con boquillas.
Brazo mecanizado.
Control remoto.
Unidades de mando.
Platos giratorio o adaptador – consola (para diferentes versiones de montaje).
Figura 54: Ejemplo de plataforma de hundimiento de eje.
JOSEPH ROJAS SAIRE 41
2009 SHOTCRETE
Información Técnica de Aliva 263 Húmedo
La maquina aliva 263 es una maquina muy robusta, con dos ejes para lanzar
mezcla húmeda o seca la aplicación esta prevista para túneles, minería y taludes.
La maquina ha sido desarrollada especialmente para hormigón y/o mortero
húmedo con fibras de acero.
Figura 55: Aliva 263
Accionamiento : eléctrico (básico)
Potencia de rotor : 5/7.5 kw.
Rango de velocidad : 400V 50 Hz 400/440V 60 Hz 220V 60 Hz 220V 50Hz
Motor de aire
Rendimiento de motor : 8.5 kw
Rango de velocidad : 800- 1800 Rpm
Presión : 5 bar
Consumo de aire : 10 Nm³/m.
JOSEPH ROJAS SAIRE 42
2009 SHOTCRETE
7.2 Proyección Mecanizada
7.2.1 Brazos de Proyección
Los brazos de proyección (robots) sirven para aplicaciones de grandes cantidades de
shotcrete, especialmente en construcciones de túneles y galerías, o para protección de
chimeneas o taludes , gracias a estos equipos mecanizados y automatizados, es posible
aplicar grandes volúmenes de shotcrete por vía húmeda o seca, en condiciones óptimas
y mejores condiciones laborales para los operarios de la boquilla.
Los robots de proyección se componen típicamente de los siguientes elementos:
Ensamblaje de lanza con boquilla
Brazo mecanizado
Control remoto
Unidad de mando
Plato giratorio o adaptador – consola (para diferentes versiones de montaje)
Figura 56: Equipo manipulado a control remoto
JOSEPH ROJAS SAIRE 43
2009 SHOTCRETE
7.2.1.1 Brazos de Proyección Asistido por Computadora
El equipo robojet lógica. Es un brazo de proyección de última generación , que ha sido
desarrollado en conjunto con la industria y universidades. Tiene 8 grados de libertad y
permite al operario manipular la proyección en varios modos desde manual o
semiautomático totalmente automático, dentro de las áreas seleccionadas del túnel.
Figura 57: Mando de un equipo lógico.
7.3 Sistemas de Boquillas
Los sistemas de boquillas son una parte importante del equipo de proyección. Los
efectos esenciales de las boquillas son :
Reducir el rebote
Mejorar la adherencia
Mejorar la compactación
Figura 58: Boquilla de un equipo ROBOT.
JOSEPH ROJAS SAIRE 44
2009 SHOTCRETE
CAPITULO 8
COSTOS
PARTIDA: SOSTENIMIENTO: MATERIALES:
3
SHOTCRETE VIA SECA SIN FIBRA Agregados de 1/2" Φ: 6,00 M
3
DIMENSIONES: e = 2" Cemento tipo V (54 bol): 1,566 M
3
Mezcla seca: 7,57 M
UNIDAD DE MEDIDA: M2 RENDIMIENTOS:
ELAVORADO POR: AUROMINAS CONTRACTOR'S S.A.C. Asentamiento: 30%
UNIDAD DE PRODUCCION: CERRO DE PASCO Rebote: 20%
3
TIPO DE ROCA: III y IV Mezcla seca disponible: 3,78 M
EQUIPOS: MAQUINA SHOTCRETERA ALIVA-280 Oquedad: 17%
2
SCOOPTRAM DIESEL DE 3.5 YD3 Área de concreto lanzado 2" e: 62,80 M
CAMION DE 4 TN.
FECHA DE ELABORACION: dic-06 Guardia: 8,0 Hras
P.U TOTAL
ITEM DESCRIPCION Cantidad Unidad % Incid. (US$) Parcial Sub Total (US$)
1,0 MANO DE OBRA
Lider shotcretero 8,00 Hh 3,78 30,21 0,48
Maestro (Preparacion mezcla) 8,00 Hh 3,40 27,19 0,43
Ayudante Maestro (Preparacion Mezcla) 16,00 Hh 2,64 42,30 0,67
Maestro shotcretero 8,00 Hh 3,40 27,19 0,43
Ayudante Shotcretero 24,00 Hh 2,64 63,44 1,01
Bodeguero 2,00 Hh 2,64 5,29 0,08
Capataz 2,00 Hh 5,29 10,57 0,17
Ing. De Guardia 2,00 Hh 10,26 20,52 0,33 3,61
2,2 MATERIALES
Cemento tipo V 50,00 Bol 4,50 225,00 3,58
Agregados 5,00 M3 15,85 79,25 1,26
Acelerante 15,00 Gal 2,96 44,40 0,71
Calibradores 120,00 Pza 0,20 24,00 0,38 5,93
2,3 IMPLEMENTOS Y HERRAMIENTAS
Implementos de seguridad normal 8,75 Und 0,99 8,63 0,14
Implementos de Seguridad Agua 2,00 und 0,55 1,10 0,02
Herramientas / plataformas/luminaria 1,00 Gdia 10,00 10,00 0,16 0,31
3,0 EQUIPOS
Scooptram Diesel 3.5 Yd3 2,00 Hm 64,00 128,00 2,038
Shotcretera Aliva-280 8,00 Hm 15,20 121,60 1,936
Camion 4 Tn. 4,00 Hm 9,62 38,48 0,613
Cargador de lamparas 70,00 Hm 0,17 11,90 0,189
Mezcladora 4,00 Hm 4,00 16,00 0,255 5,03
COSTO DIRECTO 14,89
GASTOS GENERALES Y UTILIDAD 20,00% del Costo Directo 2,98
UTILIDAD 10,00% del Costo Directo 1,49
COSTO TOTAL US$ / M2 Shotcrete de 2" 19,36
COSTO TOTAL CON SCOOP DE VOLCAN 8,99
1.- Cia. Provee aire comprimido.
2.- Cia. traslada agregados de cancha en superficie, a cámara en interior mina.
JOSEPH ROJAS SAIRE 45
2009 SHOTCRETE
PARTIDA: SOSTENIMIENTO: MATERIALES:
3
SHOTCRETE VIA SECA SIN FIBRA Agregados de 3/4" Φ: 6,00 M
3
DIMENSIONES: e = 4" Cemento tipo V (54 bol): 1,566 M
3
Mezcla seca: 7,57 M
UNIDAD DE MEDIDA: M2 RENDIMIENTOS:
ELAVORADO POR: AUROMINAS CONTRACTOR'S S.A.C. Asentamiento: 30%
UNIDAD DE PRODUCCION: CERRO DE PASCO Rebote: 20%
3
TIPO DE ROCA: III y IV Mezcla seca disponible: 3,783 M
MAQUINA SHOTCRETERA
EQUIPOS: ALIVA-280 Oquedad: 17%
SCOOPTRAM DIESEL DE
2
3.5 YD3 Área de concreto lanzado 4" e: 31,40 M
CAMION DE 4 TN.
FECHA DE ELABORACION: dic-06 Guardia: 8,0 Hras
%
Inci TOTAL
ITEM DESCRIPCION Cantidad Unidad d. P.U (US$) Parcial Sub Total (US$)
1 MANO DE OBRA
Lider shotcretero 8,00 Hh 3,78 30,21 0,96
Maestro (Preparacion mezcla) 8,00 Hh 3,40 27,19 0,87
Ayudante Maestro (Preparacion) 16,00 Hh 2,64 42,30 1,35
Maestro shotcretero 8,00 Hh 3,40 27,19 0,87
Ayudante Shotcretro 24,00 Hh 2,64 63,44 2,02
Bodeguero 2,00 Hh 2,64 5,29 0,17
Capataz 2,00 Hh 5,29 10,57 0,34
Ing. De Guardia 2,00 Hh 10,26 20,52 0,65 7,22
2,2 MATERIALES
Cemento tipo V 50,00 Bol 4,50 225,00 7,17
Agregados 5,00 M3 15,85 79,25 2,52
Acelerante 15,00 Gal 2,96 44,40 1,41
Calibradores 120,00 Pza 0,20 24,00 0,76 11,87
2,3 IMPLEMENTOS Y HERRAMIENTAS
Implementos de seguridad normal 8,75 Und 0,99 8,63 0,27
Implementos de Seguridad Agua 2,00 und 0,55 1,10 0,03
Herramientas / plataformas/luminaria 1,00 Gdia 10,00 10,00 0,32 0,63
3 EQUIPOS
Scooptram Diesel 3.5 Yd3 2,00 Hm 64,00 128,00 4,08
Shotcretera Aliva-280 8,00 Hm 15,20 121,60 3,87
Camion 4 Tn. 4,00 Hm 9,62 38,48 1,23
Cargador de lamparas 70,00 Hm 0,17 11,90 0,38
Mezcladora 4,00 Hm 4,00 16,00 0,51 10,06
COSTO DIRECTO 29.78
GASTOS GENERALES Y UTILIDAD 20,00% del Costo Directo 5,96
UTILIDAD 10,00% del Costo Directo 2,98
COSTO TOTAL US$ / M2 Shotcrete de 4" 38,71
COSTO TOTAL CON SCOOP DE VOLCAN 17,99
1.- Cia. Provee aire comprimido.
2.- Cia. traslada agregados de cancha en superficie, a cámara en interior mina.
JOSEPH ROJAS SAIRE 46
2009 SHOTCRETE
PARTIDA: SOSTENIMIENTO: MATERIALES:
3
SHOTCRETE VIA SECA CON FIBRA Agregados de 3/4" Φ: 6,00 M
3
DIMENSIONES: e = 2" Cemento tipo V (54 bol): 1,566 M
3
Mezcla seca: 7,57 M
UNIDAD DE MEDIDA: M2 RENDIMIENTOS:
ELAVORADO POR: AUROMINAS CONTRACTOR'S S.A.C. Asentamiento: 30%
UNIDAD DE PRODUCCION: CERRO DE PASCO Rebote: 20%
3
TIPO DE ROCA: III y IV Mezcla seca disponible: 3,783 M
EQUIPOS: MAQUINA SHOTCRETERA ALIVA-280 Oquedad: 17% 3,59
2
SCOOPTRAM DIESEL DE 3.5 YD3 Área de concreto lanzado 2" e: 62,80 M 35,94
CAMION DE 4 TN.
FECHA DE ELABORACION: dic-06 Guardia: 8,0 Hras
TOTAL
ITEM DESCRIPCION Cantidad Unidad % Incid. P.U (US$) Parcial Sub Total (US$)
1 MANO DE OBRA
Lider shotcretero 8,00 Hh 3,78 30,21 0,48
Maestro (Preparacion mezcla) 8,00 Hh 3,40 27,19 0,43
Ayudante Maestro (Preparacion Mezcla) 16,00 Hh 2,64 42,30 0,67
Maestro shotcretero 8,00 Hh 3,40 27,19 0,43
Ayudante Shotcretro 24,00 Hh 2,64 63,44 1,01
Bodeguero 2,00 Hh 2,64 5,29 0,08
Capataz 2,00 Hh 5,29 10,57 0,17
Ing. De Guardia 2,00 Hh 10,26 20,52 0,33 3,61
2,2 MATERIALES
Cemento tipo V 50,00 Bol 4,50 225,00 3,58
Agregados 5,00 M3 15,85 79,25 1,26
Acelerante 15,00 Gal 2,96 44,40 0,71
Calibradores 120,00 Pza 0,20 24,00 0,38
Fibra de acero 200,00 Kg 1,75 350,00 5,57 11,51
2,3 IMPLEMENTOS Y HERRAMIENTAS
Implementos de seguridad normal 8,75 Und 0,99 8,63 0,14
Implementos de Seguridad Agua 2,00 und 0,55 1,10 0,02
Herramientas / plataformas/luminaria 1,00 Gdia 10,00 10,00 0,16 0,31
3 EQUIPOS
Scooptram Diesel 3.5 Yd3 2,00 Hm 64,00 128,00 2,04
Shotcretera Aliva-280 8,00 Hm 15,20 121,60 1,94
Camion 4 Tn. 4,00 Hm 9,62 38,48 0,61
Cargador de lamparas 70,00 Hm 0,17 11,90 0,19
Mezcladora 4,00 Hm 4,00 16,00 0,25 5,03
COSTO DIRECTO 20,46
GASTOS GENERALES Y UTILIDAD 20,00% del Costo Directo 4,09
UTILIDAD 10,00% del Costo Directo 2,05
COSTO TOTAL US$ / M2 Shotcrete de 2" 26,60
COSTO TOTAL CON SCOOP DE VOLCAN 8,99
1.- Cia. Provee aire comprimido.
2.- Cia. Traslada agregados de cancha en superficie, a cámara en interior mina.
JOSEPH ROJAS SAIRE 47
2009 SHOTCRETE
PARTIDA: SOSTENIMIENTO: MATERIALES:
3
SHOTCRETE VIA SECA CON FIBRA Agregados de 3/4" Φ: 6,00 M
3
DIMENSIONES: e = 4" Cemento tipo V (54 bol): 1,566 M
3
Mezcla seca: 7,57 M
UNIDAD DE MEDIDA: M2 RENDIMIENTOS:
ELAVORADO POR: AUROMINAS CONTRACTOR'S S.A.C. Asentamiento: 30%
UNIDAD DE PRODUCCION: CERRO DE PASCO Rebote: 20%
3
TIPO DE ROCA: III y IV Mezcla seca disponible: 3,783 M
EQUIPOS: MAQUINA SHOTCRETERA ALIVA-280 Oquedad: 17%
2
SCOOPTRAM DIESEL DE 3.5 YD3 Área de concreto lanzado 4" e: 31,40 M
CAMION DE 4
TN.
FECHA DE ELABORACION: dic-06 Guardia: 8,0 Hras
TOTAL
ITEM DESCRIPCION Cantidad Unidad % Incid. P.U (US$) Parcial Sub Total (US$)
1 MANO DE OBRA
Lider shotcretero 8,00 Hh 3,78 30,21 0,96
Maestro (Preparacion mezcla) 8,00 Hh 3,40 27,19 0,87
Ayudante Maestro (Preparacion Mezcla) 16,00 Hh 2,64 42,30 1,35
Maestro shotcretero 8,00 Hh 3,40 27,19 0,87
Ayudante Shotcretro 24,00 Hh 2,64 63,44 2,02
Bodeguero 2,00 Hh 2,64 5,29 0,17
Capataz 2,00 Hh 5,29 10,57 0,34
Ing. De Guardia 2,00 Hh 10,26 20,52 0,65 7,22
2,2 MATERIALES
Cemento tipo V 50,00 Bol 4,50 225,00 7,17
Agregados 5,00 M3 15,85 79,25 2,52
Acelerante 15,00 Gal 2,96 44,40 1,41
Calibradores 120,00 Pza 0,20 24,00 0,76
Fibra de acero 200,00 Kg 1,75 350,00 11,15 23,02
2,3 IMPLEMENTOS Y HERRAMIENTAS
Implementos de seguridad normal 8,75 Und 0,99 8,63 0,27
Implementos de Seguridad Agua 2,00 und 0,55 1,10 0,03
Herramientas / plataformas/luminaria 1,00 Gdia 10,00 10,00 0,32 0,63
3 EQUIPOS
Scooptram Diesel 3.5 Yd3 2,00 Hm 64,00 128,00 4,08
Shotcretera Aliva-280 8,00 Hm 15,20 121,60 3,87
Camion 4 Tn. 4,00 Hm 9,62 38,48 1,23
Cargador de lamparas 70,00 Hm 0,17 11,90 0,38
Mezcladora 4,00 Hm 4,00 16,00 0,51 10,06
COSTO DIRECTO 40,93
GASTOS GENERALES Y UTILIDAD 20,00% del Costo Directo 8,19
UTILIDAD 10,00% del Costo Directo 4,09
COSTO TOTAL US$ / M2 Shotcrete de 4" 53,21
COSTO TOTAL CON SCOOP DE VOLCAN 17,99
JOSEPH ROJAS SAIRE 48
2009 SHOTCRETE
SHOTCRETE 2" - CALIBRADOR ) incl malla de acero
Avance Mts 2/Cuadrilla.................: 22,05 Mts 2 /mes..: 1.102,50
DESCRIPCION UNIDAD CANTID. COST./UNIT. FACTOR US$ $/Gdia
MANO DE OBRA
Maestro Gunitador M2 Tarea 1,00 16,01 1,25 20,01
Peón A2 Tarea 2,00 11,44 1,25 28,59
48,61 48,61
ACCESORIOS
Manguera Jebe 1" Mts 50,00 4,95 200,00 1,24
Manguera Jebe 1/2" Mts 50,00 2,29 200,00 0,57 1,81
HERRAMIENTAS % 5,00 2,43 2,43
IMPLEMENTOS SEGURIDAD Nº Tars. 4,00 1,43 5,71 5,71
EQUIPO BOMBEO ALIVA 240 $/Gdia 1,00 6,41 6,41 6,41
MATERIAL
Cemento Bolsas 20,00 7,67 153,33
Sigunit(acelerante) Kgs 22,00 1,17 25,73
Fibra de Acero Kgs 24,00 1,74 41,72
Calibrador 1 1/2" Uni 22,00 0,37 8,22
Cable Electrico(NPT 3x8) Mts 300,00 1,81 600,00 0,91
Manta Mts 15,00 8,03 100,00 1,21 231,12
SERVICIOS AUXILIARES(C.FIJO) 0,61
SUB-TOTAL COSTOS DIRECTOS 296,70
Gastos Generales (15%) 44,50
Utilidad (10%) 29,67
COSTO TOTAL S/./GDIA 370,87
COSTO TOTAL $ /M2. $ 16,82
COSTO TOTAL $ /ml de túnel 5.0 x 4.7 m 12,64 m2/ml $ 212,60
COSTO TOTAL $ /ml de túnel 4. 5 x 4.5 m 10,28 m2/ml $ 172,90
1.-Costo de Mano de Obra se considera incluido sus leyes sociales
2.-Además incluye:
-Preparación e Instalación de Calibradores
-Preparación de Superficie (Desatado, Limpieza, Etc.)
-Preparación de Material (Mezcla)
-Transporte de material e instalación de equipo
-Operación de Shotcrete
JOSEPH ROJAS SAIRE 49
2009 SHOTCRETE
ANALISIS DE PRECIOS UNITARIOS
CONCRETO LANZADO SIMPLE CON FIBRA DRAMIX
PROYECTO: CONSORCIO MINERO HORIZONTE S.A. FECHA: jun-03
PARTIDA: CONCRETO LANZADO CON FIBRA DRAMIX DE e=0.05 m.
EQUIPOS: SCOOP/LANZADORA DE CONCRETO
m2/gdia (En m2/gdia (En
RENDIMIENTOS: 70,00 lanzado) 80,00 preparación)
ITEM DESCRIPCION INCID. UNI. CANTID. PRECIO P.PARC. SUBTOT. TOTAL
UNITARIO $ $ US$/M2
1.- MANO DE OBRA
A: Instalación y preparación de área
Ayudante 1,000 h-h 8,00 2,73 $/hr 21,81 0,27
Peón mina 3,000 h-h 24,00 2,15 $/hr 51,66 0,65 0,92
B: Fabricación y colocación de shotcrete
Maestro 1,000 h-h 8,00 2,87 $/hr 22,96 0,33
Ayudante 1,000 h-h 8,00 2,73 $/hr 21,81 0,31
Peón mina 2,000 h-h 16,00 2,15 $/hr 34,44 0,49
Operador de Scoop 0,500 h-h 1,00 3,23 $/hr 3,23 0,05
Lider 0,125 h-h 1,00 3,95 $/hr 3,95 0,06
Lamparero bodeguero 0,200 h-h 1,60 2,37 $/hr 3,79 0,05 1,29
67,60
2.- IMPLEMENTOS
Implementos personal shotcrete h-h 16,00 0,32 $/hr 5,12 0,07
Implementos personal auxiliar h-h 51,60 0,29 $/hr 15,00 0,21 0,29
3.- MATERIALES Y HERRAMIENTAS
Agregado clasificado m3 7,78 0,00 $/m3 0,00 0,00
Aditivo Kg 85,56 1,00 $/kg 85,56 1,22
Cemento bls 77,78 0,00 $/bls 0,00 0,00
Calibradores de 2" unid 100,00 0,60 $/uni 60,00 0,86
Herramientas gdia 0,50 7,99 $/gdia 4,00 0,06
Fibra Dramix kg 233,333 0,00 $/kg 0,00 0,00 2,14
5.- EQUIPOS
Scooptrams 6 yd3 h-m 2,00 80,43 $/hr 160,86 2,30
Lanzadora Aliva 252 h-m 8,00 6,20 $/hr 49,60 0,71
Mescladora de concreto h-m 8,00 0,73 $/hr 5,84 0,08
Tanque de aditivo h-m 8,00 0,95 $/hr 7,60 0,11
Camión de servicios h-m 2,00 24,92 $/hr 49,84 0,71
Cargadora de Lámparas h-m 3,00 0,590 $/hr 1,77 0,03 3,94
6.- GASTOS INDIRECTOS
Gastos Generales % 20,65 8,57 $ 1,77 1,77
Contingencias % 0,00 8,57 $ 0,00 0,00
Utilidad % 10,00 8,57 $ 0,86 0,86 2,63
TOTAL COSTO METRO CUADRADO EN DOLARES (US$/M2) 11,19
JOSEPH ROJAS SAIRE 50
2009 SHOTCRETE
ANALISIS DE PRECIOS UNITARIOS
CONCRETO LANZADO SIMPLE CON FIBRA DRAMIX
PROYECTO: CONSORCIO MINERO HORIZONTE S.A. FECHA: jun-03
CONCRETO LANZADO CON FIBRA DRAMIX DE e=0.10
PARTIDA: m.
EQUIPOS: SCOOP/LANZADORA DE CONCRETO
m2/gdia (En
RENDIMIENTOS: 40,00 lanzado) 40,00 m2/gdia (En preparación)
ITEM DESCRIPCION INCID. UNI. CANTID. PRECIO P.PARC. SUBTOT. TOTAL
UNITARIO $ $ US$/M2
1.- MANO DE OBRA
A: Instalación y preparación de área
Ayudante 1,000 h-h 8,00 2,73 $/hr 21,81 0,55
Peón mina 2,000 h-h 16,00 2,15 $/hr 34,44 0,86 1,41
B: Fabricación y colocación de shotcrete
Maestro 1,000 h-h 8,00 2,87 $/hr 22,96 0,57
Ayudante 1,000 h-h 8,00 2,73 $/hr 21,81 0,55
Peón mina 2,000 h-h 16,00 2,15 $/hr 34,44 0,86
Operador de Scoop 0,500 h-h 0,75 3,23 $/hr 2,42 0,06
Lider 0,125 h-h 1,00 3,95 $/hr 3,95 0,10
Lamparero bodeguero 0,200 h-h 1,60 2,37 $/hr 3,79 0,09 2,23
59,35
2.- IMPLEMENTOS
Implementos personal shotcrete h-h 16,00 0,32 $/hr 5,12 0,13
Implementos personal auxiliar h-h 43,35 0,29 $/hr 12,60 0,31 0,44
3.- MATERIALES Y HERRAMIENTAS
Agregado clasificado m3 4,44 0,00 $/m3 0,00 0,00
Aditivo Kg 48,89 1,00 $/kg 48,89 1,22
Cemento bls 44,44 0,00 $/bls 0,00 0,00
Calibradores de 4" unid 100,00 0,60 $/uni 60,00 1,50
Herramientas gdia 0,50 7,99 $/gdia 4,00 0,10
Fibra Dramix kg 133,333 0,00 $/kg 0,00 0,00 2,82
5.- EQUIPOS
Scooptrams 6 yd3 h-m 1,50 80,43 $/hr 120,65 3,02
Lanzadora Aliva 252 h-m 8,00 6,20 $/hr 49,60 1,24
Mescladora de concreto h-m 8,00 0,73 $/hr 5,84 0,15
Tanque de aditivo h-m 8,00 0,95 $/hr 7,60 0,19
Camión de servicios h-m 2,00 24,92 $/hr 49,84 1,25
Cargadora de Lámparas h-m 2,00 0,590 $/hr 1,18 0,03 5,87
6.- GASTOS INDIRECTOS
Gastos Generales % 20,65 12,77 $ 2,64 2,64
Contingencias % 0,00 12,77 $ 0,00 0,00
Utilidad % 10,00 12,77 $ 1,28 1,28 3,91
TOTAL COSTO METRO CUADRADO EN DOLARES (US$/M2) 16,69
JOSEPH ROJAS SAIRE 51
2009 SHOTCRETE
CAPITULO 9
ASPECTOS ADICIONALES
1. PETS: Procedimiento Escrito del Trabajo Seguro
Equipo de Protección Personal: Mameluco con
cintas reflectivas, ropa de jebe, casco con careta
TAREA: SOSTENIMIENTO CON SHOTCRETE.
protectora, guantes de jebe, botas con punta de
acero, correa portalámparas, lámpara, respirador.
PROCEDIMIENTOS MEDIDAS CORRECTIVAS
RIESGOS POTENCIALES
Sistema de 05 Puntos de Seguridad
Comprobar la ventilación.
Asfixia por falta de oxigeno o por
Inspeccionar el lugar de Lavar el techo, frente y costados.
gases residuales.
trabajo, aplicar la cartilla de Parándose bajo un techo seguro verificar el
Contacto con polvo microscópico.
los cinco puntos y verificar techo, frente y costados.
Golpeado por la caída de rocas
las recomendaciones de Disparar tiros fallados.
sueltas.
1 Geomecánica. Seguir el procedimiento de redesatado de
Contacto con tiros fallados.
rocas sueltas.
Comunicación permanente.
Transporte de la aliva y Golpe con el equipo.
Use plataforma o scooptram para el
2 botellón de agua. Atropellamiento por equipos.
transporte adecuado de equipos.
Comunicación permanente.
3 No use herramientas defectuosas, e
Instalación de aliva y Golpe con equipo y herramientas.
inapropiadas.
botellón de agua. Electrocutamiento
Verificar las instalaciones eléctricas de
las Alivas.
Preparación de mezcla,
Exposición a polvo. Usar careta facial y respirador para polvo.
llenado de agua y aditivo al
4 Quemadura con aditivo. Usar bomba manual para el aditivo.
botellón.
Usar protector facial.
El lanzador debe ubicarse en un lugar
Exposición a polvo.
seguro, y realizarlo desde el piso. De tener
Proyección de partículas a los ojos.
mayores alturas de 3.00 metros, utilizar
Caída de rocas.
Cargar la mezcla seca a la plataforma diseñada para este caso. Ver
5 Golpe por desempate de manguera
aliva y realizar el lanzado. estándar.
de aire.
Use bushing y abrazaderas en las uniones
Golpes con herramientas.
del equipo y la manguera.
Quemadura con aditivo.
Usar EPP completo, casco con careta facial
protectora.
Limpiar la aliva, botellón de Golpes con equipos. Comunicación permanente.
6 agua y accesorios. Exposición a polvo. Use respirador.
Comunicación permanente.
Recoger la aliva, botellón y
Golpe con el equipo. Use plataforma o scooptram para el
7 accesorios.
transporte de equipos.
JOSEPH ROJAS SAIRE 52
2009 SHOTCRETE
2. SOSTENIMIENTO DE ROCAS- MINA CHUNGAR
Ing. Luis Maldonado Zorrilla
Jefe de Geomecánica – Empresa
Administradora Chungar S.A.C.
lmaldonado@volcan.com.pe
Shotcrete Estructural Vía Húmeda
El Shotcrete Vía Húmeda es el hormigón proyectado con un equipo robotizado a las
paredes de las labores mineras para su sostenimiento; cuya mezcla es preparada en
una planta de concreto, transportado en Hurones y lanzado mediante una bomba y brazo
robotizado denominado Alpha 20.
Requerimientos básicos:
La resistencia mínima requerida es de 30 Kg/cm² a las 4 horas de lanzado, a las 24
horas 100 kg/cm² y a los 7 días debe ser mayor de 210 kg/cm²; verificado mediante
ensayes de laboratorio.
Infraestructura y personal:
Para esta actividad en Chungar se cuenta con lo
siguiente:
1. Una planta de concreto con capacidad para
producir 20 m³ de mezcla por hora.
2. Tres Alpha 20, bombas lanzadoras con brazos
robotizados.
3. Seis camiones hormigoneros (Hurones 4).
4. Planta de concreto para el preparado de mezcla
con 20 trabajadores.
5. Empresa especializada para transporte y lanzado
con 45 trabajadores.
6. Supervisión del sostenimiento y geomecánica con 5 trabajadores.
Producción y costos:
1. Mensualmente se aplica 2,000 m³ de Shotcrete
Vía Húmeda; que representa una cobertura
aproximada de 24,000 m² a un espesor de 2”.
2. Los costos son aproximadamente de US $ 22.75 por
m² cubierto a un espesor de 2”.
3. Abastecimiento de mezcla húmeda al Hurón
4. Alpha 20, lanzador con brazo robotizado.
5. Ingreso del Alpha 20 al tajo para sostenimiento.
JOSEPH ROJAS SAIRE 53
2009 SHOTCRETE
Shotcrete Estructural Vía Seca
Shotcrete Estructural Vía Seca es un sistema de aplicación de concreto lanzado que
no requiere una alta mecanización, lo cual favorece el uso de esta tecnología en
las actividades mineras.La capacidad de los equipos de proyección utilizados para
el Shotcrete Vía Seca son de volúmenes de proyección pequeños; por lo que el
reducido tamaño de estos equipos hace que sean versátiles en sus desplazamientos y
ubicaciones respecto a la zona que se desea estabilizar. A ello se debe su gran
acogida en las pequeñas operaciones mineras, las cuales tienen secciones reducidas
en sus labores. La buena instalación del Shotcrete Vía Seca depende en gran medida
de la destreza del operador. Es el operador quien controla los niveles de agua
con aditivo que serán adicionados a la mezcla, así como la proyección de la mezcla
hacia el macizo rocoso (manipuleo de la pistola de lanzado). Es por ello que los niveles
de productividad y calidad, en gran medida, obedecen al grado de entrenamiento y
responsabilidad del operador. La aplicación de Shotcrete Vía Seca produce niveles de
rebote elevados. Esto ocurre principalmente cuando se tiene:
a) una mala aplicación de la mezcla sobre la superficie del macizo;
b) condiciones operativas no apropiadas (baja presión de aire para el equipo); etc.
Cabe indicar que los niveles de rebote utilizando esta tecnología de lanzado son
mayores que los de la tecnología por vía húmeda.
Durante la aplicación del Shotcrete es necesario que los operadores cuenten con los
EPP adecuados y exista una exigente supervisión en cuanto a su uso. Asimismo,
se debe proveer a las labores de reflectores de buena potencia, para una adecuada
observación de la superficie de aplicación.
JOSEPH ROJAS SAIRE 54
2009 SHOTCRETE
Requerimientos básicos:
La resistencia mínima requerida es de 30 Kg/cm² a las 4 horas de lanzado, a las
24 horas 100 kg/cm² y a los 7 días debe ser mayor de 210 kg/cm²; verificado mediante
ensayes de laboratorio.
Infraestructura y personal:
Para esta actividad en Chungar se cuenta con lo
siguiente:
1. Una planta de concreto con capacidad par
producir la mezcla seca.
2. Cuatro bombas shotcreteras, dos en stand by.
3. El transporte es en Dumper o volquetes hasta
cámaras dentro de mina, y de ésta es con Scoop
hasta el frente de trabajo.
4. Personal por bomba shotcretera: 5 trabajadores.
Producción y costos:
1. Mensualmente se aplica 1,300 m³ de Shotcrete
Vía Seca; que representa una cobertura aproximada
de 11,700 m² a un espesor de 2”.
2. Los costos son aproximadamente de US $ 25.97
por m² cubierto a un espesor de 2”.
3. Cuadrilla de operadores para Shotcrete.
JOSEPH ROJAS SAIRE 55
2009 SHOTCRETE
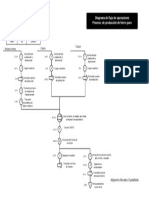
Mecanismo del Proceso de Lanzado de Shotcrete Vía Seca
JOSEPH ROJAS SAIRE 56
2009 SHOTCRETE
3. CEMENTO
DEFINICIÓN:
Es una sustancia de polvo fino hecha de argamasa de yeso capaz de formar una pasta
blanda al mezclarse con el agua y que se endurece espontáneamente en contacto con el
aire.
HISTORIA:
La utilización de cementos y aglomerantes, se remonta a:
N Egipto, construcción de las pirámides
N Griegos y romanos, utilización de los primeros concretos
N Llamado por los romanos “Opus Cementitium”
N En 1724, se busca la cal hidráulica, adicionando arcilla a la mezcla con cal
N En 1778, el Sr Aspdin realiza ensayos con rocas de la isla de Pórtland (Inglaterra), es
el Padre del cemento Pórtland
N En el Perú: la fabricación del cemento se remonta a 1916 al constituirse la CIA
Peruana de cemento Pórtland, hoy”Cementos Lima”
PROPIEDADES FISICAS Y QUIMICAS
Los cementos pertenecen a la clase de materiales denominados aglomerantes en
construcción, como la cal aérea y el yeso (no hidráulico), el cemento endurece
rápidamente y alcanza resistencias altas; esto gracias a reacciones complicadas de la
combinación cal – sílice. Ej: Análisis químico del cemento:
CaO 63 % (Cal)
SiO2 20 % (Sílice)
Al2O3 6% (Alúmina)
Fe2O3 3% (Oxido de Fierro)
MgO 1.5 % (Oxido de Magnesio)
K2O + Na2O 1% (Álcalis)
Perdida por calcinación 2%
Residuo insoluble 0.5 %
CaO Residuo 2% (Anhídrido Sulfúrico)
SO3 1% (Cal libre)
Suma 100%
Características químicas:
• Módulo fundente
• Compuestos secundarios
• Perdida por calcinación
• Residuo insoluble
JOSEPH ROJAS SAIRE 57
2009 SHOTCRETE
Características físicas:
• Superficie específica
• Tiempo de fraguado
• Falso fraguado
• Estabilidad de volumen
• Resistencia mecánica
• Contenido de aire
• Calor de hidratación
Ejemplo: Norma C-150 ASTM
Finura Superficie 3270 cm2/gr
especifica Blaine
Estabilidad de volumen Expansión de autoclave
0.2%
Tiempo de fraguado Prueba Vicat:
Fraguado inicial
2h 48m
Final 3h 55m
Resistencia a la 3 días: 170kg/cm2
compresión 7 días: 225kg/cm2
28 días: 265Kg/cm2
Contenido de aire 9.0%
CEMENTO PORTLAND: Cemento hidráulico producido mediante la pulverización del
clinker, compuesto esencialmente de silicatos de calcio hidráulicos y que contiene
generalmente una o mas de las formas de sulfato de calcio como una adición durante la
molienda.
TIPOS DE CEMENTO PORTLAND:
Tipo I : normal es el cemento Pórtland destinado a obras de concreto en general,
cuando en las mismas no se especifique la utilización de otro tipo.(Edificios,
estructuras industriales, conjuntos habitacionales)
Libera mas calor de hidratación que otros tipos de cemento
Tipo II : de moderada resistencia a los sulfatos, es el cemento Pórtland
destinado a obras de concreto en general y obras expuestas a la acción moderada
de sulfatos o donde se requiera moderado calor de hidratación, cuando así sea
especificado.(Puentes, tuberías de concreto)
Tipo III : Alta resistencia inicial, como cuando se necesita que la estructura de
concreto reciba carga lo antes posible o cuando es necesario desencofrar a los
pocos días del vaciado.
Tipo IV : Se requiere bajo calor de hidratación en que no deben producirse
JOSEPH ROJAS SAIRE 58
2009 SHOTCRETE
dilataciones durante el fraguado
Tipo V : Usado donde se requiera una elevada resistencia a la acción
concentrada de los sulfatos (canales, alcantarillas, obras portuarias)
TIPOS DE CEMENTO PORTLAND PUZOLÁNICO:
-Pórtland Puzolánico tipo IP: Donde la adición de puzolana es del 15 –40 % del total.
-Pórtland Puzolánico tipo I(PM): Donde la adición de puzolana es menos del 15 %
-Pórtland Puzolánico tipo P: Donde la adición de puzolana es mas del 40%
CEMENTOS ESPECIALES
-Cemento Pórtland Blanco
-Cemento de Albañilería
-Cementos Aluminosos
-Cementos compuestos
APLICACIONES
Represa en Antamina, Complejo habitacional y comercial,
cemento Pórtland tipo II cemento Pórtland tipo I
Punta Lagunas de San Juan, cemento
Pórtland puzolánico tipo I (PM)
JOSEPH ROJAS SAIRE 59
2009 SHOTCRETE
NORMALIZACION
Las normas para el cemento son:
ITINTEC 334.001: Definiciones y nomenclatura.
ITINTEC 334.002: Método para determinar la finura.
ITINTEC 334.004: Ensayo de autoclave para la estabilidad de volumen.
ITINTEC 334.006: Método de determinación de la consistencia.
ITINTEC 334.007: Extracción de muestra.
ITINTEC 334.008: Clasificación y nomenclatura.
ITINTEC 334.016: Análisis químico, disposiciones generales.
ITINTEC 334.017: Análisis químico, método usual para determinar el diosado de
silicio, oxido férrico oxido de calcio, aluminio y magnesio.
ITINTEC 334.018: Análisis químico, anhidrido carbónico.
ITINTEC 334.020: Análisis químico, perdida por calcinación.
ITINTEC 334.021: Análisis químico, residuo insoluble.
ITINTEC 334.041: Análisis químico, método de determinación de óxidos de sodio y
potasio.
ITINTEC 334.042: Método para ensayos de resistencia a flexión y compresión del
mortero plástico.
ITINTEC 334.046: Método de ensayo para determinar la finura por tamizado húmedo
con tamiz Nº 325.
ITINTEC 334.047: Método de determinación del calor de hidratación.
ITINTEC 334.048: Métodos de determinación del contenido de aire del mortero
plástico.
COMERCIALIZACION
La mayor parte del cemento se comercializa en bolsas de 42.5 Kg. y el resto a granel, de
acuerdo a los requerimientos del usuario.
Las bolsas por lo general, son fabricadas en papel krap extensible tipo Klupac con
variable contenido de hojas, que usualmente están entre dos y cuatro, de acuerdo a los
requerimientos de transporte o manipuleo. En algunos casos cuando las condiciones del
entorno lo aconseja, van provistas de un refuerzo interior de polipropileno. También la
comercialización del cemento en bolsones con capacidad de 1.5 toneladas. Dichos
bolsones se conocen como big bag.
JOSEPH ROJAS SAIRE 60
2009 SHOTCRETE
4. ASTM (American Society for Testing and Materials)
ASTM C-94 Standard Specification for Ready-Mixed Concrete
Material should confirm to
Cement - C 150 or C 595
Aggregates - C 33 or C330 (light weight concrete)
Water - clear and apparently clean
Admixtures - C 260, C 494, C 618, C 989, C 1017.
Information needs for specification:
1. Size of course aggregate.
2. Slump at delivery
3. % of air-entrained.
4. Specify one of the following
A. Compressive strength at 28 days (lab cure sample)
B. Cement content (bags or lb/yard3) , Maximum allowable water content,
admixtures.
C. Compressive strength at 28 days, Minimum cement content (bags or lb/yard 3),
admixtures.
5. Unit weight (for light weight concrete).
Mixing and Delivery:
Adding water: no water should be added.
Sampling: volume: 2 ft3, after discharge 15% of concrete before 85% of discharge.
Sample should be taken within 15 minute of elapse time.
Discharge time: discharge should be completed within 90 minutes.
Minimum tests for Strength, slump, and air entraining
1. One test for 150 cubic yard.
2. One test from each separate batch.
3. One for each class of concrete.
ASTM specified method of testing and sampling
1. Compression test specimens - C 31
2. Compression test - C 39
3. Yield, unit weight - C 138
4. Air entraining - C 138, C 173, or C 231.
5. Slump - C 143.
6. Sampling fresh concrete - C 172.
7. Temperature - C 1064.
JOSEPH ROJAS SAIRE 61
2009 SHOTCRETE
Recommended total air-content for air-entrained concrete:
Maximum aggregate size
Exposure 3/8" ½" 3/4" 1" 1-1/2" 2" 3"
condition (9.5mm) (12.5mm) (19mm) (25mm) (37.5mm) (50mm) (75mm)
Mild 4.5 4 3.5 3 2.5 2 1.5
Moderate 6 5.5 5 4.5 4.5 4 3.5
Server 7.5 7 6 6 5.5 5 4.5
Tolerance in slump
1. When specification specifies "maximum" or "not to exceed"
Specified slump 3" or less more than 3"
Plus tolerance 0 0
Minimum tolerance 1-1/2" (38 mm) 2-1/2" (63 mm)
2. When specification did not specifies "maximum" or "not to exceed"
Specified slump Tolerance
2" (51 mm) or less ±½" (13 mm)
More than 2" through 4" ±1" (25 mm)
More than 4" ±1-1/2" (38 mm)
JOSEPH ROJAS SAIRE 62
2009 SHOTCRETE
Z ENSAYO DE CONSISTENCIA DEL CONCRETO (SLUMP TEST)
Slump test es la verificacion de la consistencia del hormigón. Es decir, controla la
correcta proporción entre el agua y el cemento en el hormigón armado.
El ensayo de consistencia del concreto, o “slump test”, sirve para evaluar su capacidad
para adaptarse con facilidad al encofrado que lo va a contener. El procedimiento se
explica ampliamente en la norma ASTM C143-78 “Slump of Portland Cement
Concrete”.
Equipo necesario:
Cono de Abrams de medidas estandar
Varilla para apisonado de fierro liso de diámetro 5/8″ y punta redondeada L=60 cm
Wincha metálica
Plancha metálica (badilejo)
Procedimiento
Obtener una muestra al azar, sin tener en cuenta la aparente calidad del concreto.
Según la norma se debe obtener una muestra por cada 120 m3 de concreto
producido ó 500 m2 de superficie llenada y en todo caso no menos de una al día.
Particularmente he llegado a sacar muestras con más regularidad si la importancia
del elemento estructural lo amerita. La muestra no debe ser menor de 30 lt y el
concreto muestreado no debe tener más de 1 hora de preparado. Entre la obtención
de la muestra y el término de la prueba no deben pasar más de 10 minutos.
Colocar el molde limpio y humedecido con agua sobre una superficie plana y
humedecida, pisando las aletas.
Verter una capa de concreto hasta un tercio del volumen (67 mm de altura) y
apisonar con la varilla lisa uniformememente, contando 25 golpes.
Verter una segunda capa de concreto (155 mm de altura) y nuevamente apisonar
con la varilla lisa uniformemente, contando 25 golpes. Los golpes en esta capa
deben llegar hasta la capa anterior.
Verter una tercera capa (en exceso) y repetir el procedimiento, siempre teniendo
cuidado en que los golpes lleguen a la capa anterior. Como es usual, les faltará un
poco de concreto al final, asi es que tendrán que rellenar el faltante y enrasar el
molde con la varilla lisa. Desde el inicio del procedimiento, hasta este punto no
deben de haber pasado más de 2 minutos. Es permitido dar un pequeño golpe al
molde con la varilla para que se produzca la separación del pastón.
Ahora pasamos a retirar el molde con mucho cuidado (no debería hacerse en
menos de 5 segundos), lo colocamos invertido al lado del pastón, y colocamos la
varilla sobre éste para poder determinar la diferencia entre la altura del molde y la
altura media de la cara libre del cono deformado.
JOSEPH ROJAS SAIRE 63
2009 SHOTCRETE
Comentarios
Se distinguen 03 tipos de asientos característicos
del pastón al retitar el molde:
1) “normal”, obtenido con mezclas bien dosificadas
y un adecuado contenido de agua. El concreto no
sufre grandes deformaciones ni hay separación de
elementos. Es el que puede apreciarse en la foto.
2) “de corte”, obtenido cuando hay exceso de agua y
la pasta que cubre los agregados pierde su poder de
aglutinar. Puede que no se observe gran
asentamiento, pero si se puede observar corte en la
muestra.
3) “fluido”, cuando la mezcla se desmorona completamente.
Cuando el asentamiento no es el “normal”, la prueba debe considerarse sin valor.
Este ensayo no es aplicable para las siguientes condiciones:
Para concretos de alta resistencia, sin asentamiento.
Para concretos con contenido de agua menor a 160 lt por m3 de mezcla.
Para concretos con contenido de agregado grueso mayor de 2.5″.
JOSEPH ROJAS SAIRE 64
También podría gustarte
- Shotcrete Final BranlyDocumento37 páginasShotcrete Final BranlyJhoel MirandaAún no hay calificaciones
- Tesis Calidad ShotcreteDocumento173 páginasTesis Calidad Shotcretealexsander salazar marcaAún no hay calificaciones
- Guia de AprendizajeDocumento11 páginasGuia de AprendizajeDaniel alejandro ospina ospinaAún no hay calificaciones
- Pernos de AnclajeDocumento47 páginasPernos de AnclajeCristian P Olmos83% (6)
- Info 1 - Indice FinuraDocumento9 páginasInfo 1 - Indice FinuradennisAún no hay calificaciones
- Nfpa 14 EspañolDocumento67 páginasNfpa 14 EspañolYapo Freddy100% (1)
- Monografia de ShotcreteDocumento57 páginasMonografia de ShotcreteDanny Saldaña Gallardo100% (1)
- Jet Piercing-Perforacion y VoladuraDocumento11 páginasJet Piercing-Perforacion y VoladuraGabriel Rubio Briceño100% (1)
- Pernos Helicoidales Marose 2016 Rev 1Documento28 páginasPernos Helicoidales Marose 2016 Rev 1johnAún no hay calificaciones
- Diseno de Losas de Relleno CementadoDocumento7 páginasDiseno de Losas de Relleno CementadoJM SVAún no hay calificaciones
- Velocidad Pico de Partícula.Documento97 páginasVelocidad Pico de Partícula.Benjamin FrankAún no hay calificaciones
- Lanzamiento de SHotcreteDocumento45 páginasLanzamiento de SHotcreteFernando ChujutalliAún no hay calificaciones
- Shotcrete Seco y HumedoDocumento60 páginasShotcrete Seco y HumedoJah RastamanAún no hay calificaciones
- Empleo de Fibras de Acero en El ShotcreteDocumento10 páginasEmpleo de Fibras de Acero en El ShotcreteRonan Piscoya S.100% (1)
- Clasificaciones GeomecanicasDocumento115 páginasClasificaciones GeomecanicasAnthony Seminario Saldaña100% (1)
- Clasificación Geomecánica de RocasDocumento74 páginasClasificación Geomecánica de RocasYulissa TaniaAún no hay calificaciones
- Métodos de Excavación de Túneles Mediante Perforación y VoladuraDocumento29 páginasMétodos de Excavación de Túneles Mediante Perforación y VoladuraSabina Zegarra100% (4)
- Calculo Del Espesor de Shotcrete de Acuerdo Al RMRDocumento5 páginasCalculo Del Espesor de Shotcrete de Acuerdo Al RMRLuka Kim AguilarAún no hay calificaciones
- Informe Shotcrete FinalDocumento13 páginasInforme Shotcrete FinalEdu100% (1)
- Sostenimiento Con ShotcreteDocumento52 páginasSostenimiento Con Shotcretewaldoalf60% (5)
- Catalogo de Conceptos CisternaDocumento2 páginasCatalogo de Conceptos CisternaMauricio Castillo Becerril100% (1)
- Shot CreteDocumento77 páginasShot CreteJulio Ccesa67% (3)
- Formulario 1 - Diseño de Obras ComplementariasDocumento6 páginasFormulario 1 - Diseño de Obras ComplementariasMARCELOAún no hay calificaciones
- Sostenimiento Con Shotcrete en Una Mina Subterránea MecanizadaDocumento4 páginasSostenimiento Con Shotcrete en Una Mina Subterránea MecanizadaJM SVAún no hay calificaciones
- Shotcrete, CaracterÍsticas y Consideraciones de Su UsoDocumento8 páginasShotcrete, CaracterÍsticas y Consideraciones de Su Usojusselino100% (5)
- ShotcreteDocumento143 páginasShotcreteJose Luis TomasAún no hay calificaciones
- ShotcreteDocumento38 páginasShotcreteBasilio Avila de la CruzAún no hay calificaciones
- 9 Sostenimiento Con Pernos de AnclajeDocumento28 páginas9 Sostenimiento Con Pernos de AnclajeAlbert-tico BaldeonAún no hay calificaciones
- It ShotcreteDocumento2 páginasIt Shotcretepablo reyes100% (2)
- Jet GroutingDocumento28 páginasJet GroutingDiego ValdiviesoAún no hay calificaciones
- Revestimiento TunelesDocumento49 páginasRevestimiento TunelesMARTELL20Aún no hay calificaciones
- Interventoría de Túneles - SICH PDFDocumento72 páginasInterventoría de Túneles - SICH PDFAna Tividad Mosquera GomezAún no hay calificaciones
- Concreto Lanzado - ShotcreteDocumento39 páginasConcreto Lanzado - ShotcreteJuan Fernando Carmona0% (1)
- Informe de Diseño de Mezcla de Shotcrete Con Fibra Metalica 13.03.16Documento8 páginasInforme de Diseño de Mezcla de Shotcrete Con Fibra Metalica 13.03.16Wilber Rojas PilcoAún no hay calificaciones
- Cantera de Yeso 1Documento9 páginasCantera de Yeso 1AltamiranoKarinaAún no hay calificaciones
- PERUMIN. - Apliacacion Del Metodo de Deformacion Controlada en La Ejecucion de Labores de Avance en CMHSADocumento13 páginasPERUMIN. - Apliacacion Del Metodo de Deformacion Controlada en La Ejecucion de Labores de Avance en CMHSAPepe RojasAún no hay calificaciones
- Sostenimiento Subterraneo Con Pernos de AnclajeDocumento7 páginasSostenimiento Subterraneo Con Pernos de AnclajeMiguel F. PinillaAún no hay calificaciones
- Tecnologia de Concreto Lanzado.Documento47 páginasTecnologia de Concreto Lanzado.Marie Robinson100% (1)
- Concreto Proyectado y Jet GroutingDocumento21 páginasConcreto Proyectado y Jet GroutingCatalinaAGRAún no hay calificaciones
- Shotcrete Vía HúmedaDocumento10 páginasShotcrete Vía HúmedaCristian JaraAún no hay calificaciones
- Pernos de Adeherencia Barras HelicoidalesDocumento20 páginasPernos de Adeherencia Barras HelicoidalesMileedy Vanessa Narro LucanoAún no hay calificaciones
- Escalante Guerra Hernan AmadorDocumento85 páginasEscalante Guerra Hernan AmadorAnonymous XQYDyQIAún no hay calificaciones
- Cantera Radcom 3Documento5 páginasCantera Radcom 3Jorge HuanquiAún no hay calificaciones
- Anclajes ShotcreteDocumento55 páginasAnclajes Shotcretepool105Aún no hay calificaciones
- Informe Metodo Grafico de EstabilidadDocumento27 páginasInforme Metodo Grafico de EstabilidadSergio Rodrigo Espinoza SernaquéAún no hay calificaciones
- Estado de EsfuerzosDocumento19 páginasEstado de Esfuerzosdiana cristina arias aldanaAún no hay calificaciones
- Fort Uss 4Documento36 páginasFort Uss 4camila francisca yañez floresAún no hay calificaciones
- Informe RocplaneDocumento15 páginasInforme RocplaneAldo Ccahuana YanquiAún no hay calificaciones
- Tipos de Relleno en MinaDocumento20 páginasTipos de Relleno en MinaClinton Fernando Calderon Muñoz100% (1)
- Mod 2 NATMDocumento38 páginasMod 2 NATMninoronaldAún no hay calificaciones
- Pernos de FricciónDocumento95 páginasPernos de FricciónMagno SincheAún no hay calificaciones
- Pernos HydraboltDocumento59 páginasPernos Hydraboltwalter huamaniAún no hay calificaciones
- Ademes Caminantes 1Documento3 páginasAdemes Caminantes 1Misael Monroy Sanchez50% (2)
- Debilitamiento Estructuralmente Controlado y Diseño Del Sostenimiento ConDocumento30 páginasDebilitamiento Estructuralmente Controlado y Diseño Del Sostenimiento ConpedroAún no hay calificaciones
- Informe Shotcrete FinalDocumento15 páginasInforme Shotcrete Finalcarlos.kharAún no hay calificaciones
- Geomecanica en Sostenimientos de Excavaciones SubterraneasDocumento26 páginasGeomecanica en Sostenimientos de Excavaciones SubterraneasRONY GERMAN HUACCA NAVARROAún no hay calificaciones
- PETS Relleno en PastaDocumento5 páginasPETS Relleno en PastaAldair alarcon floresAún no hay calificaciones
- Exposicion Shotcrete¡¡¡Documento26 páginasExposicion Shotcrete¡¡¡Eusebio Tocas MenaAún no hay calificaciones
- Control Nº2Documento3 páginasControl Nº2VerioskaCarreñoAún no hay calificaciones
- Concreto LanzadoDocumento17 páginasConcreto LanzadoElmer AltamiranoAún no hay calificaciones
- Resumen N 9Documento4 páginasResumen N 9Arthur GalvanAún no hay calificaciones
- CONSTRUCCIÓN - Método ShotcreteDocumento45 páginasCONSTRUCCIÓN - Método ShotcreteIza Neigel ToMiAún no hay calificaciones
- Shotcrete (Concreto Proyectado) - ¿Método Por Vía Seca o Vía HúmedaDocumento11 páginasShotcrete (Concreto Proyectado) - ¿Método Por Vía Seca o Vía HúmedaKirchooff kAún no hay calificaciones
- TC A CCLRSDocumento13 páginasTC A CCLRSreynosoAún no hay calificaciones
- Shot CreteDocumento7 páginasShot CreteEdgar YauriAún no hay calificaciones
- HiltiDocumento177 páginasHiltiSylvana Toro CruzAún no hay calificaciones
- Sesión 8 Vigas de Concreto Rev 3 2021-01Documento36 páginasSesión 8 Vigas de Concreto Rev 3 2021-01Yul Valentin CongoraAún no hay calificaciones
- Clase - 5 Moldaje PDFDocumento181 páginasClase - 5 Moldaje PDFEmilio Guerra U.Aún no hay calificaciones
- Guía de La Instalación Neumática PDFDocumento215 páginasGuía de La Instalación Neumática PDFDiana Bty OcampoAún no hay calificaciones
- Presa de Moncion-P6 Tunel HidroelectricaDocumento13 páginasPresa de Moncion-P6 Tunel HidroelectricadavidAún no hay calificaciones
- Diagrama de Flujo de Operaciones Producción de Hierro PuroDocumento1 páginaDiagrama de Flujo de Operaciones Producción de Hierro PuroAlejandra Morales CastanedaAún no hay calificaciones
- Ppto Camino Vecinal-Baños Del IncaDocumento4 páginasPpto Camino Vecinal-Baños Del Incaedwin joel mija salazarAún no hay calificaciones
- Prácticas ProbetasDocumento10 páginasPrácticas Probetaskaren giannella apaza apazaAún no hay calificaciones
- TEMA - Efectos Residuales y Distorsiones en La SoldaduraDocumento63 páginasTEMA - Efectos Residuales y Distorsiones en La SoldaduraLuis PiñeiroAún no hay calificaciones
- Muros de Contencion: Ladrillo o Mampostería Muro de Gravedad PiedraDocumento33 páginasMuros de Contencion: Ladrillo o Mampostería Muro de Gravedad Piedrajose antonio paredes villalobosAún no hay calificaciones
- PVC1Documento6 páginasPVC1Marco OliverAún no hay calificaciones
- DISEÑOSDocumento49 páginasDISEÑOSgiancarlo ormacheaAún no hay calificaciones
- Plantilla para Plan de Mantenimiento Escolar Rep de NicaraguaDocumento36 páginasPlantilla para Plan de Mantenimiento Escolar Rep de Nicaraguaapi-450779847Aún no hay calificaciones
- UNITARIOS 01 Obras ProvisionalesDocumento7 páginasUNITARIOS 01 Obras ProvisionalesMarcoAún no hay calificaciones
- SAMOA Equipos y Accesorios Capt09-2Documento14 páginasSAMOA Equipos y Accesorios Capt09-2Rafael FrancoAún no hay calificaciones
- T1 - A1 - Bautista Garcia - SamuelDocumento5 páginasT1 - A1 - Bautista Garcia - Samuelsamuel bautista garciaAún no hay calificaciones
- MorsetosDocumento1 páginaMorsetosKonsultio Dario KrausseAún no hay calificaciones
- Lookahead 1ra SemanaDocumento2 páginasLookahead 1ra SemanaDiego ChavezAún no hay calificaciones
- Segunda Ley de FickDocumento6 páginasSegunda Ley de FickVANESSA ALEXANDRA DITTA ANGULOAún no hay calificaciones
- SHOCUSHHDocumento3 páginasSHOCUSHHbeliza garcía sifuentesAún no hay calificaciones
- Embutido y ForjaDocumento9 páginasEmbutido y ForjaDieGo Trávez CruzAún no hay calificaciones
- 4 Cotizacion Insumos Diversos CruzpataDocumento9 páginas4 Cotizacion Insumos Diversos CruzpataFREDY ORTIZ ASCARZAAún no hay calificaciones
- Carta de Servicios Concluidos y Sol PagoDocumento7 páginasCarta de Servicios Concluidos y Sol Pagomax bravoAún no hay calificaciones
- Matriz de ProductosDocumento4 páginasMatriz de ProductosCarlos Mauricio RodriguezAún no hay calificaciones
- Grupo IDocumento99 páginasGrupo IWhytnney Shirley Malpartida RosaAún no hay calificaciones