También podría gustarte
- UF1214 - Mantenimiento de motores térmicos de dos y cuatro tiemposDe EverandUF1214 - Mantenimiento de motores térmicos de dos y cuatro tiemposCalificación: 5 de 5 estrellas5/5 (1)
- Api 610 EspañolDocumento21 páginasApi 610 Españolparedanil73% (15)
- Recirculación de gases de escape mediante sistemas de baja presión en motores diésel sobrealimentadosDe EverandRecirculación de gases de escape mediante sistemas de baja presión en motores diésel sobrealimentadosCalificación: 3 de 5 estrellas3/5 (3)
- Mantenimiento de sistemas de refrigeración y lubricación de los motores térmicos. TMVG0409De EverandMantenimiento de sistemas de refrigeración y lubricación de los motores térmicos. TMVG0409Aún no hay calificaciones
- UF1217 - Mantenimiento de sistemas auxiliares del motor de ciclo dieselDe EverandUF1217 - Mantenimiento de sistemas auxiliares del motor de ciclo dieselCalificación: 3.5 de 5 estrellas3.5/5 (3)
- Mantenimiento de Bombas HidraulicasDocumento13 páginasMantenimiento de Bombas HidraulicasJulio Cesar Castillo100% (1)
- Mantenimiento auxiliar de sistemas mecánicos y fluidos de aeronaves. TMVO0109De EverandMantenimiento auxiliar de sistemas mecánicos y fluidos de aeronaves. TMVO0109Aún no hay calificaciones
- Informe Bombas Causa RaizDocumento7 páginasInforme Bombas Causa RaizRonaldo CTAún no hay calificaciones
- Mantenimiento de ElectrobombasDocumento8 páginasMantenimiento de ElectrobombasJhonson Jhonson Chavez100% (1)
- Mantenimiento auxiliar de motores y hélices de aeronaves. TMVO0109De EverandMantenimiento auxiliar de motores y hélices de aeronaves. TMVO0109Calificación: 4 de 5 estrellas4/5 (1)
- Mantenimiento de sistemas auxiliares del motor de ciclo diésel. TMVG0409De EverandMantenimiento de sistemas auxiliares del motor de ciclo diésel. TMVG0409Aún no hay calificaciones
- Informe 4 - CigueñalDocumento13 páginasInforme 4 - CigueñalMeyer Castillo Rosales60% (5)
- Cálculo termofluidodinámico de filtros de partículas de flujo de paredDe EverandCálculo termofluidodinámico de filtros de partículas de flujo de paredCalificación: 5 de 5 estrellas5/5 (1)
- Motores Informe FinalDocumento37 páginasMotores Informe FinalAyala EdissonAún no hay calificaciones
- Operación de BombasDocumento92 páginasOperación de BombasDavid SalomeAún no hay calificaciones
- API 610 TraducidoDocumento4 páginasAPI 610 TraducidoEnrike Ocelot100% (1)
- Mantenimiento de motores térmicos de dos y cuatro tiempos. TMVG0409De EverandMantenimiento de motores térmicos de dos y cuatro tiempos. TMVG0409Aún no hay calificaciones
- KHE110-132 - Manual de OperacionesDocumento37 páginasKHE110-132 - Manual de OperacionesHugovillarruelAún no hay calificaciones
- Guía práctica de dimensionado de tuberías: Agua, gas, calefacción y energía solarDe EverandGuía práctica de dimensionado de tuberías: Agua, gas, calefacción y energía solarCalificación: 3.5 de 5 estrellas3.5/5 (4)
- Tipos de Turbina Por Su Caudal y Altura de Pérdidas ALEXDocumento22 páginasTipos de Turbina Por Su Caudal y Altura de Pérdidas ALEXAlex Francisco AvilaAún no hay calificaciones
- Analisis FmecaDocumento15 páginasAnalisis FmecaJose Tello Lezcano100% (1)
- Mantenimiento de Bombas HidráulicasDocumento15 páginasMantenimiento de Bombas HidráulicasCesar CcmAún no hay calificaciones
- Fallas Comunes de Las BRMDocumento12 páginasFallas Comunes de Las BRMSEAHORSE7967% (3)
- Tabla IiiDocumento4 páginasTabla IiiJorge Alexander Prieto Pabon100% (2)
- Bombas Hidráulicas FallasDocumento7 páginasBombas Hidráulicas FallasAceracaba VictorAún no hay calificaciones
- Bombas SumergiblesDocumento42 páginasBombas SumergiblesMiguel DiazAún no hay calificaciones
- Bombas de Eje Libre Reparacion Procedimientos TecnicosDocumento16 páginasBombas de Eje Libre Reparacion Procedimientos TecnicosjohanxitoAún no hay calificaciones
- 5.bombas ReciprocantesDocumento6 páginas5.bombas Reciprocantescarlos vazquezAún no hay calificaciones
- Bombas de AguaDocumento19 páginasBombas de AguaMendez J PaulAún no hay calificaciones
- Metodo Bell DelawareDocumento190 páginasMetodo Bell Delawarejesus pedrozaAún no hay calificaciones
- GUIA 1-FINAL Sistema en Serie de BombeoDocumento64 páginasGUIA 1-FINAL Sistema en Serie de Bombeossuarez907100% (1)
- Operacion y Mantenimiento de Bombas CentrifugasDocumento13 páginasOperacion y Mantenimiento de Bombas Centrifugasrofco2510Aún no hay calificaciones
- Operacion y Mantenimiento de Bombas CentrifugasDocumento13 páginasOperacion y Mantenimiento de Bombas Centrifugasrofco2510Aún no hay calificaciones
- Bombas ReciprocantesDocumento6 páginasBombas ReciprocantesGenaro Ortega100% (1)
- Máquina Perforadora JumboDocumento5 páginasMáquina Perforadora JumboAngel Colli100% (1)
- Plan de Mantenimiento A Bomba CentrifugaDocumento33 páginasPlan de Mantenimiento A Bomba CentrifugaRodrigo Cruz Morales71% (7)
- Apéndice Norma API 610Documento20 páginasApéndice Norma API 610Daniel Alfredo Silva RivadeneiraAún no hay calificaciones
- Sena Actividad TresDocumento16 páginasSena Actividad TresGojan DariasAún no hay calificaciones
- KSB - MeganormDocumento16 páginasKSB - MeganormrsanjuanAún no hay calificaciones
- Mantenimiento de BombasDocumento7 páginasMantenimiento de BombasJesus RodeloAún no hay calificaciones
- PistonDocumento14 páginasPiston1320 ITM Macareno Rodríguez José RodolfoAún no hay calificaciones
- Bombas ReciprocantesDocumento15 páginasBombas ReciprocantesDaniel CevallosAún no hay calificaciones
- Manual de Operaciones de Bomba de Tornillo ExcéntricoDocumento58 páginasManual de Operaciones de Bomba de Tornillo Excéntricosebastian torres cofreAún no hay calificaciones
- Laboratorio 3 - Turbocompresor PDFDocumento7 páginasLaboratorio 3 - Turbocompresor PDFAndy Pirca100% (1)
- MMantenimiento CFMDocumento11 páginasMMantenimiento CFMKaren Ramos TapiaAún no hay calificaciones
- Manual REXROTH Bombas y MotoresDocumento3 páginasManual REXROTH Bombas y MotoresMartin RogalskiAún no hay calificaciones
- Práctica 5. Diagnostico de La CulataDocumento13 páginasPráctica 5. Diagnostico de La CulataVázquez Pérez CarlosAún no hay calificaciones
- MMantenimientoVMS 1Documento10 páginasMMantenimientoVMS 1Karen Ramos TapiaAún no hay calificaciones
- PistónDocumento29 páginasPistónROSA MARIANOAún no hay calificaciones
- Mantenimiento de Bombas ElectrohidraulicasDocumento4 páginasMantenimiento de Bombas ElectrohidraulicasdenisAún no hay calificaciones
- 2 Los Fundamentos Del Mantenimiento de La Prensa DobladoraDocumento5 páginas2 Los Fundamentos Del Mantenimiento de La Prensa DobladoraDenis Villanueva Perez100% (1)
- Manual de Operacion y Mantencion de BOMBASDocumento13 páginasManual de Operacion y Mantencion de BOMBASIngeniero mecanico F.N.I.Aún no hay calificaciones
- Bombas de EmboloDocumento18 páginasBombas de EmboloPaolo Valeriano ApazaAún no hay calificaciones
- Informe N 6.Documento12 páginasInforme N 6.Ricky Jean PierreAún no hay calificaciones
- Control de Operaciones y Mantenimiento de Equipos Aplicado en La Concentradora Toquepala 2Documento9 páginasControl de Operaciones y Mantenimiento de Equipos Aplicado en La Concentradora Toquepala 2AdrianGuerraAún no hay calificaciones
- Manual Linea-1 12 Bomba Doble SuccionDocumento14 páginasManual Linea-1 12 Bomba Doble SuccionSebastian Matias CruzAún no hay calificaciones
- Dorado y Blanco Moderno Empresa Corporativo Anual InformeDocumento7 páginasDorado y Blanco Moderno Empresa Corporativo Anual InformeRuth CampuzanoAún no hay calificaciones
- Mantenimiento Basico A DobladorasDocumento6 páginasMantenimiento Basico A DobladorasIvan Olivares BermúdezAún no hay calificaciones
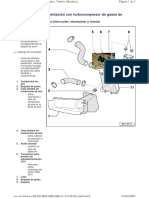
- 48 - Componentes Del Sistema Intercooler - Desmontar y MontarDocumento2 páginas48 - Componentes Del Sistema Intercooler - Desmontar y MontarInerAún no hay calificaciones
- Manual de MantenimientoDocumento15 páginasManual de MantenimientoLeandro IvánAún no hay calificaciones
- Guia para Examen de Reparacion de Motor A GasolinaDocumento3 páginasGuia para Examen de Reparacion de Motor A GasolinaingenierognvAún no hay calificaciones
- Mantenimiento de Turbomaquinas para La Generacion Electrica DiapositivasDocumento30 páginasMantenimiento de Turbomaquinas para La Generacion Electrica DiapositivasJohn Leonardo Salguero SolisAún no hay calificaciones
- Bomba JockeyDocumento5 páginasBomba Jockeyfernando_florez5860100% (1)
- Plan de MantencionDocumento8 páginasPlan de MantenciondanielAún no hay calificaciones
- Laboratorio de Motores de Combustión InternaDocumento4 páginasLaboratorio de Motores de Combustión InternaRoberto Chucuya HAún no hay calificaciones
- Informe Tecnico - Docx2Documento14 páginasInforme Tecnico - Docx2joseg1256100% (1)
- Laboratorio 1 MotoresDocumento11 páginasLaboratorio 1 Motoresvillawolfs1Aún no hay calificaciones
- Especificacion Bomba Aass TerminalDocumento3 páginasEspecificacion Bomba Aass TerminalStefano MorochoAún no hay calificaciones
- Mantenimiento IndustrialDocumento34 páginasMantenimiento IndustrialEmilio CamposAún no hay calificaciones
- CompresoresDocumento14 páginasCompresoresJavier DellOrto TagliapietraAún no hay calificaciones
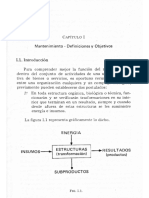
- Mantenimiento, Definiciones y ObjetivosDocumento15 páginasMantenimiento, Definiciones y ObjetivosJavier DellOrto TagliapietraAún no hay calificaciones
- Ventiladores Centrifugos y HelicoidalesDocumento6 páginasVentiladores Centrifugos y HelicoidalesJavier DellOrto TagliapietraAún no hay calificaciones
- El Almacen de MantenimientoDocumento11 páginasEl Almacen de MantenimientoJavier DellOrto TagliapietraAún no hay calificaciones
- GGB - Que Es Un CojineteDocumento3 páginasGGB - Que Es Un CojineteJavier DellOrto TagliapietraAún no hay calificaciones
- Mantenimiento ElectricoDocumento19 páginasMantenimiento ElectricoJavier DellOrto TagliapietraAún no hay calificaciones
- Planilla OT U ORDocumento2 páginasPlanilla OT U ORJavier DellOrto TagliapietraAún no hay calificaciones
- El Mantenimiento de Los CojinetesDocumento12 páginasEl Mantenimiento de Los CojinetesJavier DellOrto TagliapietraAún no hay calificaciones
- Bombas HidraulicasDocumento15 páginasBombas HidraulicaspoegazeAún no hay calificaciones
- Informe #1 TurbomáquinasDocumento16 páginasInforme #1 TurbomáquinasGustavo Parodi PradaAún no hay calificaciones
- Catalogo Flujo de Fluidos Bombas PDFDocumento11 páginasCatalogo Flujo de Fluidos Bombas PDFdavid ruiz sanchezAún no hay calificaciones
- Desagüe de MinasDocumento63 páginasDesagüe de MinasJose Raul Alberto Retamozo100% (2)
- Definiciones Caudal, Flujos y BombasDocumento31 páginasDefiniciones Caudal, Flujos y BombasSandy Itzel Rampn HernandezAún no hay calificaciones
- Es Company Brochure 2015 InteractiveDocumento28 páginasEs Company Brochure 2015 InteractiveJhonny AlvarezAún no hay calificaciones
- Bombas HidraulicasDocumento27 páginasBombas HidraulicasIvan Zuku100% (2)
- Bombas Centrifugas y Bombas PerifericasDocumento5 páginasBombas Centrifugas y Bombas PerifericasIvan HernandezAún no hay calificaciones
- Guía 1 Mecánica de Los Fluidos II P15Documento4 páginasGuía 1 Mecánica de Los Fluidos II P15Patricio Villagra AguayoAún no hay calificaciones
- Calculo Electrobomba 2Documento4 páginasCalculo Electrobomba 2MarlonSerranoSoriaAún no hay calificaciones
- BombasDocumento37 páginasBombasLuis MuranaAún no hay calificaciones
- Concepto de Bomba CentrifugaDocumento2 páginasConcepto de Bomba CentrifugaTheguf Gufi NeitorAún no hay calificaciones
- Bombas y Sistemas Contra Incendio PICSADocumento33 páginasBombas y Sistemas Contra Incendio PICSAmaterpcAún no hay calificaciones
- Unidad 6Documento19 páginasUnidad 6Julieta NeussAún no hay calificaciones
- Asociacion de Bombas CentrifugasDocumento16 páginasAsociacion de Bombas CentrifugasErickson Brayner MarBerAún no hay calificaciones
- Lab 10. Informe de Laboratorio Mecánica de FluidosDocumento9 páginasLab 10. Informe de Laboratorio Mecánica de FluidosNicolás AndradeAún no hay calificaciones
- Draga de Succión Por ArrastreDocumento9 páginasDraga de Succión Por ArrastreAdrianaCruzAún no hay calificaciones
- Qué Es La Presión de Succión Positiva NetaDocumento3 páginasQué Es La Presión de Succión Positiva NetaSmith GonzalesAún no hay calificaciones
- Bombas Centrifugas, Autocebantes y Perifericas-1Documento8 páginasBombas Centrifugas, Autocebantes y Perifericas-1Antonio VenceAún no hay calificaciones
- 0 Cuestionario OkDocumento24 páginas0 Cuestionario OkbrandonAún no hay calificaciones
- El Sistema de BombeoDocumento3 páginasEl Sistema de BombeoJurdikdAún no hay calificaciones