También podría gustarte
- Historia Del FuturoDocumento32 páginasHistoria Del FuturoStephen Dedalus67% (3)
- Introducción PLCDocumento58 páginasIntroducción PLCThomas Parker100% (2)
- Mantenimiento Predictivo de Motores Eléctricos 2022Documento7 páginasMantenimiento Predictivo de Motores Eléctricos 2022Alonso Cornejo100% (1)
- Los Tres Pilares Del Conocimiento - Karl-Arne Gustafsson F.R.C.Documento10 páginasLos Tres Pilares Del Conocimiento - Karl-Arne Gustafsson F.R.C.danius2009100% (1)
- Instalación de equipos y elementos de sistemas de automatización industrial. ELEM0311De EverandInstalación de equipos y elementos de sistemas de automatización industrial. ELEM0311Calificación: 2 de 5 estrellas2/5 (1)
- Respuesta Rio PLC 1 A 62Documento33 páginasRespuesta Rio PLC 1 A 62wilmanguerra100% (2)
- Procesos auxiliares de fabricación en el mecanizado por corte y conformado. FMEH0209De EverandProcesos auxiliares de fabricación en el mecanizado por corte y conformado. FMEH0209Aún no hay calificaciones
- Entrevista A José Carlos BousoDocumento11 páginasEntrevista A José Carlos Bousopilar100% (1)
- Tecnología para La Automatización y Control de Procesos ProductivosDocumento15 páginasTecnología para La Automatización y Control de Procesos ProductivosNatali ChavezAún no hay calificaciones
- Capitulo Gratis Intraemprendedores Reinventa Tu Empresa Con Espiritu Start UpDocumento33 páginasCapitulo Gratis Intraemprendedores Reinventa Tu Empresa Con Espiritu Start UpOro K Peza100% (1)
- Unidad Didáctica Sistemas Automatizados: Lógica Programada: ObjetivosDocumento9 páginasUnidad Didáctica Sistemas Automatizados: Lógica Programada: ObjetivosMª ANGELES MARTINEZ SALMERONAún no hay calificaciones
- Sistemas de Control - Henry Mendiburu PDFDocumento68 páginasSistemas de Control - Henry Mendiburu PDFEdwin VargadAún no hay calificaciones
- Mineria AutonomaDocumento7 páginasMineria AutonomaCamila Araya maluendaAún no hay calificaciones
- Controladores PDFDocumento2 páginasControladores PDFIVAN DARIO PARRA GUZMANAún no hay calificaciones
- Preguntas para Final de AutomatizaciónDocumento8 páginasPreguntas para Final de Automatizaciónluciano andres adaroAún no hay calificaciones
- PL - INFORME 1Documento6 páginasPL - INFORME 1Alexandra MavareAún no hay calificaciones
- ApuntesplcDocumento51 páginasApuntesplcJesus Barrera CastroAún no hay calificaciones
- Informe - U2 - Electroneumática - Técnica Proporcional - Peralvo - Quinga - ValenciaDocumento6 páginasInforme - U2 - Electroneumática - Técnica Proporcional - Peralvo - Quinga - ValenciaCristian AndrésAún no hay calificaciones
- 1 Unidad 1 Generalidades de Automatismos PDFDocumento28 páginas1 Unidad 1 Generalidades de Automatismos PDFfrank900121Aún no hay calificaciones
- Práctica 4-InformeDocumento2 páginasPráctica 4-InformeDarwin Salazar Guerrero100% (1)
- Informe - Martillo NeumaticoDocumento5 páginasInforme - Martillo Neumaticodarwin sanangoAún no hay calificaciones
- AutomatizaciónDocumento16 páginasAutomatizaciónSKS0001Aún no hay calificaciones
- SIS 2.0 Información de Visibilidad (M0106737-00)Documento1 páginaSIS 2.0 Información de Visibilidad (M0106737-00)Juan GomezAún no hay calificaciones
- Informe de La CharlaDocumento10 páginasInforme de La CharlaJuan PerezAún no hay calificaciones
- CAPITULO VI Instrumentación y Sistemas de Control.Documento11 páginasCAPITULO VI Instrumentación y Sistemas de Control.N.V RAún no hay calificaciones
- Arranque y Paro de Un Motor Trifásico Utilizando PLC LOGODocumento4 páginasArranque y Paro de Un Motor Trifásico Utilizando PLC LOGOJahir OrtizAún no hay calificaciones
- Informe Laboratorio7Documento11 páginasInforme Laboratorio7jenifer cortesAún no hay calificaciones
- Informe 1 Automatización IndustrialDocumento3 páginasInforme 1 Automatización IndustrialSergio David Moya HilariónAún no hay calificaciones
- Técnicas Predictivas de Monitoreo de EquiposDocumento10 páginasTécnicas Predictivas de Monitoreo de EquiposWASHINGTON AMORESAún no hay calificaciones
- Control Secuencial de Un Circuito Electroneumàtico A Travès de Un PLCDocumento5 páginasControl Secuencial de Un Circuito Electroneumàtico A Travès de Un PLCMiguel Antonio Lopez HernandezAún no hay calificaciones
- Control Secuencial de Un Circuito Electroneumàtico A Travès de Un PLCDocumento5 páginasControl Secuencial de Un Circuito Electroneumàtico A Travès de Un PLCpercyAún no hay calificaciones
- IM U2 I2 Lentini Portillo Salvatore GiuseppeDocumento2 páginasIM U2 I2 Lentini Portillo Salvatore GiuseppesalvaAún no hay calificaciones
- Práctica8 AutomatizacionDocumento6 páginasPráctica8 AutomatizacionJulio LoaizaAún no hay calificaciones
- Investigacion Control ModernoDocumento16 páginasInvestigacion Control ModernoFrancisco Javier GargalloAún no hay calificaciones
- TRABAJO PROYECCION SOCIAL Automatizacion TroqueladoraDocumento23 páginasTRABAJO PROYECCION SOCIAL Automatizacion TroqueladoraJuan David Scalante RivasAún no hay calificaciones
- Act1 Kevin PDFDocumento2 páginasAct1 Kevin PDFKevinAún no hay calificaciones
- Organizador Gráfico - Pirámide de La Automatización - Jeymy Stannys Carpio PillcoDocumento3 páginasOrganizador Gráfico - Pirámide de La Automatización - Jeymy Stannys Carpio PillcofabricioAún no hay calificaciones
- Lab 2 Fluid SimDocumento6 páginasLab 2 Fluid SimMarlon QuirogaAún no hay calificaciones
- Clase 01Documento42 páginasClase 01Giancarlo Salazar YaringañoAún no hay calificaciones
- Mantenimiento PredictivoDocumento11 páginasMantenimiento PredictivoEmirAún no hay calificaciones
- Mapa Conceptual Articulo.Documento1 páginaMapa Conceptual Articulo.Heider Luis Aguilar VillanuevaAún no hay calificaciones
- Esquema de Regulación en FeedbackDocumento5 páginasEsquema de Regulación en FeedbackPablo Ezequiel CarrizoAún no hay calificaciones
- Esquema de Regulación en FeedbackDocumento5 páginasEsquema de Regulación en FeedbackPablo Ezequiel CarrizoAún no hay calificaciones
- Actividad 2 Esquema Grafico Jaime Portillo PIDocumento4 páginasActividad 2 Esquema Grafico Jaime Portillo PIjaimeAún no hay calificaciones
- Presentación Monográfico S7-200 PDFDocumento62 páginasPresentación Monográfico S7-200 PDFroberto carlos angelAún no hay calificaciones
- Examen Ing MantenimientoDocumento4 páginasExamen Ing MantenimientoVinicio ParraAún no hay calificaciones
- U2. Informe - Empacadora - Cela - Pantoja - Robayo - FirmadoDocumento5 páginasU2. Informe - Empacadora - Cela - Pantoja - Robayo - Firmadowilson sanchez ocanaAún no hay calificaciones
- Control de Velocidad de Un Motor DCDocumento7 páginasControl de Velocidad de Un Motor DCFreddy Lp RoblesAún no hay calificaciones
- El Modelo Básico de GestiónDocumento9 páginasEl Modelo Básico de GestiónW.N. Ricci S.Aún no hay calificaciones
- Autómatas Programables PLCDocumento421 páginasAutómatas Programables PLCDaniel RuizAún no hay calificaciones
- Articulo Modulo PLCDocumento4 páginasArticulo Modulo PLCOswal RualesAún no hay calificaciones
- U4 ControlDocumento36 páginasU4 ControlKevin Mendoza CamargoAún no hay calificaciones
- PR Ctica 1 LB Automatizaci N PDFDocumento10 páginasPR Ctica 1 LB Automatizaci N PDFErick Eduardo Landa GlezAún no hay calificaciones
- Actividad 4Documento4 páginasActividad 4sebastian espitiaAún no hay calificaciones
- Act 3 AsmDocumento7 páginasAct 3 AsmCarlos Antonio Cano LopezAún no hay calificaciones
- Mantenimiento Centrado en Confiabilidad (RCM)Documento19 páginasMantenimiento Centrado en Confiabilidad (RCM)OrlandoRiosAún no hay calificaciones
- Evidencia AA4-EV01. Informe. Implementar La Programación en Ladder de PLC para Un Proceso Industrial.Documento6 páginasEvidencia AA4-EV01. Informe. Implementar La Programación en Ladder de PLC para Un Proceso Industrial.Leonardo Sandoval FonsecaAún no hay calificaciones
- Informe 2 AutomatismosDocumento28 páginasInforme 2 AutomatismosRicardo AguilarAún no hay calificaciones
- Control PIDDocumento6 páginasControl PIDFrânçïsçô DâvïdAún no hay calificaciones
- Generalidades de AutomatizacionDocumento15 páginasGeneralidades de AutomatizacionBryan SalvadorAún no hay calificaciones
- Generalidades de InstrumentaciónDocumento7 páginasGeneralidades de InstrumentaciónLia MorenoAún no hay calificaciones
- Min sp015 - Es PDocumento12 páginasMin sp015 - Es PGrover PomacaguaAún no hay calificaciones
- Paper MPC Pasado Presente & Futuro Camacho & BordonsDocumento24 páginasPaper MPC Pasado Presente & Futuro Camacho & Bordonsnicanor rodolfoAún no hay calificaciones
- Informe Unidad 01 - Automatización y Control IndustrialDocumento24 páginasInforme Unidad 01 - Automatización y Control IndustrialCHUQUIMBALQUI RUBIO CESAR IVANAún no hay calificaciones
- Tipos de AfirmadoDocumento2 páginasTipos de AfirmadoAnibal Moran CarrilloAún no hay calificaciones
- Sentencia t325Documento5 páginasSentencia t325LUIS GERARDO ROBINSON HERRERA100% (1)
- Medicamentos OtcDocumento5 páginasMedicamentos Otclina marcela trujillo silvaAún no hay calificaciones
- Toma de MuestrasDocumento6 páginasToma de MuestrasKarinaAún no hay calificaciones
- Automatizacion Stma Almacenamiento CarbonDocumento90 páginasAutomatizacion Stma Almacenamiento CarbonJohn Ever Quiroz HerreraAún no hay calificaciones
- 01 Charla Generalidades Sobre Los GasesDocumento17 páginas01 Charla Generalidades Sobre Los GasesMartin AvilaAún no hay calificaciones
- Rollgliss R550 DBI SALADocumento1 páginaRollgliss R550 DBI SALAemiliano ZappaterraAún no hay calificaciones
- Practica 10Documento22 páginasPractica 10Karime MabelAún no hay calificaciones
- Premios Nobel de QuímicaDocumento11 páginasPremios Nobel de QuímicaThomas Arceo GómezAún no hay calificaciones
- Filósofos Presocraticos Cuarta SemanaDocumento8 páginasFilósofos Presocraticos Cuarta Semanamarvin quijadaAún no hay calificaciones
- Examen Timpo Icfes Sesion Grado 8Documento9 páginasExamen Timpo Icfes Sesion Grado 8Jorge SaldarriagaAún no hay calificaciones
- Fichas Tecnicas Pintu Express Mayo 31Documento11 páginasFichas Tecnicas Pintu Express Mayo 31carlos duarteAún no hay calificaciones
- Electricidad y Magnetismo: Ejercicios y Problemas ComplementariosDocumento6 páginasElectricidad y Magnetismo: Ejercicios y Problemas ComplementariosBelén Gimenez100% (1)
- HiperpituitarismoDocumento23 páginasHiperpituitarismoalexanderruano50% (2)
- Inyeccion Electronica Gasolina Tomo 5Documento24 páginasInyeccion Electronica Gasolina Tomo 5calos cariAún no hay calificaciones
- PlusvalorDocumento2 páginasPlusvalorJorgeAún no hay calificaciones
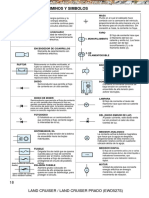
- E Glosario de Terminos y Simbolos PDFDocumento2 páginasE Glosario de Terminos y Simbolos PDFRamon pujols100% (1)
- Examen de MaquinariaDocumento4 páginasExamen de MaquinariapilisgAún no hay calificaciones
- Congreso Cóndor Andino Español LowDocumento194 páginasCongreso Cóndor Andino Español LowLauraZapataAún no hay calificaciones
- 04-Fracturas Del OmoplatoDocumento10 páginas04-Fracturas Del Omoplatoanimo80Aún no hay calificaciones
- Cellocord AP Oerlikon Es MXDocumento2 páginasCellocord AP Oerlikon Es MXGiancarlo BlandinoAún no hay calificaciones
- Proyecto Mapro 2022 11mar22Documento237 páginasProyecto Mapro 2022 11mar22Geancarlo Alexis villacorta FigueroaAún no hay calificaciones
- Presupuesto de Gasfitería y ElectricidadDocumento5 páginasPresupuesto de Gasfitería y ElectricidadJohnny Carlos Cruzado Gonzales100% (1)
- Catalogo de Conceptos Herreria EstebanDocumento10 páginasCatalogo de Conceptos Herreria EstebanVicoArq GroupAún no hay calificaciones
- EJERCICIOS DE SELECTIVIDAD. Acido y BaseDocumento4 páginasEJERCICIOS DE SELECTIVIDAD. Acido y BasequimicasafaAún no hay calificaciones
- Requisitos de Medio Ambiente para Contratistas y Subcontratistas (Rev 170616)Documento3 páginasRequisitos de Medio Ambiente para Contratistas y Subcontratistas (Rev 170616)omarAún no hay calificaciones