También podría gustarte
- BPM CUARTA VERSION DE CEREALES Y LEGUYMINOSAS Mod HoyDocumento50 páginasBPM CUARTA VERSION DE CEREALES Y LEGUYMINOSAS Mod HoyJhonatan Sanca Huarsaya0% (1)
- BPM Panaderia NuevoDocumento30 páginasBPM Panaderia NuevoFrankAún no hay calificaciones
- Recepción y lavado de servicios de catering. HOTR0308De EverandRecepción y lavado de servicios de catering. HOTR0308Aún no hay calificaciones
- Clara de Huevo Liquida Pasteurizada Cl01: Ficha TécnicaDocumento1 páginaClara de Huevo Liquida Pasteurizada Cl01: Ficha TécnicaGustavo Victor Navarro CamposAún no hay calificaciones
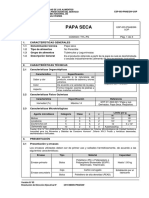
- 40 Papa Seca PDFDocumento3 páginas40 Papa Seca PDFInversiones RosyAún no hay calificaciones
- Pasta de CacaoDocumento12 páginasPasta de CacaoEliezer David Carrazco RodríguezAún no hay calificaciones
- Hojuela de Avena InstantaneaDocumento9 páginasHojuela de Avena InstantaneaMaxwell Quispe SalazarAún no hay calificaciones
- Anexo 2 - Acta de Verificacion HACCPDocumento12 páginasAnexo 2 - Acta de Verificacion HACCPAngelita Perez AbrilAún no hay calificaciones
- NTP 833.915 Principios Generales de Higiene de AlimentosDocumento41 páginasNTP 833.915 Principios Generales de Higiene de AlimentosEdward Vilca T67% (3)
- Norma Muestreo Pescado y Productos de La PescaDocumento31 páginasNorma Muestreo Pescado y Productos de La Pescafregarrejosea1221550% (2)
- Clase Xii - Expandidos PDFDocumento6 páginasClase Xii - Expandidos PDFKix Paulsen Najdorf0% (1)
- Poes HortalizasDocumento50 páginasPoes Hortalizaskcanales485967% (3)
- Aplicaciones de Frio en Carnes en La Industria AlimentariaDocumento38 páginasAplicaciones de Frio en Carnes en La Industria AlimentariaArmando Poesías100% (1)
- BPM Haccp - 21 CFR 117Documento59 páginasBPM Haccp - 21 CFR 117Ronal D. JuniorAún no hay calificaciones
- Haccp Conserva Esparragos 1Documento58 páginasHaccp Conserva Esparragos 1jordy100% (1)
- Plan Haccp de Conserva de PolloDocumento90 páginasPlan Haccp de Conserva de PolloMp Patricia0% (2)
- Plan Haccp Galletas de SandiaDocumento52 páginasPlan Haccp Galletas de SandiaIraida Janice100% (1)
- Tesis de BPM Y PHS de Alunmos de La MOLINADocumento289 páginasTesis de BPM Y PHS de Alunmos de La MOLINABeatriz RosselAún no hay calificaciones
- Descripcion de Materia Prima HaccpDocumento29 páginasDescripcion de Materia Prima HaccpJORGE HERNAN SANCHEZ MONSOLVEAún no hay calificaciones
- NTP - QuinuaDocumento7 páginasNTP - QuinuaCharls Paredes CheroAún no hay calificaciones
- Practica-N° 02-Control-De-Calidad-En-HarinasDocumento14 páginasPractica-N° 02-Control-De-Calidad-En-HarinasJavier Vicente Alvarez100% (1)
- Manual BPM Planta PilotoDocumento88 páginasManual BPM Planta PilototormentosaAún no hay calificaciones
- Plan HACCP Uvilla (Frunchies® )Documento50 páginasPlan HACCP Uvilla (Frunchies® )GENARO EDUARDO PORTILLA CALLEAún no hay calificaciones
- Antecedente Nacional 05Documento77 páginasAntecedente Nacional 05Sandy Viali Yauricasa TorneroAún no hay calificaciones
- Plan Haccp MenestrasDocumento72 páginasPlan Haccp Menestrasgeraldyne janet100% (2)
- Selectora Optica de Granos Taeyoung-Corea PDFDocumento8 páginasSelectora Optica de Granos Taeyoung-Corea PDFLuisChavarriAún no hay calificaciones
- Normas Haccp para La Elaboracion de YogurtDocumento7 páginasNormas Haccp para La Elaboracion de YogurtJuan Pablo Jaén Ponce50% (2)
- Normas de Tecnicas Peruanas PanelaDocumento15 páginasNormas de Tecnicas Peruanas PanelaRonny Flores Nina100% (4)
- Manual HACCPDocumento29 páginasManual HACCPivon estefany sanchez coila0% (1)
- DIAPOSITIVAS. Resolucion 0719 de 2015Documento15 páginasDIAPOSITIVAS. Resolucion 0719 de 2015Tata DrumsAún no hay calificaciones
- Informe Productos ExtruidosDocumento50 páginasInforme Productos ExtruidosEvelyn Burga GuevaraAún no hay calificaciones
- Etenia 457 Español GpidDocumento4 páginasEtenia 457 Español GpidjhonernestAún no hay calificaciones
- FICHA TÉCNICA JengibreDocumento2 páginasFICHA TÉCNICA JengibreAnita CristinaAún no hay calificaciones
- BPM de Una Panadería IndustrialDocumento59 páginasBPM de Una Panadería IndustrialgustavoAún no hay calificaciones
- Historias de La Nixtamalizacion y La Quinua.Documento10 páginasHistorias de La Nixtamalizacion y La Quinua.MICHEL HERBELING MORA SALGADOAún no hay calificaciones
- Haccpsansebastian GalletaDocumento141 páginasHaccpsansebastian GalletaMaria Jose Salazar ClaretAún no hay calificaciones
- Procesamiento Sandia TesisDocumento63 páginasProcesamiento Sandia TesisAngela Carol Sanchez Castro100% (2)
- Aromas Del Peru - 2019Documento12 páginasAromas Del Peru - 2019colorestec28Aún no hay calificaciones
- Pa6-F-015 V 0 Monitoreo y Control Recepcion de Alimentos Frutas y VerdurasDocumento1 páginaPa6-F-015 V 0 Monitoreo y Control Recepcion de Alimentos Frutas y VerdurasHENRY CARVAJALAún no hay calificaciones
- D.S. #007 - 98 - SA - Norma de Vigilancia Sanitaria y Control Sanitario de AlimentosDocumento47 páginasD.S. #007 - 98 - SA - Norma de Vigilancia Sanitaria y Control Sanitario de AlimentosMiguel Sanches Perez86% (7)
- Diagrama de Flujo in SituDocumento2 páginasDiagrama de Flujo in SituFelipe AlvaradoAún no hay calificaciones
- Ft-Con1001Esp - PASTA DE AJÍ AMARILLODocumento1 páginaFt-Con1001Esp - PASTA DE AJÍ AMARILLOMario Obregon100% (1)
- Ficha Tecnica de Harina de Platano 2021Documento4 páginasFicha Tecnica de Harina de Platano 2021Ronald SiguenzaAún no hay calificaciones
- Manual Control de Calidad - Conservas y EncurtidosDocumento13 páginasManual Control de Calidad - Conservas y EncurtidosGabriela Hernández Ortiz100% (1)
- Haccp Mermelada de FresaDocumento153 páginasHaccp Mermelada de FresaDiaz Varias MaricruzAún no hay calificaciones
- Silabo de Maquinaria y Equipos para Granos y TubérculosDocumento3 páginasSilabo de Maquinaria y Equipos para Granos y Tubérculosleodan riojas huamanAún no hay calificaciones
- NTP Arroz PDFDocumento4 páginasNTP Arroz PDFJoseph Quiroz DelgadoAún no hay calificaciones
- Sorting Task 2Documento9 páginasSorting Task 2Yeferson Vega DonayreAún no hay calificaciones
- NTP 107.306 CACAO Y CHOCOLATE. Nibs de Cacao.Documento30 páginasNTP 107.306 CACAO Y CHOCOLATE. Nibs de Cacao.Arce HumbertoAún no hay calificaciones
- Actividad de AguaDocumento3 páginasActividad de AguaeloyjaraAún no hay calificaciones
- Manual de Inocuidad Harina de Trigo 123Documento55 páginasManual de Inocuidad Harina de Trigo 123Mónica Isabel Acosta BravoAún no hay calificaciones
- Casos PrácticosDocumento6 páginasCasos PrácticosAlba AlvarezAún no hay calificaciones
- NTP Codex Stan 316Documento15 páginasNTP Codex Stan 316Nohelia Katerin Godoy PulidoAún no hay calificaciones
- Elaboracion de Hojuelas de AvenaDocumento3 páginasElaboracion de Hojuelas de AvenaErika AvigalíAún no hay calificaciones
- La MaltaDocumento21 páginasLa MaltaClaudy Correa SuárezAún no hay calificaciones
- Plan Haccp Conserva de DuraznosDocumento23 páginasPlan Haccp Conserva de DuraznosMonkey D NandoAún no hay calificaciones
- Producto ExtruidoDocumento11 páginasProducto ExtruidoVictor Santa Cruz QuirozAún no hay calificaciones
- Calidad Sanitaria e Inocuidad en Alimentos y Peligros de Contaminacion AsociadosDocumento4 páginasCalidad Sanitaria e Inocuidad en Alimentos y Peligros de Contaminacion AsociadosVeracemiz Plasencia50% (2)
- Brucella SPPDocumento11 páginasBrucella SPPJoss GonzalezAún no hay calificaciones
- POES Métodos1 CorrectoDocumento6 páginasPOES Métodos1 CorrectoJoss GonzalezAún no hay calificaciones
- Plagas en El Almacenamiento de CerealesDocumento6 páginasPlagas en El Almacenamiento de CerealesJoss GonzalezAún no hay calificaciones
- Origen YucaDocumento75 páginasOrigen YucaJoss GonzalezAún no hay calificaciones
- DeligomDocumento7 páginasDeligomJoss GonzalezAún no hay calificaciones
- Proyecto Inves CajetaDocumento12 páginasProyecto Inves CajetaJoss GonzalezAún no hay calificaciones
- Limpieza Húmeda y Desinfección en 7 PasosDocumento11 páginasLimpieza Húmeda y Desinfección en 7 PasosJoss GonzalezAún no hay calificaciones
- Diseño de Sistemas de Concreto para Contención de Líquidos - Semana 3Documento27 páginasDiseño de Sistemas de Concreto para Contención de Líquidos - Semana 3Marcelo velasquez romeroAún no hay calificaciones
- Guillen Luque Rygan Kenyo - MonografiaDocumento10 páginasGuillen Luque Rygan Kenyo - MonografiaKenyo GuillenAún no hay calificaciones
- Informe Sobre El AbortoDocumento1 páginaInforme Sobre El AbortoMaylin García MondalgoAún no hay calificaciones
- Deber 23 - Revisión Del IntentoDocumento15 páginasDeber 23 - Revisión Del IntentoLabanda Puchaicela Luisa FernandaAún no hay calificaciones
- Triptico Manejo de Residuos SolidosDocumento2 páginasTriptico Manejo de Residuos SolidosOswaldoEspinozaAún no hay calificaciones
- ColumnataDocumento30 páginasColumnatalgcg00Aún no hay calificaciones
- GUIA EPJS - Versión Validada 23.09Documento56 páginasGUIA EPJS - Versión Validada 23.09Yoram Paolo Inga MayhuaAún no hay calificaciones
- Crehan 2004 Gramsci Cultura y Antropolog A PDFDocumento124 páginasCrehan 2004 Gramsci Cultura y Antropolog A PDFDianaVictoriaAún no hay calificaciones
- Discurso FinalDocumento2 páginasDiscurso FinalAlberto CantilloAún no hay calificaciones
- Bap's en El Espectro AutistaDocumento109 páginasBap's en El Espectro AutistaMartín Ariel Dávila PonceAún no hay calificaciones
- Plantilla Template Miniquest 1Documento14 páginasPlantilla Template Miniquest 1api-402135017Aún no hay calificaciones
- Ensayo de Miembros Superiores #1 (Mel Dominguez)Documento2 páginasEnsayo de Miembros Superiores #1 (Mel Dominguez)Mel DominguezAún no hay calificaciones
- Edesur Transparencia Nomina 2019 03Documento239 páginasEdesur Transparencia Nomina 2019 03JoelF1992100% (1)
- Qué Son Las FichasDocumento12 páginasQué Son Las FichasDanny Balbino Perez LozadaAún no hay calificaciones
- EstereoquimicaDocumento6 páginasEstereoquimicaJOHANA ALEJANDRA RAMIREZ SANCHEZAún no hay calificaciones
- PecsDocumento13 páginasPecspatriaesquererla8892100% (2)
- Acuerdo 07 - 07 de Julio de 2021Documento117 páginasAcuerdo 07 - 07 de Julio de 2021Fabian Jose Racine VergaraAún no hay calificaciones
- Dossier (1) Estadistica de La EducacionDocumento31 páginasDossier (1) Estadistica de La EducacionAlvar M. AlvaradoAún no hay calificaciones
- Sindromes MieloproliferativosDocumento50 páginasSindromes MieloproliferativosAlo Ely AlvarezAún no hay calificaciones
- Erratas PTM IDocumento3 páginasErratas PTM IJavier Solís FernándezAún no hay calificaciones
- Pan Chino Al Vapor, Receta Paso A PasoDocumento3 páginasPan Chino Al Vapor, Receta Paso A PasoVictoria RiveroAún no hay calificaciones
- LP Parcial Problemas PDFDocumento37 páginasLP Parcial Problemas PDFEdwin Ernesto Mariano SalazarAún no hay calificaciones
- Realidad Aumentada Al TurismoDocumento555 páginasRealidad Aumentada Al Turismojose100% (1)
- Como Tener Un Trasero de DiosaDocumento6 páginasComo Tener Un Trasero de DiosacarlosAún no hay calificaciones
- La Defensa Del Capital - EMERITUSDocumento4 páginasLa Defensa Del Capital - EMERITUSpaola loperenaAún no hay calificaciones
- Concrete Overlays Argentina October 27 2016 Roesler Spanish FinalDocumento89 páginasConcrete Overlays Argentina October 27 2016 Roesler Spanish FinalmanccinirAún no hay calificaciones
- DCP Unidad 2 Metodologias DP Mapeo ContextoDocumento9 páginasDCP Unidad 2 Metodologias DP Mapeo ContextoGenesis VelizAún no hay calificaciones
- 12 PDFDocumento130 páginas12 PDFwerleiAún no hay calificaciones
- Modelo CMMiDocumento66 páginasModelo CMMirealvaradog4831Aún no hay calificaciones
- 3 Glosario PPT 2Documento20 páginas3 Glosario PPT 2Miranda BaezAún no hay calificaciones