También podría gustarte
- Asme Seccion Viii Div. 1 - 2015 Ed. Reglas para La Eficiencia de La Junta Y Marca Del Name Plate Parte 2Documento2 páginasAsme Seccion Viii Div. 1 - 2015 Ed. Reglas para La Eficiencia de La Junta Y Marca Del Name Plate Parte 2Haug S.A.100% (1)
- ASME Sección VIII-edic. 2021 Parte 5Documento33 páginasASME Sección VIII-edic. 2021 Parte 5Andres MelianAún no hay calificaciones
- Capit 6Documento10 páginasCapit 6ING HARRINSON FERREBUSAún no hay calificaciones
- Codigo AsmeDocumento1 páginaCodigo AsmeJosé Daniel Roncajolo100% (1)
- 12 Procedimiento de Ensayo RadiográficoDocumento16 páginas12 Procedimiento de Ensayo RadiográficoTEODORO100% (1)
- Asmertyeficienciasdejuntas SlideshareDocumento7 páginasAsmertyeficienciasdejuntas SlideshareEldo LobuAún no hay calificaciones
- 2.3-Asme - Uw-52 - 2001Documento2 páginas2.3-Asme - Uw-52 - 2001arturo velazcoAún no hay calificaciones
- Asme Seccion Viii Div. 1 - 2015 Ed. Reglas para La Eficiencia de La Junta Y Marca Del Name Plate Parte 1Documento2 páginasAsme Seccion Viii Div. 1 - 2015 Ed. Reglas para La Eficiencia de La Junta Y Marca Del Name Plate Parte 1juancparra20Aún no hay calificaciones
- Leccion 12Documento10 páginasLeccion 12vivianychAún no hay calificaciones
- Manual de Inspeccion y Evaluacion para El MantenimientoDocumento4 páginasManual de Inspeccion y Evaluacion para El MantenimientoJuan Carlos Nuñez CanalAún no hay calificaciones
- Calibración de Patrones de InductanciaDocumento13 páginasCalibración de Patrones de InductanciaJulian ArandaAún no hay calificaciones
- Tema 5 REGISTROS DE POZO IIDocumento21 páginasTema 5 REGISTROS DE POZO IIcarla jacume lopezAún no hay calificaciones
- NORMA API 1104 TraducccionDocumento58 páginasNORMA API 1104 TraducccionJuan almeiraAún no hay calificaciones
- Laboratorio de La Clase de Electrónica Industrial Experimento #6Documento3 páginasLaboratorio de La Clase de Electrónica Industrial Experimento #6Victor MartinezAún no hay calificaciones
- API RP 2X Reference StandardsDocumento7 páginasAPI RP 2X Reference StandardsCharles Cisneros100% (1)
- Api 1104 DDocumento6 páginasApi 1104 DaspoiaspoiAún no hay calificaciones
- Calificación de Procedimientos de SoldaduraDocumento28 páginasCalificación de Procedimientos de SoldaduraJosue CarpioAún no hay calificaciones
- Enarsa 00 L Et 0011 - 0 PDFDocumento10 páginasEnarsa 00 L Et 0011 - 0 PDFhugo hernandezAún no hay calificaciones
- Inspeccion Radiografica.Documento10 páginasInspeccion Radiografica.RolandoAún no hay calificaciones
- Proyecto de Aula WPSDocumento11 páginasProyecto de Aula WPSmatyAún no hay calificaciones
- Comparación Entre PSL 1 y PSL2Documento9 páginasComparación Entre PSL 1 y PSL2Victor Hugo100% (2)
- API 1104 EspañolDocumento60 páginasAPI 1104 Españolpercy21380% (5)
- Normas Lineas Aereas EDCDocumento23 páginasNormas Lineas Aereas EDCjdzarzalejo100% (1)
- 1.0 Procedimiento de Inspeccion de Tuberia Forzada de Acuerdo Al Asme Viii Div 1-Po-rt-001013-Asme ViiiDocumento25 páginas1.0 Procedimiento de Inspeccion de Tuberia Forzada de Acuerdo Al Asme Viii Div 1-Po-rt-001013-Asme ViiiJuan Carlos Ojeda ColanaAún no hay calificaciones
- Procedimiento RT AWS D1.1-2015 Rev.1Documento38 páginasProcedimiento RT AWS D1.1-2015 Rev.1AntonySamirChuicaVegaAún no hay calificaciones
- °°antena Vertical RD 3.6 Art. Corregido.Documento47 páginas°°antena Vertical RD 3.6 Art. Corregido.m_astorga_sabraAún no hay calificaciones
- Procedimiento RT AWS D1 (1) .1 2008Documento33 páginasProcedimiento RT AWS D1 (1) .1 2008archpastorAún no hay calificaciones
- UntitledDocumento1 páginaUntitledChristian ApfelmannAún no hay calificaciones
- Asme Seccion Viii - Uw11 - Uw51 - Uw52.Documento6 páginasAsme Seccion Viii - Uw11 - Uw51 - Uw52.Luis Ramirez100% (1)
- Api 570 Codigo de Inspeccion de Sistemas de Tuberías en ServicioDocumento134 páginasApi 570 Codigo de Inspeccion de Sistemas de Tuberías en Servicioalfredo gonzalez100% (1)
- Modulo Iii - Api-653-Seccion 11-12 (Soldadura)Documento21 páginasModulo Iii - Api-653-Seccion 11-12 (Soldadura)johanAún no hay calificaciones
- API RP 2X Reference Standards PDFDocumento7 páginasAPI RP 2X Reference Standards PDFMAR MUAún no hay calificaciones
- 8526-LT-001-E-signed-R0 Piping Class PDFDocumento300 páginas8526-LT-001-E-signed-R0 Piping Class PDFKathia Espinoza RojasAún no hay calificaciones
- LT Derramadero - ChryslerDocumento319 páginasLT Derramadero - ChryslerWardencasianAlanis100% (3)
- Api 1Documento97 páginasApi 1EDGAR HERNANDO LOPEZ OCHOAAún no hay calificaciones
- 0 - Notas Grados de Tuberías de Revestimiento de Acero-API 5CTDocumento15 páginas0 - Notas Grados de Tuberías de Revestimiento de Acero-API 5CTDioni GarciaAún no hay calificaciones
- RS1 019Documento11 páginasRS1 019Camilo Gonzalez ArredondoAún no hay calificaciones
- RS1 019Documento11 páginasRS1 019Beimar RodríguezAún no hay calificaciones
- Valorestpicosesperadosdelaresistenciadefallaensistemasdepotencia de Andrade SorrentinoDocumento10 páginasValorestpicosesperadosdelaresistenciadefallaensistemasdepotencia de Andrade SorrentinoAlejandro LudeñaAún no hay calificaciones
- Caes Ope Ut Pro 003Documento29 páginasCaes Ope Ut Pro 003MA GPAún no hay calificaciones
- Examen - de Personal de Control de Calidad DIAVAZDocumento4 páginasExamen - de Personal de Control de Calidad DIAVAZJuan Antonio100% (1)
- NTC1709 1Documento10 páginasNTC1709 1AlbertoAún no hay calificaciones
- Procedimiento RT AWS 2015Documento15 páginasProcedimiento RT AWS 2015jose negreteAún no hay calificaciones
- Asme B-31gDocumento27 páginasAsme B-31gJose Palomo100% (1)
- Especificación TécnicaDocumento31 páginasEspecificación TécnicajeffersonAún no hay calificaciones
- Puente de WheatstoneDocumento13 páginasPuente de WheatstoneLuis KasanovaAún no hay calificaciones
- Diseño Subestación Paez - Datos y Calculos PDFDocumento12 páginasDiseño Subestación Paez - Datos y Calculos PDFLemuel Huaman CondeAún no hay calificaciones
- Metodos Radiograficos API 650Documento8 páginasMetodos Radiograficos API 650jabrito40-1100% (1)
- RS1-004 - Canalizaciones de Redes ElectricasDocumento10 páginasRS1-004 - Canalizaciones de Redes Electricasjorlan verona loboAún no hay calificaciones
- GUÍA de LAB. 02 de Tecnicas y Seguridad de Mediciones Electrica-1-1Documento7 páginasGUÍA de LAB. 02 de Tecnicas y Seguridad de Mediciones Electrica-1-1Micky BozaAún no hay calificaciones
- Control de Corrosión 2-4Documento2 páginasControl de Corrosión 2-4JuliethCastilloAún no hay calificaciones
- RS1 005Documento11 páginasRS1 005Camilo Gonzalez ArredondoAún no hay calificaciones
- En 25817-Uniones Soldadas Por Arco de Aceros-Guia Sobre Niveles de Calidad en Funcion de Las Inperfecciones ImprimidoDocumento15 páginasEn 25817-Uniones Soldadas Por Arco de Aceros-Guia Sobre Niveles de Calidad en Funcion de Las Inperfecciones Imprimidomanuel floresAún no hay calificaciones
- A Cople FlexibleDocumento4 páginasA Cople FlexibleWanessa SuárezAún no hay calificaciones
- Practica 1 Lab de MedicionesDocumento19 páginasPractica 1 Lab de MedicionesDante HernandezAún no hay calificaciones
- AWS D1.1 Notas de UTDocumento24 páginasAWS D1.1 Notas de UTotelo22Aún no hay calificaciones
- PD-2-20-01 TX CorrienteDocumento24 páginasPD-2-20-01 TX CorrienteMARIANELA CASTILLOAún no hay calificaciones
- RS1 017Documento11 páginasRS1 017Camilo Gonzalez ArredondoAún no hay calificaciones
- NS - 6100 - CN - WPS - Exo - MMK - Qa - 160001 WPS - 0Documento18 páginasNS - 6100 - CN - WPS - Exo - MMK - Qa - 160001 WPS - 0Haug S.A.Aún no hay calificaciones
- Hoja 1-2Documento2 páginasHoja 1-2Haug S.A.Aún no hay calificaciones
- Hoja de Seguridad - EnglishDocumento11 páginasHoja de Seguridad - EnglishHaug S.A.Aún no hay calificaciones
- Hoja de Seguridad - EspañolDocumento14 páginasHoja de Seguridad - EspañolHaug S.A.Aún no hay calificaciones
- Desafios Plan ComunalDocumento3 páginasDesafios Plan ComunalCarla Oyarzo CheuquepilAún no hay calificaciones
- El Enfoque StemDocumento6 páginasEl Enfoque StemMaximoEstupiñanAún no hay calificaciones
- DPCC 2doDocumento51 páginasDPCC 2doLENIN VEGA100% (1)
- Ajustes Razonables - 5togrado - Planeación Del 20 Al 24 de Febrero ¿Documento13 páginasAjustes Razonables - 5togrado - Planeación Del 20 Al 24 de Febrero ¿Axel &MAún no hay calificaciones
- 6 La Lingüística Como CienciaDocumento11 páginas6 La Lingüística Como Ciencianani 711Aún no hay calificaciones
- Práctica 1 - Francisco Javier Muñoz Almaguer 1865070Documento9 páginasPráctica 1 - Francisco Javier Muñoz Almaguer 1865070Javier MuñozAún no hay calificaciones
- Semana 24 Regiones Naturales SM PDFDocumento28 páginasSemana 24 Regiones Naturales SM PDFCarlos Antonio Mendoza ArteagaAún no hay calificaciones
- Neuroplasticidad y Metodología FES - EbookDocumento25 páginasNeuroplasticidad y Metodología FES - EbookBraulio Alejandro VargasAún no hay calificaciones
- Ejercicio Unilateral de La Patria Potestad CarlinaDocumento3 páginasEjercicio Unilateral de La Patria Potestad CarlinaAlberto Ferrer ÁvillaAún no hay calificaciones
- PROYECTO PARA LA FERIA DE CIENCIAS 4toDocumento5 páginasPROYECTO PARA LA FERIA DE CIENCIAS 4toJOSUE ADRIEL POMA QUICA�AAún no hay calificaciones
- Beck Internacional de México - Manual de Seguridad 2017-04Documento224 páginasBeck Internacional de México - Manual de Seguridad 2017-04armandoAún no hay calificaciones
- Calculo 1 LIMITES - 2Documento16 páginasCalculo 1 LIMITES - 2Emanuel Perez100% (1)
- +guia Lenguaje - Septiembre - 4 BásicoDocumento8 páginas+guia Lenguaje - Septiembre - 4 BásicoSusana Naomí Pino Muñoz100% (1)
- Final-Pa1 Albornoz Ariste Alejo Arroyo Acosta VilcaDocumento10 páginasFinal-Pa1 Albornoz Ariste Alejo Arroyo Acosta VilcaErika Ludeña LopezAún no hay calificaciones
- AZ. Autonomo EducaticDocumento2 páginasAZ. Autonomo EducaticDayana Dueñas MoralesAún no hay calificaciones
- Los 7 Nucleos Del Progreso.01Documento42 páginasLos 7 Nucleos Del Progreso.01homerestiAún no hay calificaciones
- ODI-03-Ingeniero ConsultorDocumento9 páginasODI-03-Ingeniero ConsultorJessenia RuizAún no hay calificaciones
- Articulo Enzimologia ClinicaDocumento6 páginasArticulo Enzimologia ClinicaCarlos Andres Barrera ParraAún no hay calificaciones
- SEMINARIODocumento6 páginasSEMINARIOluciaAún no hay calificaciones
- Propiedades y Características de Concretos Especiales1Documento12 páginasPropiedades y Características de Concretos Especiales1Álvaro Gallardo100% (1)
- Exposición 2 Socrates Platón y AristotelesDocumento18 páginasExposición 2 Socrates Platón y AristotelesLUCIA FERNANDA CHERREZ AYALAAún no hay calificaciones
- Racionalización de DenominadoresDocumento8 páginasRacionalización de DenominadoresGiovanni maitinAún no hay calificaciones
- Inv2 T1 4Documento7 páginasInv2 T1 4Cindy GorocicaAún no hay calificaciones
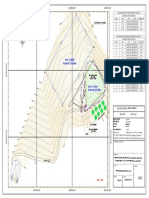
- Plano BotaderoDocumento1 páginaPlano BotaderoRoger ReyesAún no hay calificaciones
- Plan Anual de SST General 2023.Documento17 páginasPlan Anual de SST General 2023.Erick Gomez AbantoAún no hay calificaciones
- Aparato Valvular Del CorazónDocumento5 páginasAparato Valvular Del CorazónGael SampayoAún no hay calificaciones
- Unidades de ConversionDocumento2 páginasUnidades de ConversionJesus Alberto Rodriguez LoperenaAún no hay calificaciones
- GRUPO BIMBO S.A de C.V Optimización en La Cadena de Suministro y Entrega de Productos Con GPSDocumento30 páginasGRUPO BIMBO S.A de C.V Optimización en La Cadena de Suministro y Entrega de Productos Con GPSBrown Elias JasperAún no hay calificaciones
- T3 PsicoinmunologíaDocumento2 páginasT3 PsicoinmunologíaMariana Itzel González CruzAún no hay calificaciones
- TRIPTICO Un Litro de LuzDocumento3 páginasTRIPTICO Un Litro de LuzJosé GranadosAún no hay calificaciones
- Lean Startup: Cómo trabajar de manera más inteligente y no más duro mientras se innova más rápido y se satisface a los clientesDe EverandLean Startup: Cómo trabajar de manera más inteligente y no más duro mientras se innova más rápido y se satisface a los clientesCalificación: 4 de 5 estrellas4/5 (8)
- Scaling Up (Dominando los Hábitos de Rockefeller 2.0): Cómo es que Algunas Compañías lo Logran…y Por qué las Demás NoDe EverandScaling Up (Dominando los Hábitos de Rockefeller 2.0): Cómo es que Algunas Compañías lo Logran…y Por qué las Demás NoCalificación: 4.5 de 5 estrellas4.5/5 (10)
- 44 Apps Inteligentes para Ejercitar su Cerebro: Apps Gratuitas, Juegos, y Herramientas para iPhone, iPad, Google Play, Kindle Fire, Navegadores de Internet, Windows Phone, & Apple WatchDe Everand44 Apps Inteligentes para Ejercitar su Cerebro: Apps Gratuitas, Juegos, y Herramientas para iPhone, iPad, Google Play, Kindle Fire, Navegadores de Internet, Windows Phone, & Apple WatchCalificación: 3.5 de 5 estrellas3.5/5 (2)
- Esquivar la mediocridad: Notas sobre management: complejidad, estrategia e innovaciónDe EverandEsquivar la mediocridad: Notas sobre management: complejidad, estrategia e innovaciónCalificación: 5 de 5 estrellas5/5 (1)
- Inteligencia artificial: Lo que usted necesita saber sobre el aprendizaje automático, robótica, aprendizaje profundo, Internet de las cosas, redes neuronales, y nuestro futuroDe EverandInteligencia artificial: Lo que usted necesita saber sobre el aprendizaje automático, robótica, aprendizaje profundo, Internet de las cosas, redes neuronales, y nuestro futuroCalificación: 4 de 5 estrellas4/5 (1)
- Organizacion Integral de Eventos. Abordaje pedagogico y multidisciplinario.De EverandOrganizacion Integral de Eventos. Abordaje pedagogico y multidisciplinario.Calificación: 4.5 de 5 estrellas4.5/5 (6)
- 7 tendencias digitales que cambiarán el mundoDe Everand7 tendencias digitales que cambiarán el mundoCalificación: 4.5 de 5 estrellas4.5/5 (87)
- Clics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaDe EverandClics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaCalificación: 4.5 de 5 estrellas4.5/5 (117)
- Resumen de El cuadro de mando integral paso a paso de Paul R. NivenDe EverandResumen de El cuadro de mando integral paso a paso de Paul R. NivenCalificación: 5 de 5 estrellas5/5 (2)
- La biblia del e-commerce: Los secretos de la venta online. Más de mil ideas para vender por internetDe EverandLa biblia del e-commerce: Los secretos de la venta online. Más de mil ideas para vender por internetCalificación: 5 de 5 estrellas5/5 (7)
- Electricidad: Fundamentos y problemas de electrostática, corriente continua, electromagnetiDe EverandElectricidad: Fundamentos y problemas de electrostática, corriente continua, electromagnetiCalificación: 3.5 de 5 estrellas3.5/5 (5)
- Cómo pasé de ser un fracaso en las ventas a ser un vendedor estelarDe EverandCómo pasé de ser un fracaso en las ventas a ser un vendedor estelarCalificación: 5 de 5 estrellas5/5 (28)
- Responsabilidad social empresarial: Un desafío corporativoDe EverandResponsabilidad social empresarial: Un desafío corporativoAún no hay calificaciones
- Agile: Una guía para la Gestión de Proyectos Agile con Scrum, Kanban y LeanDe EverandAgile: Una guía para la Gestión de Proyectos Agile con Scrum, Kanban y LeanCalificación: 5 de 5 estrellas5/5 (1)
- Dirección estratégica de RR.HH.: Vol. 1. Gestión por competenciasDe EverandDirección estratégica de RR.HH.: Vol. 1. Gestión por competenciasCalificación: 4 de 5 estrellas4/5 (1)
- Prácticas de refrigeración y aire acondicionadoDe EverandPrácticas de refrigeración y aire acondicionadoCalificación: 5 de 5 estrellas5/5 (6)
- Calidad de Aguas: Usos y AprovechamientoDe EverandCalidad de Aguas: Usos y AprovechamientoCalificación: 5 de 5 estrellas5/5 (1)
- JavaScript Una Guía de Aprendizaje para el Lenguaje de Programación JavaScriptDe EverandJavaScript Una Guía de Aprendizaje para el Lenguaje de Programación JavaScriptCalificación: 3 de 5 estrellas3/5 (5)
- Influencia. La psicología de la persuasiónDe EverandInfluencia. La psicología de la persuasiónCalificación: 4.5 de 5 estrellas4.5/5 (14)
- La cultura organizacional y su impacto en la gestión empresarial: Un acercamiento a tres compañías peruanasDe EverandLa cultura organizacional y su impacto en la gestión empresarial: Un acercamiento a tres compañías peruanasCalificación: 4.5 de 5 estrellas4.5/5 (6)