También podría gustarte
- El Proceso de Desarrollo de Software: 2ª EdiciónDe EverandEl Proceso de Desarrollo de Software: 2ª EdiciónAún no hay calificaciones
- Analisis de Movimientos en Las OperacionesDocumento21 páginasAnalisis de Movimientos en Las OperacionesCastro Rome RomeAún no hay calificaciones
- Desarrollo de Software Ágil: Extreme Programming y ScrumDe EverandDesarrollo de Software Ágil: Extreme Programming y ScrumCalificación: 5 de 5 estrellas5/5 (1)
- Análisis de operaciones paso a pasoDocumento10 páginasAnálisis de operaciones paso a pasoMariaDelPilarGarciaAún no hay calificaciones
- Objetivos Generales, Especificos y Marco TeoricoDocumento27 páginasObjetivos Generales, Especificos y Marco TeoricoSonia AndradeAún no hay calificaciones
- Análisis de OperacionesDocumento12 páginasAnálisis de OperacionesLuis Daniel Morales Salazar100% (1)
- Unidad 4 Analisis de Las OperecionesDocumento10 páginasUnidad 4 Analisis de Las OperecionesAnonymous vz508yYTkeAún no hay calificaciones
- Método de Análisis de Las OperacionesDocumento10 páginasMétodo de Análisis de Las OperacionesDaniel BarrenoAún no hay calificaciones
- Tema 2 Analisis de Las OperacionesDocumento10 páginasTema 2 Analisis de Las OperacionesJuan PaniaguaAún no hay calificaciones
- Análisis de La OperaciónDocumento29 páginasAnálisis de La OperaciónAlex OlanAún no hay calificaciones
- Analisis de OperacionesDocumento6 páginasAnalisis de OperacionesJua Manuel FariasAún no hay calificaciones
- Guiade Análisis de OperacionesDocumento20 páginasGuiade Análisis de OperacionesNelson Ricardo Solito PalmaAún no hay calificaciones
- Unidad Vi Anc3a1lisis de La Operacic3b3n Los Diez Enfoques Primarios .UnlockedDocumento10 páginasUnidad Vi Anc3a1lisis de La Operacic3b3n Los Diez Enfoques Primarios .UnlockedMarleyvelAún no hay calificaciones
- 2.3 Analisis de Movimiento en Las OperacionesDocumento25 páginas2.3 Analisis de Movimiento en Las OperacionesMia Itzel Pastor MendozaAún no hay calificaciones
- Ensayo Manejo de MaterialesDocumento13 páginasEnsayo Manejo de MaterialesAntonio Salas100% (1)
- AnalisisdelaoperacionDocumento15 páginasAnalisisdelaoperacionMariana CarvalhoAún no hay calificaciones
- Analisis de La Operaciones Los Diez Enfoques PrimariosDocumento10 páginasAnalisis de La Operaciones Los Diez Enfoques PrimariosSTALTHAM99Aún no hay calificaciones
- Tema 3.1 Analisis de OperaciónDocumento21 páginasTema 3.1 Analisis de OperaciónLeonidesAún no hay calificaciones
- Proyecto 2 EdTDocumento40 páginasProyecto 2 EdTjacipch244Aún no hay calificaciones
- Análisis de operación ITCDocumento9 páginasAnálisis de operación ITCMitzi Anahi ChápsAún no hay calificaciones
- Resumen Analisis de OperacionesDocumento5 páginasResumen Analisis de OperacionesRene CGAún no hay calificaciones
- Unidad 2 Analisis de OperacionesDocumento18 páginasUnidad 2 Analisis de OperacionesDante MartinAún no hay calificaciones
- Criterios Analisis de OperacionDocumento18 páginasCriterios Analisis de OperacionOziel Joanan Cano MorenoAún no hay calificaciones
- Análisis de operaciones para mejorar productividad y reducir costosDocumento10 páginasAnálisis de operaciones para mejorar productividad y reducir costosJohana AlcarazAún no hay calificaciones
- Análisis de problemáticas y soluciones a través de la ingeniería de métodosDocumento8 páginasAnálisis de problemáticas y soluciones a través de la ingeniería de métodosMaoly PrinceAún no hay calificaciones
- Análisis de OperacionesDocumento19 páginasAnálisis de OperacionesGely RosasAún no hay calificaciones
- Analisis de Las Operaciones Unidad IIIDocumento9 páginasAnalisis de Las Operaciones Unidad IIICortes Jonna SegundoAún no hay calificaciones
- 9 Puntos de NiebelDocumento11 páginas9 Puntos de Niebeldavid sosaAún no hay calificaciones
- Torres Jimenez Cynthia - Tarea 1Documento18 páginasTorres Jimenez Cynthia - Tarea 1Cristian VelázquezAún no hay calificaciones
- Análisis de OperacionesDocumento6 páginasAnálisis de OperacionesGabbo ConlledoAún no hay calificaciones
- Estudio Del TrabajoDocumento11 páginasEstudio Del TrabajoSTHEISY HAKCIELLY PAREDES SOLANOAún no hay calificaciones
- Análisis de OperacionesDocumento4 páginasAnálisis de OperacionesAlex RamosAún no hay calificaciones
- Analisis de La Operacion PDFDocumento5 páginasAnalisis de La Operacion PDFMaria Guadalupe Mejia LopezAún no hay calificaciones
- Analisis de OperacionesDocumento10 páginasAnalisis de OperacionesDaniel CruzAún no hay calificaciones
- Informe TherbligsDocumento11 páginasInforme TherbligsBannie Mayorga100% (1)
- Ensayo Presentacion PFDocumento9 páginasEnsayo Presentacion PFAriAún no hay calificaciones
- Análisis de OperacionesDocumento6 páginasAnálisis de OperacionesGabe MAAún no hay calificaciones
- Análisis de Operaciones UiiDocumento23 páginasAnálisis de Operaciones UiiLitzy VilledaAún no hay calificaciones
- Investigacion 9 EnfoquesDocumento7 páginasInvestigacion 9 EnfoquesTecNM Campus Santa María de El OroAún no hay calificaciones
- Torres Sanchez J.22Documento19 páginasTorres Sanchez J.22Cesar Santos FajardoAún no hay calificaciones
- Estudio de MetodosDocumento18 páginasEstudio de MetodosWyanglox MCAún no hay calificaciones
- Analisis de Secuencias de OperacionesDocumento3 páginasAnalisis de Secuencias de OperacionesJohn ChaucaAún no hay calificaciones
- Informe - Ingenieria de Metodos - 2° Corte 2020Documento11 páginasInforme - Ingenieria de Metodos - 2° Corte 2020Manuel RodriguezAún no hay calificaciones
- Ing Metodos OrdiDocumento7 páginasIng Metodos OrdiDilan GutiérrezAún no hay calificaciones
- Estudio Del Trabajo Investigacion U2Documento14 páginasEstudio Del Trabajo Investigacion U2Ryno100% (1)
- Conceptos Basicos - Unidad-2 - Estudio Del Trabajo-1Documento13 páginasConceptos Basicos - Unidad-2 - Estudio Del Trabajo-1ALONSO GUTIERREZ AGUASAún no hay calificaciones
- Los Diez Enfoques Estudio DL TrabajoDocumento7 páginasLos Diez Enfoques Estudio DL TrabajoBerenice GonzalezAún no hay calificaciones
- Análisis de operaciones para mejorar la productividadDocumento23 páginasAnálisis de operaciones para mejorar la productividadIsrael AguirreAún no hay calificaciones
- Capitulo 3 Niebel Analisis de La OperaciónDocumento4 páginasCapitulo 3 Niebel Analisis de La OperaciónArias Mayri100% (1)
- Análisis de operaciones para mejora continuaDocumento63 páginasAnálisis de operaciones para mejora continuaCampuzano AdriánAún no hay calificaciones
- Estudio de Trabajo 1 Unidad 2Documento6 páginasEstudio de Trabajo 1 Unidad 2Melissa Mendoza LópezAún no hay calificaciones
- Presentación Analisis de OperacionesDocumento25 páginasPresentación Analisis de OperacionesAlma SanchezAún no hay calificaciones
- 10 Principios Del Análisis de OperaciónDocumento6 páginas10 Principios Del Análisis de OperaciónVega De Palafox Paulina0% (1)
- Previo 2. EtDocumento4 páginasPrevio 2. EtSandy FernandaAún no hay calificaciones
- 9 Enfoques Analisis Operacional PGA Agosto 2013Documento7 páginas9 Enfoques Analisis Operacional PGA Agosto 2013Pedro GuerreroAún no hay calificaciones
- Organizacion ProcesosDocumento17 páginasOrganizacion ProcesosFati GuzAún no hay calificaciones
- Trabajo GrupalDocumento5 páginasTrabajo GrupalKarla celeste Gomez RAún no hay calificaciones
- Analisis de Las OperacionesDocumento28 páginasAnalisis de Las OperacionesDianaHerreraQuiñones100% (1)
- Concepto de Analisis de OperaciónDocumento6 páginasConcepto de Analisis de OperaciónMiguel BurgosAún no hay calificaciones
- Enfoques Analisis de OperacionDocumento6 páginasEnfoques Analisis de Operacionalcaro_16Aún no hay calificaciones
- Qué Es Un ProyectoDocumento5 páginasQué Es Un ProyectoSalvador Rodriguez PolancoAún no hay calificaciones
- 2.4 Probabilidad de Cumplimineto2Documento5 páginas2.4 Probabilidad de Cumplimineto2Salvador Rodriguez PolancoAún no hay calificaciones
- Simbología EléctricaDocumento12 páginasSimbología EléctricaSalvador Rodriguez PolancoAún no hay calificaciones
- La HipotesisDocumento5 páginasLa HipotesisSalvador Rodriguez PolancoAún no hay calificaciones
- EQUIPO#6SISTEMASDocumento17 páginasEQUIPO#6SISTEMASSalvador Rodriguez PolancoAún no hay calificaciones
- 1.6 Caso de Estudio - SimulaciónDocumento13 páginas1.6 Caso de Estudio - SimulaciónSalvador Rodriguez PolancoAún no hay calificaciones
- Unidad 1Documento36 páginasUnidad 1Salvador Rodriguez PolancoAún no hay calificaciones
- Unidad 5Documento23 páginasUnidad 5Salvador Rodriguez PolancoAún no hay calificaciones
- Diagrama de ParetoDocumento2 páginasDiagrama de ParetoSalvador Rodriguez PolancoAún no hay calificaciones
- Metodologías para el diagnóstico y análisis de riesgosDocumento5 páginasMetodologías para el diagnóstico y análisis de riesgosSalvador Rodriguez PolancoAún no hay calificaciones
- Unidad 5Documento23 páginasUnidad 5Salvador Rodriguez PolancoAún no hay calificaciones
- Unidad 4Documento13 páginasUnidad 4Salvador Rodriguez PolancoAún no hay calificaciones
- Higiene y Seguridad IndustrialDocumento10 páginasHigiene y Seguridad IndustrialDaniel Camarena Alvarez100% (1)
- Modulo 2Documento7 páginasModulo 2Smith Edu100% (1)
- 2.lista de Chequeo CortolimaDocumento3 páginas2.lista de Chequeo CortolimaLarry Bryan WilsonAún no hay calificaciones
- Mapa Conceptual ProbabilidadDocumento7 páginasMapa Conceptual ProbabilidadStella Andrade Diaz0% (1)
- Políticas seguridad equiposDocumento9 páginasPolíticas seguridad equiposalejandroAún no hay calificaciones
- Guía para Cargas MasivasDocumento6 páginasGuía para Cargas MasivasMichael StevensAún no hay calificaciones
- Diagrama de Flujo de DatosDocumento14 páginasDiagrama de Flujo de DatosJulian MoralesAún no hay calificaciones
- Autoevaluación N°2 - Revisión de Intentos 02 Unidad 02Documento10 páginasAutoevaluación N°2 - Revisión de Intentos 02 Unidad 02Lucy Angulo CholanAún no hay calificaciones
- Manual Educa-T - Documentos de Google PDFDocumento233 páginasManual Educa-T - Documentos de Google PDFAlejandro Meza Ojeda100% (1)
- Evaluación desempeño auxiliar Alcaldía RionegroDocumento1 páginaEvaluación desempeño auxiliar Alcaldía RionegroManuel CanoAún no hay calificaciones
- Producción intelectual, innovación y tecnologíaDocumento31 páginasProducción intelectual, innovación y tecnologíawilix sander100% (1)
- Gastos Generales PDFDocumento1 páginaGastos Generales PDFJildo Pinedo0% (1)
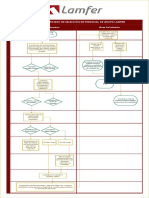
- Flujogramas Selección (v2)Documento1 páginaFlujogramas Selección (v2)André GamboaAún no hay calificaciones
- Administrador de Plataformas Digitales de AprendizajeDocumento112 páginasAdministrador de Plataformas Digitales de AprendizajeDIEGO ALMARIO95% (21)
- Evaluación Teorica BC 5390Documento6 páginasEvaluación Teorica BC 5390secretaria ProinsaludAún no hay calificaciones
- EC2 T3 Munoz CapillaDocumento21 páginasEC2 T3 Munoz Capillaclaramc921Aún no hay calificaciones
- Alten GoFluentDocumento15 páginasAlten GoFluentAlberto Marin GuillenAún no hay calificaciones
- Procesos de Provisión de Servicios - 2019Documento35 páginasProcesos de Provisión de Servicios - 2019Nestor HernandezAún no hay calificaciones
- Manual de Operación Del Torno CNCDocumento6 páginasManual de Operación Del Torno CNCJHON FRANCO TITO TORREJONAún no hay calificaciones
- Tipos diseño gráfico editorial web fotografía ilustración 3D corporativo packagingDocumento2 páginasTipos diseño gráfico editorial web fotografía ilustración 3D corporativo packagingFany PinelAún no hay calificaciones
- Proteus & NI MultisimDocumento18 páginasProteus & NI MultisimDaniel CervantesAún no hay calificaciones
- MaximixarDocumento5 páginasMaximixarGerardo R. Mendoza VivesAún no hay calificaciones
- Práctica 4 "Circuitos Varios"Documento6 páginasPráctica 4 "Circuitos Varios"Javier GonzalezAún no hay calificaciones
- Gestión de Cambios de ITILDocumento32 páginasGestión de Cambios de ITILAlan Lopez HuaynatesAún no hay calificaciones
- BTH Movie 51Documento25 páginasBTH Movie 51R ArnésAún no hay calificaciones
- Liberacion Pedidos SapDocumento7 páginasLiberacion Pedidos SapPalace GonzalezAún no hay calificaciones
- 4 Pautas Bibliografia CSTADDocumento18 páginas4 Pautas Bibliografia CSTADmelvinAún no hay calificaciones
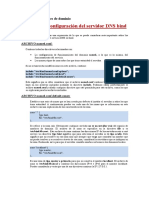
- Archivos BindDocumento3 páginasArchivos Bindprueba SADAún no hay calificaciones
- Applets en QuimicaDocumento9 páginasApplets en Quimicarosana alavilaAún no hay calificaciones
- Actividades Leon 1Documento12 páginasActividades Leon 1Any GuerreroAún no hay calificaciones
- Articulo Sobre El OEEDocumento3 páginasArticulo Sobre El OEEJulián AriasAún no hay calificaciones
- 7 tendencias digitales que cambiarán el mundoDe Everand7 tendencias digitales que cambiarán el mundoCalificación: 4.5 de 5 estrellas4.5/5 (87)
- Clics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaDe EverandClics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaCalificación: 4.5 de 5 estrellas4.5/5 (117)
- LAS VELAS JAPONESAS DE UNA FORMA SENCILLA. La guía de introducción a las velas japonesas y a las estrategias de análisis técnico más eficaces.De EverandLAS VELAS JAPONESAS DE UNA FORMA SENCILLA. La guía de introducción a las velas japonesas y a las estrategias de análisis técnico más eficaces.Calificación: 4.5 de 5 estrellas4.5/5 (54)
- Influencia. La psicología de la persuasiónDe EverandInfluencia. La psicología de la persuasiónCalificación: 4.5 de 5 estrellas4.5/5 (14)
- Excel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másDe EverandExcel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másCalificación: 2.5 de 5 estrellas2.5/5 (3)
- ¿Cómo piensan las máquinas?: Inteligencia artificial para humanosDe Everand¿Cómo piensan las máquinas?: Inteligencia artificial para humanosCalificación: 5 de 5 estrellas5/5 (1)
- Guía de cálculo y diseño de conductos para ventilación y climatizaciónDe EverandGuía de cálculo y diseño de conductos para ventilación y climatizaciónCalificación: 5 de 5 estrellas5/5 (1)
- Excel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteDe EverandExcel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteCalificación: 1 de 5 estrellas1/5 (1)
- ChatGPT Ganar Dinero Desde Casa Nunca fue tan Fácil Las 7 mejores fuentes de ingresos pasivos con Inteligencia Artificial (IA): libros, redes sociales, marketing digital, programación...De EverandChatGPT Ganar Dinero Desde Casa Nunca fue tan Fácil Las 7 mejores fuentes de ingresos pasivos con Inteligencia Artificial (IA): libros, redes sociales, marketing digital, programación...Calificación: 5 de 5 estrellas5/5 (4)
- Machine Learning y Deep Learning: Usando Python, Scikit y KerasDe EverandMachine Learning y Deep Learning: Usando Python, Scikit y KerasAún no hay calificaciones
- Excel 2021 y 365 Paso a Paso: Paso a PasoDe EverandExcel 2021 y 365 Paso a Paso: Paso a PasoCalificación: 5 de 5 estrellas5/5 (12)
- EL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.De EverandEL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.Calificación: 4 de 5 estrellas4/5 (51)
- El dilema humano: Del Homo sapiens al Homo techDe EverandEl dilema humano: Del Homo sapiens al Homo techCalificación: 4 de 5 estrellas4/5 (1)
- Gestión de Proyectos con Microsoft Project 2013: Software de gestión de proyectosDe EverandGestión de Proyectos con Microsoft Project 2013: Software de gestión de proyectosCalificación: 5 de 5 estrellas5/5 (3)
- Todo Sobre Tecnología Blockchain: La Guía Definitiva Para Principiantes Sobre Monederos BlockchainDe EverandTodo Sobre Tecnología Blockchain: La Guía Definitiva Para Principiantes Sobre Monederos BlockchainAún no hay calificaciones
- Design Thinking para principiantes: La innovación como factor para el éxito empresarialDe EverandDesign Thinking para principiantes: La innovación como factor para el éxito empresarialCalificación: 4.5 de 5 estrellas4.5/5 (10)
- EL PLAN DE NEGOCIOS DE UNA FORMA SENCILLA. La guía práctica que ayuda a poner en marcha nuevos proyectos e ideas empresariales.De EverandEL PLAN DE NEGOCIOS DE UNA FORMA SENCILLA. La guía práctica que ayuda a poner en marcha nuevos proyectos e ideas empresariales.Calificación: 4 de 5 estrellas4/5 (20)
- Estructuras de Datos Básicas: Programación orientada a objetos con JavaDe EverandEstructuras de Datos Básicas: Programación orientada a objetos con JavaCalificación: 5 de 5 estrellas5/5 (1)
- La revolución de Netflix en el cine y la televisión: Pantallas, series y streamingDe EverandLa revolución de Netflix en el cine y la televisión: Pantallas, series y streamingCalificación: 5 de 5 estrellas5/5 (2)
- El trading de opciones de una forma sencilla: La guía introductoria al trading de opciones y a las principales estrategias de beneficios.De EverandEl trading de opciones de una forma sencilla: La guía introductoria al trading de opciones y a las principales estrategias de beneficios.Calificación: 5 de 5 estrellas5/5 (1)
- Minería de Datos: Guía de Minería de Datos para Principiantes, que Incluye Aplicaciones para Negocios, Técnicas de Minería de Datos, Conceptos y MásDe EverandMinería de Datos: Guía de Minería de Datos para Principiantes, que Incluye Aplicaciones para Negocios, Técnicas de Minería de Datos, Conceptos y MásCalificación: 4.5 de 5 estrellas4.5/5 (4)
- Lo Secreto Del Mantenimiento IndustrialDe EverandLo Secreto Del Mantenimiento IndustrialCalificación: 4 de 5 estrellas4/5 (2)
- Lógica de programación: Solucionario en pseudocódigo – Ejercicios resueltosDe EverandLógica de programación: Solucionario en pseudocódigo – Ejercicios resueltosCalificación: 3.5 de 5 estrellas3.5/5 (7)
- Los 10 Mejores Modelos de Negocio Digitales. Manual Completo Sobre Como Ganar Dinero por InternetDe EverandLos 10 Mejores Modelos de Negocio Digitales. Manual Completo Sobre Como Ganar Dinero por InternetCalificación: 5 de 5 estrellas5/5 (1)