También podría gustarte
- Reporte Clasificación de Los Instrumentos de Medición-1858151Documento16 páginasReporte Clasificación de Los Instrumentos de Medición-1858151Cesar ArevaloAún no hay calificaciones
- Prueba de Signo para Dos MediasDocumento4 páginasPrueba de Signo para Dos MediasLalo HernándezAún no hay calificaciones
- Lab DinamicaDocumento11 páginasLab DinamicafranciscoAún no hay calificaciones
- Practica 2 Diseño Avanzado de Elementos de MaquinasDocumento8 páginasPractica 2 Diseño Avanzado de Elementos de MaquinasEmiliano SilvaAún no hay calificaciones
- Practica5 LtgyvDocumento6 páginasPractica5 LtgyvJesus MontantesAún no hay calificaciones
- Practica 5 FimeDocumento3 páginasPractica 5 FimeAngelGabrielAngelCorreaAún no hay calificaciones
- Prestigio UANL FIME IMADocumento5 páginasPrestigio UANL FIME IMAFrancisco NiñoAún no hay calificaciones
- Practica 8Documento14 páginasPractica 8Carlos CarmonaAún no hay calificaciones
- Laboratorio de Dinámica Práctica #2B ANÁLISIS CINEMÁTICO DE Aceleraciones de Mecanismos MBCDocumento3 páginasLaboratorio de Dinámica Práctica #2B ANÁLISIS CINEMÁTICO DE Aceleraciones de Mecanismos MBCSG F.Aún no hay calificaciones
- Practica 8 Lab DinamicaDocumento4 páginasPractica 8 Lab DinamicaAlberto GuadarramaAún no hay calificaciones
- Práctica 11. Lb. Circuitos EléctricosDocumento4 páginasPráctica 11. Lb. Circuitos EléctricosHector MagañaAún no hay calificaciones
- Lab. Ingenieria de MaterialesDocumento48 páginasLab. Ingenieria de MaterialesJonathan VillegasAún no hay calificaciones
- Empoderamiento y tipos de conflicto en organizacionesDocumento9 páginasEmpoderamiento y tipos de conflicto en organizacionessaul lopezAún no hay calificaciones
- Dureza Rockwell: Método, escalas e indentadoresDocumento6 páginasDureza Rockwell: Método, escalas e indentadoresBrayan AlvarezAún no hay calificaciones
- AF1 - Mapa de Ruta - Equipo 1Documento15 páginasAF1 - Mapa de Ruta - Equipo 1Lucia OrtizAún no hay calificaciones
- Practica 7Documento9 páginasPractica 7Joel RamírezAún no hay calificaciones
- Practica 5 Lab de MetrologiaDocumento6 páginasPractica 5 Lab de MetrologiaDaniel DimasAún no hay calificaciones
- Practica # 6 Viga en CantiléverDocumento7 páginasPractica # 6 Viga en CantiléverIsmael DiazAún no hay calificaciones
- Practica 5 Lab DinamicaDocumento13 páginasPractica 5 Lab DinamicaJonathan CarlinAún no hay calificaciones
- Practica #8 VBMDocumento4 páginasPractica #8 VBMricardo1594Aún no hay calificaciones
- Rayos XDocumento15 páginasRayos XEdgar AstorgaAún no hay calificaciones
- UANL-EnsayoTensión-IMEDocumento7 páginasUANL-EnsayoTensión-IMEAlex 132Aún no hay calificaciones
- Ia ReportefinalDocumento13 páginasIa ReportefinalZeero' Sioux PageAún no hay calificaciones
- Estructura Selectiva SwitchDocumento20 páginasEstructura Selectiva SwitchVeronaAún no hay calificaciones
- Práctica 3 LB T Gases y VaporesDocumento6 páginasPráctica 3 LB T Gases y VaporesDrawnAún no hay calificaciones
- UANL FIME Metrología Mapa ConceptualDocumento2 páginasUANL FIME Metrología Mapa ConceptualMario AlbertoAún no hay calificaciones
- Abrir Lab - DinamicaDocumento56 páginasAbrir Lab - DinamicaAngelica MartinezAún no hay calificaciones
- Pia TermoDocumento8 páginasPia TermoPedro BalderasAún no hay calificaciones
- Metrología UANL: Comparador ópticoDocumento3 páginasMetrología UANL: Comparador ópticoArizbeth RodríguezAún no hay calificaciones
- Práctica 9 de QuimicaDocumento4 páginasPráctica 9 de QuimicaDiego Estrada VazkezAún no hay calificaciones
- PIA MatlabDocumento19 páginasPIA MatlabDillan TlAún no hay calificaciones
- Practica 3 LTGVDocumento6 páginasPractica 3 LTGVJesus MontantesAún no hay calificaciones
- Laboratorio de Ingeniería de MaterialesDocumento5 páginasLaboratorio de Ingeniería de Materialessaul lopezAún no hay calificaciones
- Diagrama de Hilos Fime Estudio Del TrabajoDocumento5 páginasDiagrama de Hilos Fime Estudio Del Trabajoangelica martinez almarazAún no hay calificaciones
- Practica 1 y 2 Fisica 2Documento5 páginasPractica 1 y 2 Fisica 2felipe118Aún no hay calificaciones
- Práctica 2 Flores FavelaDocumento4 páginasPráctica 2 Flores FavelaAdministración Torito Sinaloense Linda VistaAún no hay calificaciones
- Practica 01 - Introduccion y Comandos Del MATLAB FIME-UANLDocumento12 páginasPractica 01 - Introduccion y Comandos Del MATLAB FIME-UANLRolando RodriguezAún no hay calificaciones
- Practica 4Documento9 páginasPractica 4Wendy LopezAún no hay calificaciones
- Practica 1 - Electronica AnalogicaDocumento19 páginasPractica 1 - Electronica AnalogicaChristian Eduardo Sanchez SandovalAún no hay calificaciones
- P8 Lab Ing MaterialesDocumento3 páginasP8 Lab Ing MaterialesNallely GonzálezAún no hay calificaciones
- Soldadura Electrica de Arco de C.ADocumento7 páginasSoldadura Electrica de Arco de C.AJonaGomezAún no hay calificaciones
- Producto Integrador Contexto FimeDocumento19 páginasProducto Integrador Contexto FimeCésarMorenoAún no hay calificaciones
- Actividad 8 - Bloques Patrón - 1851824Documento5 páginasActividad 8 - Bloques Patrón - 1851824hugo floresAún no hay calificaciones
- PIA MetrologiaDocumento7 páginasPIA MetrologiaJose De Jesus MonteroAún no hay calificaciones
- Actividad 3Documento9 páginasActividad 3Jose Martin Martinez CardonaAún no hay calificaciones
- Mate 4 - Ejercicios Propuestos Parte 1 E2020Documento13 páginasMate 4 - Ejercicios Propuestos Parte 1 E2020Angel FerreyraAún no hay calificaciones
- Matematica IIIDocumento13 páginasMatematica IIIAndresIvanAún no hay calificaciones
- Practica 2 de Fisica 2 FIMEDocumento3 páginasPractica 2 de Fisica 2 FIMEIowa Hernandez Montelongo100% (2)
- Practica 6 Lab de MetrologiaDocumento4 páginasPractica 6 Lab de MetrologiaDaniel DimasAún no hay calificaciones
- Portafolio Laboratorio de DinamicaDocumento36 páginasPortafolio Laboratorio de DinamicaPolo ElizaldeAún no hay calificaciones
- Ingeniería inversa pieza CADDocumento44 páginasIngeniería inversa pieza CADDiego OlivaresAún no hay calificaciones
- Actividad 8 Bloques de Patron PDFDocumento4 páginasActividad 8 Bloques de Patron PDFArizbeth RodríguezAún no hay calificaciones
- Practica No.1 TurbomaquinariaDocumento5 páginasPractica No.1 TurbomaquinariaEduardo RodríguezAún no hay calificaciones
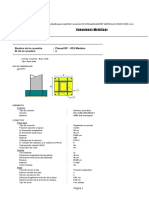
- Figura 8.154 Molino Solar (1925718)Documento5 páginasFigura 8.154 Molino Solar (1925718)JORGE GARZAAún no hay calificaciones
- Práctica 2 de Potencia FluidaDocumento8 páginasPráctica 2 de Potencia FluidaJair DelgadoAún no hay calificaciones
- Practica 4 - Lab Ingenieria de MaterialesDocumento5 páginasPractica 4 - Lab Ingenieria de MaterialesAaron GerardoAún no hay calificaciones
- Investigacion de Instrumentos de MetrologiaDocumento9 páginasInvestigacion de Instrumentos de MetrologiatodiAún no hay calificaciones
- Instrumentos de medición directa como reglas de acero, vernieres y micrómetrosDocumento16 páginasInstrumentos de medición directa como reglas de acero, vernieres y micrómetrosCliver Beto Yto GutiAún no hay calificaciones
- Tipos de CalibradoresDocumento10 páginasTipos de CalibradoresTito Fernando Muñoz100% (1)
- Documento 1Documento25 páginasDocumento 1David Guzmán RodríguezAún no hay calificaciones
- Aportaciones ingeniería e impacto socialDocumento7 páginasAportaciones ingeniería e impacto socialOsvaldo RangelAún no hay calificaciones
- Capitulo 1,2,3,4 y 10 Libro Primer Curso de Contabilidad 1701149Documento15 páginasCapitulo 1,2,3,4 y 10 Libro Primer Curso de Contabilidad 1701149Osvaldo RangelAún no hay calificaciones
- Act#2 M5 FernandoVillarreal 1846690 PresentaciónDocumento20 páginasAct#2 M5 FernandoVillarreal 1846690 PresentaciónOsvaldo RangelAún no hay calificaciones
- Act#2 M5 FernandoVillarreal 1846690 PresentaciónDocumento20 páginasAct#2 M5 FernandoVillarreal 1846690 PresentaciónOsvaldo RangelAún no hay calificaciones
- Actividad #2 Torsion Corte Puro 1701149Documento5 páginasActividad #2 Torsion Corte Puro 1701149Osvaldo RangelAún no hay calificaciones
- Actividad #2 Torsion Corte Puro 1701149Documento5 páginasActividad #2 Torsion Corte Puro 1701149Osvaldo RangelAún no hay calificaciones
- 7 despilfarros industriaDocumento6 páginas7 despilfarros industriaOsvaldo RangelAún no hay calificaciones
- Act#2 M5 FernandoVillarreal 1846690Documento23 páginasAct#2 M5 FernandoVillarreal 1846690Osvaldo RangelAún no hay calificaciones
- Act#1 M5 OsvaldoRangelRmz 1701149Documento4 páginasAct#1 M5 OsvaldoRangelRmz 1701149Osvaldo RangelAún no hay calificaciones
- Act#1 M5 OsvaldoRangelRmz 1701149Documento4 páginasAct#1 M5 OsvaldoRangelRmz 1701149Osvaldo RangelAún no hay calificaciones
- 7 despilfarros industriaDocumento6 páginas7 despilfarros industriaOsvaldo RangelAún no hay calificaciones
- Act#1 M5 OsvaldoRangelRmz 1701149Documento4 páginasAct#1 M5 OsvaldoRangelRmz 1701149Osvaldo RangelAún no hay calificaciones
- Act#2 M5 FernandoVillarreal 1846690 PresentaciónDocumento20 páginasAct#2 M5 FernandoVillarreal 1846690 PresentaciónOsvaldo RangelAún no hay calificaciones
- Act#2 M5 FernandoVillarreal 1846690Documento23 páginasAct#2 M5 FernandoVillarreal 1846690Osvaldo RangelAún no hay calificaciones
- Actividad #2 Torsion Corte Puro 1701149Documento5 páginasActividad #2 Torsion Corte Puro 1701149Osvaldo RangelAún no hay calificaciones
- Act#2 M5 FernandoVillarreal 1846690Documento23 páginasAct#2 M5 FernandoVillarreal 1846690Osvaldo RangelAún no hay calificaciones
- 7 despilfarros industriaDocumento6 páginas7 despilfarros industriaOsvaldo RangelAún no hay calificaciones
- Régimen de Reintegro en Efectivo Del Impuesto Al Valor Agregado RE IVADocumento2 páginasRégimen de Reintegro en Efectivo Del Impuesto Al Valor Agregado RE IVANico LazzAún no hay calificaciones
- Resumen CAP 12 y 13 PDFDocumento6 páginasResumen CAP 12 y 13 PDFLUIS ANTONIO QUISPE TAQUIREAún no hay calificaciones
- Lantek Expert Punch 8p (ES)Documento8 páginasLantek Expert Punch 8p (ES)LantekAún no hay calificaciones
- Control Digital UABCDocumento13 páginasControl Digital UABCmaribel monter peñaAún no hay calificaciones
- Audiencia virtual por cambio en forma de prestar alimentosDocumento3 páginasAudiencia virtual por cambio en forma de prestar alimentosJorge Cervantes RiveraAún no hay calificaciones
- (Tutorial) Edición de EstadiosDocumento19 páginas(Tutorial) Edición de EstadiosJKM ENGINEERINGAún no hay calificaciones
- Modulos - Sisgest IiDocumento4 páginasModulos - Sisgest IiSISGEST - Empresa dedicada al desarrollo de SoftwareAún no hay calificaciones
- Protocolo - Alterno - Grupo 2Documento23 páginasProtocolo - Alterno - Grupo 2Willian VargasAún no hay calificaciones
- Banco de Preguntas - Examen FinalDocumento2 páginasBanco de Preguntas - Examen FinalShampu Pantene Head ShoulderAún no hay calificaciones
- Datosconexion4 PDFDocumento2 páginasDatosconexion4 PDFgilmar vidalesAún no hay calificaciones
- Estudio de MercadoDocumento25 páginasEstudio de MercadoDanitza Ar Vel100% (1)
- Lista Ezviz Junio 2023Documento4 páginasLista Ezviz Junio 2023Vet Como reyesAún no hay calificaciones
- Aprendo en CasaDocumento2 páginasAprendo en Casagaddy grandez floresAún no hay calificaciones
- Conectividadsatelitalvsatin2!2!130604151747 Phpapp01Documento62 páginasConectividadsatelitalvsatin2!2!130604151747 Phpapp01Sandro Omar Lizano GuzmanAún no hay calificaciones
- Estudio de Sismo ResistenciaDocumento9 páginasEstudio de Sismo ResistenciaJeans Nicky MaronAún no hay calificaciones
- Curso CompletoDocumento823 páginasCurso CompletoanchopepeAún no hay calificaciones
- Elementos para obtener el Distintivo M de empresasDocumento7 páginasElementos para obtener el Distintivo M de empresasMartha Gabriella RodriguezAún no hay calificaciones
- Manual de Usuario SAP FI Creacion Documentos PreliminaresDocumento19 páginasManual de Usuario SAP FI Creacion Documentos PreliminaresFrancisco Javier Moraga100% (1)
- Linux UnhatchedDocumento27 páginasLinux Unhatchedgladys medinaAún no hay calificaciones
- TDR Parqa Proyectos de Inversion PublicaDocumento4 páginasTDR Parqa Proyectos de Inversion Publicashakira jenny zegarra delgadoAún no hay calificaciones
- Laboratorio Nro 3Documento11 páginasLaboratorio Nro 3sarlenguisAún no hay calificaciones
- Creación BD Gestion CitasDocumento12 páginasCreación BD Gestion CitasLeidy Cifuentes MartinezAún no hay calificaciones
- Evidencia 1Documento9 páginasEvidencia 1Jhonatan TabaresAún no hay calificaciones
- Caso Practico Cadena de Abastecimiento LindleyDocumento8 páginasCaso Practico Cadena de Abastecimiento LindleyWinie Rios BurgaAún no hay calificaciones
- FormatoMantenimientoImpresorasDocumento2 páginasFormatoMantenimientoImpresorasnayibe galvisAún no hay calificaciones
- Estudios de Origen y DestinoDocumento37 páginasEstudios de Origen y DestinoValentin VelezAún no hay calificaciones
- Brochure Corporacion EcDocumento18 páginasBrochure Corporacion EcErnesto MarruffoAún no hay calificaciones
- Tarea 3 Vicky ApazaDocumento3 páginasTarea 3 Vicky ApazaJC CatuAún no hay calificaciones
- Diseño de Experimentos CampusDocumento33 páginasDiseño de Experimentos CampusValeska La GloriosaAún no hay calificaciones