También podría gustarte
- Ing. Ind. 2021-II - Habilidades Directivas - Fernando Noriega - Power Point 2 - Ventaja Competitiva y NegociaciónDocumento50 páginasIng. Ind. 2021-II - Habilidades Directivas - Fernando Noriega - Power Point 2 - Ventaja Competitiva y NegociaciónJimi Montana GarcesAún no hay calificaciones
- Presentación Curso RCA+ProactivoDocumento95 páginasPresentación Curso RCA+Proactivomarco vegaAún no hay calificaciones
- S01.s1 - Material - Primera Sesión Gestión de MantenimientoDocumento21 páginasS01.s1 - Material - Primera Sesión Gestión de MantenimientoDarwin Joshua Tupia Taboada100% (1)
- Propuesta de Mejora en Taller de Matricería: IntegrantesDocumento16 páginasPropuesta de Mejora en Taller de Matricería: IntegrantesMaryan QuiñonesAún no hay calificaciones
- Finanzas Cap03 Presupuesto de CapitalDocumento40 páginasFinanzas Cap03 Presupuesto de CapitalJames Valverde CuellarAún no hay calificaciones
- TrabajoDocumento13 páginasTrabajoGJ VargasAún no hay calificaciones
- Instituto para La Calidad - PUCP 2023. Todos Los Derechos ReservadosDocumento35 páginasInstituto para La Calidad - PUCP 2023. Todos Los Derechos ReservadosJoe Sam Briones León100% (1)
- Módulo de Aprendizaje 5Documento7 páginasMódulo de Aprendizaje 5Jheyson9 Benites RiscoAún no hay calificaciones
- Sesión 04.2 Investigacion de MercadosDocumento58 páginasSesión 04.2 Investigacion de MercadosVemersu Tecnología RiegosAún no hay calificaciones
- Que Es ManagementDocumento2 páginasQue Es ManagementEsteban Jeria DiazAún no hay calificaciones
- 210715-Gestión Estratégica de Costos y PresupuestosDocumento5 páginas210715-Gestión Estratégica de Costos y Presupuestosjordy eizerAún no hay calificaciones
- Fase Medir Six Sigma Pae 2017Documento11 páginasFase Medir Six Sigma Pae 2017nahilsolfeAún no hay calificaciones
- Luis AmendolaDocumento20 páginasLuis Amendolalordseba100% (3)
- Caso 5 Backus JhonsonDocumento31 páginasCaso 5 Backus JhonsonJurgen Martinez del AguilaAún no hay calificaciones
- Modelos de ConfiabilidadDocumento16 páginasModelos de ConfiabilidadOrlandoRiosAún no hay calificaciones
- Propuestas Mejora Bajo Filosofia TPM Empresa CumminsDocumento48 páginasPropuestas Mejora Bajo Filosofia TPM Empresa CumminsCarlos QLAún no hay calificaciones
- Instituto para La Calidad - PUCP 2023. Todos Los Derechos ReservadosDocumento107 páginasInstituto para La Calidad - PUCP 2023. Todos Los Derechos ReservadosJoe Sam Briones León100% (1)
- Metodología para Diseñar Plan Maestro de Mantenimiento. PPPS.05ene2019Documento4 páginasMetodología para Diseñar Plan Maestro de Mantenimiento. PPPS.05ene2019pachecosppAún no hay calificaciones
- Sílabo - MMP - Gica Ingenieros - 2017 (1) .PDF-1Documento10 páginasSílabo - MMP - Gica Ingenieros - 2017 (1) .PDF-1Vida Crisostomo Bendezu100% (1)
- Introducción A Six Sigma PDFDocumento140 páginasIntroducción A Six Sigma PDFdyana navaAún no hay calificaciones
- Logiěstica de Aprovisionamiento - Modelo ScorDocumento105 páginasLogiěstica de Aprovisionamiento - Modelo ScorLorena AtencioAún no hay calificaciones
- Brochure Preparacion Cmrp-2Documento1 páginaBrochure Preparacion Cmrp-2Victor AlvarezAún no hay calificaciones
- Manual Curso ACCVADocumento26 páginasManual Curso ACCVAJohan FriasAún no hay calificaciones
- Examen de Microsoft Excel 2020 Avanzado Gaston Yampara VargasDocumento15 páginasExamen de Microsoft Excel 2020 Avanzado Gaston Yampara VargasGaston Yampara VargasAún no hay calificaciones
- Marco Conceptual Cap I, II y III PMBOK 6ta PDFDocumento133 páginasMarco Conceptual Cap I, II y III PMBOK 6ta PDFManuel GuillenAún no hay calificaciones
- Analisis de CriticidadDocumento31 páginasAnalisis de CriticidadMiyanxAún no hay calificaciones
- Power Bi Nivel 1 - Sesion1Documento38 páginasPower Bi Nivel 1 - Sesion1Erick Pachas100% (1)
- MANTENIMIENTODocumento51 páginasMANTENIMIENTOJosé Luis Boncún CarneroAún no hay calificaciones
- KAIZEN CONSULTING - Brochure 2021Documento16 páginasKAIZEN CONSULTING - Brochure 2021Ceci RojasAún no hay calificaciones
- Sesión 1 - Introducción Six SigmaDocumento20 páginasSesión 1 - Introducción Six SigmaCésar Torrejón Prieto100% (1)
- Gestion Del MantenimientoDocumento92 páginasGestion Del MantenimientoSamuel Magaña100% (1)
- Cursotallercauzaraiz 150710214619 Lva1 App6891Documento91 páginasCursotallercauzaraiz 150710214619 Lva1 App6891Juan Luis Campos Cieza100% (2)
- Informe CatDocumento1 páginaInforme CatRuben Aguilar LazarteAún no hay calificaciones
- Mantenimiento PredictivoDocumento9 páginasMantenimiento PredictivoOliver BurgosAún no hay calificaciones
- 3 Ing - Mantenimiento 2019 PUCP RCM 4 Lam X PagDocumento125 páginas3 Ing - Mantenimiento 2019 PUCP RCM 4 Lam X PagCesar Gutierrez BallesterosAún no hay calificaciones
- Conceptos de Validez ExternaDocumento15 páginasConceptos de Validez ExternaIsrael RamosAún no hay calificaciones
- 22 Leyes Inmutables Del Marketing.Documento7 páginas22 Leyes Inmutables Del Marketing.mariaAún no hay calificaciones
- Aplicacion Practica Crystal Ball Toma DecisionesDocumento9 páginasAplicacion Practica Crystal Ball Toma DecisionesIvar Gabriel Jaimes EscaleraAún no hay calificaciones
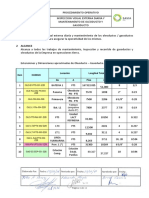
- PO-MANT-04 Inspec. Visual ExtDocumento11 páginasPO-MANT-04 Inspec. Visual ExtLeonardo Benites100% (1)
- Semana 1 - Clase 1Documento46 páginasSemana 1 - Clase 1LILIAN MAYHUIRE MAMANIAún no hay calificaciones
- Volumen 1. Gestión EstratégicaDocumento526 páginasVolumen 1. Gestión EstratégicaBenjamín MedinaAún no hay calificaciones
- El Modelo de Metro de BarcelonaDocumento35 páginasEl Modelo de Metro de BarcelonaDaniel FiañoAún no hay calificaciones
- Clase 2 Maquinaria 1Documento160 páginasClase 2 Maquinaria 1engel cqAún no hay calificaciones
- Trabajo N°2Documento3 páginasTrabajo N°2Frank VillaAún no hay calificaciones
- Kpis PucpDocumento13 páginasKpis PucpDanny A. HanccoAún no hay calificaciones
- Analisis Causa Raiz - COL PDFDocumento40 páginasAnalisis Causa Raiz - COL PDFdio_arias2219Aún no hay calificaciones
- Syllabus. Introduccion A La Ingenieria Industrial Mayo de 2015Documento9 páginasSyllabus. Introduccion A La Ingenieria Industrial Mayo de 2015JairArmandoGomezPerezAún no hay calificaciones
- Manual BLACK BeltDocumento80 páginasManual BLACK BeltEdgar Olguin MartinezAún no hay calificaciones
- Analisis de CriticidadDocumento13 páginasAnalisis de CriticidadFernando ZamoraAún no hay calificaciones
- CostosDocumento259 páginasCostosLUIS ALBERTO MORA GUTIERREZAún no hay calificaciones
- 1 Introducción 2010Documento39 páginas1 Introducción 2010ladylu89Aún no hay calificaciones
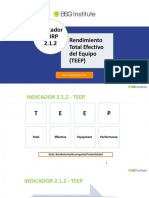
- Rendimiento Total Efectivo Del Equipo TEEPDocumento16 páginasRendimiento Total Efectivo Del Equipo TEEPrpoma07Aún no hay calificaciones
- Plantilla Cuadro de Mando IntegralDocumento23 páginasPlantilla Cuadro de Mando IntegralOzkar ValenzuelaAún no hay calificaciones
- Metodologia 5SDocumento33 páginasMetodologia 5SGustavo CarrascoAún no hay calificaciones
- Plan de Mantenimiento SAPDocumento4 páginasPlan de Mantenimiento SAPMendez FranciscoAún no hay calificaciones
- Fase DefinirDocumento280 páginasFase DefinirAnonymous XIIv9HZAún no hay calificaciones
- Rcm2 NuevoDocumento33 páginasRcm2 Nuevoelvis osorio100% (1)
- Ayuda Memoria Confiabilidad y RCMDocumento32 páginasAyuda Memoria Confiabilidad y RCMIgnacio Daniel Tomasov SilvaAún no hay calificaciones
- 05 CENTRUM Contenido Teorico SCM X S7 y S8 Del 15.10.2021Documento49 páginas05 CENTRUM Contenido Teorico SCM X S7 y S8 Del 15.10.2021Nathaly Orihuela GalindoAún no hay calificaciones
- 05 CENTRUM Contenido Teorico SCM X S9 y S10 Del 19.10.2021Documento34 páginas05 CENTRUM Contenido Teorico SCM X S9 y S10 Del 19.10.2021Nathaly Orihuela GalindoAún no hay calificaciones
- Diapositivas Clase 09 - 10Documento36 páginasDiapositivas Clase 09 - 10Daniel AlvaradoAún no hay calificaciones
- Diapositivas Clase 05-06Documento30 páginasDiapositivas Clase 05-06Daniel AlvaradoAún no hay calificaciones
- Diapositivas Clase 01-02Documento19 páginasDiapositivas Clase 01-02Daniel AlvaradoAún no hay calificaciones
- Dokumen - Tips Caso Sigmapharm Grupo 8 Mbag AqreuipaxDocumento6 páginasDokumen - Tips Caso Sigmapharm Grupo 8 Mbag AqreuipaxDaniel AlvaradoAún no hay calificaciones
- Estrategia de Negociaciones Por FasesDocumento6 páginasEstrategia de Negociaciones Por FasesDaniel AlvaradoAún no hay calificaciones
- 04LA022 Supply Chain Management 294 325Documento32 páginas04LA022 Supply Chain Management 294 325Daniel AlvaradoAún no hay calificaciones
- Contenido Teorico LEAN SCMDocumento33 páginasContenido Teorico LEAN SCMDaniel AlvaradoAún no hay calificaciones
- Gac. Estrategias de Reducción de CostosDocumento34 páginasGac. Estrategias de Reducción de CostosDaniel AlvaradoAún no hay calificaciones
- Caso Practico 1 INCOCO SACDocumento2 páginasCaso Practico 1 INCOCO SACDaniel AlvaradoAún no hay calificaciones
- Proyecto MedioAmbientePaneles IX83-3Documento10 páginasProyecto MedioAmbientePaneles IX83-3Daniel AlvaradoAún no hay calificaciones