También podría gustarte
- Apomazado y pulido de piedra natural. IEXD0108De EverandApomazado y pulido de piedra natural. IEXD0108Aún no hay calificaciones
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoDe EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoCalificación: 5 de 5 estrellas5/5 (1)
- Exposición - Mec. Pres. III - Team 3Documento21 páginasExposición - Mec. Pres. III - Team 3Kelvin ArenasAún no hay calificaciones
- Muelas Abrasivas PDFDocumento26 páginasMuelas Abrasivas PDFWalter RodriguezAún no hay calificaciones
- Rectificadora SDocumento22 páginasRectificadora Sstaedtlers123100% (2)
- Preparatorio 3 ERPARCIALUNIDODocumento14 páginasPreparatorio 3 ERPARCIALUNIDOJefferson Arias100% (1)
- Folleto - Ruedas TyrolitDocumento14 páginasFolleto - Ruedas Tyrolitjuan pablo TurczynAún no hay calificaciones
- RectificadoDocumento12 páginasRectificadoJhonny MillánAún no hay calificaciones
- Unibras CatalogoDocumento24 páginasUnibras CatalogogianAún no hay calificaciones
- Herramientas AbrasivasDocumento15 páginasHerramientas AbrasivasJean Paolo CortezAún no hay calificaciones
- Defina Los Términos Grado y Estructura para Una Rueda de EsmerilDocumento2 páginasDefina Los Términos Grado y Estructura para Una Rueda de EsmerilrafaelAún no hay calificaciones
- Materiales para Ejes y ÁrbolesDocumento4 páginasMateriales para Ejes y ÁrbolesElizabeth Aucapiña0% (1)
- Tecnologia Mecánica Tecnologia Mecánica IiDocumento42 páginasTecnologia Mecánica Tecnologia Mecánica IiSnapROllAún no hay calificaciones
- Unidad 3 Abrasivos Y Máquinas RectificadorasDocumento31 páginasUnidad 3 Abrasivos Y Máquinas RectificadorasFrank ManciaAún no hay calificaciones
- ABRASIVOSDocumento33 páginasABRASIVOSAdrian Guarachi ChoqueAún no hay calificaciones
- AbrasivosDocumento14 páginasAbrasivosluisAún no hay calificaciones
- Manufactura - EsmeriladoDocumento22 páginasManufactura - EsmeriladoMerlyn Rv0% (1)
- Practica 10Documento4 páginasPractica 10SAUL BRANDON GONZALEZ REYESAún no hay calificaciones
- Apuntes Topicos Selectos de Mecatronica.Documento14 páginasApuntes Topicos Selectos de Mecatronica.Anthony JGAún no hay calificaciones
- Diapositivas Muelas Abrasivas..Documento35 páginasDiapositivas Muelas Abrasivas..Daniela Brigith100% (1)
- Maquinas EsmeriladorasDocumento11 páginasMaquinas Esmeriladorasbambozzi100% (2)
- Esmerilado Herramienta de CorteDocumento34 páginasEsmerilado Herramienta de CorteDeivis E. Montilla100% (1)
- 61651986-Muelas-Abrasivas SENATIDocumento26 páginas61651986-Muelas-Abrasivas SENATIivoni8Aún no hay calificaciones
- Esmerilado ChingonDocumento27 páginasEsmerilado ChingonjuanAún no hay calificaciones
- Propiedades de Los MaterialesDocumento58 páginasPropiedades de Los MaterialesGarcia Hernandez Abraham100% (1)
- Clasificacion Din AcerosDocumento47 páginasClasificacion Din AcerosOscar Zapata Marquez100% (1)
- Esmerilado y Otros Procesos Abrasivos0Documento55 páginasEsmerilado y Otros Procesos Abrasivos0Andres MustielesAún no hay calificaciones
- EstudioDocumento5 páginasEstudiohernando.torrescAún no hay calificaciones
- Aceros PretempladosDocumento5 páginasAceros PretempladosEduardo Alfredo Santos RiveraAún no hay calificaciones
- Trabajo de Diseño de MaquinasDocumento8 páginasTrabajo de Diseño de MaquinasRay Robert RAAún no hay calificaciones
- MaquinabilidadDocumento21 páginasMaquinabilidadCreperAún no hay calificaciones
- Procesos de ManufacturaDocumento26 páginasProcesos de ManufacturaDiana LópezAún no hay calificaciones
- Tratamientos TérmicosDocumento7 páginasTratamientos TérmicosLuis BastianAún no hay calificaciones
- Tema 07 - Procedimientos y Tecnicas de RectificadoDocumento19 páginasTema 07 - Procedimientos y Tecnicas de RectificadojorgequiereviolarafernandoAún no hay calificaciones
- Analisis ChispaDocumento18 páginasAnalisis ChispaJose Luis HernandezAún no hay calificaciones
- Cuestionario, 4Documento3 páginasCuestionario, 4Pérez Zayas Arturo MisdielAún no hay calificaciones
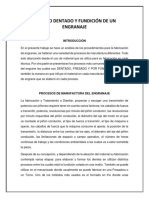
- Inorme 01 Fresado Dentado Fundicion de Un EngranajeDocumento10 páginasInorme 01 Fresado Dentado Fundicion de Un EngranajeJhojan ORAún no hay calificaciones
- RubricaDocumento12 páginasRubricamonikaAún no hay calificaciones
- 4.6 Esmerilado y AbrasivosDocumento19 páginas4.6 Esmerilado y AbrasivosRoberto Pérez VelascoAún no hay calificaciones
- Chumacera Documentación Del ProductoDocumento12 páginasChumacera Documentación Del ProductoKevin Valdez100% (1)
- Tipos de GranallaDocumento3 páginasTipos de GranallaPablo Uribe PimentelAún no hay calificaciones
- Pre 3 MetalografiaDocumento14 páginasPre 3 MetalografiaVittilugaAún no hay calificaciones
- Taller Procesos - AcoplesDocumento17 páginasTaller Procesos - AcoplesEXPLICALO TVAún no hay calificaciones
- Piedras y Puntas AbrasivasDocumento5 páginasPiedras y Puntas Abrasivasmaycol borghardtAún no hay calificaciones
- Materiales para CojinetesDocumento17 páginasMateriales para CojinetesPablo GuayllasAún no hay calificaciones
- Consulta de Información Poster Acero 1215Documento2 páginasConsulta de Información Poster Acero 1215andreaAún no hay calificaciones
- Product 78Documento7 páginasProduct 78Jhon Otnar AguilarAún no hay calificaciones
- Propiedades y Aplicaciones de Fundiciones, Aceros Al Carbono y Aceros AleadosDocumento8 páginasPropiedades y Aplicaciones de Fundiciones, Aceros Al Carbono y Aceros Aleadoss91897790Aún no hay calificaciones
- Acero AleadoDocumento47 páginasAcero AleadoRuthRebelliousAún no hay calificaciones
- Rectificado y Procesos Especiales de AbrasiónDocumento22 páginasRectificado y Procesos Especiales de AbrasiónCarlos Rafael Meta Rodriguez100% (1)
- Muelas AbrazivasDocumento26 páginasMuelas AbrazivasjohnAún no hay calificaciones
- Fund Ici OnesDocumento35 páginasFund Ici OnesJhonatan RiscoAún no hay calificaciones
- Aceros CaracteristicasDocumento11 páginasAceros CaracteristicasSilvia ChavezAún no hay calificaciones
- Abrasivos y Herramientas de Acabado Erick Silvestre OscoDocumento7 páginasAbrasivos y Herramientas de Acabado Erick Silvestre OscoSilvestre Erick100% (1)
- Cuestionario 11Documento7 páginasCuestionario 11andyAún no hay calificaciones
- Materiales AbrasivosDocumento5 páginasMateriales AbrasivosAriel ChoqueAún no hay calificaciones
- Esmeril y Muelas de EsmerilDocumento8 páginasEsmeril y Muelas de EsmerilJAVIER ANDRES CRUZ ORTIZAún no hay calificaciones
- Mi Parte 21-25Documento4 páginasMi Parte 21-25WALDIR DENILSON MARCELO CRIOLLOAún no hay calificaciones
- MUELASDocumento5 páginasMUELASJose QuijadaAún no hay calificaciones
- Brochure CgaDocumento29 páginasBrochure Cgajeiner rangel0% (1)
- Microbiologia - Informe 1Documento6 páginasMicrobiologia - Informe 1Antoinette Nieuwland VeneroAún no hay calificaciones
- Buenas Practicas de Producción e HigieneDocumento66 páginasBuenas Practicas de Producción e HigieneMiguel AngelAún no hay calificaciones
- INFORMEDocumento46 páginasINFORMEHernanJesusSoveroMUñozAún no hay calificaciones
- Informe de Laboratorio de Mecanica Den Fluidos IiDocumento13 páginasInforme de Laboratorio de Mecanica Den Fluidos IiarietdAún no hay calificaciones
- Nombres Comunes de HeterociclosDocumento5 páginasNombres Comunes de HeterociclosMilagros RSAún no hay calificaciones
- Escarificacion de Semillas y Aplciacion de AG3 en Semillas de MorusDocumento7 páginasEscarificacion de Semillas y Aplciacion de AG3 en Semillas de Morusrocio quispe cruzAún no hay calificaciones
- Trabajo Minero y Control Brigida Von MentzDocumento53 páginasTrabajo Minero y Control Brigida Von MentzAlejandro ÁvilaAún no hay calificaciones
- Estructura en Gaviones y Aplicación PDFDocumento66 páginasEstructura en Gaviones y Aplicación PDFHumberto Chumbiauca100% (1)
- Práctica 1. Principios de R. y D.Documento5 páginasPráctica 1. Principios de R. y D.Scindy AlcorAún no hay calificaciones
- Introducción A Las Baterías de LitioDocumento27 páginasIntroducción A Las Baterías de LitioSORAYA MARTINEZ MAYGUAAún no hay calificaciones
- Laboratorio Quimica Analitica MÉTODO de MOHRDocumento5 páginasLaboratorio Quimica Analitica MÉTODO de MOHRStefy901122Aún no hay calificaciones
- PETS Carguio y VoladuraDocumento4 páginasPETS Carguio y VoladuraEduin CáceresAún no hay calificaciones
- Tyler Rack Libro Verde-ActualizadoDocumento196 páginasTyler Rack Libro Verde-ActualizadoJohan Yepes100% (3)
- Metodo SoxhletDocumento3 páginasMetodo SoxhletRicardo Medina HernandezAún no hay calificaciones
- Guia 8-Corregidocompuestos Ternarios Acidos Oxacidos-Juan Jose Barco PachecoDocumento6 páginasGuia 8-Corregidocompuestos Ternarios Acidos Oxacidos-Juan Jose Barco PachecoJuan Jose Barco PachecoAún no hay calificaciones
- Ácido SulfhídricoDocumento13 páginasÁcido SulfhídricoGonzalo ColiqueoAún no hay calificaciones
- CrotonDocumento7 páginasCrotonJegge Carlos Bustamante Demera100% (1)
- TrituracionDocumento24 páginasTrituracionjasinto_222Aún no hay calificaciones
- Ejer1 MNDocumento3 páginasEjer1 MNjjacccobinoAún no hay calificaciones
- Nutrientes y Alimentación Equilibrada PDFDocumento4 páginasNutrientes y Alimentación Equilibrada PDFGorky Luis Ramos CuzqueAún no hay calificaciones
- Anion GapDocumento3 páginasAnion GapEmii TkmxAún no hay calificaciones
- Documento 32Documento3 páginasDocumento 32Dayana Lisseth Pinargote FalconiAún no hay calificaciones
- Informe de Química 4Documento7 páginasInforme de Química 4Davis Cristofer Ramos CollasAún no hay calificaciones
- Ficha Tecnica RU88x 6 400Documento1 páginaFicha Tecnica RU88x 6 400Luis Fabiani RamosAún no hay calificaciones
- 1.2. Procesos Exógenos 2Documento25 páginas1.2. Procesos Exógenos 2Ruben SanchimAún no hay calificaciones
- Aminoacidos y Proteinas P-1Documento6 páginasAminoacidos y Proteinas P-1fortil666Aún no hay calificaciones
- Informe Laboratorio QuimicaDocumento6 páginasInforme Laboratorio QuimicaËðwärdLëmüsAún no hay calificaciones
- Batería ModificadoDocumento49 páginasBatería Modificadorobyn100Aún no hay calificaciones
- Reporte 14 QgiiDocumento5 páginasReporte 14 QgiiGab OCAún no hay calificaciones
- Torula (Candida Utilis) Vinaza de DestileríaDocumento3 páginasTorula (Candida Utilis) Vinaza de DestileríaComandante NortonAún no hay calificaciones