También podría gustarte
- Planchas Bimetalicas PRDDocumento18 páginasPlanchas Bimetalicas PRDCharqAún no hay calificaciones
- Hardox 500Documento2 páginasHardox 500Angel AlvarezAún no hay calificaciones
- c3101 Outershield 71M ES-MXDocumento3 páginasc3101 Outershield 71M ES-MXedwinAún no hay calificaciones
- Estudio de Reduccion de Peso en Tolvas de AcarreoDocumento122 páginasEstudio de Reduccion de Peso en Tolvas de AcarreoNano Rios ChavezAún no hay calificaciones
- TeroMatec BrochureDocumento12 páginasTeroMatec BrochureivsmcAún no hay calificaciones
- Tabla Comparativa de AcerosDocumento1 páginaTabla Comparativa de AcerosCruz Cruz Daniela GuadalupeAún no hay calificaciones
- Aplicacion de MetalizadoDocumento7 páginasAplicacion de MetalizadoJose Luis PintoAún no hay calificaciones
- Equivalencia de Normas Internacionales Usadas para Identificar El Grado de Dureza de Los PernosDocumento7 páginasEquivalencia de Normas Internacionales Usadas para Identificar El Grado de Dureza de Los PernosjrlobovAún no hay calificaciones
- 37 - Electrodos y Soldaduras OerlikonDocumento42 páginas37 - Electrodos y Soldaduras OerlikonGenryusai Shigekuni YamamotoAún no hay calificaciones
- Analisis Tolva Camiones 793Documento17 páginasAnalisis Tolva Camiones 793mcondev034Aún no hay calificaciones
- Catalogo SoldaduraDocumento34 páginasCatalogo SoldaduraJorge Díaz BúquezAún no hay calificaciones
- Acero HardoxDocumento12 páginasAcero HardoxJose Luis ErasoAún no hay calificaciones
- Cobertura de Filtros Donaldson para MineriaDocumento8 páginasCobertura de Filtros Donaldson para MineriaFrank Guevara100% (1)
- NTC 4039 Electrodo Tubular para Soldar Por Arco Eléctrico Aceros Bajamente Aleados PDFDocumento32 páginasNTC 4039 Electrodo Tubular para Soldar Por Arco Eléctrico Aceros Bajamente Aleados PDFjavoidea696526Aún no hay calificaciones
- 1030Documento4 páginas1030Alex Calizaya VasquezAún no hay calificaciones
- Tabla de Multas Sunafil Ley 32888 v01Documento1 páginaTabla de Multas Sunafil Ley 32888 v01TittoRhosasAún no hay calificaciones
- P&P Mtto - Unidad6 Sistemas de Criticidad de Los EquiposDocumento27 páginasP&P Mtto - Unidad6 Sistemas de Criticidad de Los Equiposjoel_ayala_22Aún no hay calificaciones
- Electrodos de Aluminio y Aleaciones de Aluminio para SoldaduDocumento13 páginasElectrodos de Aluminio y Aleaciones de Aluminio para Soldaduadalberto may leónAún no hay calificaciones
- Manual de SoldadurasDocumento158 páginasManual de SoldadurasUniverso Celeste67% (3)
- Catalogo ESAB 109Documento54 páginasCatalogo ESAB 109Jose G RodríguezAún no hay calificaciones
- Alcord5si PDFDocumento1 páginaAlcord5si PDFElton ZuñigaAún no hay calificaciones
- Tigerflex Espanol 2014Documento76 páginasTigerflex Espanol 2014jovares2099Aún no hay calificaciones
- Castolin EutecticDocumento60 páginasCastolin EutecticCeledonio MarquezAún no hay calificaciones
- Tigfil 316lg5 PDFDocumento1 páginaTigfil 316lg5 PDFRenzo TuestasAún no hay calificaciones
- Eutectic ChutesDocumento4 páginasEutectic ChutesabdonmendozaAún no hay calificaciones
- Ficha Tecnica TK60 HRC Rev11691939Documento3 páginasFicha Tecnica TK60 HRC Rev11691939RodrigoAún no hay calificaciones
- ANTIDESGASTsolucionaldesgaste PDFDocumento40 páginasANTIDESGASTsolucionaldesgaste PDFLeonardo SarriaAún no hay calificaciones
- KENNAMETAL - Productos - DesgasteDocumento27 páginasKENNAMETAL - Productos - Desgasteyomer20004Aún no hay calificaciones
- Acoplamientos para HerramientasDocumento10 páginasAcoplamientos para HerramientasOmar JimenezAún no hay calificaciones
- Reductores DodgeDocumento70 páginasReductores DodgeFabricio Roldan Erazo100% (1)
- Recuperacion de Ciguenales PDFDocumento7 páginasRecuperacion de Ciguenales PDFEdgardoCadaganAún no hay calificaciones
- Ejemplo WPSDocumento2 páginasEjemplo WPSEddy MorilloAún no hay calificaciones
- Grasas Timken EspañolDocumento5 páginasGrasas Timken EspañolIVAN AVALOSAún no hay calificaciones
- 2014 Metabo Katalog ES LR 02Documento291 páginas2014 Metabo Katalog ES LR 02Cristian Exequiel CarbajalAún no hay calificaciones
- FM2A-005 Alin. Tambor HoistDocumento2 páginasFM2A-005 Alin. Tambor Hoistcynthia rojasAún no hay calificaciones
- ManualdeSoldadurasEutecticCastolin PDFDocumento158 páginasManualdeSoldadurasEutecticCastolin PDFLuis MoriAún no hay calificaciones
- B ALDESDocumento18 páginasB ALDESMarcelo LZAún no hay calificaciones
- Mobil Polyrex EP 2Documento2 páginasMobil Polyrex EP 2lukastadeoAún no hay calificaciones
- Catalogo Aceros Otero PDFDocumento20 páginasCatalogo Aceros Otero PDFDaniel CoelloAún no hay calificaciones
- Comparación CamionesDocumento27 páginasComparación Camionesedith thalia puse ayalaAún no hay calificaciones
- HB 500 - ChapaDocumento3 páginasHB 500 - ChapaHenry Wilber Coaquira CoaquiraAún no hay calificaciones
- C4 Acero Al Carbono y FundicionesDocumento25 páginasC4 Acero Al Carbono y FundicionesCarlosCristobalAún no hay calificaciones
- Manual de Mantenimiento INDURADocumento60 páginasManual de Mantenimiento INDURAPablo J. Santis100% (1)
- SKF SNL Installation and Maintenance SpanishDocumento76 páginasSKF SNL Installation and Maintenance Spanishalexiz_54Aún no hay calificaciones
- Instructivo Ruta de Inspeccion Termografica Palas Komatsu Pc4000Documento5 páginasInstructivo Ruta de Inspeccion Termografica Palas Komatsu Pc4000lhAún no hay calificaciones
- Mobilgear SHC XMPDocumento2 páginasMobilgear SHC XMPEnzo PalmieriAún no hay calificaciones
- SOLDAR - StrenxDocumento20 páginasSOLDAR - StrenxIndumet AgrotecnicosAún no hay calificaciones
- Soldadura GMAW. Guía de Aprendizaje No 1Documento6 páginasSoldadura GMAW. Guía de Aprendizaje No 1Alfonso Díaz Quintero100% (2)
- Procesos de Soldadura y CorteDocumento169 páginasProcesos de Soldadura y Cortejpenare75% (4)
- Introduccion API Asme AwsDocumento35 páginasIntroduccion API Asme AwssebasttiancAún no hay calificaciones
- Informe TallerDocumento11 páginasInforme TallerReynaldho Rck0% (1)
- Mantenimiento y ConservaciónDocumento40 páginasMantenimiento y ConservaciónAaron B. Quispe RomeroAún no hay calificaciones
- Reto Soldadura 2Documento13 páginasReto Soldadura 2rodrigo cameloAún no hay calificaciones
- Capítulo 1. Introducción General A La Tecnología de La SoldaduraDocumento19 páginasCapítulo 1. Introducción General A La Tecnología de La SoldaduraFederico CaloAún no hay calificaciones
- Proceso de Soldadura y SimbologíaDocumento21 páginasProceso de Soldadura y SimbologíaJesus Yana QuispeAún no hay calificaciones
- Informe de Soldadura 01Documento13 páginasInforme de Soldadura 01Edwin LCAún no hay calificaciones
- Tr1 Soldadura de MantenimientoDocumento6 páginasTr1 Soldadura de MantenimientoDipi AcerrinAún no hay calificaciones
- P1 PDFDocumento112 páginasP1 PDFBryan ChavezAún no hay calificaciones
- Variacion de Parametros de Soldadura SMAWDocumento18 páginasVariacion de Parametros de Soldadura SMAWJesús Larez100% (1)
- Fuente de Poder GmawDocumento19 páginasFuente de Poder GmawJoseph VásquezAún no hay calificaciones
- UltrasonidoDocumento9 páginasUltrasonidoGabriel AraujoAún no hay calificaciones
- Transformaciones de Los Gases Ideales Grupo 2Documento2 páginasTransformaciones de Los Gases Ideales Grupo 2Tobi IbarrolaAún no hay calificaciones
- Medidores de Carga VariableDocumento3 páginasMedidores de Carga Variableanon_173748348Aún no hay calificaciones
- MD SolidDocumento122 páginasMD SolidWolki TolkiAún no hay calificaciones
- Técnicas para La Medición de Velocidades de Onda para Determinar Las Constantes Elásticas DinámicasDocumento18 páginasTécnicas para La Medición de Velocidades de Onda para Determinar Las Constantes Elásticas DinámicasRossana AngelesAún no hay calificaciones
- C11 Equilibrio EjerciciosDocumento14 páginasC11 Equilibrio EjerciciosJorge KrischAún no hay calificaciones
- Funcionamiento y Mantenimiento Del Freno Electrónico de Estacionamiento EPB.Documento2 páginasFuncionamiento y Mantenimiento Del Freno Electrónico de Estacionamiento EPB.Aldair RodriguezAún no hay calificaciones
- Tesiss PILOTES ESTABSDocumento151 páginasTesiss PILOTES ESTABSJoseph Lopez BlasAún no hay calificaciones
- USB-LAMM Acumuladores HidráulicosDocumento28 páginasUSB-LAMM Acumuladores HidráulicosLuis Alberto Muñumel MillanAún no hay calificaciones
- Trabajo Autocad Inventor 14Documento55 páginasTrabajo Autocad Inventor 14Allison100% (1)
- Calculo de BombasDocumento8 páginasCalculo de BombasYhon Eliot Leon SAún no hay calificaciones
- Lab. Fis. 4 - MruDocumento6 páginasLab. Fis. 4 - MruNataniel AdamesAún no hay calificaciones
- Catálogo Nakata - Sapatas Com Lonas para FreiosDocumento20 páginasCatálogo Nakata - Sapatas Com Lonas para FreiosGustavo KajiyaAún no hay calificaciones
- Tesis Sobre Metodos de Dimensionamientos en Hormigón ArmadoDocumento295 páginasTesis Sobre Metodos de Dimensionamientos en Hormigón ArmadoAlberto Manuel Jara100% (1)
- IV 6 Calculo de Las Tolvas de AlmacenamiDocumento41 páginasIV 6 Calculo de Las Tolvas de AlmacenamiSergio Arroyuelo GómezAún no hay calificaciones
- John Deere 6081TF & AF Motores Diesel 8.1 L Power Tech Manual Tecnico Motor Basico CTM94 PDFDocumento510 páginasJohn Deere 6081TF & AF Motores Diesel 8.1 L Power Tech Manual Tecnico Motor Basico CTM94 PDFBismarck Roberto Rojas Duran94% (71)
- UnionesDocumento12 páginasUnionesRené FierroAún no hay calificaciones
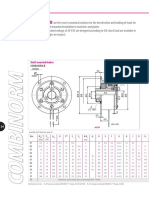
- Frenos Keb brakesCOMBINORM - B - enDocumento2 páginasFrenos Keb brakesCOMBINORM - B - enJorge Adalberto Lugo QuinteroAún no hay calificaciones
- Neumatica. Sistemas de Aire ComprimidoDocumento6 páginasNeumatica. Sistemas de Aire ComprimidoBeatriz Adriana Lopez CruzAún no hay calificaciones
- Ficha Tecnica Curva Emt AcampanadoDocumento2 páginasFicha Tecnica Curva Emt AcampanadoDirector ProducciónAún no hay calificaciones
- InformeFinal ROBOT3GDL SCARADocumento56 páginasInformeFinal ROBOT3GDL SCARAJosé PazAún no hay calificaciones
- BT011. Listado Códigos de Fallas en Sistemas ABSDocumento6 páginasBT011. Listado Códigos de Fallas en Sistemas ABSWill EduardoAún no hay calificaciones
- Acoplamiento Eje FlotanteDocumento4 páginasAcoplamiento Eje FlotantePercy MidoloAún no hay calificaciones
- 2a Hoja de Problemas-1Documento1 página2a Hoja de Problemas-1JoseLuisAcostaAún no hay calificaciones
- Unidad 3. Semana 10Documento78 páginasUnidad 3. Semana 10JUDITH YOLANDA SANCHEZ OREAún no hay calificaciones
- Manual PDFDocumento130 páginasManual PDFGerson AlvarezAún no hay calificaciones
- Bianca Saavedra Olivares Tarea6 Resistencia de Los MaterialesDocumento6 páginasBianca Saavedra Olivares Tarea6 Resistencia de Los Materialesjosefa saavedra olivares100% (3)
- TAREA2 - Hallar La Funcionalidad de Los InstrumentosDocumento8 páginasTAREA2 - Hallar La Funcionalidad de Los Instrumentoseduard alzateAún no hay calificaciones
- Memoria de CalculoDocumento10 páginasMemoria de CalculomarcotecsupAún no hay calificaciones
- Silabo Concreto Armado 2019-1Documento4 páginasSilabo Concreto Armado 2019-1Romario Egoavil SantosAún no hay calificaciones