También podría gustarte
- Tostacion de CobreDocumento18 páginasTostacion de CobreA Crispin Anibal100% (1)
- Tratamientos TermoquimicosDocumento55 páginasTratamientos TermoquimicosANDREA CHACANA I.Aún no hay calificaciones
- La Laminación en FríoDocumento5 páginasLa Laminación en FríoJavier GarciaAún no hay calificaciones
- TREFILADODocumento28 páginasTREFILADOGib ArAún no hay calificaciones
- Soldadura Por Arco Eléctrico Con Electrodo Revestido.: SMAW (Shielded Metal Arc Welding)Documento26 páginasSoldadura Por Arco Eléctrico Con Electrodo Revestido.: SMAW (Shielded Metal Arc Welding)Geovanny Fuentes SalazarAún no hay calificaciones
- Investigacion Ceramicos Estructurales AvanzadosDocumento17 páginasInvestigacion Ceramicos Estructurales AvanzadosGino Aguilera SotoAún no hay calificaciones
- Microsoft Word - Austempering y Martempering 1Documento13 páginasMicrosoft Word - Austempering y Martempering 1Eduardo KalbermatterAún no hay calificaciones
- Estudio Del Mercado Del OroDocumento24 páginasEstudio Del Mercado Del OroCristian Rafael Yaipen Vivar100% (2)
- TrefiladoDocumento17 páginasTrefiladoJessica MaquedaAún no hay calificaciones
- Aleaciones de MagnesioDocumento27 páginasAleaciones de MagnesioHéctor MqzAún no hay calificaciones
- Calculo de Costo de SoldaduraDocumento13 páginasCalculo de Costo de SoldaduraViviana ÑahuiAún no hay calificaciones
- Valorización de Concentrados, Metales y Sus CotizacionesDocumento67 páginasValorización de Concentrados, Metales y Sus CotizacionesCristopher SergioAún no hay calificaciones
- 11 Materiales Verdes Mejores Que El ConcretoDocumento10 páginas11 Materiales Verdes Mejores Que El ConcretoEsteban UsecheAún no hay calificaciones
- S08 - Corte Laser - Plasma - Chorro de AguaDocumento16 páginasS08 - Corte Laser - Plasma - Chorro de AguaSantiago Di NardoAún no hay calificaciones
- Materiales Fibrosos Ing de MaterialesDocumento14 páginasMateriales Fibrosos Ing de Materialeskath3rina100% (2)
- Ceramicas AvanzadasDocumento97 páginasCeramicas AvanzadasMaximiliano Perez ZepedaAún no hay calificaciones
- LATASDocumento10 páginasLATASAkemidAún no hay calificaciones
- Electromagnetismo 1Documento20 páginasElectromagnetismo 1A Crispin AnibalAún no hay calificaciones
- Proceso de Laminado PDFDocumento40 páginasProceso de Laminado PDFChristian Saransig100% (1)
- Materiales AbrasivosDocumento12 páginasMateriales AbrasivosEdith Nohemy Ordoñez Dominguez100% (1)
- MicroestructuraDocumento12 páginasMicroestructuraDan MartinezAún no hay calificaciones
- Aleaciones de AluminioDocumento18 páginasAleaciones de AluminioPaola Sofía VolpatoAún no hay calificaciones
- Pulvimetalurgia IDocumento33 páginasPulvimetalurgia IManuel GomezAún no hay calificaciones
- Análisis de FallaDocumento10 páginasAnálisis de FallaJorge Antonio Hernández GonzálezAún no hay calificaciones
- REFRACTARIOSDocumento6 páginasREFRACTARIOSJosh SotuyoAún no hay calificaciones
- Pulvimetalurgia2014 140704170319 Phpapp01Documento40 páginasPulvimetalurgia2014 140704170319 Phpapp01karlos guzmanAún no hay calificaciones
- PulvimetalurgiaDocumento12 páginasPulvimetalurgiaJulio Cesar Trejos Carrillo100% (1)
- AP.T10.1 MPyC - Tema10.refuerzos - MatricesDocumento211 páginasAP.T10.1 MPyC - Tema10.refuerzos - MatricesmarajevasAún no hay calificaciones
- Metalurgia Física de Los Aceros para Conformado Autor Lucio LurmanDocumento26 páginasMetalurgia Física de Los Aceros para Conformado Autor Lucio LurmanGustavo PascualAún no hay calificaciones
- Introducción FibraCarbonoDocumento3 páginasIntroducción FibraCarbonoOmar CirineoAún no hay calificaciones
- Galvanizado IndustrialDocumento5 páginasGalvanizado Industrialevi1967Aún no hay calificaciones
- Aleaciones y Tratamientos TermicosDocumento11 páginasAleaciones y Tratamientos TermicosAlexR94Aún no hay calificaciones
- ForjadoDocumento56 páginasForjadoAntonio Mijail Briceño LiñanAún no hay calificaciones
- Tratamiento Quimico de MercerizacionDocumento20 páginasTratamiento Quimico de MercerizacionWalter Jose Lizarraga AvilaAún no hay calificaciones
- Trefilado - Procesos de ManufacturaDocumento124 páginasTrefilado - Procesos de ManufacturaJ Daniel Palma Mendoza50% (2)
- Trefilado y CalibradoDocumento5 páginasTrefilado y CalibradoJimy Delgado LunaAún no hay calificaciones
- Defectos en Los Procesos de FundiciónDocumento18 páginasDefectos en Los Procesos de FundiciónFrancisco Javier Orellana ContrerasAún no hay calificaciones
- Estirado y TrefiladoDocumento9 páginasEstirado y TrefiladoValery ContrerasAún no hay calificaciones
- Fabricacion de Embases de AluminioDocumento18 páginasFabricacion de Embases de Aluminiodocka123Aún no hay calificaciones
- DocDocumento51 páginasDocturago100% (2)
- Temples y AcerosDocumento27 páginasTemples y AcerosRafael Arturo Rodriguez CortezAún no hay calificaciones
- Practicas CeramicosDocumento15 páginasPracticas CeramicosJorge De LiraAún no hay calificaciones
- MAQUINABILIDADDocumento44 páginasMAQUINABILIDADJose Gonzalez Buiza0% (1)
- Fundicion, Moldeo y Procesos AfinesDocumento40 páginasFundicion, Moldeo y Procesos AfinesEve PeciAún no hay calificaciones
- Ceramica. Principales Materiales Ceramicos Utilizados en La IndustriaDocumento7 páginasCeramica. Principales Materiales Ceramicos Utilizados en La Industriafidel alejandro king felixAún no hay calificaciones
- FundicionesDocumento25 páginasFundicionescarlosiqm100% (1)
- Tema4 Recristalizacion deformacionAltaTemperatura ProblemasresueltosDocumento15 páginasTema4 Recristalizacion deformacionAltaTemperatura ProblemasresueltosSpoOk TracKer Caddish ShadeleSsAún no hay calificaciones
- Forjado de CincelDocumento8 páginasForjado de CincelDavid CachoAún no hay calificaciones
- Elaboración de AluminioDocumento16 páginasElaboración de Aluminioelena mciiAún no hay calificaciones
- Lab5 Tratamientos TérmicosDocumento11 páginasLab5 Tratamientos TérmicosCésar SánchezAún no hay calificaciones
- TERMOPLASTICOSDocumento8 páginasTERMOPLASTICOSluisito091Aún no hay calificaciones
- Ejemplos de Materiales CompuestosDocumento5 páginasEjemplos de Materiales CompuestosJhonatan MontalvoAún no hay calificaciones
- Clasificación de Los RefractariosDocumento7 páginasClasificación de Los RefractariosVaneAún no hay calificaciones
- Especificaciones de Los Aceros Según Normas AisiDocumento5 páginasEspecificaciones de Los Aceros Según Normas AisiEnrique OreAún no hay calificaciones
- Aleaciones Al AgDocumento10 páginasAleaciones Al AgAranzazú LópezAún no hay calificaciones
- Trabajo de Metal en CalienteDocumento89 páginasTrabajo de Metal en CalienteMaryAún no hay calificaciones
- Normalizado y Recocido - Grupo 3 PDFDocumento16 páginasNormalizado y Recocido - Grupo 3 PDFEdson Zurita CamposAún no hay calificaciones
- Forja Manual IsotermicaDocumento3 páginasForja Manual IsotermicaJuan Pablo Perez100% (1)
- Laminados en FríoDocumento10 páginasLaminados en FríoMae HidalgoAún no hay calificaciones
- Laminado en CalienteDocumento8 páginasLaminado en CalientePablo GuayllasAún no hay calificaciones
- Acero Laminado en CalienteDocumento3 páginasAcero Laminado en CalienteVladimir Lopez ZamoraAún no hay calificaciones
- Laminación en CalienteDocumento7 páginasLaminación en CalienteyuramaicaAún no hay calificaciones
- Laminación en Caliente PresentacionDocumento11 páginasLaminación en Caliente PresentacionPatrickGustavoSuyoMarinAún no hay calificaciones
- Elaboración PlasticaDocumento59 páginasElaboración PlasticaTractor HumientoAún no hay calificaciones
- LaminaciónDocumento6 páginasLaminaciónLa Morena BellaAún no hay calificaciones
- TALLER N Clasificacion de AcerosDocumento12 páginasTALLER N Clasificacion de Aceroscarolina rodriguezAún no hay calificaciones
- Preguntas Grupo 3 GeometalurgiaDocumento3 páginasPreguntas Grupo 3 GeometalurgiaA Crispin AnibalAún no hay calificaciones
- CALCOSITADocumento6 páginasCALCOSITAA Crispin AnibalAún no hay calificaciones
- Cuál Es El Objetivo de La Purificación Del Electrolito en La Electro Refinación Del CobreDocumento2 páginasCuál Es El Objetivo de La Purificación Del Electrolito en La Electro Refinación Del CobreA Crispin AnibalAún no hay calificaciones
- Grupo 1 - Preparación de La Carga Al Alto HornoDocumento52 páginasGrupo 1 - Preparación de La Carga Al Alto HornoA Crispin AnibalAún no hay calificaciones
- Guia de Práctica 03Documento3 páginasGuia de Práctica 03A Crispin AnibalAún no hay calificaciones
- Tostacion de CobreDocumento15 páginasTostacion de CobreA Crispin AnibalAún no hay calificaciones
- Presentacion Analisis de ResultadosDocumento5 páginasPresentacion Analisis de ResultadosA Crispin AnibalAún no hay calificaciones
- Anibal Aldava Crispin - 5 Evaluacion Sesion 14-ADocumento8 páginasAnibal Aldava Crispin - 5 Evaluacion Sesion 14-AA Crispin AnibalAún no hay calificaciones
- Tratamiento de Lodos AnodicosDocumento6 páginasTratamiento de Lodos AnodicosA Crispin AnibalAún no hay calificaciones
- Regla de La Mano DerechaDocumento3 páginasRegla de La Mano DerechaA Crispin AnibalAún no hay calificaciones
- Tesis Practica 1Documento3 páginasTesis Practica 1A Crispin AnibalAún no hay calificaciones
- Medicion de Campo Magnetico en Conductores RectilineosDocumento5 páginasMedicion de Campo Magnetico en Conductores RectilineosA Crispin AnibalAún no hay calificaciones
- Presentacion Analisis de ResultadosDocumento5 páginasPresentacion Analisis de ResultadosA Crispin AnibalAún no hay calificaciones
- Result A DosDocumento5 páginasResult A DosA Crispin AnibalAún no hay calificaciones
- Electromagnetismo 1Documento21 páginasElectromagnetismo 1A Crispin AnibalAún no hay calificaciones
- Tesis PracticaDocumento3 páginasTesis PracticaA Crispin AnibalAún no hay calificaciones
- SiderurgiaDocumento3 páginasSiderurgiaA Crispin AnibalAún no hay calificaciones
- Cocina Soho Instructivo Instalacion Mueble InferiorDocumento10 páginasCocina Soho Instructivo Instalacion Mueble InferiorSexifoAún no hay calificaciones
- 4ta. - Clase - Operciones Practicas de Soldadura TigDocumento10 páginas4ta. - Clase - Operciones Practicas de Soldadura TigVeryto Mac CabAún no hay calificaciones
- Conector de Montaje Minifix: Descripción Del ProductoDocumento1 páginaConector de Montaje Minifix: Descripción Del Productosafi servicesAún no hay calificaciones
- Ejercicio Diseo de Chapa SolidworksDocumento6 páginasEjercicio Diseo de Chapa SolidworksSergio Gutiérrez navarroAún no hay calificaciones
- CM - CI - NEG - 12 - 2019 - ET190155 Tesis UnapecDocumento66 páginasCM - CI - NEG - 12 - 2019 - ET190155 Tesis UnapecYaritza MaldonadoAún no hay calificaciones
- Big Kaiser High Performance Tooling Solutions Volume 2 EspanolDocumento548 páginasBig Kaiser High Performance Tooling Solutions Volume 2 EspanolJesus D. Gutierrez G.Aún no hay calificaciones
- Practica 1 Arancel AduaneroDocumento6 páginasPractica 1 Arancel AduaneroORELLANA LEDEZMA ELIAS JONATHANAún no hay calificaciones
- Presupuesto MotobombaDocumento3 páginasPresupuesto MotobombaDaniel guerrero rodriguezAún no hay calificaciones
- Proceso de LaminadoDocumento15 páginasProceso de Laminadojhonatan MoralesAún no hay calificaciones
- V EDGE 6mDocumento2 páginasV EDGE 6mAndres GomezAún no hay calificaciones
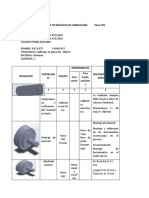
- Carta Tegnologica de Una Pieza en CNCDocumento4 páginasCarta Tegnologica de Una Pieza en CNCWilliam Steven Triana GarciaAún no hay calificaciones
- S Maxima 200 Synergic 230VDocumento2 páginasS Maxima 200 Synergic 230VMario LaurieAún no hay calificaciones
- 02 - Elaboración - CandelabrosDocumento24 páginas02 - Elaboración - CandelabrosLeandroArielYVanesaBelvedereAún no hay calificaciones
- Trabajo CostosDocumento16 páginasTrabajo CostoserickAún no hay calificaciones
- Piqueta SoldadorDocumento4 páginasPiqueta Soldadorxurxo77Aún no hay calificaciones
- Sujetador EsDocumento3 páginasSujetador EsCamila BoteroAún no hay calificaciones
- Herramientas Manuales - CartillaDocumento6 páginasHerramientas Manuales - CartillaPriscila zamoranoAún no hay calificaciones
- Ficha Técnica Austromex 2006Documento1 páginaFicha Técnica Austromex 2006Cesar Alfredo TrejoAún no hay calificaciones
- Reporte Etapa 3 APQP Puntos 1,2Documento4 páginasReporte Etapa 3 APQP Puntos 1,2Herbey Isaias Ledezma DurónAún no hay calificaciones
- Cuestionario LimadoDocumento4 páginasCuestionario LimadoEarvin AlbarracinAún no hay calificaciones
- Maquinas Fresadoras y Sus AccesoriosDocumento3 páginasMaquinas Fresadoras y Sus AccesoriosIsrael Ferreiras0% (1)
- Tipos de Brocas y Usos Según MaterialDocumento4 páginasTipos de Brocas y Usos Según MaterialJoseLuisCcNnAún no hay calificaciones
- Proceso de Unión de Metales.Documento13 páginasProceso de Unión de Metales.Luis GuerreroAún no hay calificaciones
- El Aserrado ManualDocumento4 páginasEl Aserrado ManualShirrus LuciferAún no hay calificaciones
- LIMASDocumento1 páginaLIMASRick CruzAún no hay calificaciones
- Cuadro Comparativo HerramientasDocumento7 páginasCuadro Comparativo Herramientasyuliana MuñozAún no hay calificaciones