También podría gustarte
- Actividad 13. Avance I de Trabajo FinalDocumento5 páginasActividad 13. Avance I de Trabajo FinalAlejandro CruzAún no hay calificaciones
- Taller No. 3 Generacion de Numeros Pseudoaleatorios Utilizando Algoritmos Deterministicos en Ms ExcelDocumento3 páginasTaller No. 3 Generacion de Numeros Pseudoaleatorios Utilizando Algoritmos Deterministicos en Ms ExcelBrian RodriguezAún no hay calificaciones
- Tarea 4Documento2 páginasTarea 4Luz MercadoAún no hay calificaciones
- Taller Montecarlo 2020 - 1Documento2 páginasTaller Montecarlo 2020 - 1ROMARIO ANDRES MERCADO DAZA0% (1)
- EjerciciosDocumento4 páginasEjerciciosDaniel BrunoAún no hay calificaciones
- T1 Add BaiuDocumento10 páginasT1 Add BaiuIrvin BarriosAún no hay calificaciones
- Problemas de Profundización de SolucionesDocumento2 páginasProblemas de Profundización de SolucionesDanielAún no hay calificaciones
- Grupo 1 Prueba 2020v1.0Documento2 páginasGrupo 1 Prueba 2020v1.0Marissel AlejandraAún no hay calificaciones
- Actividad 9 Trabajo Final 20211Documento2 páginasActividad 9 Trabajo Final 20211msdcm1Aún no hay calificaciones
- tALLER Practico IluminaciónDocumento4 páginastALLER Practico Iluminaciónjavier Alfonso Escamilla SejinAún no hay calificaciones
- Info Operativa RiesgoDocumento14 páginasInfo Operativa RiesgoMarilyn G.100% (1)
- Ejercicio en Clase Carta de Control - X-RDocumento7 páginasEjercicio en Clase Carta de Control - X-RYuly VelasquezAún no hay calificaciones
- Ergo Practicasfinal RolandoDocumento66 páginasErgo Practicasfinal RolandoMmario RrojasAún no hay calificaciones
- Herramientas Manuales EspecialesDocumento4 páginasHerramientas Manuales EspecialesPedro AntonioAún no hay calificaciones
- Riesgos Fisicos Taller de CarpinteriaDocumento22 páginasRiesgos Fisicos Taller de CarpinteriaGloria LosadaAún no hay calificaciones
- Ventajas ServientregaDocumento2 páginasVentajas ServientregaAngie BeltranAún no hay calificaciones
- Teoría General de Los Sistemas Evolución de La TGS Antecedentes y Conceptos ROBLEDO GARCIA JORGE ALEXANDERDocumento59 páginasTeoría General de Los Sistemas Evolución de La TGS Antecedentes y Conceptos ROBLEDO GARCIA JORGE ALEXANDERDani ZamudioAún no hay calificaciones
- MuestreoDocumento42 páginasMuestreoJonifer GuerreroAún no hay calificaciones
- Practica 1, 9sDocumento10 páginasPractica 1, 9sValeria ManjarrezAún no hay calificaciones
- Factor Servicio Richard MutherDocumento22 páginasFactor Servicio Richard MutherJose Miguel GONZALEZ RIVEROSAún no hay calificaciones
- Metodo MTM 2021Documento48 páginasMetodo MTM 2021Mauricio Rojo RoaAún no hay calificaciones
- CronometrajeDocumento26 páginasCronometrajeJose Luis Blanco PonsAún no hay calificaciones
- Tableros y ControlesDocumento6 páginasTableros y ControlesDoloresAún no hay calificaciones
- Practicas Excel BasicoDocumento103 páginasPracticas Excel BasicoJuan Banquez0% (1)
- Se 5 Estado Del Arte PDFDocumento5 páginasSe 5 Estado Del Arte PDFamorcito25Aún no hay calificaciones
- Movimientos Predeterminados MTM-2 Y MostDocumento34 páginasMovimientos Predeterminados MTM-2 Y MostOMAR SANCHEZ GUEVARAAún no hay calificaciones
- Control Estadistico de La CalidadDocumento8 páginasControl Estadistico de La CalidadaraceliAún no hay calificaciones
- 1 UNIDAD 4 Diseño Del Área de TrabajoDocumento26 páginas1 UNIDAD 4 Diseño Del Área de Trabajofidel alejandro king felixAún no hay calificaciones
- Tarea 2 Colaborativo JMDocumento22 páginasTarea 2 Colaborativo JMJaime Alberto Ricardo NeiraAún no hay calificaciones
- Práctica de Laboratorio - Teoría de Cola MM1Documento2 páginasPráctica de Laboratorio - Teoría de Cola MM1leo floroAún no hay calificaciones
- Problemas de PronósticoDocumento6 páginasProblemas de PronósticoDanielys AraqueAún no hay calificaciones
- Areas Del Sistema de ProduccionDocumento3 páginasAreas Del Sistema de ProduccionAndrea Marcela100% (2)
- Diagrama MatricialDocumento6 páginasDiagrama Matricialapi-246859154100% (1)
- Balance de Linea ElementalDocumento35 páginasBalance de Linea Elementaldie_300050% (2)
- Ejercicios Ambiente TermicoDocumento3 páginasEjercicios Ambiente TermicoMauricio Sierra100% (1)
- MezclillaDocumento4 páginasMezclillaPabloAún no hay calificaciones
- Programación LinealDocumento17 páginasProgramación Linealredfenix100% (1)
- Gráfica de Control Por AtributosDocumento46 páginasGráfica de Control Por AtributosAide Flores100% (1)
- TALLER No1 Investigacion de OperacionesDocumento1 páginaTALLER No1 Investigacion de OperacionesMoisés David GómezAún no hay calificaciones
- Practica1 386 12016Documento12 páginasPractica1 386 12016ArcilAún no hay calificaciones
- Avance Prog Bitacora Inventarios 2019Documento8 páginasAvance Prog Bitacora Inventarios 2019Karla lopezAún no hay calificaciones
- Manual de Gestión de InventariosDocumento170 páginasManual de Gestión de InventariosViviana Sanchez GambaAún no hay calificaciones
- Serie 4RDocumento5 páginasSerie 4RAndrea SaraAún no hay calificaciones
- Tema IV Ejemplos y Ejercicicios de Los Modelos de InventariosDocumento25 páginasTema IV Ejemplos y Ejercicicios de Los Modelos de Inventariosjuan gabrielAún no hay calificaciones
- Manejo de Materiales.: Unidad 2. Planeación Y Diseño de InstalacionesDocumento34 páginasManejo de Materiales.: Unidad 2. Planeación Y Diseño de InstalacionesMayte Martinez ZarateAún no hay calificaciones
- A1 - T6 Investigacion DocumentalDocumento31 páginasA1 - T6 Investigacion DocumentalAndrea EscobedoAún no hay calificaciones
- Tarea 3 CompletaDocumento16 páginasTarea 3 CompletajunnerAún no hay calificaciones
- Actividad 3 Unidad 1Documento3 páginasActividad 3 Unidad 1simrriAún no hay calificaciones
- Ejercicios de Pronosticos IIDocumento3 páginasEjercicios de Pronosticos IIIvan Flores50% (2)
- Ejemplo Aplicación ABCDocumento6 páginasEjemplo Aplicación ABCAle HopAún no hay calificaciones
- Ejercicios de Tipos de ModelosDocumento6 páginasEjercicios de Tipos de ModelosRodolfo EmanuelAún no hay calificaciones
- Jose Chaves Trabajo 17Documento11 páginasJose Chaves Trabajo 17Andres FelipeAún no hay calificaciones
- DEPRECIACIÓNDocumento8 páginasDEPRECIACIÓNMargarita AbascalAún no hay calificaciones
- ERGONOMIADocumento1 páginaERGONOMIAJaime SilvaAún no hay calificaciones
- Syllabus 139 Logistica Industrial IDocumento7 páginasSyllabus 139 Logistica Industrial IrguerrasantanaAún no hay calificaciones
- Tareas LingoDocumento9 páginasTareas LingoNezuko YoichiAún no hay calificaciones
- Tolerancias Dimensionales (JS11 Página 17)Documento19 páginasTolerancias Dimensionales (JS11 Página 17)leabel90100% (1)
- Caso Min Yo SIP 2020-2 PDFDocumento9 páginasCaso Min Yo SIP 2020-2 PDFMarlyn MedinaAún no hay calificaciones
- UNIDAD 3 Analisis de Las OperacionesDocumento7 páginasUNIDAD 3 Analisis de Las Operacionesjc1927Aún no hay calificaciones
- Distribucion de PlantaDocumento16 páginasDistribucion de PlantaCristian Paolo Villavicencio MatiasAún no hay calificaciones
- Reporte Práctica Distribución de PlantaDocumento13 páginasReporte Práctica Distribución de PlantaMMMAún no hay calificaciones
- Anexo Res. 019-2014-CDAH-P - Perfil Carpintero Metálico en AceroDocumento22 páginasAnexo Res. 019-2014-CDAH-P - Perfil Carpintero Metálico en AceroSineacePeruAún no hay calificaciones
- ADMINISTRACION DE MANTENIMIENTO Parcial 2Documento8 páginasADMINISTRACION DE MANTENIMIENTO Parcial 2PrgDigMAún no hay calificaciones
- A Catalogo Mostrador 2013Documento58 páginasA Catalogo Mostrador 2013Rakso ZelaznogAún no hay calificaciones
- ¿Cuánto Dura Un Tanque de Propano de 100 Libras (45 KG) - Ehow en EspañolDocumento2 páginas¿Cuánto Dura Un Tanque de Propano de 100 Libras (45 KG) - Ehow en EspañolOscar Castellanos100% (1)
- Presupuesto de Saldo ArquitecturaDocumento7 páginasPresupuesto de Saldo ArquitecturaNICOLE ASHLY NINAMANGO ORIHUELAAún no hay calificaciones
- Para InvestigarDocumento3 páginasPara InvestigarDayanna PereaAún no hay calificaciones
- Apoyo Equipos de ChancadoDocumento89 páginasApoyo Equipos de ChancadoJonathanJonasVasquezCorreaAún no hay calificaciones
- 310 - NOT.703.8036 - Es - REV01 Seccionador de Puesta A Tierra Rápido Con Poder de Cierre, Tipo B105 - EFDocumento5 páginas310 - NOT.703.8036 - Es - REV01 Seccionador de Puesta A Tierra Rápido Con Poder de Cierre, Tipo B105 - EFGerman PerezAún no hay calificaciones
- Glosario de Terminos PinturaDocumento12 páginasGlosario de Terminos PinturaSantiagoNunez100% (1)
- Trabajo AcreditableDocumento24 páginasTrabajo AcreditableJulio César Delgado SarmientoAún no hay calificaciones
- 6100 Manual de Instrucciones Unlocked PDFDocumento15 páginas6100 Manual de Instrucciones Unlocked PDFNorbey Arcila QuinteroAún no hay calificaciones
- Evaporación en Múltiple EfectoDocumento6 páginasEvaporación en Múltiple EfectoArmando Torres PerezAún no hay calificaciones
- Factores Que Influyen en El Agrietamiento Inducido Por HidrógenoDocumento3 páginasFactores Que Influyen en El Agrietamiento Inducido Por Hidrógenolovaldes62Aún no hay calificaciones
- Ducto SquareDDocumento5 páginasDucto SquareDGuillermo BejaranoAún no hay calificaciones
- Visita Ternium LargosDocumento5 páginasVisita Ternium LargosSheldon Emilio MoralesAún no hay calificaciones
- Especificaciones Tecnicas NP Liceo CentralDocumento74 páginasEspecificaciones Tecnicas NP Liceo CentralMARCELA CABRERAAún no hay calificaciones
- Catalogo de Cadena de Transmision Mecanica para Elevador de CangilonDocumento190 páginasCatalogo de Cadena de Transmision Mecanica para Elevador de Cangilonvegamarco80100% (1)
- SpanTechManual Spanish PDFDocumento100 páginasSpanTechManual Spanish PDFYamiil SamooAún no hay calificaciones
- Chatarra de CobreDocumento29 páginasChatarra de Cobrelizeth100% (1)
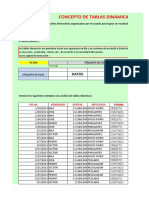
- Taller para Tablas DinamicasDocumento41 páginasTaller para Tablas DinamicasDoyler Pareja TellezAún no hay calificaciones
- MTnCONJUNTOnRESIDENCIALnGALVIS 126539311aa4cc5Documento15 páginasMTnCONJUNTOnRESIDENCIALnGALVIS 126539311aa4cc5josegalvis483Aún no hay calificaciones
- Manual Afinacion Motores Inyectados Puesta Punto Inspeccion Sistemas Alimentacion Combustible Encendido Distribucion PDFDocumento10 páginasManual Afinacion Motores Inyectados Puesta Punto Inspeccion Sistemas Alimentacion Combustible Encendido Distribucion PDFedwinAún no hay calificaciones
- Proyecto ManacoDocumento31 páginasProyecto ManacoMariluz Diana75% (20)
- Organigrama Oficina de MantenimientoDocumento5 páginasOrganigrama Oficina de MantenimientoxavierAún no hay calificaciones
- Examen Residuos TablaDocumento11 páginasExamen Residuos TablaCarmen José Vázquez GóngoraAún no hay calificaciones
- Ensayo No Destructivo (Tintas Penetrantes)Documento5 páginasEnsayo No Destructivo (Tintas Penetrantes)Omar CuviAún no hay calificaciones
- Apu AguaDocumento42 páginasApu AguaAnonymous E7zQQpAún no hay calificaciones
- Facult Ad de Ingeniería: Curso Gestión de Mantenimiento Docente: Frank Tello LegoasDocumento29 páginasFacult Ad de Ingeniería: Curso Gestión de Mantenimiento Docente: Frank Tello LegoasStefanny Teffy M CaballeroAún no hay calificaciones
- HS Esmalte Sintético 2016Documento8 páginasHS Esmalte Sintético 2016Sergio Leiva GodoyAún no hay calificaciones