También podría gustarte
- TERMODINAMICADocumento25 páginasTERMODINAMICAAlfonso Jaimes82% (11)
- Problemas TermodinamicaDocumento11 páginasProblemas Termodinamicajose Mamani100% (2)
- Tarea Alexis Tolosa - Sem 3Documento7 páginasTarea Alexis Tolosa - Sem 3Pablo Nadal100% (1)
- Materiales para ingeniería 1: Introducción a las propiedades, las aplicaciones y el diseñoDe EverandMateriales para ingeniería 1: Introducción a las propiedades, las aplicaciones y el diseñoCalificación: 5 de 5 estrellas5/5 (3)
- Ejercicio de Termodinámica IDocumento3 páginasEjercicio de Termodinámica Imando20009100% (1)
- Semana 10Documento12 páginasSemana 10Juan Camilo Camacho100% (1)
- Ejercicios de Fenomenos IiDocumento7 páginasEjercicios de Fenomenos IiElsar SandovalAún no hay calificaciones
- Consolidado FinalDocumento12 páginasConsolidado FinalRaul Andres Castañeda0% (3)
- Trabajo TermodinámicaDocumento13 páginasTrabajo Termodinámicabryan258100% (1)
- Problemas 1 Ey CDocumento3 páginasProblemas 1 Ey CRicardo CruzAún no hay calificaciones
- Cálculos de Aire AcondicionadoDocumento4 páginasCálculos de Aire AcondicionadoMaria de Lourdes Hernandez TellezAún no hay calificaciones
- 2 - 2 - 2 Ejercicios Compresores Evaporadores y Condensadores BDocumento16 páginas2 - 2 - 2 Ejercicios Compresores Evaporadores y Condensadores BChaVa Pool0% (1)
- Fase 5 - SITUACION PROBLEMA-TERMODINAMICA.Documento4 páginasFase 5 - SITUACION PROBLEMA-TERMODINAMICA.Aleja RamirezAún no hay calificaciones
- 2-7 Ejercicios ResueltosDocumento6 páginas2-7 Ejercicios Resueltosaimer ruizAún no hay calificaciones
- Practica Calificada N°8Documento12 páginasPractica Calificada N°8Eduardo BenitesAún no hay calificaciones
- Evaporadores - OPUDocumento4 páginasEvaporadores - OPUJennyAún no hay calificaciones
- Formato 3 - Balance de Energía - Luxuris - RangelDocumento8 páginasFormato 3 - Balance de Energía - Luxuris - RangelOscar AcostaAún no hay calificaciones
- Asignación 11Documento8 páginasAsignación 11Fabrizio GiacobbeAún no hay calificaciones
- Análisis TermoDocumento3 páginasAnálisis Termosandra castroAún no hay calificaciones
- Trabajo TermoDocumento5 páginasTrabajo TermoLarzon BernaAún no hay calificaciones
- CalderoDocumento26 páginasCalderoGonzalo CallaguaraAún no hay calificaciones
- David Medina Semana 9 TerDocumento12 páginasDavid Medina Semana 9 TerAlexis Artys BullaAún no hay calificaciones
- Termidinamica Control3Documento7 páginasTermidinamica Control3Nicolas de la FuenteAún no hay calificaciones
- Semana 8. Problemas de Repaso GI - Termoquímica - Sustancias PurasDocumento20 páginasSemana 8. Problemas de Repaso GI - Termoquímica - Sustancias PurasMatt Rattz VegAún no hay calificaciones
- Calculos de ProyectoDocumento7 páginasCalculos de ProyectoDiana Maria Velez LopezAún no hay calificaciones
- Lab 07 - FQ IDocumento8 páginasLab 07 - FQ Ianais zambranoAún no hay calificaciones
- Anexo - Tarea 5 - Balance de EnergíaDocumento11 páginasAnexo - Tarea 5 - Balance de EnergíaJuan Diego Graciano PérezAún no hay calificaciones
- Problema 2 de Evaporador de Simple EfectoDocumento3 páginasProblema 2 de Evaporador de Simple EfectoRaymundo Salinas RamirezAún no hay calificaciones
- Ejercicios de Ciclo de VaporDocumento19 páginasEjercicios de Ciclo de VaporNeider Rivera HerreraAún no hay calificaciones
- Colaborativo Unidad 3Documento4 páginasColaborativo Unidad 3Oscar AcostaAún no hay calificaciones
- Comprensor de AireDocumento5 páginasComprensor de AireHeydi HurtadoAún no hay calificaciones
- Unidad 3 Tarea 5 ColaborativoDocumento10 páginasUnidad 3 Tarea 5 ColaborativohugoAún no hay calificaciones
- Ejercicios ResueltosDocumento7 páginasEjercicios ResueltosCristian LopezAún no hay calificaciones
- En Un Evaporador de Tubos Cortos Verticales de Simple Efecto Se Va A Concentrar Un Jarabe Desde Un 10Documento3 páginasEn Un Evaporador de Tubos Cortos Verticales de Simple Efecto Se Va A Concentrar Un Jarabe Desde Un 10gabrielaAún no hay calificaciones
- Unidad 3 Fase 4. - Laydy SierraDocumento10 páginasUnidad 3 Fase 4. - Laydy SierraLaydy Emis Sierra ArgumedoAún no hay calificaciones
- CASO 1 Intercanbiadores de CalorDocumento4 páginasCASO 1 Intercanbiadores de CalorAlex MaedaAún no hay calificaciones
- Actividad IndividualDocumento4 páginasActividad IndividuallauraAún no hay calificaciones
- Coca EjerciciosDocumento7 páginasCoca EjerciciosJuan FranciaAún no hay calificaciones
- Tarea Termodinámica Semana 1Documento5 páginasTarea Termodinámica Semana 1sergio garciaAún no hay calificaciones
- Asignación 9-62Documento2 páginasAsignación 9-62Fabrizio GiacobbeAún no hay calificaciones
- Cap 1termodinámica PP SoluciónDocumento15 páginasCap 1termodinámica PP SoluciónCésar Arturo Navarro CondeAún no hay calificaciones
- Tarea 3Documento12 páginasTarea 3gabriel belmar100% (2)
- DEBERDocumento14 páginasDEBERVane QuinapantaAún no hay calificaciones
- Capacidad Térmica y Calor EspecíficoDocumento4 páginasCapacidad Térmica y Calor EspecíficoLeney Lorey Romero EscobarAún no hay calificaciones
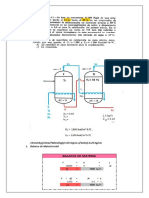
- PROBLEMAS Resueltos BALANCE DE ENERGIA - DoDocumento8 páginasPROBLEMAS Resueltos BALANCE DE ENERGIA - DoRafael A. Feria QuintanaAún no hay calificaciones
- Equilibrio Ejercicios Examen FinallDocumento15 páginasEquilibrio Ejercicios Examen FinallalejandroAún no hay calificaciones
- Tarea Semana 5 TermodinamicaDocumento7 páginasTarea Semana 5 TermodinamicaIsrael LavinAún no hay calificaciones
- Taller 10 Ejercicio 10,2Documento2 páginasTaller 10 Ejercicio 10,2Silvana DotaAún no hay calificaciones
- Calorímetria Grupo 3 de LaboratorioDocumento10 páginasCalorímetria Grupo 3 de LaboratorioManuel Alejandro Mayorga BetancourtAún no hay calificaciones
- BAL - Ejercicios 3 y 4Documento5 páginasBAL - Ejercicios 3 y 4solangelAún no hay calificaciones
- Expansion de Un Gas Perfecto (Válvula y Turbina)Documento3 páginasExpansion de Un Gas Perfecto (Válvula y Turbina)Juan Ariel Haquim QuevedoAún no hay calificaciones
- Taller TermodinamicaDocumento4 páginasTaller TermodinamicaANGELICAAún no hay calificaciones
- Termodinamica P. 5.1Documento17 páginasTermodinamica P. 5.1GUTIERREZ RAMIREZ LAURA TATIANAAún no hay calificaciones
- Nelson Fernandez Control N 4Documento10 páginasNelson Fernandez Control N 4Fernando Berrios VargasAún no hay calificaciones
- Fase 4Documento10 páginasFase 4nana100% (1)
- Ley de Hess EjemplosDocumento4 páginasLey de Hess EjemplosDaniel DavidAún no hay calificaciones
- Fase 3 - Grupo 301103 - XXDocumento12 páginasFase 3 - Grupo 301103 - XXAngelica Sierra100% (1)
- Ejercicios 4 5 y 6Documento5 páginasEjercicios 4 5 y 6tiko tikoAún no hay calificaciones
- Trabajo 2 - Ley de HessDocumento8 páginasTrabajo 2 - Ley de HessJULINHO EYNER QUISPE LOPEZAún no hay calificaciones
- Influencia de La Temperatura Sobre La Entalpía de Reacción 2Documento5 páginasInfluencia de La Temperatura Sobre La Entalpía de Reacción 2JhonnyAún no hay calificaciones
- Termo U3 Ejercicios en ClaseDocumento5 páginasTermo U3 Ejercicios en ClaseYamileth TrujilloAún no hay calificaciones
- Ejercicio 1, 3 y 5 Auditoria y GestionDocumento5 páginasEjercicio 1, 3 y 5 Auditoria y GestionANTONIO MARTIN ASTO SANCHEZAún no hay calificaciones
- Evaporador Multiple Efecto Con EPEDocumento6 páginasEvaporador Multiple Efecto Con EPEGaby HuamaniAún no hay calificaciones
- Practica Microbiologia MaritzaDocumento8 páginasPractica Microbiologia MaritzaALEJANDRA MORAAún no hay calificaciones
- 358007A - 471 Mora Grupo 6 Tarea 1Documento3 páginas358007A - 471 Mora Grupo 6 Tarea 1ALEJANDRA MORAAún no hay calificaciones
- TRABAJO FINAL BALANCE DE MATERIA Y ENERGIA - Ana YenDocumento7 páginasTRABAJO FINAL BALANCE DE MATERIA Y ENERGIA - Ana YenALEJANDRA MORAAún no hay calificaciones
- Fase II - Balance de Energia Ana YenDocumento4 páginasFase II - Balance de Energia Ana YenALEJANDRA MORAAún no hay calificaciones
- Fase 2 EduardDocumento8 páginasFase 2 EduardALEJANDRA MORAAún no hay calificaciones
- Practica Virtual - 358010 - 46 - Rubi IdarragaDocumento2 páginasPractica Virtual - 358010 - 46 - Rubi IdarragaALEJANDRA MORAAún no hay calificaciones
- Preinforme Balance MasicoDocumento22 páginasPreinforme Balance MasicoALEJANDRA MORAAún no hay calificaciones
- Trabajo Colaborativo Fase - 2 - Grupo - 86Documento5 páginasTrabajo Colaborativo Fase - 2 - Grupo - 86ALEJANDRA MORAAún no hay calificaciones
- Departamento # 2Documento16 páginasDepartamento # 2ALEJANDRA MORAAún no hay calificaciones
- Descripción de Las de Condiciones de Operación de Cada EtapaDocumento5 páginasDescripción de Las de Condiciones de Operación de Cada EtapaALEJANDRA MORAAún no hay calificaciones
- Copia de Ventas - VehiculosDocumento2 páginasCopia de Ventas - VehiculosEver MezaAún no hay calificaciones
- Unidad 1 Fase 1 - Trabajo Estructura de La Materia y Nomenclatura - Grupo 201102 - 49Documento25 páginasUnidad 1 Fase 1 - Trabajo Estructura de La Materia y Nomenclatura - Grupo 201102 - 49ALEJANDRA MORAAún no hay calificaciones
- Actividad 1Documento4 páginasActividad 1ALEJANDRA MORAAún no hay calificaciones
- Unidad 1 Fase 1 - Trabajo Estructura de La Materia y Nomenclatura - Grupo 201102 - 49Documento25 páginasUnidad 1 Fase 1 - Trabajo Estructura de La Materia y Nomenclatura - Grupo 201102 - 49ALEJANDRA MORAAún no hay calificaciones
- Etica Reli. 24-26Documento3 páginasEtica Reli. 24-26ALEJANDRA MORAAún no hay calificaciones
- Aporte Balance MasicoDocumento1 páginaAporte Balance MasicoALEJANDRA MORAAún no hay calificaciones
- Departamento # 2Documento16 páginasDepartamento # 2ALEJANDRA MORAAún no hay calificaciones
- Fase 6 - Taller Práctico VirtualDocumento17 páginasFase 6 - Taller Práctico VirtualALEJANDRA MORAAún no hay calificaciones
- Fase 5 - Evaluacion FinalDocumento2 páginasFase 5 - Evaluacion FinalALEJANDRA MORAAún no hay calificaciones
- Actividad 1Documento4 páginasActividad 1ALEJANDRA MORAAún no hay calificaciones
- Fase 5 - Evaluacion FinalDocumento2 páginasFase 5 - Evaluacion FinalALEJANDRA MORAAún no hay calificaciones
- Modelo PAZ Y SALVO Ods 3Documento1 páginaModelo PAZ Y SALVO Ods 3ALEJANDRA MORAAún no hay calificaciones
- Parte 1 - DeicyDocumento7 páginasParte 1 - DeicyALEJANDRA MORAAún no hay calificaciones
- Español Semana 24-26Documento3 páginasEspañol Semana 24-26ALEJANDRA MORAAún no hay calificaciones
- Anexo 5 - Formato Entrega Fase 4 - Diseño Tratamiento Secundario y de Lodos - Grupo 9Documento22 páginasAnexo 5 - Formato Entrega Fase 4 - Diseño Tratamiento Secundario y de Lodos - Grupo 9ALEJANDRA MORAAún no hay calificaciones
- Ejercicios Taller PrácticoDocumento17 páginasEjercicios Taller PrácticoALEJANDRA MORA100% (2)
- Fase 6 - Taller Práctico VirtualDocumento15 páginasFase 6 - Taller Práctico VirtualALEJANDRA MORAAún no hay calificaciones
- Anexo 1 - Formato de Entrega - Fase - 2Documento6 páginasAnexo 1 - Formato de Entrega - Fase - 2ANA CAROLINA MARRIAGA PAEZAún no hay calificaciones
- Grupo28 - Tarea 4 ConsolidadoDocumento12 páginasGrupo28 - Tarea 4 ConsolidadoALEJANDRA MORAAún no hay calificaciones
- Ciclo de Refrigeración Por Compresión de VaporDocumento2 páginasCiclo de Refrigeración Por Compresión de VaporCarlos Vera100% (1)
- Conductividad Térmica - FinalDocumento16 páginasConductividad Térmica - FinalMaria Alejandra Hurtado GomezAún no hay calificaciones
- Unidad2 PDFDocumento25 páginasUnidad2 PDFDesirée González CardosoAún no hay calificaciones
- Ejercicios Motores TérmicosDocumento3 páginasEjercicios Motores TérmicosHéctor LaraAún no hay calificaciones
- Practica 2 Termodinámica QuímicaDocumento11 páginasPractica 2 Termodinámica QuímicaLUCEROAún no hay calificaciones
- Tipos de intercambiadores-JPDocumento20 páginasTipos de intercambiadores-JPMaria Renee Quintanilla VidalAún no hay calificaciones
- Rac Catalogo Separador de Oleo Centrifugo Flange Por BaixoDocumento4 páginasRac Catalogo Separador de Oleo Centrifugo Flange Por BaixoMadalena RealAún no hay calificaciones
- Guia 2 Lectura de Carta PsicrométricaDocumento9 páginasGuia 2 Lectura de Carta PsicrométricaSergio ArturoAún no hay calificaciones
- Prueba UNIDAD 1 C. Naturales 4°Documento5 páginasPrueba UNIDAD 1 C. Naturales 4°Karina AvalosAún no hay calificaciones
- Ejerc. A Realizar en ClasesDocumento3 páginasEjerc. A Realizar en ClasesCarlos PerezAún no hay calificaciones
- Cuestionario Termo UnadDocumento60 páginasCuestionario Termo UnadJuan Carlos Moreno Ortiz100% (1)
- Guía de Aplicación de Sensación Térmica y Temperatura. CS - Naturales 8ºDocumento2 páginasGuía de Aplicación de Sensación Térmica y Temperatura. CS - Naturales 8ºjuorla100% (1)
- Termodinámica de Las Soluciones IIDocumento13 páginasTermodinámica de Las Soluciones IIjennifer arboledaAún no hay calificaciones
- Calorímetro de EstrangulamientoDocumento3 páginasCalorímetro de EstrangulamientoFabiana Gonzales CastilloAún no hay calificaciones
- Problemario TermoDocumento2 páginasProblemario TermoEdgar Eduardo Mora ReyesAún no hay calificaciones
- Termodinamica Taller NieveDocumento17 páginasTermodinamica Taller NieveEVER PEREZ BERMUDEZAún no hay calificaciones
- Clase N°2-Escalas de Temperatura y CaloriaDocumento3 páginasClase N°2-Escalas de Temperatura y CaloriaLuciana SalviAún no hay calificaciones
- DifusiónDocumento6 páginasDifusiónanon_911661748Aún no hay calificaciones
- Energia Solar Termica - UnsaacDocumento134 páginasEnergia Solar Termica - UnsaacGerbercp Condori PalaciosAún no hay calificaciones
- Licuefacción de GasesDocumento6 páginasLicuefacción de GasesEdgardo De La CruzAún no hay calificaciones
- Ejercicios de TermodinámicaDocumento12 páginasEjercicios de TermodinámicaBruno JairAún no hay calificaciones
- Tar 1 2-2018Documento2 páginasTar 1 2-2018Valero JuanAún no hay calificaciones
- Máquinas CarnotDocumento7 páginasMáquinas CarnotEdag GadeAún no hay calificaciones
- Primera Ley de La TermodinamicaDocumento8 páginasPrimera Ley de La Termodinamicaluis angel contreras pachecoAún no hay calificaciones
- Torre de EnfriamientoDocumento29 páginasTorre de EnfriamientoLaura CristanchoAún no hay calificaciones
- Practicas de Refrigeracion y Aire AcondicionadoDocumento29 páginasPracticas de Refrigeracion y Aire AcondicionadoCarlos Aguilar100% (1)