También podría gustarte
- Icontec NTC Iso 80000-1 (2012)Documento54 páginasIcontec NTC Iso 80000-1 (2012)Andres GonzalesAún no hay calificaciones
- Tr1 de Normas y Codigos Estructurales - AcostaDocumento10 páginasTr1 de Normas y Codigos Estructurales - AcostabocanegraculquitantealexanderjAún no hay calificaciones
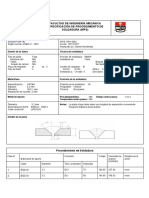
- Facultad de Ingeniería Mecánica Especificación de Procedimiento de Soldadura (WPS) PDFDocumento2 páginasFacultad de Ingeniería Mecánica Especificación de Procedimiento de Soldadura (WPS) PDFDaniel HernándezAún no hay calificaciones
- Costo de SoldaduraDocumento7 páginasCosto de SoldaduraalfredoAún no hay calificaciones
- Cabellero EsDocumento83 páginasCabellero EsHugo Ferro CuellarAún no hay calificaciones
- 4 Control de Calidad en La Fabricación de Estructuras Metálicas SoldadasDocumento8 páginas4 Control de Calidad en La Fabricación de Estructuras Metálicas SoldadasShuliAPAún no hay calificaciones
- Simbologia SoldaduraDocumento17 páginasSimbologia SoldaduraAnita VelaAún no hay calificaciones
- Msud Msud-501 TrabajofinalDocumento3 páginasMsud Msud-501 TrabajofinalLucy PerezAún no hay calificaciones
- CUADERNO DE INFORMES #01 (Semestre)Documento9 páginasCUADERNO DE INFORMES #01 (Semestre)Rodmi Torres Peralta100% (1)
- Sesion 3 - Lectura de Planos Con Simbologia de SoldaduraDocumento28 páginasSesion 3 - Lectura de Planos Con Simbologia de SoldaduraBZ PercyAún no hay calificaciones
- TALLER #4 Fabricacion de Un Codo de 90°Documento20 páginasTALLER #4 Fabricacion de Un Codo de 90°einer menor altamirano100% (3)
- Examen Recuperacion 2 - FcawDocumento5 páginasExamen Recuperacion 2 - FcawFrancisco BanderaAún no hay calificaciones
- Calificacion de Procedimientos de Soldadura Smaw y Gmaw Con d1.1Documento163 páginasCalificacion de Procedimientos de Soldadura Smaw y Gmaw Con d1.1marinhpAún no hay calificaciones
- S13.s1 - Inspección de SoldaduraDocumento6 páginasS13.s1 - Inspección de SoldaduraHENRYAún no hay calificaciones
- E70t 4Documento1 páginaE70t 4Albe Cibia100% (1)
- Entregable Proceso de Corte TermicoDocumento10 páginasEntregable Proceso de Corte TermicoJose PEAún no hay calificaciones
- Doblez y TensionDocumento6 páginasDoblez y TensionMiguel ArangurenAún no hay calificaciones
- Calificacion 3GDocumento2 páginasCalificacion 3GAsd100% (1)
- Calidad Soldadura SENADocumento10 páginasCalidad Soldadura SENALIBARDO LAGOSAún no hay calificaciones
- PPS - SGC.PC.002 Calificacion de Soldadores Rev.02 - Sin FirmaDocumento10 páginasPPS - SGC.PC.002 Calificacion de Soldadores Rev.02 - Sin FirmawilianAún no hay calificaciones
- Cuaderno de InformesDocumento9 páginasCuaderno de Informesdario CarbajalAún no hay calificaciones
- WPS-PQR-WPQ Caiza PDFDocumento5 páginasWPS-PQR-WPQ Caiza PDFcarlos caizaAún no hay calificaciones
- MCMD MCMD-526 TrabajofinalDocumento3 páginasMCMD MCMD-526 Trabajofinalruben barrientosAún no hay calificaciones
- Examen de SoldaduraDocumento2 páginasExamen de SoldaduraMadyhan Marianieves Mamani AyalaAún no hay calificaciones
- Fundamentos de Geotecnia SaezDocumento47 páginasFundamentos de Geotecnia SaezAnonymous W3NHorg9tAún no hay calificaciones
- FCAWDocumento10 páginasFCAWCarlos Cayo100% (1)
- Ficha 2183865 Gfpi-F-019 - Guia - de - Aprendizaje Simbologia 2020Documento8 páginasFicha 2183865 Gfpi-F-019 - Guia - de - Aprendizaje Simbologia 2020Yorleidys QuinteroAún no hay calificaciones
- Cuaderno-De-Informe-Soldadura RELLENO Oficial.1Documento8 páginasCuaderno-De-Informe-Soldadura RELLENO Oficial.1Maria SitcherAún no hay calificaciones
- Plan de Calidad para Uniones SoldadasDocumento35 páginasPlan de Calidad para Uniones SoldadasOlga Sandoval RomeroAún no hay calificaciones
- Curso Awsd1.1 2010Documento70 páginasCurso Awsd1.1 2010Paul MateoAún no hay calificaciones
- Msed Msed-330 TrabajofinalDocumento3 páginasMsed Msed-330 TrabajofinalFrancys Ramos100% (1)
- Soldadura Por ElectroescoriaDocumento10 páginasSoldadura Por ElectroescoriaSantos Quiñones ParimangoAún no hay calificaciones
- Caso 1Documento3 páginasCaso 1dietersima100% (1)
- Msed Msed-419 TrabajofinalDocumento3 páginasMsed Msed-419 TrabajofinaldelhuXD xAún no hay calificaciones
- Informe y Fortalezas Obtenidas en SoldaduraDocumento10 páginasInforme y Fortalezas Obtenidas en SoldaduraRonal Calsina AlvarezAún no hay calificaciones
- Tr2 Soldadura para MantenimientoDocumento9 páginasTr2 Soldadura para Mantenimientoneymar marin medinaAún no hay calificaciones
- Reporte de Doblez INF - Wip-030-18Documento1 páginaReporte de Doblez INF - Wip-030-18Danfer De la CruzAún no hay calificaciones
- Ejemplo Metodo de ProyectosDocumento39 páginasEjemplo Metodo de Proyectosjairo ferrer valerioAún no hay calificaciones
- Informe de Inspeccion de Juntas SoldadaDocumento2 páginasInforme de Inspeccion de Juntas SoldadaRicardo Huanca TrejoAún no hay calificaciones
- Cuestionario de CaldereriaDocumento43 páginasCuestionario de Caldereriaanabelguadalupe50% (2)
- Practica 2 Soldadura de FileteDocumento4 páginasPractica 2 Soldadura de FileteDlanorAún no hay calificaciones
- Cuaderno de Informes Semana 2 TerminadoDocumento11 páginasCuaderno de Informes Semana 2 TerminadodelhuXD xAún no hay calificaciones
- Mccu Mccu-220 TrabajofinalDocumento3 páginasMccu Mccu-220 TrabajofinalCesar PerezAún no hay calificaciones
- GlosarioDocumento6 páginasGlosarioAlex RevillaAún no hay calificaciones
- Manual de Mantenimiento INDURADocumento60 páginasManual de Mantenimiento INDURAPablo J. Santis100% (1)
- QC-M-013 Inspeccion Visual de Soldadura 008Documento1 páginaQC-M-013 Inspeccion Visual de Soldadura 008jorge villaAún no hay calificaciones
- Cuidado Del Medio AmbienteDocumento6 páginasCuidado Del Medio AmbienteJuan CardonaAún no hay calificaciones
- Preguntas Soldadura de Electrodo RevestidoDocumento6 páginasPreguntas Soldadura de Electrodo RevestidoJessyOrtizAún no hay calificaciones
- Mc214d - Inf. n7 SoldaduraDocumento17 páginasMc214d - Inf. n7 SoldaduraKevin MirandaAún no hay calificaciones
- Tecnologia de La Soldadura - Tr01Documento5 páginasTecnologia de La Soldadura - Tr01Eddie Azurza BarrientosAún no hay calificaciones
- Formato Inspeccion VisualDocumento9 páginasFormato Inspeccion Visualreynaldo1976Aún no hay calificaciones
- EC0525Documento13 páginasEC0525Nestor De Jesus Pico TorresAún no hay calificaciones
- EC0524Documento12 páginasEC0524eberf1034Aún no hay calificaciones
- ECO 576 Soldadura Con FCAWDocumento7 páginasECO 576 Soldadura Con FCAWJesus LorenzAún no hay calificaciones
- EC1390Documento17 páginasEC1390ERIKA LIZBETH ADAME GARZAAún no hay calificaciones
- Código, Norma y Especificación en SoldaduraDocumento3 páginasCódigo, Norma y Especificación en SoldaduraMaria Camila Benítez Álvarez100% (1)
- Evidencia3 Tabla Comparativa Entre Codigo Norma y Especificacion en SoldaduraDocumento3 páginasEvidencia3 Tabla Comparativa Entre Codigo Norma y Especificacion en SoldaduraJSebastianVRAún no hay calificaciones
- Fichaestandar 732Documento9 páginasFichaestandar 732BRIAM GUADALUPE REYNAGA LOPEZAún no hay calificaciones
- Ficha EstandarDocumento9 páginasFicha EstandarAndres CanoAún no hay calificaciones
- EC1011 Manejo de Instalaciones Eléctricas AvanzadasDocumento7 páginasEC1011 Manejo de Instalaciones Eléctricas AvanzadasJosé Luis Salazar HernándezAún no hay calificaciones
- Manual Bloque 2Documento23 páginasManual Bloque 2Jesus LorenzAún no hay calificaciones
- ECO 576 Soldadura Con FCAWDocumento7 páginasECO 576 Soldadura Con FCAWJesus LorenzAún no hay calificaciones
- ECO 320 Soldadura Con SMAWDocumento11 páginasECO 320 Soldadura Con SMAWJesus LorenzAún no hay calificaciones
- EC0674 Manejo de Residuos PeligrososDocumento9 páginasEC0674 Manejo de Residuos PeligrososJesus LorenzAún no hay calificaciones
- La Temperatura Corporal y Su Importancia Como Constante VitalDocumento20 páginasLa Temperatura Corporal y Su Importancia Como Constante VitalLuzbeth Jennifer Revelo CarranzaAún no hay calificaciones
- Área Guatemala Central 2011Documento20 páginasÁrea Guatemala Central 2011practicaintegradasalon108_2011100% (1)
- M02032 Coordinador de Enseñanza de EnfermeriaDocumento4 páginasM02032 Coordinador de Enseñanza de Enfermeriaenfermeria js1Aún no hay calificaciones
- Ficha de Diagnostico AmbientalDocumento6 páginasFicha de Diagnostico AmbientalRoger Revilla100% (1)
- Negociación de RehenesDocumento46 páginasNegociación de RehenesWilliam I.A. Llanos Torrico, MSc.100% (3)
- Coloca Un Sinónimo: Etimología LatinaDocumento4 páginasColoca Un Sinónimo: Etimología LatinaAngelo VillaltaAún no hay calificaciones
- Meteorología 1Documento16 páginasMeteorología 1MarialeBarretoAún no hay calificaciones
- Fichas A Aeropuerto de Madrid-Cuatro VientosDocumento5 páginasFichas A Aeropuerto de Madrid-Cuatro VientosLidia EAAún no hay calificaciones
- Contaminacion Ambiental TripticoDocumento2 páginasContaminacion Ambiental TripticoMariano MaccerhuaAún no hay calificaciones
- 2.3. Liderazgo en Equipo - Teorias de La Relación DiádicaDocumento33 páginas2.3. Liderazgo en Equipo - Teorias de La Relación Diádicaluis estrellaAún no hay calificaciones
- Ett Postes Metalicos de ChapasDocumento33 páginasEtt Postes Metalicos de ChapasJorge Amparo GilAún no hay calificaciones
- PRUEBA DE NIVEL DE LOGRO Nivel 4 (IX CICLO)Documento5 páginasPRUEBA DE NIVEL DE LOGRO Nivel 4 (IX CICLO)MARCO ANTONIO ROJAS CCOLQQUEHUANCA50% (4)
- Cultivos Tropicales - Principales PlagasDocumento15 páginasCultivos Tropicales - Principales PlagasJota LeonAún no hay calificaciones
- Procesos de Terminacion de Metales Aller Atucha MendezDocumento9 páginasProcesos de Terminacion de Metales Aller Atucha MendezFranciscoPoloAún no hay calificaciones
- Cuestionario # 1 Biología Molecular y CelularDocumento1 páginaCuestionario # 1 Biología Molecular y CelularFranklin Saavedra100% (1)
- Asepsia y LavadoDocumento15 páginasAsepsia y LavadoSteffany AlmeidaAún no hay calificaciones
- La Estructura Física Del Agua HibridaciónDocumento25 páginasLa Estructura Física Del Agua HibridaciónOrianny GraterolAún no hay calificaciones
- Orden de ServicioDocumento2 páginasOrden de Servicioyeferson garay100% (1)
- Embriologia PDFDocumento21 páginasEmbriologia PDFKevin Valdivia CarreraAún no hay calificaciones
- Ensayo de Tema 6 Etnicidad y RazaDocumento9 páginasEnsayo de Tema 6 Etnicidad y RazaveronicaAún no hay calificaciones
- Aprendo en Casa 26-10-21Documento3 páginasAprendo en Casa 26-10-21Monica Whitaker0% (1)
- El Sol Entre Los DedosDocumento6 páginasEl Sol Entre Los DedosAndres Felipe Mendoza Bonfante75% (4)
- Foro Carga Postural y Sus ConsecuenciasDocumento3 páginasForo Carga Postural y Sus ConsecuenciasSoluciones TrabajoAún no hay calificaciones
- Revista 38 Medicos Del MundoDocumento24 páginasRevista 38 Medicos Del MundoPedro PorrinoAún no hay calificaciones
- HERMES Carta #11 Informe Ptar LlocheguaDocumento4 páginasHERMES Carta #11 Informe Ptar LlocheguaarturoAún no hay calificaciones
- Cosmèticos NaturalesDocumento6 páginasCosmèticos NaturalesSergio GonzalezAún no hay calificaciones
- Practica 12Documento6 páginasPractica 12Laura RamirezAún no hay calificaciones
- Desarrollo Embrionario en ReptilesDocumento2 páginasDesarrollo Embrionario en ReptilesFreddy Subero63% (19)
- Derecho Humano Al Medio AmbienteDocumento27 páginasDerecho Humano Al Medio AmbienteANGIE TORRES ROSALESAún no hay calificaciones
- Escuela de Padres Prevencion Del Embarazo AdolescenteDocumento3 páginasEscuela de Padres Prevencion Del Embarazo Adolescenteestudiante san pioAún no hay calificaciones