Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Algoritmos de Control Cinematico
Algoritmos de Control Cinematico
Cargado por
Fidel San Román AstudilloDerechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Algoritmos de Control Cinematico
Algoritmos de Control Cinematico
Cargado por
Fidel San Román AstudilloCopyright:
Formatos disponibles
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih.
México
27, 28 y 29 de Septiembre de 2011
ÁREA 3: ELÉCTRICA, ELECTRÓNICA, ELECTROMECÁNICA, MECÁNICA
Y MECATRÓNICA
ALGORITMOS DE CONTROL CINEMÁTICO Y SU APLICACIÓN EN CONTROL DE GRUPOS DE ROBOTS................... 329
ALTERNATIVE TEMPLATE FOR CNN’S SYNAPSES TO GENERATE VARIED PATTERNS FOR THE LOCOMOTION OF A
HEXAPOD ROBOT............................................................................................................................................... 340
ANÁLISIS DE FATIGA DEL ESTABILIZADOR VERTICAL DE UNA AERONAVE NO TRIPULADA .................................. 350
ARQUITECTURAS EN HARDWARE RECONFIGURABLE PARA DECODIFICADORES DE HUFFMAN Y SU
IMPLEMENTACIÓN EN CPLDS ............................................................................................................................. 359
AUTOMATIZACIÓN DE UNA MÁQUINA EXPENDEDORA DE CAFÉ ....................................................................... 366
DESARROLLO DE UN GO-KART ELÉCTRICO ......................................................................................................... 372
DISEÑO DE MOLDE PARA INYECCIÓN DE UN ATOMIZADOR USANDO MOLDFLOW ............................................ 381
DISEÑO DE UNA CASA BIOCLIMÁTICA CON ORIENTACIÓN SOLAR PASIVA ......................................................... 390
EFECTO DE LA APLICACIÓN DE UNA RESINA BASE SILICÓN SOBRE CAPACITORES DE TANTALIO DE MONTAJE
SOBRE SUPERFICIE ............................................................................................................................................. 399
EVALUATE THE CATHODE SURFACE TEMPERATURE IN HID LAMPS USING GENETIC ALGORITHMS. ................... 408
GENERADOR EÓLICO PARA EL ABASTECIMIENTO DE ENERGÍA PARA UNA CASA HABITACIÓN DE BAJO CONSUMO
.......................................................................................................................................................................... 412
HOMOGENIZACIÓN DE MATERIALES COMPUESTOS ELÁSTICOS REFORZADOS POR FIBRAS UNIDIRECCIONALES –
S-GLASS/EPOXY ................................................................................................................................................. 418
IMPLEMENTACIÓN DE UN CONTROL NEURONAL Y SU CONTRASTACIÓN CONTRA TÉCNICAS DE CONTROL
CLÁSICO UTILIZANDO LABVIEW ......................................................................................................................... 427
IMPLEMENTACIÓN DE UNA RUTINA EN EL CENTRO INTEGRADO DE MANUFACTURA DEL INSTITUTO
TECNOLÓGICO DE PARRAL ................................................................................................................................. 436
INGENIERÍA INVERSA EN EL CENTRO INTEGRADO DE MANUFACTURA DEL INSTITUTO TECNOLÓGICO DE PARRAL
.......................................................................................................................................................................... 445
NEURAL-FUZZY APPROACH TO OPTIMIZE PROCESS PARAMETERS FOR INJECTION MOLDING MACHINE ........... 454
NEURAL-FUZZY APPROACH TO TRIM RESISTOR VALUE IN ORDER TO CONTROL ANALOG OUTPUT VOLTAGE ON 8-
PIN HALL EFFECT SENSOR FOR POSITION OF AUTOMATIC CAR TRANSMISSION (P-R-N-D) ................................. 460
PELÍCULAS DELGADAS SEMICONDUCTORAS BIS3 APLICADAS EN CELDAS SOLARES ............................................ 466
SENSORES ÓPTICOS DISTRIBUIDOS PARA LA DETECCIÓN Y LOCALIZACIÓN DE FUGAS DE HIDROCARBUROS ..... 473
SIMULACIÓN DE CONTROLADORES PID CLÁSICO Y DIFUSO PARA CONTROLAR LA POSICIÓN DE UN
SERVOMOTOR ................................................................................................................................................... 481
PRESENTACIÓN EN CD ROM A3 -327 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
SIMULACIÓN DE UN BRAZO ROBOT DE 2 GRADOS DE LIBERTAD ENTRENADO CON REDES NEURONALES PARA LA
RECREACIÓN DE IMÁGENES TOMADAS POR UNA CÁMARA ............................................................................... 490
SISTEMA DE COMUNICACIÓN PARA DISCAPACITADOS (CUADRIPLÉJICOS) ........................................................ 497
SISTEMA DE SENSORES ULTRASÓNICOS PARA LA DETECCIÓN DE OBJETOS EN LA NAVEGACIÓN AUTÓNOMA .. 505
SISTEMA GENERADOR DE MAPAS PARA NAVEGACIÓN DE ROBOTS................................................................... 514
PRESENTACIÓN EN CD ROM A3 -328 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
ALGORITMOS DE CONTROL CINEMÁTICO Y SU APLICACIÓN EN
CONTROL DE GRUPOS DE ROBOTS
Gustavo Quintana Carapia, Jorge Samuel Benítez Read y José Armando Segovia De Los Ríos
División de Estudios de Posgrado e Investigación
Instituto Tecnológico de Toluca
Av. Tecnológico s/n. Ex-Rancho La Virgen
Metepec, Edo. De México. Cp. 52140
Departamento de Automatización e Instrumentación
Instituto Nacional de Investigaciones Nucleares
Carretera México-Toluca s/n, La Marquesa
Ocoyoacac, México C.P. 52750
gquintana296300@becariosmexico.org.mx, jorge.benitez@inin.gob.mx, armando.segovia@inin.gob.mx
Abstracto: En este artículo, se evalúa una técnica de control cinemático de las posiciones de robots móviles
enfocada al control de formación del grupo. Dicha técnica ha sido utilizada en el ámbito de los manipuladores
redundantes para obtener una solución que origine un espacio conveniente de articulaciones para cumplir con un
espacio de tareas requerido. La técnica es aplicable en el control de grupos de robots debido a que en este caso el
problema de la cinemática inversa admite soluciones infinitas. De esta forma, la redundancia es aprovechada para
optimizar de acuerdo a algún criterio deseable. La evaluación de la técnica se realiza utilizando las librerías ARNL y
ArNetworking en un simulador propio de los robots Pioneer. Este trabajo es un estudio preliminar encaminado a la
implantación de algoritmos de control que permitan realizar misiones más avanzadas sobre la base del control por
comportamientos en espacio de estados.
1. INTRODUCCIÓN
En la actualidad, el campo de estudio de la robótica móvil autónoma y cooperativa es muy fértil. Con una gran
cantidad y variedad de líneas de investigación en desarrollo, se busca demostrar que un equipo de robots puede
efectuar trabajos en forma más rápida y con mayor exactitud que con robots individuales (Arai, 2002). El paradigma
del control basado en comportamientos (Arkin, 1998) es una influencia predominante para los proyectos
contemporáneos de robótica móvil. El control basado en comportamientos está inspirado en las interacciones
biológicas, naturales y sociales, que tienen lugar en las diferentes especies animales.
El control basado en comportamientos descompone el problema principal en sub-problemas que se resuelven
en paralelo. Posteriormente, con los resultados combinados de la ejecución en paralelo, se origina la siguiente orden
para el robot. El control basado en comportamientos mejora la eficiencia lograda con algoritmos de tipo secuencial.
Otras maneras de llamar a los sub-problemas incluyen: comportamientos, módulos funcionales, esquemas de
movimiento y tareas. La dificultad principal del control basado en comportamientos radica en la terminación
aleatoria del procesamiento de las tareas individuales. Esta condición existe incluso cuando todas las tareas reportan
resultados adecuados. La consecuencia directa de este hecho son los conflictos de incertidumbre entre trabajo
terminado o en ejecución. Los conflictos, a su vez, causan órdenes de control equivocadas.
Para limitar los efectos negativos de la falta de sincronía y para mejorar la exactitud del controlador, se
proponen diferentes alternativas para la composición de resultados del procesamiento paralelo. Entre ellas están la
asignación de prioridades a las tareas y la programación de algoritmos robustos adecuados para las singularidades
que aseguren un buen mapeo inverso de la velocidad. Las soluciones al problema de coordinación de
comportamientos se clasifican en tres grupos: métodos competitivos, métodos cooperativos y los métodos de espacio
nulo.
PRESENTACIÓN EN CD ROM A3 -329 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Los métodos competitivos se caracterizan por considerar un solo comportamiento para crear la orden de
control. Los diferentes comportamientos compiten por ser el único elegido, el de mayor valor. Un ejemplo del
método competitivo es el control distribuido por capas propuesto por (Brooks, 1986) en el que existen módulos
asíncronos jerarquizados que se comunican a través de canales de bajo ancho de banda. Por otra parte, los métodos
cooperativos consideran la aportación de todos los comportamientos pero se suman mediante pesos ponderados. De
esta manera todos participan en la creación de la orden de control. En el esquema de control de movimientos
propuesto por (Arkin, 1989) las salidas de los comportamientos son llevadas a un supervisor de alto nivel que
selecciona los comportamientos activos y la orden de control.
Los métodos de espacio nulo incorporan técnicas de control de manipuladores redundantes para el manejo de la
composición de comportamientos. En (Bishop, 2003) se asigna una prioridad relativa a cada comportamiento por
medio de la cinética inversa de cada comportamiento. En otras palabras, se evitan los conflictos mediante la
expresión de los comportamientos como funciones de la configuración actual de cada robot. Los parámetros de la
configuración de los robots son sus posiciones, orientaciones y velocidades. Dichas funciones también sirven para
medir el grado de terminación y cumplimiento de las tareas. Ante la necesidad de contar con algoritmos que sean
robustos a singularidades, en (Antonelli, 2003) se desarrolla una técnica que asegura el funcionamiento correcto del
mapeo inverso de velocidades. En el presente trabajo se comprueba la funcionalidad de una técnica heredada del
control de manipuladores redundantes que consiste en el empleo de matrices Jacobianas para controlar la posición
de un grupo de robots Pioneer mediante dos funciones diferentes de comportamientos. En la sección 2 se presenta el
modelo matemático del control cinemático utilizado y en la sección 3 se describen las funciones de
comportamientos elegidas. La sección 4 explica cómo se realiza la experimentación y comenta los resultados
observados. La sección 5 concluye el artículo y expone las perspectivas del trabajo futuro.
2. MODELO MATEMÁTICO
Considerando un sistema de robots, el objetivo del método es controlar el valor extraído de la función de
comportamientos. Esta función es la que se compone de los resultados del procesamiento de cada comportamiento
individual y construye una señal a partir del estado actual de todos los robots.
Para establecer el modelo matemático que propone el método de espacio nulo, se define la posición y la
velocidad del i-ésimo robot con los vectores y que contienen las posiciones y las velocidades instantáneas en
las tres dimensiones :
[ ] (1)
[ ̇ ̇ ̇] (2)
Se agrupa la información de la configuración de los robots en los vectores . Contienen veces el
número de elementos debido a que incluyen en un único arreglo la totalidad de coordenadas y velocidades. Esta
forma de acomodar la información facilita una operación posterior en el cálculo de la señal de control.
[ ]
(3)
[ ]
Se determina la función de comportamientos , ecuación 4, que describe matemáticamente la tarea a controlar.
La función se expresa en términos de las posiciones actuales de los robots. Es también un vector cuyo
número de elementos depende de la tarea en particular. El número de elementos puede ser en ocasiones igual al
número de robots en tareas que por ejemplo, incluyan una relación lineal con sus posiciones, como puede ser el
PRESENTACIÓN EN CD ROM A3 -330 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
caso de una tarea que busque hallar el centroide del grupo. El valor de incluso puede llegar a ser de uno para
funciones de comportamientos escalares, como por ejemplo, al hallar el perímetro de un polígono formado por los
robots, cuando éstos actúan como los vértices.
( ) ( ) (4)
La primera derivada de la función de comportamientos es proporcional a las velocidades de los robots. Esta
relación es muy importante porque la matriz que se forma al derivar vectorialmente a la función de
comportamientos relaciona directamente a la variación de la tarea en función de las velocidades adoptadas por los
robots. La matriz J es una matriz Jacobiana de dimensiones
( )
̇ ∑ ( ) (5)
La importancia de la matriz Jacobiana radica en que a través de ella se pueden generar referencias de
movimiento ( ). Las referencias de movimiento se logran al integrar las velocidades del vector . Esta operación
es posible de efectuar después de invertir la relación presentada en la ecuación 5 (Siciliano, 1988). Esto implica
calcular la matriz inversa, o la matriz seudo-inversa, de la matriz Jacobiana. La matriz seudo-inversa se calcula
mediante el método Moore–Penrose. Para matrices con más columnas que renglones ( ) el problema admite
soluciones infinitas. Esta redundancia se puede aprovechar para optimizar, de acuerdo a algún criterio. Un
requerimiento típico es buscar una velocidad de norma mínima, lo que lleva a la solución de mínimos cuadrados que
se encuentra en la ecuación siguiente.
( ) ̇ ̇ (6)
El controlador obtiene entonces las posiciones deseadas a partir de las velocidades conocidas. Durante la
integración en tiempo discreto de las velocidades aparece un error inevitable. La ecuación 7 muestra una alternativa
para minimizar el error. De esta manera se puede conseguir que la función deseada sea conseguida a partir de la
función actual. La modificación que ha sufrido la ecuación 6 para convertirse en la ecuación 7 es la incorporación de
una medida del error por medio de la expresión ̃ . La matriz es una matriz diagonal constante positiva
de ganancias.
( ) ( ̇ ̃)| (7)
( ) ( ) ( ) (8)
Donde es el -ésimo instante de muestreo y es el período de muestreo.
El vector contiene las posiciones deseadas de los robots para cumplir con la función de comportamientos.
Es este vector el que se envía con una orden de movimiento al grupo de robots para reducir el error y adoptar la
posición que hará que se cumpla la función de comportamientos deseada.
3. FUNCIONES DE COMPORTAMIENTOS EMPLEADAS
En el presente trabajo se desea controlar las posiciones de los robots de tal manera que cumplan con dos misiones
específicas. En primera instancia se utiliza una función de comportamientos que permite llevar a los robots hasta los
PRESENTACIÓN EN CD ROM A3 -331 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
vértices de una figura geométrica. En segundo lugar se busca que un grupo de robots se coloque alrededor de un
objeto u otro robot para atraparlo dejándolo dentro.
3.1 Función de comportamientos para formar un polígono
Si se tienen robots para la misión de adoptar la forma de un polígono, podemos hacer que se coloquen en los
vértices del mismo. Una posible función de comportamientos para esta misión puede expresarse por medio de la
suma de los cuadrados de los lados del polígono logrado. Se observa que esta función de comportamientos es
escalar.
( ) ( ) ∑( ) ( ) ( ) ( ) ( )
(9)
( ) ( ) ( ) ( ) ( )
( )
La matriz Jacobiana de esta función de comportamientos, en este caso, es un vector, es decir, .
(( ) ( ) ( ) ( ) ( ) ( ) ) (10)
La matriz seudo-inversa, que se obtiene a partir de la matriz Jacobiana por el método Moore–Penrose, es la
siguiente:
( ) (11)
(( ) ( ) ∑ ( ) ( ))
Si deseamos que el polígono logrado tenga una forma regular, cuyos lados midan la misma longitud , la
función deseada sencillamente es expresada por:
(12)
En ese primer caso, la función de error a ser minimizada queda expresada como:
̃ *( ) ( ) ( ) ( ) ( ) ( )
(13)
( ) ( ) ( ) +
Sustituyendo los últimos resultados alcanzados en las ecuaciones 7 y 8 estamos en posibilidad de conocer las
referencias de movimiento.
PRESENTACIÓN EN CD ROM A3 -332 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
3.2 Función de comportamientos para rodear a un robot
Si se tienen robots cazadores para la misión de rodear a otro robot presa , podemos elegir que cada robot del
grupo de cazadores se coloque a la misma distancia del robot presa como si cerraran un círculo alrededor. Una
posible función de comportamientos para esta misión puede expresarse por medio del cuadrado de la distancia que
guarda cada robot cazador respecto a la presa:
( ) ( ) ( ) ( ) ( )
( ) ( ) ( ) ( ) ( )
( ) ( ) (14)
( ) ( ) ( ) ( ) ( )
La matriz Jacobiana para esta función de comportamientos queda expresada por medio de una matriz en cuya
diagonal están presentes las diferencias de posición de los robots:
( )
( )
( ) (15)
( )
Se aplica nuevamente el método Moore–Penrose para el cálculo de la matriz seudo-inversa para obtener la
siguiente expresión:
( )
( ) ( )
( )
( ) ( ) (16)
( )
( ( ) ( ))
Los robots cazadores al rodear al robot presa se deben colocar a la misma distancia del robot presa como si
cerraran una circunferencia alrededor. Sea el radio que tiene esa circunferencia. La función deseada de
comportamientos expresa entonces que todas y cada una de las distancias existentes entre los robots cazadores y la
presa son iguales al cuadrado del radio :
( ) (17)
Los vectores y contienen ambos un número de elementos igual a . La función de error a ser minimizada
es la diferencia entre la función deseada y la función actual de comportamientos:
PRESENTACIÓN EN CD ROM A3 -333 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
( ) ( ) ( )
̃ ( ) ( ) ( ) (18)
( )
(( ) ( ) ( ) )
De manera idéntica al primer caso, estas últimas expresiones pueden servir para lograr la integración que nos
permite conocer las referencias de movimiento y modificar las posiciones de los robots para cumplir la misión.
4. SIMULACIÓN Y RESULTADOS
4.1. El kit de desarrollo de software de Adept Mobile Robots
La implementación de los algoritmos de control de formación se realiza utilizando el kit de desarrollo de software
que el fabricante de los robots Pioneer, Adept Mobile Robots, pone a disposición de los usuarios sin costo alguno a
través de su sitio en internet. El kit de desarrollo contiene diferentes interfaces de programación de aplicaciones y
diferentes simuladores. A continuación se describen a grandes rasgos sus características.
4.1.1.- ARIA
La interfaz avanzada para aplicaciones robóticas (ARIA) es un conjunto de librerías escritas en el lenguaje C++. Las
librerías son capaces de controlar la velocidad y orientación de los robots ya sea mediante comandos simples o
mediante comandos de alto nivel. Es capaz también de leer los sensores de odometría y de ultrasonidos que los
robots Pioneer contienen en su infraestructura. Otros accesorios adicionales como telémetros láser, cámaras PTZ,
manipuladores e inclusive hardware ajeno a la marca puede ser acondicionado para su uso con ARIA.
4.1.2.- ArNetworking
ArNetworking es una librería de ARIA dedicada exclusivamente a la extensión de los programas de control para
realizar operaciones en red con los robots e interfaces de usuario. ArNetworking emplea la filosofía servidor-cliente
para enviar y recibir comandos e información. El servidor es, en todos los casos, el robot y el cliente es una
computadora conectada en red.
4.1.3.- ARNL
El conjunto de paquetes ARNL se construye sobre las librerías de ARIA para permitir que los robots realicen tareas
inteligentes de navegación y localización. La navegación se asegura de que el robot llegue a cada destino deseado
mientras que la localización permite que el programa de control sepa en todo momento en donde se encuentra el
robot. Estas librerías permiten al programador enfocarse en la implantación de la ley de control debido a que la tarea
de localización automáticamente corrige la postura (posición y orientación) del robot y la navegación esquiva los
obstáculos que se presenten en el camino. Las tareas de localización y navegación son realizadas con el apoyo de los
sensores de ultrasonido y laser cuando está disponible.
PRESENTACIÓN EN CD ROM A3 -334 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
4.1.4.- MobileSim
La simulación se realiza con apoyo de otra herramienta de software que forma parte del kit de desarrollo de
software. MobileSim es adecuado para la experimentación y la depuración de programas de control. MobileSim
proporciona un ambiente virtual para el movimiento de los robots en donde se tienen obstáculos y fronteras de la
misma manera en como los tendrían en un espacio interior. Los mapas con que se alimenta pueden ser construidos a
partir de una zona de la realidad y convertirse en el formato con apoyo del programa Mapper3.
4.1.5.- MobileEyes
Este programa es ideado para aplicaciones de monitoreo y control remotos. Se conecta como un cliente adicional al
servidor y dibuja el entorno de acuerdo a la representación interna del robot. Puede mostrar la posición del robot en
el mapa, las impresiones de los sensores láser y de ultrasonido, la imagen de la cámara y las trayectorias planeadas
por el control de navegación.
4.2. El algoritmo de control
Para la implantación de la ley de control descrita en el presente trabajo de investigación, se configura un algoritmo
que al ejecutarse en el robot (servidor) permite la conexión de los clientes y el intercambio de información con ellos.
Al mismo tiempo, el algoritmo prepara al robot para recibir las órdenes de la computadora remota (cliente) para
cambiar su posición o para dirigirse a un determinado punto de acuerdo a las instrucciones del controlador. Las
clases indicadas en la tabla 1 constituyen bloques de código importante en el programa del servidor.
Tabla 1. Clases importantes en el código del servidor
Clase Descripción
ArServerBase() Establece el protocolo de comunicación en espera
de un cliente.
ArPathPlanningTask(&robot, &sonar, &map) Proporciona un hilo asíncrono para planear y seguir
trayectorias.
ArSonarLocalizationTask(&robot, &sonar, &map) Proporciona un hilo asíncrono para localizar al
robot utilizando los sensores de ultrasonido.
ArServerModeGoto(&server, &robot, &pathTask, Maneja las peticiones del cliente para realizar tareas
&map, &pose) de movimientos mediante comandos de alto nivel.
En lo que corresponde al programa que se corre en el cliente, éste se configura de tal manera que sea capaz de
extraer datos importantes del robot, como lo son su posición y su velocidad, el estado del planificador de
trayectorias y del controlador de navegación. El protocolo de comunicación establecido entre ambos, servidor y
cliente, supervisa que el intercambio de comunicación se mantenga vigente por medio del envío continuo de
paquetes. La tabla 2 enlista las clases más relevantes empleadas en el programa del cliente.
Tabla 2. Clases importantes en el código del cliente
Clase Descripción
ArNetPacket() Proporciona un mecanismo eficiente para la
transmisión de información en ambos sentidos por
medio de paquetes.
ArClientBase() Establece el protocolo de comunicación y se
conecta al servidor.
PRESENTACIÓN EN CD ROM A3 -335 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Con el conocimiento de sus características actuales, el programa del cliente ejecuta el algoritmo de control
cinemático que se muestra a continuación:
Procedimiento algoritmo control cinemático
Mientras(no se cumpla la condición de terminación)
Lee posiciones y velocidades de los robots
Evalúa las funciones de comportamientos actual y deseada
Calcula las matrices Jacobiana y su seudo-inversa
Construye la solución
Actualiza posiciones
Fin
Fin
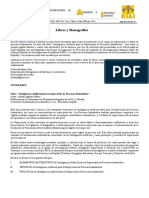
En la figura 1 se muestra la simulación del algoritmo de control con una captura del programa MobileSim en el
momento en que cuatro robots están llegando a los vértices de un cuadrilátero durante la simulación de la primera
tarea de comportamientos propuesta. Las líneas representan las zonas cubiertas por los sensores de ultrasonido.
Figura 1. Vista del simulador MobileSim para la primera función de comportamientos
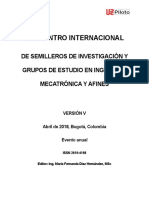
En la figura 2 se observa la manera en que el programa MobileEyes muestra el desarrollo de la segunda
función de comportamientos, en la cual se busca para rodear a un robot con seis robots cazadores. La línea azul es
un indicador de la trayectoria planeada por el control de navegación para la consecución de la tarea. Los triángulos
representan las zonas detectadas por el sensor de ultrasonidos. El cuadro marcado como su es una marca de meta
propia del mapa, que puede ser útil si en lugar de mover el robot de acuerdo a coordenadas se quisiera mover de
acuerdo a metas.
PRESENTACIÓN EN CD ROM A3 -336 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Figura 2. Imagen en MobileEyes para la segunda función de comportamientos
5. CONCLUSIONES Y TRABAJO FUTURO
El kit de desarrollo de software que proporciona Adept Mobile Robots para el control de sus robots proporciona
herramientas de alto nivel para la investigación de algoritmos de control de un agente y de múltiples agentes. La
experimentación con el simulador es un excelente punto de partida para conocer las librerías de programación y con
ese antecedente se pueden aplicar en robots reales con la idea clara sobre los resultados que se obtendrán.
El algoritmo de control cinemático basado en matrices Jacobianas que ha sido empleado para controlar las
posiciones de los robots y adoptar formas geométricas arroja resultados positivos. Tales resultados permiten prever
los alcances y las fortalezas que tiene el método de espacio nulo al combinar diferentes tareas de comportamientos.
En trabajos futuros se busca implantar este algoritmo de control cinemático de espacio nulo con robots y ambientes
reales para desarrollar tareas más complejas y utilizando técnicas novedosas de cómputo flexible. El trabajo de
investigación continúa entonces hacia la consecución de diferentes tareas de comportamientos que tengan utilidad
para resolver problemas en los que participan los robots móviles y que conviertan a éstos en vehículos terrestres
autónomos.
Las debilidades observadas durante la realización de este trabajo recaen sobre dos principales aspectos: la
elección apropiada de los valores de la matriz de ganancias y el tiempo que tardan en llegar los robots a las
posiciones deseadas. La matriz de ganancias es predefinida y se mantiene constante durante la ejecución del
programa. Por lo anterior es deseable trabajar sobre la elección automática de los mejores elementos de la matriz que
permitan optimizar el desempeño del sistema de acuerdo a algún criterio. En segundo lugar, la optimización de los
tiempos de muestreo y de desplazamiento de los robots desde sus posiciones actuales a las posiciones indicadas por
el controlador es crucial para la misión. Se ha observado que una restricción en los cambios de velocidad de los
robots surge como resultado de un conflicto de intereses existente entre las clases ArPathPlanningTask y
ArServerModeGoto. Este hecho es otro aspecto a ser investigado más a fondo.
Agradecimientos
Al CONACyT por el apoyo brindado por medio de una beca otorgada para estudios de posgrado. Al Instituto
Nacional de Investigaciones Nucleares por facilitar sus instalaciones para el desarrollo de los estudios.
PRESENTACIÓN EN CD ROM A3 -337 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
5. REFERENCIAS
1. Adept Mobile Robots. Adept Mobile Robots Home Page. http://robots.mobilerobots.com/wiki/Main_Page
2. Antonelli, G., Arrichiello, F., Chiaverini, S. (2007). The entrapment/escorting mission for a multi-robot system:
Theory and experiments. Advanced intelligent mechatronics, 2007 IEEE/ASME international conference on,
pp.1-6, 4-7.
3. Antonelli, G., Arrichiello, F., Chiaverini, S. (2009). Experiments of Formation Control with Multirobot Systems
Using the Null-Space-Based Behavioral Control. Control Systems Technology, IEEE Transactions on, 17:1173-
1182.
4. Antonelli, G., Chiaverini, S. (2006). Kinematic Control of Platoons of Autonomous Vehicles. Robotics, IEEE
Transactions on, 22:1285-1292.
5. Arai, T., Pagello, E., Parker, L.E. (2002). Guest editorial advances in multirobot systems. IEEE Transactions on
Robotics and Automation, 18:655-661.
6. Arkin, R.C. (1989). Motor schema based mobile robot navigation. The International Journal of Robotics
Research, 8: 92–112.
7. Arkin, R.C. (1998). Behavior-Based Robotics. USA. MIT Press.
8. Ballard, L.D, (2008). Experiments in Distributed Multi-Robot Coordination. All Graduate Theses and
Dissertations. Paper 169. http://digitalcommons.usu.edu/etd/169.
9. Bishop B.E. (2003). On the use of redundant manipulator techniques for control of platoons of cooperating
robotic vehicles. Systems, Man and Cybernetics, Part A: Systems and Humans, IEEE Transactions on, 33:608–
615.
10. Brooks, R.A. (1986). A robust layered control system for a mobile robot. IEEE Journal of Robotics and
Automation, 2:14–23.
11. Cañas, J.M., Matellán, V. y Montúfar, R. (2006). Programación de robots móviles. Revista Iberoamericana de
Automática e Informática Industrial. 3: 99-110.
12. Emmanouilidis, C., Spais, V., Hrissagis, K. (2004). A mobile robot for automated non-destructive testing of
steel plates. Proceedings of the IEEE Mechatronics and Robotics 2004, pp. 871-876, Aachen, Germany,
September 13-15, 2004.
13. Erramouspe, J. (2010). Autonomous Security Patrol System. Undergraduate Honors Theses. Paper 46.
http://digitalcommons.usu.edu/honors/46
14. Fredslund, J., Mataric, M.J. (2001). Robot formations using only local sensing and control. Computational
Intelligence in Robotics and Automation, Proceedings 2001 IEEE International Symposium on, pp. 308- 313.
15. Jones, C., Mataric, M.J. (2005). Behavior-Based Coordination in Multi-Robot Systems. In Ge, S.S. & Lewis
F.L. (Eds.). Autonomous Mobile Robots: Sensing, Control, Decision-Making, and Applications. USA. Marcel
Dekker.
16. Mondada, F., Gambardella, L.M., Floreano, D., Dorigo, M. (2005). The cooperation of swarm-bots: physical
interactions in collective robotics. Robotics & Automation Magazine, 12:21-28.
PRESENTACIÓN EN CD ROM A3 -338 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
17. Sciavicco, L., Siciliano, B. (1988). A solution algorithm to the inverse kinematic problem for redundant
manipulators. Robotics and Automation, IEEE Journal of, 4:403-410.
18. Siciliano, B. (1990). Kinematic control of redundant robot manipulators: A tutorial. Journal of Intelligent and
Robotic Systems. 3:201–212.
19. Whitbrook, A. (2009). Programming Mobile Robots with Aria and Player: A Guide to C++ Object-Oriented
Control.
Springer. London. United Kingdom.
PRESENTACIÓN EN CD ROM A3 -339 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
ALTERNATIVE TEMPLATE FOR CNN’S SYNAPSES TO GENERATE
VARIED PATTERNS FOR THE LOCOMOTION OF A HEXAPOD ROBOT
T. Higareda Pliego, L. Santa Olalla Ocampo y A. De la Roca Chiapas
Departamento de Sistemas y Computación
Instituto Tecnológico de Zacatepec
Av. Instituto Tecnológico s/n, Col.Centro. 01(734)3432110
Zacatepec, Morelos, 62780.
thigareda.itz@gmail.com
Abstract: Autonomous cellular neural networks feature the generation of self-sustainable waves propagated by any
of its elements, those waves are suitable for moving robot's legs, however, when it suffers a failure in one leg, it is
needed to change robot's gait (so-called oscillatory pattern) to continue walking, therefore, the main problem is
finding a tolerant fault gait for it. The Chua’s model for the cellular neural network (CNN) needs a "cloning
template" for each neuron in the network which describes the connections between their neighbors and consequently
robot's gait. This paper proposes the implementation of the Chua’s model for a second order CNN to train a neural
network using a single cloning template that describes the connections among neurons, the aim here it's minimize
the number of parameters, so in consequence the number of calculations required by a genetic algorithm whose
purpose is to find suitable fault tolerant gait pattern.
Keywords: pattern generation, cellular neural network, hexapod, fault tolerant gait.
1. INTRODUCTION
The making of locomotion by a legged robot can be achieved through the coordinated operation of each of its legs
by having a rhythm to keep it walking; in nature, a hexapod's configurations for walking can be tripod, tetrapod or
caterpillar, other kinds of locomotion may not have a specific configuration, seeming more like strokes, but no
matter the locomotion’s configuration while the robot keeps walking and stable our goal will be reached. This paper
address a modification over the CNN model for generating regular and rhythmic patterns, however, the CNN model
is not the unique way to generate such patterns, just to mention, Sun (2007) and Ogata (1997) applied a different
model, where it is implemented a continuous time recurrent neural networks, Tenore (2007) implemented a neuronal
model integrate-and-fire, finally, Gallagher (1996) used the continuous neural network Hopfield's model. The
importance of the use of CNN lies on its noise-endure propriety (Arena, 2001) and mainly the production of
sustainable patterns that can be used to generate the locomotion of robots, such as the research done on biped robots
(Shan, 2000) and hexapods (Arena, 2002).
The main advantage with the CNN in the mechanical and electronic design is that when using a two-layer neuron in
a robot with two degrees of freedom (DoF) per leg, every signal of the set is mapped to a servomotor and thus each
neuron controls a leg (fig. 1). A major advantage of the use of CNN is that a small set of cellular neurons throws
millions of configurations of locomotion patterns, this advantage turns into a challenge because the difficulty to find
of the correct pattern among such quantity of suitable patters to realize the task of locomotion.
PRESENTACIÓN EN CD ROM A3 -340 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Figure 1. Movement of a leg with two DoF driven by a cellular neuron
The Chua’s model (1988) used has the characteristic that each state is dephased of previous one by 30°, this means
that each actuator is activated with a delay, in short, the model consists of two variables state and two outputs, which
can be mapped with an anchor leg with two DoF as shown in fig 1, which associates each output of the neuron to an
actuator anchor leg, the gap causes delay and allows the movement of transition (swing). If a robot has twelve DoF
and each leg has two DoF, then six cellular neurons in a CNN are suitable to control its movement. The sliding
motion of the leg or "swing" is done basically in four steps, where each motor moves in a cycle that takes place at
the same starting every time.
Figure 2 shows the behavior of Chua's model, in which two signals, y1 and y2 that oscillate 30 degrees dephased from
one another; the usefulness of this characteristic is that standing up (or down) while the leg moves forward (or
back). Each of the signals is intended to control the movement of an actuator (see fig 1), there are also labels (back,
forward, up, down) to indicate the position of the leg according to the periodic signal; in the beneath the graph
shows a sequence of numbers, they are related to fig 1, the shaded area indicates a cycle and the valleys filled in
solid signal indicate when the foot touches the floor.
Figure 2. Control signal of a neuron cell and description of its dynamics
The investigation of Arena (2001) tested the use of this same set of CNN, which can change the pattern
generation by the perception of the environment and cause a change in direction of hexapod robot, however, there
are scenarios where one of the six legs will fail, which are not included.
PRESENTACIÓN EN CD ROM A3 -341 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
1.1. Cellular neural network
The dynamic behavior of a CNN can be expressed mathematically as a set of ordinary differential equations where
each equation represents the status of an individual processing unit. The behavior of the full CNN is defined by its
initial conditions, inputs, synapses and neurons themselves. The Chua´s (1988) CNN model is defined used for
image processing, based on this theory the work where Frasca (2004) refers to the use of CNN whit the aim to
generate oscillatory patterns used in the locomotion of a hexapod robot. Equations (1) and (2) represent the model
without inputs of the Chua's CNN second order neuron, which generates the so-called autonomous waves or auto
waves used by the Central Pattern Generator (CPG) to activate muscles.
x1 x1 (1 ) y1 sy2 i1
x2 x2 sy1 (1 ) y2 i2
(1)
yj
1
2
x j 1 x j 1
(2)
Table 1 shows an example of values for the constants of the system which keep it in a steady state and generating
auto waves. There are a huge number of parameters to meet the conditions of stability and generation of auto waves;
an example of them is Maneesilp´s (2004) work.
Table 1. Neuron’s Parameters
µ Տ i1 i2
0.5 1 -0.3 0.3
1.2. Ring network
Arena (2002) used a CNN composed by twelve neurons connected in a ring-like form for locomotion of a robot and
compose three types of walking: slow, medium and fast. To switch between types of gaits, the ring is shortened by
one of the two ring paths (showed in fig. 3) and the connections between neurons and actuators are reconnected.
Figure 3. Twelve cellular neurons in a ring-like configuration with three different kinds of gait (Arena, 2002)
PRESENTACIÓN EN CD ROM A3 -342 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
The ring's network functioning is quite simple, each neuron lags in 30o the signal that spreads through synapses
to the next neuron, thus by shortening the ring the gap is different and combined with the change of connections
between actuators neurons and creates a new gait.
1.3. Neuronal network model
A variation of the CNN model is the Reaction-Diffusion CNN model which is characterized for being spatially
invariant and topological invariant. Its name is given for the fact that these parallel processors that are described by
reactions, where two functions can be combined to create a third one; and finally diffusion, because the spread of the
functions.
The model for a RD-CNN is defined by equation (3), it describes an (j x k) array of identical cellular neurons,
where j = 1, 2, ... n; k = 1, 2, ... m and {x, y, u є R2}.
x j ,k x j ,k A * y j ,k B * u j ,k I
(3)
Where xj, k = [x1;j,k x2;j,k]', yj,k = [y1;j,k y2;j,k]' and uj, k = [u1;j,k u2;j,k]' are the state, input and output of the CNN,
respectively, while A, B and I are the feedback, control and current templates.
The connections between neurons or synapses, are defined by the matrix A so-called cloning tempaste, which is
unique for each neuron in the network, it defines the electrical synapse (which is considered faster than its chemical
counterpart) with its neighbors. The convolution operator, which combines two functions to create a third is
represented by "*", which is described below:
T * v j ,k l j r
j r
k r
mk r
T (l , m)v j ,k
(4)
The vicinity of the neuron is indicated by r, by defining r = 1 states that the neurons interact only with the
contiguous neuron in a range of one neuron. The matrices of equation (3) are composed as follows:
A1,1 A1, 2
A B 0
A2,1 A2, 2
i
I 1
i2
(5)
The zero in the matrix B is required to generate Turing patterns or self-sustained waves. The matrix A is
individually defined for each neuron to set synapses with others in its neighborhood, described in equation (6). For
the production of oscillatory patterns where are needed a diversity of control signals, the cloning template can be
configurated for each neuron in a such way that it can produce other forms of network such the ring shown in fig 3.
0 D1 0 0 0 0
A1,1 D1 4 D1 1 D1 A1, 2 0 s1 0
0 0 0 0 0
D1
0 0 0 0 D2 0
A2,1 0 s2 0 A2, 2 D2 4 D2 1 D2
0 0 0 0 0
D2
6)
PRESENTACIÓN EN CD ROM A3 -343 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
To run any kind of locomotion in hexapod robot must be defined synapses between individual neurons in the
CNN. The diagram below illustrates CNN's synapses for a CPG that induces a slow gait; the network contains
several types of synapses as well as their weights and connection strengths, the ovals represent a neuron, the lines
are the synapses: terminating with a circle represents a synapse inhibitory otherwise an excitatory synapse; the solid
lines indicate the synapse trough axon y1 and the dashed lines is a synapse through the axon y2.
Figure 4. Scheme of the CNN based CPG for slow walking (Arena 2004)
The figure 4 shows a CNN composed by six neurons with different synapses to perform a pattern of auto waves
that moves each leg of a hexapod robot, this way of generating patterns is viable if it can generate different patterns
with the same number of neurons by changing only the cloning template. To build a CNN that would generate auto
waves, a whole set of cloning templates is needed to define individual synapses with each neuron, an example,
Arena (2004) has illustrated the slow gait using the cloning templates below in equation (7).
0 0 0 0 0 0 0 0 0 0 0.2 s 0
A L1 sg
1,1 0 1 0 A L1 sg
1, 2 0 s s A R1sg
1,1 0 1 0 A R1sg
1, 2 s s 0
0 0 0 0.2 0 0 0 0 0
0 s 0 0
(7)
0 0 0 0 0.65 s 0 0 0 0 0 0 0
A2L,11sg 0 s 0 A2L,12sg 0 1 0 A2R,11sg 0 s 0 A2R,12sg 0 1 0
0 0 0 0 0 0.65 0
0 0 0
0 0 s
0 0 0 0 0.2 s 0 0 0 0 0 s 0
A L2 sg
1,1 0 1 0 A L2 sg
1, 2 0 s 0 A R2 sg
1,1 0 1 0 A R2 sg
1, 2 0 s 0
0 0 0 0 0.2 0
0 0 0
s 0 0 s
0 0 0 0.65 s 0 0 0 0 0 0 0 0 (7)
A2L,21sg 0 s 0 A2L,22sg 0 1 0 A2R,12 sg 0 s 0 A2R,22sg 0 1 0
0 0 0 0 0 0.65 s
0 0 0
0 0 0
0 0 0 0 s 0 0 0 0 0 0 0
A1L,13 sg 0 1 0 A1L, 2sg 3
0 s 0.2 s A1R,13sg 0 1 0 A1R, 2sg 3
0.2 s s 0
0 0 0 0 0 0 0 0 s 0
0 0
0 0 0 0 0 0.65 s 0 0 0 0 0 0 (7)
A2L,31sg 0 s 0 A2L,32sg 0 1 0 A2R,13sg 0 s 0 A2R,32sg 0 1 0
0 0 0 0 0 0 0 0.65 0
0 0 s 0
The set of templates in equation (7) are unique for each neuron in the CNN and had a large number of
parameters; to embed those in a micro-controlled system of low cost, it’s considered that every element in the matrix
is a real number and there are 9x4x6 = 216 items in total, and each float type occupies 4 bytes, then it takes 864
PRESENTACIÓN EN CD ROM A3 -344 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
bytes for each template, just for only one gait. If it is intend to use an 8 bits microcontroller from Microchip ® to
represent a CNN (they had a range of 25 and 1536 bytes of RAM) it leaves us room for a single template using the
chip with the maximum quantity memory allowed.
1.4. A single fixed gait
In case of using a single gait, at the investigation made by Maneesilp (2004) amending the model described in
equation (1) by adding more state variables to the system of equations and to be as follows:
x1 x1 1 y1 2 y2 i1
x2 x2 2 y2 3 y3 i2
x3 x3 3 y3 4 y4 i3 (8)
x4 x4 4 y4 5 y5 i3
x5 x5 5 y5 6 y6 i3
x6 x6 6 y6 1 y1 i3
Where: 0.4≤µ≤0.7
The system of equations (8) forms a ring network of neurons in a single layer (first order) that provides six
outputs yj dephased in 30 degrees, so it is got a slow gait as the obtained by the cloning template (7) and in the same
way as in fig 3 with the use of twelve neurons.
2. THE SYNAPSE’S MODEL
In the equations system (8) the synapse is the term -μn-1yn-1 of each state variable, which connects the previous
neuron in the neural network ring; for the equations system in (3) the synapse is included in the cloning template A,
where the term A*yj,k is established by interaction with other neurons in addition to their feedback.
If a neuron called a, based on the equation (1) depends on the output of the neuron b, then it must have an
additive linear term εyi,b, which is the representation of the synapse between two neurons and it’s represented by the
following equation.
x1 x1 (1 ) y1 sy2 i1 (yi ,b )
(9)
x2 x2 sy1 (1 ) y2 i2
Equation (9) defines chemical synapses in a CNN (Frasca 2004), for this equation says that there is an excitatory
synapses where ε> 0 and inhibitory when ε <0, otherwise there is no synapse. The equation below shows a version
of the multiple connections of synapses for the equation model in (9), the new interpretation is based on the work of
Frasca (2004) which exhibits the synapses model.
xk ,1 xk ,1 (1 ) yk ,1 syk , 2 ik ,1 (1:m,k )
(10)
xk , 2 xk , 2 syk ,1 (1 ) yk , 2 ik , 2
Where k is the number of neurons in the network, Y is the vector containing the values of the axons of all
neurons. This vector is composed of vectors Ф, which contain all outputs of a neuron, in this case consists of two
elements.
PRESENTACIÓN EN CD ROM A3 -345 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
1 n (11) y1 yi (12)
The matrix E defined in (13) is composed of vectors ζ defined in (14), which contain the connection strength of
synapses for each axon and, in the matrix E, each column and row intersection defined synapses between neurons in
the network, if the value of ε is negative, the synapse is inhibitory, if positive is excitatory and if it is zero then there
is no synapse between these neurons. The values of the columns in E indicate incoming synapses to the neuron
whose index corresponds to the column itself; the rows indicate axons that synapse.
0 1, 2 1,n
1
2,1 0
(14)
m1,n
(13)
0
0 j
m,1 n 1, m
The matrix E which is characterized by a diagonal of zeros, in order not to allow a synapse of a neuron with
itself, which in practice inhibits the oscillation of the entire CNN.
Therefore, the additive linear term E1: m,k Y of equation (10) represents the multiplication of two vectors: Column
E1: m, k and the vector Y, which yields us a scalar which modify the dynamics of a neuron in response with other
synapses among neurons in an undetermined vicinity in a CNN . This operation is very similar to that used by the
convolution operator defined in (4), except that the synapses of the equation (10) are chemical.
Therefore, to define a CNN whit equation (10) is a must store in a single template all the synapse set that defines
the complete CNN. This network has no inputs, for that reason it is said CNN is autonomous. The following table
illustrates a matrix E as a template for CNN.
Table 2. Synapse template's for a CNN with six two-layered neurons
Neurons L3 L2 L1 R1 R2 R3
Axons
L3 y1 0 0 0 0 0 0
y2 0 0 0.2 0 0 0
L2 y1 0.8 0 0 0.2 0 0
y2 0.2 0 0.2 0 0.2 0
L1 y1 0.2 0.2 0 0 0 0
y2 0 0 0 -0.6 0 0.2
R1 y1 0 0.2 0 0 0 0.8
y2 -0.6 -0.6 0 0 0 0
R2 y1 0 0.8 0.8 0 0 0.2
y2 0 0 0 0.2 0 0
R3 y1 0 0 0 0.8 0.2 0
y2 0 0 0.2 0 0 0
The downsizing of cloning has two objectives: the first is to reduce the space to be stored in a microcontroller
with limited resources and the second is to reduce the number of parameters to perform a genetic algorithm to obtain
the optimal parameters to generate oscillatory patterns that allow the robot to walk if there were a fault present. By
reducing the cloning template reduces the amount of mathematical operations to be performed.
To generate a new configuration of oscillatory patterns that provide locomotion to a hexapod robot that could
have one or two faults it is needed to formulate a new set of synapses (Arena, 2004) for the CNN, this action allows
the robot changes its gait. To achieve a consistent gait, a good one that allows locomotion without losing the
physical balance and to move the robot, there are three principal requirements: first, the confirmation of a periodic
pattern because not every synapse configuration yields a periodic pattern so-called auto waves; second, robot's
physical equilibrium determined for every neuron signal in the network, this means that at least three signals must
maintain three legs (perforce one leg belongs to a different sagittal plane) on ground; and finally, individual
frequency per neuron involved in robot's locomotion (neuron mapped into a leg) , mainly because there are cases
PRESENTACIÓN EN CD ROM A3 -346 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
even when a pattern is showed that some neurons oscillate in a different frequency than the others. These challenges
must be confronted by an optimization function or a genetic algorithm.
3. RESULTS
The results were obtained by simulations in Matlab® of equation (10) along with templates similar to that of table 2.
the system was simulated for a total of 110 cycles and only shows the output of the axon y2 (fig 5) of each neuron,
the reason for showing such axon is understood by seeing figures 1 and 2, which shows the connection of the neuron
with leg actuators; the signal y1 corresponds to the proximal (leg) and the signal y2 to the distal (foot) which touches
the floor. All axon values are in range -1 < y2 <1.
Figure 5. Analog signals thrown up by the axon y2 of each neuron
in the CNN
Figure 6. Gait scheme, auto waves transformed into "steps" to
represent all the six footprints of the hexapod robot
Figure 6 shows the signals converted into "steps" by a function whose parameter value is a threshold where the
foot touches the floor, in figure 2 this threshold was indicated with a solid fill in the signal y2. The following figure
shows in black the time period that the foot stays in the air and blank period of time the foot remains on the floor.
It was conducted a change of synapses in order to know what will happen in real time. The following figure
shows a pattern that is changed by using the template described in (13) for equation (10).
Figure 7. Gait scheme: two different patterns and a change of
synapses Figure 8. Gait scheme: three different patterns and two
changes of synapses
An important revelation done on all the graphs of steps is that there is always an initial period where no one
pattern is generated, is the time it takes the CNN to synchronize all auto waves. In the previous figure there is
synchronization period that lasts between 40 and 90 cycles before producing a second pattern, about 50 cycles in
PRESENTACIÓN EN CD ROM A3 -347 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
sync. This phenomenon must be taken into account since such periods of synchronization will destabilize the robot
because it will perform the same steps. One possible solution to this is to inhibit the functioning of the legs while
synchronization occurs, which has a period of approximately 50 cycles. However, the transition from a walk to
another is not smooth, this deficiency is addressed by Arena (2004) which uses a mechanism called Motor Map
Controller (MMC) which smooths the gait change.
The figures 7 and 8 show three different patterns are changed in real time, if pattern changes then locomotion
changes too. Pattern switching is used to change between speed of locomotion of the hexapod robot, so it can
perform walking, running and jogging by means of equation (10). However exemplified patterns are not correct for a
suitable locomotion, but they were exposed to test equation (10), to find the correct standards in future work is to
use an optimization algorithm to find suitable patterns for locomotion.
4. DISCUSSION
The synapse model proposed for a second order CNN produces rhythmic patterns which can be used to generate a
gait for a hexapod robot, which may be verified with further research, using an optimization algorithm to find the
appropriate setting for the hexapod's gait.
The decision to use the model described in (1) is that it takes up less space per template for a new ride, plus
investigations (Frasca, 2004) discussed the potential of the model, as is the increased speed, response to the
environment, the synapse, the emulation of ground contact, forced conduct, each of them is done by adding linear
terms, which gives this model a potential to continue making research.
5. REFERENCES
1. Tenore F., Vogelstein R. J., Etienne-Cummings R. (2007). Sensor-based Dynamic Control of the Central
Pattern Generator for Locomotion. Proc. of IEEE Intl. Symposium on Circuits and Systems. ISCAS 2007. pp.
613-616.
2. Shan J., Cheng J., Chen J. (1988). Design of central pattern generator for humanoid robot walking based
on multi-objective GA. Proc. of the 2000 IEEE/RSJ International Conference on Intelligent Robots and
Systems.
3. Gallagher J. C., Beer R. D., Espenschied K.S., Quinn R. D. (1996). Application of evolved locomotion
controllers to a hexapod robot. Robotics and autonomous Systems 19, pp. 95-103.
4. Maneesilp K., Purahong B., Sooraksa P. (2004). A new analog control circuit design for hexapod using
cellular neural network. The 30th Annual conference of the IEEE industrial electronics society, Volume: 3,
pp. 2506-2510.
5 Sun L., Meng M. Q. H., Chen W., Liang H., Mei T. (2007). Design of quadruped robot based CPG and fuzzy
PRESENTACIÓN EN CD ROM A3 -348 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
neural network. Proc. of the IEEE International conference on automation and logistics. pp. 2403-2408.
6. Chua L. O., Yang L. (1988). Cellular neural networks: theory. IEEE Trans. on Circuits and Systems. Vol
35:10. pp. 1257-1272.
7. Frasca M., Arena P., Fortuna L. (2004). Bio-inspired emergent control of locomotion systems. World
scientific series on nonlinear science, Series A. Vol. 48. 210 pages. World Scientific Pub. Co. ISBN-10:
9812389199, ISBN-13: 978-9812389190.
8. Arena P., Fortuna L., Patané L., Pollino M. (2006). An autonomous mini-hexapod robot controlled through
a CNN-based CPG VLSI chip. 10th international workshop on cellular neural networks and their
applications.
9. Arena P., Fortuna L. (2002). Analog cellular locomotion control of hexapod robots. IEEE Control Systems
Magazine, December. pp. 21-36.
10. Arena P., Fortuna L., Frasca M., Sicurella G. (2004). An adaptative, self-organizing dynamical system for
hierarchical control of bio-inspired locomotion. IEEE transactions on systems, man, and cybernetics part
B: Cybernetics, Vol 34:4. pp. 1823-1836.
11. Arena P., Caponetto R., Fortuna L., Rizzo A. (2001). Noise-supported wavefronts in cellular neural
networks based circuits. IEEE transactions on circuits and systems: fundamental theory and applications.
Vol. 48:3. pp. 360-363.
12. Ogata T., Hayashi K., Kitagishi I., Sugano S. (1997). Generation of the behavior automaton on neural
network. Proc. of the 1997 IEEE/RSJ Intl. Conference on intelligent robots and systems, Vol. 2. pp. 608-
613.
PRESENTACIÓN EN CD ROM A3 -349 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
ANÁLISIS DE FATIGA DEL ESTABILIZADOR VERTICAL DE UNA
AERONAVE NO TRIPULADA
Hernández Majalca B.C.1, Molinar Gutiérrez M.F.1, Ortega Ibáñez R.1 y Alemán Meza D.1, 2
1
Departamento de Ingeniería Aeronáutica
Universidad Politécnica de Chihuahua
Av. Teófilo Borunda No. 13200 Col. Labor de Terrazas,
Chihuahua, Chih. C.P. 31220
Christyavocal@hotmail.com
maymoo@hotmail.com
Roy_reve0@hotmail.com
2
Departamento de Mecánica y Procesos de Control
Universidad Politécnica Estatal de San Petersburgo
Polytekhnichaskaya ul. 29
San Petersburgo, Federación Rusa. C.P. 195251
dania.aleman@gmail.com
Abstracto: Se realiza el análisis de cargas y fatiga para el estabilizador vertical de aeronaves automatizadas en base
a los requerimientos establecidos en el ANEXO 8 de la OACI. Con la información brindada por los planos de
fabricación y el manejo del software CATIA, se crea la geometría estructural del estabilizador vertical del avión
3DP Mini Model. La geometría es analizada por el método de elementos finitos, así mismo se somete a un análisis
de fluidos mediante el software ANSYS. A partir de los resultados obtenidos del análisis aerodinámico del
estabilizador vertical del (UAV), se determinan los espectros de carga a los que está sometida la estructura, dichas
cargas se aplican en un nuevo análisis para determinar el daño producido en la estructura del estabilizador vertical.
Con ello se da pauta a la creación de aviones no tripulados enfocados al beneficio de la sociedad chihuahuense.
1. INTRODUCCIÓN
Hoy en día es de gran importancia que los aviones dispongan de un buen piloto automático que facilite el trabajo del
piloto y haga que el mundo de la aviación sea más seguro. Este hecho se hace imprescindible si se va a trabajar con
“Unmaned Aerial Vehicles” (UAV). Se concentra la atención en la mejora del desempeño del estabilizador vertical,
localizado en el empenaje de la aeronave. Es de suma importancia conocer que el estabilizador vertical contribuye
en gran medida a la estabilidad direccional del avión. Se trata de una superficie aerodinámica simétrica, que debe
tener posibilidad de generar cargas horizontales en el avión.
Con el afán de mejorar la estabilidad direccional en el avión sin tener que aumentar el tamaño del estabilizador
vertical añadimos una aleta dorsal, la cual provoca que el arrastre sea insignificante, como lo haría el hecho de
agrandar el estabilizador. Su construcción es muy similar a la usada en las alas, mediante el uso de largueros,
costillas, larguerillos y revestimientos.
La dificultad de nuestro estudio radica en la interconexión de una serie de componentes que cubren una amplia
gama de disciplinas, incluyendo cálculos de aerodinámica, simulación de vuelo y la evaluación del peso. Para
conseguir nuestro objetivo se desarrollan las ecuaciones matemáticas que rigen el comportamiento físico del sistema
y se identifican las incógnitas a calcular.
PRESENTACIÓN EN CD ROM A3 -350 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
2. PLANTEAMIENTO DEL PROBLEMA
Teniendo en cuenta el estabilizador vertical modificado, se deben comprobar las fuerzas que actúan sobre éste, así
como las cargas a las cuales reacciona.
La figura 1 muestra la configuración del estabilizador vertical del avión a analizar. Este sistema consiste en dos
partes, de las cuales sólo una es móvil.
Figura 1. Configuración del estabilizador vertical
El estabilizador está construido en madera, la cual se recubre con pintura especial para aeronaves. El sistema es
fijo a la aeronave y cuenta con la aerodinámica ideal para mejorar el desempeño de esta.
3. ECUACIONES
El diagrama velocidad Vs factor de carga, se utiliza para analizar las limitaciones estructurales y aerodinámicas para
un avión:
Figura 2. Diagrama Vs
El tramo AB del diagrama representa la limitación aerodinámica definida por la máxima sustentación que
pueden generar las alas del avión a velocidad de crucero que será el umbral a analizar en este proyecto.
PRESENTACIÓN EN CD ROM A3 -351 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
En esta condición el ángulo de ataque es 0, la fuerza máxima de sustentación está dada por:
(1)
Dónde: CL MAX – máximo coeficiente de sustentación que puede desarrollar el avión; ρ0 – densidad del aire al
nivel del mar; S – superficie del estabilizador; Vai – velocidad indicada relativa del aire respecto al avión, en éste
caso, a la velocidad de crucero.
Por tanto, el factor de carga expresado en función de la velocidad entre A y B es:
(2)
4. ANÁLISIS DE CRITERIOS DE FATIGA
En la vida real se observa que repetidos ciclos de carga y descarga debilitan las piezas a lo largo del tiempo, incluso
cuando las cargas inducidas están considerablemente por debajo de la tensión de rotura estática e incluso del límite
elástico del material.
La vida a fatiga se puede definir como el "fallo debido a cargas repetitivas que incluye la iniciación y
propagación de una grieta o conjunto de grietas hasta el fallo final por fractura" (Fuchs, 1980).
El análisis de fatiga estructural es una herramienta para evaluar la validez de un diseño, o su durabilidad, bajo
condiciones de carga simples o complejas conocidas como cargas de servicio. Los resultados del análisis de fatiga se
representan mediante contornos en color que muestran la duración de los ciclos de carga que la estructura puede
soportar antes de que se inicie cualquier grieta.
4.1. Fases de un Fallo por Fatiga
Fase 1 – Iniciación: Se desarrollan una o más grietas en el material. Las grietas pueden aparecer en cualquier punto
del material pero, en general, ocurren alrededor de alguna fuente de concentración de tensión y en la superficie
exterior donde las fluctuaciones de tensión son más elevadas. Las grietas pueden aparecer por muchas razones:
imperfecciones en la estructura microscópica del material, ralladuras, arañazos, muescas y entallas causados por las
herramientas de fabricación o medios de manipulación. En materiales frágiles el inicio de grieta puede producirse
por defectos del material (poros e inclusiones) y discontinuidades geométricas.
Fase 2 – Propagación: Alguna o todas las grietas crecen por efecto de las cargas. Además, las grietas
generalmente son finas y de difícil detección, aun cuando se encuentren próximas a producir la rotura de la pieza.
Fase 3 – Rotura: La pieza continúa deteriorándose por el crecimiento de la grieta quedando tan reducida la
sección neta de la pieza que es incapaz de resistir la carga desde un punto de vista estático produciéndose la rotura
por fatiga.
4.2. Configuración del Empenaje
El empenaje es reconocido como parte fundamental de una aeronave a cualquier escala, debido a que es el
responsable de la estabilidad y del control general en vuelo. Para el aeromodelo requerido, fueron analizadas cuatro
configuraciones (fig. 3), las cuales ofrecían las mayores ventajas, no sólo en estabilidad y control, sino en
manufactura, diseño y transporte
1) Cola en V: Alta complejidad en el proceso de manufactura y el control durante maniobras en vuelo.
PRESENTACIÓN EN CD ROM A3 -352 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
2) Cola en T: No presenta complicaciones en el proceso de manufactura y ofrece buena estabilidad en vuelo
recto; las mayores desventajas son la complejidad de la transmisión del movimiento a los elevadores y el control a
ángulos de ataque elevados.
3) Doble Boom: Empenaje óptimo para una configuración pusher del sistema de propulsión, aunque adiciona
peso al aeromodelo debido a la estructura doble. Las cargas en los estabilizadores son soportadas y transmitidas de
la misma manera que en un ala. Flexión, torsión y cortadura, creadas por las cargas aerodinámicas, pasan de un
miembro estructural a otro.
4) Convencional: Configuración de manufactura sencilla que presenta una adecuada estabilidad en vuelo
rectilíneo.
Figura 3. Configuraciones de los aeromodelos. De izquierda a derecha: cola en V, cola en T, doble Boom,
convencional
La tabla 1 muestra las diferentes configuraciones de acuerdo al diseño, control, construcción y estructura
modular (con sus respectivos factores de peso)
Tabla 1. Evaluación de factibilidad de manufactura del empenaje
Aspecto a Factor Configuraciones
evaluar de peso
convencional Cola en V Doble Boom Cola en T
Diseño 0.3 4 1.2 2 0.6 2 0.6 3 0.9
Control 0.3 5 1.5 1 0.3 4 1.2 4 1.2
Construc-
0.2 5 1 2 0.4 3 0.6 5 1
ción
Estructura
0.2 4 0.8 3 0.6 3 0.6 4 0.8
modular
total 1 4.5 1.9 3 3.9
Según la evaluación de factibilidad de manufactura del empenaje realizada, la configuración seleccionada fue
la convencional.
5. DIMENSIONADO DEL ESTABILIZADOR VERTICAL
Para solucionar este inconveniente, es necesario un estabilizador relativamente grande, con el fin de proveer control
sobre el eje transversal.
Cada miembro absorbe parte de la carga y transfiere el resto a los otros miembros. Al final, las cargas llegan a
PRESENTACIÓN EN CD ROM A3 -353 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
los largueros, que transmiten la carga a la estructura del fuselaje.
Las fallas por fatiga siempre empiezan en una grieta. La grieta puede estar presente en el material desde su
manufactura o haberse presentado a lo largo del tiempo por causa de las deformaciones cíclicas cerca de las
concentraciones de esfuerzos. Una vez aparecida una micro grieta, se hacen operables los mecanismos de la
mecánica de fractura. La grieta aguda crea concentraciones de esfuerzo superiores a los de la discontinuidad
original, lo que provoca una zona plástica en el extremo de la grieta cada vez que el esfuerzo a tensión la abre,
achatando su extremo y reduciendo la concentración efectiva de esfuerzos. La grieta crece un poco. Cuando el
esfuerzo se alterna desde un régimen de esfuerzo a compresión hasta cero o hasta un esfuerzo a tensión lo bastante
inferior, la grieta se cierra, la fluencia plástica cesa momentáneamente y de nuevo la grieta se vuelve aguda, aunque
con una dimensión mayor. Este proceso continúa en tanto el esfuerzo local en la punta de la grieta esté alternando
por debajo del punto de fluencia a tensión, hasta por encima.
6. RESULTADOS
Los análisis térmico y de fluidos fueron realizados en el software ANSYS v.13 – FLOTRAN CFD. El tipo de
elemento utilizado fue FLUID142, elemento 3D Fluid-Thermal con 8 nodos y 7 grados de libertad. Con fines de
geometría y análisis, se construyó un cubo alrededor del estabilizador al que se le sustrajo el volumen del
estabilizador. Se realizó un mallado homogéneo por lineas (fig. 4) con 42 975 nodos, 234 893 elementos y 1644 251
grados de libertad.
Figura 4. Elementos del cubo
Las condiciones de frontera fueron las siguientes:
Velocidad de entrada: 393.70079 in/s.
Velocidad de salida: 0 in/s.
Presión de salida: 0 psi.
Las propiedades consideradas del flujo son las del aire (densidad, viscosidad y calor específico), con una
presión de 101 385 psi. Se aplica la velocidad de salida en todas las superficies, excepto en la que recibe el flujo que
cuenta con la velocidad de entrada. Se ejecutan los análisis y se comrpueban los puntos de concentración de la
PRESENTACIÓN EN CD ROM A3 -354 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
velocidad máxima. La presión a la cual se somete la superficie en la salida de flujo fue de 0 psi ya que se genera un
vacio.
En base a los resultados obtenidos, se concluye que el flujo cumple con las condiciones aerodinámicas
requeridas. La figura 5 muestra el comportamiento vectorial de la velocidad del flujo en la superficie de salida.
Figura 5. Campo vectorial de velocidad del flujo
Las figuras 5 y 6 muestran los vectores de diferentes colores según la velocidad del flujo – los vectores rojos
representan la velocidad máxima, mientras que los azules representan la velocidad mínima.
Figura 6. Campo vectorial de velocidad del flujo, superficie de salida
PRESENTACIÓN EN CD ROM A3 -355 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
El análisis de fluidos nos permite concluir que la temperatura que genera el fluido al impactar con la superficie
aumenta debido a la fricción del aire con la superficie del estabilizador, así como también existen puntos en los que
la temperatura no varía.
La figura 7 muestra el campo de la presión total generada por el fluido entrante (aire). Los puntos en color rojo
representan la presión máxima y la mínima es representada con color azul.
Figura 7. Campo de presión total
Con los resultados arrojados por el análisis de flujo, se realizó un análisis estructural para determinar el punto
más sensible del estabilizador vertical (fig. 8).
PRESENTACIÓN EN CD ROM A3 -356 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Figura 7. Geometría del estabilizador vertical
En la figura 8 se muestra el resultado del análisis estructural mediante el campo de esfuerzos de Von
Misses, el cual muestra el esfuerzo máximo en la esquina interior del estabilizador debido a la presión ejercida por el
aire.
Figura 7. Análisis estructural – campo de esfuerzos de Von Misses
PRESENTACIÓN EN CD ROM A3 -357 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
7. CONCLUSIONES
Comprobamos que el diseño del perfil que utilizamos cumple con las condiciones aerodinámicas pertenecientes al
perfil NACA 0012, manteniendo el flujo laminar al permitir la disminución de vórtices o turbulencias en el borde de
salida.
De esta manera decidimos hacer modificaciones míninas al estabilizador para disminuir la probabilidad de
fatiga en el punto crítico de nuestra aeronave.
8. REFERENCIAS
1. AIAA Raymer, D. (2006). Aircraft Design: A Conceptual Approach. Design/Build/Fly Competition 2008/09
Rules. http://www.aiaadbf.org/2009_files/2009_rules.htm
2. AIAA Roskam, J. (1989). Airplane Flight Dynamics and Automatic Flight Controls. Roskam. Aviation and
Engineering Corporation.
3. Fielding, J. P. and Smith (2006). H. FLAVIIR an innovative university/industry research program for
collaborative research and demonstration of UAV technologies. Proceedings of the 25th International Congress
of the Aeronautical Sciences, ICAS 2006, Hamburg, Germany.
4. Large Model Association. Over 20KG scheme. http://largemodelassociation.com/over20kg.htm.
5. Yarf-Abbasi, A. and Fielding, J. P. (2007). Design integration of the eclipse and demon demonstrator UAVs.
Proceedings of the Seventh AIAA Aviation Technology, Integration and Operations Conference (ATIO),
Belfast, UK, pp. 18-20.
6. Yarf-Abbasi, A., Clarke, A., Lawson, C. P., Fielding, J. P. (2008). Demon demonstrator UAVs. Proceedings of
the 26th International Congress of the Aeronautical Sciences, ICAS 2008, Anchorage, Alaska.
PRESENTACIÓN EN CD ROM A3 -358 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
ARQUITECTURAS EN HARDWARE RECONFIGURABLE PARA
DECODIFICADORES DE HUFFMAN Y SU IMPLEMENTACIÓN EN
CPLDS
Javier Vega-Pineda1, Pablo Cano Márquez1, José Luis Durán Gómez1 y Silvia C. Beng Domínguez2
1
Departamento de Ingeniería Eléctrica y Electrónica
División de Estudios de Posgrado e Investigación
2
Departamento de Ingeniería Química y Bioquímica
Instituto Tecnológico de Chihuahua
Ave. Tecnológico 2909, Chihuahua, Chih., C.P. 31310, México
{jvega, pcano, jlduran, sbeng}@itchihuahua.edu.mx
Abstracto: Se presentan varias arquitecturas en hardware digital programable para implementar decodificadores de
información codificada en código Huffman. La codificación - decodificación de Huffman se utiliza en los sistemas
para compresión de datos y su principal propiedad es la compresión sin distorsión de los datos o sin pérdidas. Se
presenta también la modelación de los circuitos digitales en modo matricial y su descripción en modo gráfico para
su implantación en circuitos lógicos programables complejos (CPLD).
INTRODUCCIÓN
Los codificadores y decodificadores de Huffman son ampliamente utilizados por los sistemas de compresión de
datos en general y de imágenes y video digital como una última y primera etapa respectivamente. En el codificador,
los símbolos resultantes de las transformaciones o procesamientos realizados a la imagen o imágenes son por último
comprimidos por un codificador Huffman. Y en el decodificador los símbolos comprimidos pasan inicialmente por
el decodificador para su expansión y posterior procesamiento, Figura 1. Se revisan varios esquemas o arquitecturas
presentados en (Keshab, 1992; Shizen, 2009; Lee, 2004) para su implementación en circuitos CPLDS, es necesario
adicionar lógica así como comprender la notación matricial que describen los circuitos. Es el ánimo de este artículo
ser un auxiliar en la compresión de elementos de diseño de circuitos digitales VLSI enfocados a compresión de
imágenes.
Figura 1. Sistema de compresión de imágenes
Considere un ejemplo de codificación de Huffman para comprender como debe trabajar el decodificador.
Iniciamos con una secuencia de símbolos:
ABBCAABADAEAACBABAEDAACABAADABADBAABCAAB
PRESENTACIÓN EN CD ROM A3 -359 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Son 40 símbolos con la siguiente frecuencia: A= 20, B= 10, C= 4, D= 4, E= 2. Si utilizamos 8 bits por cada
símbolo, necesitamos 320 bits para codificar los 40 símbolos (sin compresión). El algoritmo inicia dando un peso a
cada símbolo, de acuerdo a su frecuencia o probabilidad de repetición. A partir de su frecuencia se itera para formar
el árbol de Huffman y encontrar el código para cada símbolo. En cada iteración se unen los símbolos con menor
peso y se asigna un nuevo peso al nodo formado. Al terminar la unión de todos los símbolos en el árbol (binario), se
asigna por nivel un valor de 0 y 1 a las ramas del árbol. La Figura 2 muestra el árbol de Huffman final después de 4
iteraciones.
Siguiendo el árbol de su raíz a los símbolos se define el código del símbolo: A=“0”; B=“10”; C=“110”;
D=“1110”; E=“1111”. Con el nuevo código solo son necesarios 76 bits para representar sin ambigüedad los
símbolos de la secuencia inicial (1.9 bits/símbolo, en promedio). Recomendamos al lector leer las referencias
(Wells, 1999) y (Touradj, 1998) para adentrarse más en Huffman y en compresión de datos e imágenes.
0 1
20 0 1
10 0 1
10 0 1
6
A B C D E
20 10 4 4 2
Figura 2. El árbol de Huffman
En las secciones siguientes se revisan varias arquitecturas propuestas en [1-3]. Se implementaron en lógica
programable utilizando para su descripción el modo gráfico y se compilaron para su síntesis en dispositivos
programables CPLD MAX de Altera.
2. EL DECODIFICADOR EN UNA MÁQUINA SECUENCIAL MEALY
Un decodificador para el ejemplo mostrado antes estaría formado por una máquina secuencial Mealy de 4 estados.
Y lo representamos como un dispositivo con dos entradas, el reloj y la entrada para la secuencia de entrada y cinco
salidas, una para indicar la detección de cada símbolo. La máquina secuencial y un diagrama a bloques con entradas
y salidas representando al decodificador se muestran en la Figura 3. La máquina hace el seguimiento de los bits que
llegan a la entrada X hasta que detecta una secuencia válida para algún símbolo. Una vez detectado el símbolo que
arribó, activa la salida correspondiente. Existen dos formas comunes de realización de la máquina de estados, le
llamaremos tradicional a la primera forma y “flip-flop caliente” (hot encoding (Roth, 2007)) a la segunda forma. Se
describen a continuación ambas realizaciones.
0/C
0/A 1/- 1/-
S1 S2 S3
0/B 1/-
S4
0/D, 1/E
A
X Decodifi- B
cador de
reloj C
Huffman
D
Figura 3. Diagrama de estados de la máquina secuencial y sus puertos de E/S
2.1 Realización en Forma Tradicional
PRESENTACIÓN EN CD ROM A3 -360 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
En la Figura 4 se muestra la tabla de transición de estados de la máquina secuencial con las asignaciones binarias
siguientes: S1=00, S2=01; S3=11, S4=10. Dos flip-flops son necesarios para representar los cuatro estados de la
máquina secuencial. Con la asignación binaria antes dada, llegamos a las ecuaciones binarias siguientes:
̅ . Las salidas están definidas por las ecuaciones siguientes:
̅ ̅
̅ ̅ (1)
A+ B+ Z
AB X=0 X=1 X=0 X=1
S1:00 00 01 A -
S2:01 00 11 B -
S3:11 00 10 C -
S4:10 00 00 D E
Figura 4. Tabla de estados de la máquina secuencial de la Figura 3
La forma tradicional en este caso con cinco símbolos resulta en un circuito sencillo. Sin embargo, al aumentar
el número de símbolos crece muy rápido la complejidad del circuito combinacional que define los estados siguientes
de la máquina secuencial. La salida individual para cada símbolo es un decodificador muy simple que también crece
muy rápido al aumentar el número de símbolos y sirve para compararlo con el esquema de diseño siguiente.
2.2 Realización “Flip-Flop Caliente” (“One Hot”)
La característica principal de los circuitos codificados en caliente es que solo un flip-flop activo por cada estado de
la máquina, esto es, existe un flip-flop por cada estado de la máquina (Roth, 2007). Para máquinas secuenciales con
muchos estados requieren menos compuertas combinacionales que su contraparte tradicional.
Utilizando notación matricial para definir la máquina secuencial ésta se define como,
̅̅̅̅̅̅
( ) ( )
̅̅̅̅̅̅
( ) [ ( ) ( ) ( ) ( )] ( ) [ ( ) ( ) ( ) ( )] ( ) ( )
(2)
̅̅̅̅̅̅
( ) ( )
[ ]
Al multiplicar los elementos de la matriz en (2) tenemos las definiciones siguientes,
( ) ( )̅̅̅̅̅̅
( ) ( )̅̅̅̅̅̅
( ) ( )̅̅̅̅̅̅
( ) ( ) ̅̅̅̅̅̅
( )[ ( ) ( ) ( )] ( )
( ) ( )̅̅̅̅̅̅
( )
̅̅̅̅̅̅ (3)
( ) ( ) ( )
( ) ( )̅̅̅̅̅̅
( )
El circuito que implementa las ecuaciones en (3) se muestra en la Figura 5. La retroalimentación en el circuito,
utilizada para definir los estados siguientes en los flip-flops limita la velocidad de decodificación que se puede
lograr. La entrada ST es necesaria para iniciar a uno de los flip-flops en el circuito, de otra forma no estará
PRESENTACIÓN EN CD ROM A3 -361 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
encendido ninguno (Artigas, 2002). El lograr una mayor velocidad de decodificación es posible utilizando esquemas
de tubería (pipelining) y de paralelismo. En los siguientes incisos se plantean ambos esquemas.
3. ARQUITECTURA EN TUBERÍA (PIPELINING)
Para iniciar con el esquema de tubería se presenta un problema que muestra como la introducción de un registro
intermedio en una máquina secuencial ayuda a disminuir el tiempo de procesamiento total del circuito (Artigas,
2002). Se tiene un diseño que implementa la función aritmética siguiente: y = (a∙x + b) / c, donde a, b, y c son
constantes. El circuito utilizado tiene la configuración mostrada en la Figura 6a y el circuito modificado se muestra
en la Figura 6b. La verificación del incremento de velocidad de cómputo se hace con el cálculo de la frecuencia
máxima de operación según la trayectoria más larga dentro del circuito.
Figura 5. Esquema “One Hot” para el decodificador de Huffman
Asumiendo los tiempos de propagación en los módulos aritméticos: tpmax(×) = 20 ns; tpmax(+) = 10 ns; tpmax(/)
= 30 ns. Y el tiempo de propagación y asentamiento en los registros, tpmax = 10 ns, tsu = 10 ns, fmax = 25 MHz.
La velocidad máxima en el circuito inicial encontrada al calcular la trayectoria crítica de la entrada X a la
salida Y es:
( ) ( ) ( ) ( ) ( )
Por tanto la frecuencia máxima de operación está dada por El circuito puede calcular
12.5 millones de datos por segundo.
PRESENTACIÓN EN CD ROM A3 -362 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Figura 6. Agregando un registro de “pipeline” aumentamos la velocidad de procesamiento del circuito
Veamos ahora los cálculos para el circuito modificado con el registro intermedio. La trayectoria del primer
registro al intermedio:
( ) ( ) ( ) ( )
La trayectoria del registro intermedio al registro de salida:
( ) ( ) ( )
Obtenemos una frecuencia de operación máxima de
Por tanto la introducción del registro intermedio nos permitió aumentar el cálculo de datos a 20 millones de
datos por segundo. Este esquema un poco modificado se aplica al diseño del decodificador de Huffman para al
menos duplicar su velocidad de trabajo.
3.2. Esquema en tubería
En la notación matricial del decodificador, se puede representar la máquina secuencial con el esquema de tubería
como, ( ) ( ) ( ) ( ) y en forma general se pueden introducir M pasos al procedimiento y así
calcular ( ) en términos de ( ). Así, ( ) ( ) está dado por,
̅̅̅̅̅̅̅̅̅̅̅
( ) ( )
̅̅̅̅̅̅̅̅̅̅̅
( ) ( ) ( )
̅̅̅̅̅̅̅̅̅̅̅
( ) ( )
[ ]
Después de la multiplicación matricial y de aplicar una reducción Booleana a los términos resultantes obtenemos:
̅̅̅̅̅̅̅̅̅̅̅
( ) ̅̅̅̅̅̅
( ) ( ) ( ) ( )
̅̅̅̅̅̅̅̅̅̅̅
( ) ̅̅̅̅̅̅
( ) ( ) ( ) ( )
(4)
( ) ̅̅̅̅̅̅̅̅̅̅̅
( ) ̅̅̅̅̅̅
( ) ( )
[ ̅̅̅̅̅̅̅̅̅̅̅
( ) ( ) ]
Las ecuaciones de estado siguiente que resultan de multiplicar ( ) por la matriz (4) son:
( ) ( )̅̅̅̅̅̅̅̅̅̅̅
( ) ( )̅̅̅̅̅̅̅̅̅̅̅
( ) ( )[ ( ) ( )] ( ) ( ) (5)
PRESENTACIÓN EN CD ROM A3 -363 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
( ) ( )̅̅̅̅̅̅
( ) ( ) ( )̅̅̅̅̅̅
( ) ( ) ( ) ( ) ( ) ( ) ( )
( ) ( ) ( ) ( )
( ) ( ) ( ) ( )
La implementación de las ecuaciones en (5) en un circuito decodificador de Huffman con la arquitectura de tubería
se puede observar en la Figura 7. Se agregó el registro a la entrada del circuito y aumentó la lógica de la sección
combinacional de estado siguiente.
4. ESQUEMA UTILIZANDO PARALELISMO
La implementación del decodificador utilizando los conceptos de paralelismo implica el replicar los elementos que
forman una etapa de pipeline y alimentar cada una de las réplicas con símbolo de la secuencia de llegada. En la
Figura 8, se muestra la implementación con dos réplicas o copias del decodificador. Note que en cada copia se está
alimentado un símbolo diferente (2k y 2k1) y en la salida tenemos a su vez la decodificación de dos símbolos
diferentes(a-e2k, a-e2k1). Tanto el esquema de tubería como el esquema paralelo duplican la capacidad de
decodificación aumentando al doble la velocidad de procesamiento.
Figura 7. Implementación del decodificador bajo el esquema de tubería
5. RESULTADOS Y CONCLUSIONES
Se presentó la implementación de cuatro arquitecturas enfocadas a desarrollar un decodificador de datos codificados
bajo el algoritmo de Huffman. Se puede pensar en el objetivo de las arquitecturas como los tradicionales
reconocedores de secuencia, circuitos tradicionales que todo libro de texto maneja para tratar el tema de máquinas
secuenciales. El esquema tradicional implementa al decodificador con dos flip-flops y lógica combinacional para la
definición de los estados siguientes y de las salidas.
El circuito “Filp-Flop Hot” menos conocido en el ámbito académico, implementa el decodificador con un flip-
flop para cada estado de la máquina secuencial. Es importante hacer notar la entrada de habilitación para encender a
PRESENTACIÓN EN CD ROM A3 -364 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
uno de los flip-flops de otra forma no inicia su trabajo la máquina. Los esquemas en tubería y paralelo duplican el
performance de las anteriores realizaciones. Estos esquemas se pueden repetir para aumentar la velocidad de
ejecución.
Figura 8. Implementación del decodificador bajo el esquema de paralelismo.
Todos los circuitos presentados en el artículo se compilaron en QUARTUS II (Altera) y debido a su reducido
número de componentes solo fue necesario llegar hasta el CPLD Altera EPM7032S. Un paso importante será aplicar
los conceptos del artículo a decodificadores con un número importante de símbolos.
6. REFERENCIAS
1. Parhi Keshab K. (1992). High-Speed VLSI Architectures for Huffman and Viterbi Decoders, IEEE Transactions
on Circuits and Systems II: Analog and Digital Signal Processing. 39: 6: 385-391.
2. Huang Shizhen, Lin Wei, Liao Teng (2009). PNG graphics hardware decoding of High-speed Huffman decoder
design. Proceedings of the 2009 WRI World Congress on Computer Science and Information Engineering.
6:495-498.
3. Taeyeon Lee y Jaehong Park (2004). Design and Implementation of Static Huffman Encoding Hardware Using
a Parallel Shifting Algorithm. IEEE Transactions on Nuclear Science. 51:5:.2073-2080.
4. Wells Richard B. (1999). Applied Coding and Information Theory for Engineers. Prentice Hall.
5. Ebrahimi Touradj and Kunt Murat (1998). Visual Data Compression for Multimedia Applications. Proceedings
of the IEEE. 86: 6: 1109-1125.
6. Skahill Kevin, Cypress Semiconductor (1996). VHDL for Programmable Logic. Addison Wesley.
7. Roth Jr., Charles H. (2007). Digital Systems Design Using VHDL. CL-Engineering.
8. Artigas Maestre J. I., Barragán Pérez L.A., Orrite Uruñuela C. y Urriza Parroqué I (2002). Electrónica Digital,
Aplicaciones y problemas con VHDL. Prentice Hall.
PRESENTACIÓN EN CD ROM A3 -365 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
AUTOMATIZACIÓN DE UNA MÁQUINA EXPENDEDORA DE CAFÉ
Mario Francisco Hernández Flores1, 2, Miguel Eduardo Rosas Baltazar1, Juan Manuel Carrión Delgado1,
Miguel Ángel Martínez Poceros1, María Angélica Cerdan1, Rodrigo Rodríguez Franco1 y Rosario Aldana
Franco2
1
Instituto Tecnológico Superior de Xalapa.
Xalapa, Veracruz, México.
2
Universidad Veracruzana
Xalapa, Veracruz, México.
mariofrank28@yahoo.com.mx
Abstracto: Se implementó la automatización de una máquina despachadora de varios tipos de preparados de café,
para tomar de forma rápida, sabrosa y segura; sin la necesidad de emplear a un ser humano de forma directa; por
medio de un sistema electromecánico, que está controlado por un microprocesador, y a través de electroválvulas,
que dosifican las cantidades de cada materia prima, contenida en recipientes adecuados; y a su vez colocan un vaso,
donde se vierte la mezcla seleccionada por el usuario, a partir del tipo de preparado de café que sea de su agrado
(americano, capuchino, etc.), dicha selección es manipulada por medio de un teclado y una pantalla digital, así como
el costo del producto final preferido.
1. INTRODUCCIÓN
Son muchos los factores que condicionan la elaboración de un buen café, pero es evidente que partiendo de una
buena materia prima (el café tostado y molido), se tienen todas las ventajas. Y catar el café es sin duda la mejor
forma de valorar su calidad.
La existencia de tantas variedades y calidades, y además cambiantes de cosecha a cosecha, obliga siempre a
una verificación previa, si queremos corroborar la constancia de un patrón predeterminado. Además de que no solo
esos factores son esénciales, para poder hacer un buen café, en una cafetera automatizada, sino también un buen
sistema, para llevar todo ese proceso, por lo cual se desarrolló este proyecto, el cual automatiza la preparación de
una buena taza de café, y aportar sobre todo, una satisfacción al cliente, el cual es la prioridad número uno, para
poder desarrollar este proyecto, y más que nada, el sabor de una buena taza de café, es esencial al día.
Hoy en día, existen diferentes máquinas expendedoras de café, cuyo diseño y fabricación es de índole
extranjero, por lo cual el costo y el mantenimiento correctivo es elevado, en comparación con nuestro prototipo, ya
que se instrumentó la implementación del sistema de despacho automatizado del café, según su selección.
1.1 Justificación
El objetivo principal de este prototipo fue implementar una máquina automatizada que expenda café, y con
habilidades para la toma de dediciones; este proyecto se realizó a base de la instrumentación de las electroválvulas y
un microcontrolador ATMEGA32, con un teclado y display, para seleccionar el tipo de bebida de café según los
gustos del cliente o usuario, se lleva a cabo todo el proceso que se requiere, aunque en un menor tiempo de espera,
para poder atender satisfactoriamente al cliente, el cual sin él no tendría objeto hacer este proyecto, aun costo menor
de implementación de la máquina expendedora de café y con dispositivos de fácil adquisición.
PRESENTACIÓN EN CD ROM A3 -366 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
2. DESARROLLO
Para la implementación de la máquina expendedora de café, se requiere la supervisión de las electroválvulas a
utilizar por prioridades, y el diseño del circuito de control por medio del microcontrolador, donde se lleva a acabo
cuidadosamente su calibración y evaluación de cada electroválvula, lo que implica también la colocación de las
electroválvulas, en la posición adecuada, para la distribución de la materia prima (café, azúcar, agua, leche, etc.), se
hace la programación del microcontrolador ATMEGA32, y la visualización de los datos en el display por la
interface con el usuario, por medio del teclado; en los diversos recipientes, para contener las materias primas con las
electroválvulas posicionadas, y se realizó el acoplamiento y calibración de cada electroválvula, y del vaso
contenedor final; así como la temporización de seguridad, para no provocar un accidente, por quemaduras o regado
de las materias primas sólidas, liquidas y gaseosas.
Figura 1. Recipientes para la materia prima y colocación de electroválvulas
Figura 2. Circuito impreso de potencia y fuente de alimentación
2.1 Circuito electrónico
El circuito electrónico generalizado donde se muestra el control, el despliegue del menú de selección, el sistema de
electroválvulas y la pantalla de despliegue, para poder ordenar la bebida que se solicitó por el usuario o cliente.
PRESENTACIÓN EN CD ROM A3 -367 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Figura 3. Sistema electrónico general
Figura 4. Circuitos modulares de control, potencia y teclado
PRESENTACIÓN EN CD ROM A3 -368 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Figura 5. Calibración de electroválvulas y contenedores
2.2. Sistema de potencia
Armado de la base y adaptación del circuito de control con las electroválvulas, para esta adaptación se instaló un
circuito de potencia, que controla el microcontrolador, a continuación se muestra el diagrama de cómo van
conectados las electroválvulas en este dispositivo, y así poder realizar la orden a cada electroválvula, que se
seleccione en un determinado caso:
V1
24V
+V
ELECTRO
VALAVULA
R1
1k
PINMICRO TIP 120
Figura 6. Circuito de potencia para las electroválvulas
2.3 Microcontrolador
Se diseñó una tarjeta de tipo modular, y así poder proporcionar un mantenimiento fácil y económico, con esto solo
cambiar el modulo del circuito que este dañado o que pudiera presentar alguna falla al sistema, y así hacer el
mantenimiento correctivo rápido y seguro, ya que las máquinas comerciales hoy en día, o son extranjeras o son muy
costosas, y de difícil mantenimiento correctivo.
PRESENTACIÓN EN CD ROM A3 -369 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Figura 7. Circuito modular del microcontrolador
2.4. Fuente de voltaje
Armado y prueba de la tarjeta de la fuente de alimentación de 24 V., con una corriente de 3 Amperes; para alimentar
las electroválvulas.
F1 U1
BRIDGE 1A S1 LM7824
IN OUT + 24v.
T4 D1 COM
LED1
J1 D2
+
R2 C1
1k 2200uF
GND
Figura 8. Fuente de alimentación de 24 V. a 3 A.
3. PROGRAMACIÓN
Se hizo el programa en Visual “C”, con el cual identificará el preparado de la bebida a desarrollar. En este programa
se propone un menú el cual se puede seleccionar el tipo de café o bebida que se requiera; al oprimir el botón de la
bebida seleccionada, inmediatamente aparecerá en la pantalla del display, el nombre de la bebida y una leyenda que
dice “ESPERE LE ESTOY ATENDIENDO” para terminar de preparar el producto seleccionado y el cual disfrutara
el cliente.
A continuación presentamos un fragmento del programa donde se visualiza el menú:
while (1)
{
X=PINA;
lcd_clear();
lcd_gotoxy(0,0); //menu
lcd_putsf("1=Express"); //menu
lcd_gotoxy(12,1); //menu
lcd_putsf("4=Leche"); //menu
lcd_gotoxy(0,1); //menu
lcd_putsf("3=Chocolate"); //menu
lcd_gotoxy(9,0); //menu
PRESENTACIÓN EN CD ROM A3 -370 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
lcd_putsf("2=Americano"); //menu
lcd_gotoxy(0,2); //menu
lcd_putsf("5=Capuchino"); //menu
lcd_gotoxy(0,3); //menú
lcd_putsf("6=Cafe con Leche"); //menú
delay_ms(100); // tiempo de retardo de presentación en lcd
if (X==128) { // selección de producto en la botonera
lcd_clear();
lcd_gotoxy(0,0);
lcd_putsf("Opcion: Express");
lcd_gotoxy(0,2); //leyenda de espera
lcd_putsf("ESPERE LE ESTOY");
lcd_gotoxy(0,3);
lcd_putsf("ATENDIENDO GRACIAS");
4. RESULTADOS
En el sistema de la despachadora de café, se redujo el tiempo de espera, ya que el vaso tiene una caída vertical y las
conexiones, mangueras o tolvas están direccionadas hacia el vaso, por lo cual, el proceso de llenado a través de las
electroválvulas, según la selección del usuario es en forma paralela.
La calibración con lleva la colocación adecuada del vaso y la dirección de las mangueras y tolvas, que
contienen las materias primas, para la preparación de una taza de café, así como la sincronización y los tiempos de
llenado por los temporizadores, para que no se derrame ninguna de las materias primas, ni tampoco el usuario
introduzca la mano antes de que se lo indique el display, logrando con esto que no se queme o que deje caer algún el
producto por sacar el vaso antes de que esté completamente terminado.
5. CONCLUSIÓN
El sistema de la máquina despachadora de café, es un sistema electromecánico que está controlado por
ATMEGA32, hacia las electroválvulas, que dosifican las cantidades de cada materia prima contenida en recipientes
adecuados, e interfaseadas por un teclado y una pantalla, donde el usuario o cliente selecciona el tipo de preparación
del café, de manera rápida y segura.
Se colocaron y calibraron las electroválvulas y los temporizadores, para la eficiente y eficaz preparación del
café seleccionado, así como el manejo de los vasos, y su colocación exacta y precisa, para que no revertiera ninguna
de las materias primas.
6. REFERENCIAS
1. Coughlin, Robert F. Driscoll Frederick F. (2006). Amplificadores Operacionales y Circuitos Integrados
Lineales. Quinta edición. Prentice Hall.
2. Creus, Antonio. (2005). Instrumentación Industrial. Sexta edición. Alfaomega Marcombo.
3. Maloney, Timothy J. (2006). Electrónica Industrial Moderna. Quinta Edición. Prentice Hall.
4. Rashid, Muhammad H. (2004). Electrónica de Potencia Circuitos, Dispositivos y Aplicaciones. Prentice Hall.
PRESENTACIÓN EN CD ROM A3 -371 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
DESARROLLO DE UN GO-KART ELÉCTRICO
Carlos Aguirre Soto, Omar Ventura Frías Ramos, Francisco Raúl Mendoza Ramírez, Luis Carlos Chávez
Parada, Martha L. Martínez García, Laura Molina de la Rosa, Osvaldo Olivo Sandoval y Roberto Herrera
Salcedo
Departamento de Ingeniería Mecatrónica
Universidad Tecnológica de Chihuahua
Av. Montes Americanos 9501
Chihuahua, Chih., C.P. 31216
carlos.aguirre.soto@hotmail.com, o_pilas82@yahoo.com, belinger_84@hotmail.com, apaudi@hotmail.com,
mmartinez@utch.edu.mx, lmolina@utch.edu.mx, o_antares@hotmail.com, rherrera@utch.edu.mx
Abstracto: El proyecto se llevó a cabo con la idea de implementar un control Proporcional Integral Derivativo
(PID) para controlar la velocidad de un motor de corriente directa (CD) que tiene una potencia de 4HP para impulsar
un vehículo de transporte. El control se realizó por medio de un microcontrolador PIC16F887, que además cuenta
con una interfaz de usuario. La estructura del vehículo que se utilizó es un chasis de una monoplaza y con un
sistema de dirección tipo piñón y cremallera. Este tipo de prototipos son necesarios y tienen el propósito de cambiar
las formas de energía convencionales en otro tipo de energías menos contaminantes y de menos impacto en el medio
ambiente.
1. INTRODUCCIÓN
El proyecto realizado es de un “go-kart” eléctrico impulsado por un motor de CD, consta de una plaza, control de
velocidad e indicadores al volante, se tiene control de la velocidad en todo momento al variar el Set-Point de un
control PID digital, el cual modifica el ciclo de trabajo de la señal PWM para dispar un puente H de transistores
bipolares de puerta aislada (IGBT´s) que es donde está conectado el motor. Los cálculos son realizados por un
microcontrolador en la etapa de control, enviando las señales eléctricas a la etapa de potencia para convertir la
energía eléctrica en mecánica.
La tracción se encuentra en las llantas traseras con una relación de 4:1 respecto al motor, este se encuentra
perpendicular a ellas y está conectado a una transmisión por medio de dos engranes.
1.1 Antecedentes
El coche eléctrico fue uno de los primeros automóviles que se desarrollaron. En 1832 Robert Anderson diseñó el
primer vehículo eléctrico puro. Sibrandus Stratingh construyó vehículos eléctricos a escala reducida en esa misma
época. Muestra del desarrollo de estos vehículos es que el año de 1899, Camille Jenatzy alcanzó una velocidad de
106 km/h con un coche eléctrico. Pese a este inicio tan prometedor, el coche eléctrico fue perdiendo fuerza frente a
los vehículos de combustión interna, en los que las mejoras se sucedieron a mayor velocidad y los costos
disminuyeron de forma más acentuada. A finales de 1930, la industria del automóvil eléctrico desapareció casi por
completo, quedando relegada a algunas aplicaciones industriales concretas, como montacargas o carros de golf.
Fuera de este ámbito la energía eléctrica fue avanzando en submarinos, portaaviones, trenes y trolebuses, pero no en
automóviles.
Ahora, tras casi 100 años, el coche eléctrico constituye una alternativa real a los vehículos con motor de
combustión. La problemática de la dependencia del petróleo, así como la necesidad de reducir consumos y
emisiones, han hecho que las marcas se disputen el desarrollo de estos automóviles, que parecen el futuro del sector.
Los vehículos eléctricos destacan por su alto rendimiento en la transformación de la energía eléctrica de la batería en
PRESENTACIÓN EN CD ROM A3 -372 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
la energía mecánica con la que se moverá el vehículo (60-85%), frente al rendimiento de la transformación de la
energía del depósito de gasolina en la energía mecánica que mueve un vehículo de gasolina (15-20%). El presente y
futuro de las baterías del vehículo eléctrico parece pasar por la batería de ión de litio, que cada vez se fabrica con
mayor densidad de carga y longevidad permitiendo mover motores más potentes, aunque por ahora la autonomía
media de un utilitario eléctrico se encuentra en torno a los 150 km (Kampman, 2010).
2. DESARROLLO
Para este trabajo se utilizó un chasis, con un sistema de dirección tipo piñón y cremallera, montado por la parte
posterior al poste de dirección. Usa rótulas tipo terminal en la unión de la biela con el brazo de dirección. La biela
tiene incorporado una barra con roscado interior izquierdo y derecho, para calibrar la convergencia. La flecha del
volante utilizado solo un punto de fijación al chasis, se muestra en la figura 1 el prototipo de la estructura.
Figura 1. A. Altura y Ancho entre centro de llantas del carro. B. Distancia entre ejes
Ya que el objetivo del proyecto es desarrollar el control eléctrico de este Go-Kart, hubo modificaciones que se
hicieron con respecto a la tracción de éste, por ejemplo se integró un diferencial de cuatrimoto para acoplar el motor
eléctrico como se muestra en la fotografía 1 (Charloteauz, 1979).
Fotografía 1. Transmisión del carro modificada
2.1 Función de Transferencia
Con del software de MATLAB se modeló la función de transferencia de un motor de 24 Volts de corriente directa a
140 Amperios a carga máxima 4 HP, 8000 rpm, véase la ecuación (1), la cual expresa la relación de la tensión de
armadura en volts y la velocidad de rotación . Con la simulación de esta función se obtuvieron los valores
aproximados para la sintonización del PID, se observó el comportamiento de la función de transferencia teniendo
como resultado la respuesta del sistema con respecto al tiempo.
La función de transferencia del sistema se expresa en el dominio de la frecuencia “s” y a continuación se
enlistan las características que se tomaron en consideración para obtener ésta.
( )
( ) ( )
PRESENTACIÓN EN CD ROM A3 -373 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
1. Momento de inercia del sistema (J) = 7.1lb-in^2
2. Coeficiente de roce (b) = 0.01
3. Constante de fuerza electromotriz (K=Ke=Kt) = 1.02 lb-in/Amp
4. Resistencia de rotor ® =0.06 ohm
5. Inductancia de rotor (L) = 0.00022 H
6. Entrada (V): Fuente de Tensión 24
A continuación se presenta parte del código utilizado en Matlab.
clc
K=1.2;
J=7.1;
b=0.01;
R=0.06;
L=0.00022;
Kp=100;
Ki=200;
Kd=10;
num=[0 0 K];
numc=[Kp Ki Kd];
den=[(J*L) ((J*R)+(L*b)) ((b*R)+ K^2)];
denc=[0 1 0];
dena=conv(den,denc);
resultado = conv(num, numc);
[numac,denac]=cloop(resultado, dena);
step(numac,denac)
title(‘PID Control con pequeña Ki y Kd’)
En la figura 2, se muestra el tiempo de establecimiento del sistema a la respuesta de entrada de un escalón, ya
que estos cálculos se realizaron para el control del motor eléctrico, los resultados en este gráfico solo fueron un
punto de partida en el ajuste del sistema completo.
PRESENTACIÓN EN CD ROM A3 -374 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Figura 2 Respuesta del sistema a una entrada escalón
2.2 Retroalimentación
El circuito tiene implementado una parte de control de velocidad del motor, en esta etapa se adecuó un motor
pequeño de +12V a la flecha del motor principal como taco generador para determinar la velocidad del mismo. El
taco generador tiene un circuito de acondicionamiento de señal para poder enviar esta señal análoga a la entrada del
convertidor análogo digital (ADC) del microcontrolador y así cerrar el lazo de control del sistema PID, como se
puede verse en la fotografía 2.
Fotografía 2. Retroalimentación al eje del motor principal, una adecuación de motor de +12V
El taco generador se acopla al rotor del motor, por cada rpm del motor el taco generador entrega
aproximadamente 0.0015V, la salida máxima del taco generador es de +12V, como el microcontrolador el máximo
voltaje de entrada es de +5V entonces se reduce la señal en forma lineal. Para seguridad se aíslan las etapas de la
entrada del microcontrolador y la salida del taco generador por medio del opto acoplador 4N25, su zona lineal de
corriente se toma de 0.5mA a 10mA, por lo tanto se utiliza una resistencia R1; con R1=12V/10mA = 1.2KΩ véase la
figura 3.
Figura 3. Acoplamiento de la retroalimentación del taco generador (+12V) al rotor del motor principal
Se tomaron las siguientes lecturas:
Voltaje en taco generador (Volts) Salida del opto acoplador entre el pin (4-5) (Volts)
7.688 1.04
6.038 2.00
PRESENTACIÓN EN CD ROM A3 -375 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
4.992 2.67
3.660 3.52
2.520 4.25
1.260 4.80
0.408 4.90
0 5.02
12V/5V=7.688V/X, donde X= 3.2V
Linealizando:
( ) ( ) 3.2V/-3.978V= -0.804V
F(Y)=m(V2-V1); F(Y)= -0.804V(V2-5V)
Se concluye que se debe añadir un amplificador en configuración restador y luego agregaría un inversor con
ganancia unitaria para convertir el voltaje a positivo.
2.3 Programa del Microcontrolador
El algoritmo de control se programó en lenguaje C y se compiló éste en el CCS mediante el MPLAB de Microchip.
El algoritmo resultante se programó en el microcontrolador PIC16F887 el cual es capaz comunicarse vía RS-232
con un programa en Labview. Esto con la finalidad de poder modificar en forma práctica las constantes del sistema
Kp, Ki y Kd.
Cabe señalar que estas constantes del sistema del control PID digital se determinaron por medio de modelar el
sistema con ayuda de Matlab. También se añadió a la parte de control un potenciómetro que se conecta a una entrada
analógica, esto con la finalidad de modificar la velocidad a la cual se quiere controlar el motor de CD o más bien
dicho el set point.
La modulación del ancho de pulso en el microcontrolador se utiliza para controlar el ciclo de trabajo del motor
DC. Esta técnica se utiliza para el control de velocidad de un motor de corriente continua. La energía se suministra
al motor en forma de una señal de onda cuadrada de tensión constante, pero variando el ancho de pulso o ciclo de
trabajo. El ciclo de trabajo se refiere al porcentaje de un ciclo durante el cual, el ciclo de trabajo de un tren continuo
de pulsos es la medida de la potencia promedio disponible. Dado que la frecuencia se mantiene constante, mientras
que el tiempo de encendido y apagado es muy variada, el ciclo de trabajo del PWM es determinado por el ancho de
pulso. La expresión del ciclo de trabajo está determinada por la ecuación (2).
%Ciclo de trabajo (2)
PRESENTACIÓN EN CD ROM A3 -376 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Estas señales de PWM que genera el microcontrolador y que se acoplan a la parte de potencia por medio de
optoaisladores va a disparar un puente H de IGBT’s que es donde está conectado el motor de CD que se quiere
controlar.
A continuación se muestra una parte del programa hecho.
/* POYECTO GO-KART */
#include <16F887.h>
#device adc =10
#fuses INTRC,NOPROTECT,NOLVP,NOWDT
#use delay(clock=8000000)
#use rs232(baud=9600, xmit=PIN_C6, rcv=PIN_C7)
#include <lcd.c>
#BYTE TRISC=0x87
char dato;
float rT,eT,yT,uT;
int a,b,c;
#int_rda
2.4 Etapa de potencia
Debido al continuo desarrollo y mejora de los dispositivos, existen funciones muy similares entre varios tipos, con lo
cual es difícil decidir cuál es mejor (Leonhard, 2001). Sin embargo cada vez es más frecuente ver a los IGBT en
aplicaciones de baja potencia y altas frecuencias, como fuentes de alimentación conmutadas, que eran del dominio
del MOSFET (Rashid, 1993).
Un dispositivo recomendado para frecuencias altas es el MOSFET, sin embargo debido al elevado costo de
estos dispositivos, la Universidad Tecnológica de Chihuahua patrocinó esta parte del proyecto y se utilizaron IGBT
(se eligió por la corriente que pueden soportan y porque es adecuado para trabajar a velocidades de conmutación de
hasta 20 kHz) que se encontraban en almacén que además son una buena aproximación para este trabajo, véase la
fotografía 3.
Fotografía 3. IGBT capaz de conmutar 300 Amperios y con voltajes de hasta 1200V
2.5 Tablilla de Control
Se diseñó en PROTEUS una tablilla con entradas analógicas, salidas tipo PWM, comunicación RS-232 a
una velocidad de 9600 baudios, entradas y salidas digitales, comunicación con display de cristal líquido (LCD) de 2
líneas x16 caracteres a 4 bits, y cuenta con alimentación independiente para aislarla así del sistema de potencia,
también cuenta con optoaisladores en todas sus conexiones, como se muestra en las fotografías 4 y 5.
PRESENTACIÓN EN CD ROM A3 -377 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Fotografía 4. Tablilla de control Fotografía 5. Componentes de la tablilla
Se integró motor eléctrico, transmisión y base para el banco de baterías, se instaló gabinete para alojar la
tablilla de control, así como el display y dos botones para el arranque maestro del sistema. En la fotografía 6 se
muestra la tablilla en el gabinete.
Fotografía 6. Gabinete de control
El sistema de control debe ser capaz de responder a cualquier alteración mecánica que genere un error y
corregirla hasta estabilizarse, esto se lleva acabo de manera automática gracias a la retroalimentación con la que
cuenta este sistema, el diagrama esquemático se muestra en la figura 4, los dos transistores en el diagrama disparan
los transistores de potencia empleados para energizar el motor (Chapman, 1974).
2.6 Programa en LabVIEW
Se creó una interfaz de usuario en Labview para interactuar con el microcontrolador, y así poder modificar la
constantes del sistema del control de velocidad en éste. Desde esta interface se envían los datos a modificar los
cuales son las constantes de Proporcionalidad (Kp), Integral (Ki) y Derivativo (Kd) en un paquete de 32 bytes al
microcontrolador, en la figura 5 se visualiza los campos donde se pueden ingresar estas constantes, de igual manera
también se visualizan las gráficas de: set point, la del error de la salida con respecto a la entrada y la de
retroalimentación (Kirsch, 1996).
3. CONCLUSIONES
El tiempo de respuesta del sistema fue mayor al tiempo calculado, esto es porque no se tomaron en cuenta el
coeficiente de rozamiento de las llantas, baleros y engranes de la transmisión. Las cuatro baterías que se utilizaron
fueron de plomo normales de automóvil, sin embargo el tiempo de funcionamiento era limitado a unos 15km, para
trabajos futuros se remplazarían por baterías de ciclo profundo. La velocidad máxima que alcanzó fue de 40km/h y
se pude hacer más ligero al perfeccionar el chasis del carro.
PRESENTACIÓN EN CD ROM A3 -378 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
La comunicación mediante la interfaz de Labview en tiempo real facilitó mucho la sintonía del mismo. Es
interesante la integración de los diferentes sistemas del vehículo; la etapa de potencia cuenta con un gran disipador
por la gran cantidad de corriente que maneja, la estabilidad del sistema es muy buena por contar con un chasis de
marca. Cabe señalar que también se cuidó la ergonomía respecto a los controles ubicándolos justo al frente del
conductor. Véase la fotografía 7.
+5V
+5V
DIODO_LED
R11 R10 R9 R8 R7 R6 R5 R21 1
10k 10k 10k 10k 10k 10k 10k 2
330
CONN-SIL2
+5V U3
R4 R22
IN_1
IN_2
IN_3
IN_4
IN_5
IN_6
IN_7
U5
BASE2
1 4
7805 PWM2 anode collector BASE2
2 3
J18 ENCENDIDO 10k cathodo emisor 1k MASA
U1 U2 PWM2.2
2 1 4 1 3 OPTO_INDUSTRIAL R23
anode collector VI VO RESET
1 2 3 1 15 1 4
GND
cathodo emisor RE3/MCLR/VPP RC0/T1OSO/T1CKI IN_7 PWM1 anode collector BASE1
C5 C6 C7 C8 RC1/T1OSI/CCP2
16
PWM2
2
cathodo emisor
3
1k MASA
CONN-SIL2 OPTO_INDUSTRIAL 100n SET_POINT
2
RA0/AN0/ULPWU/C12IN0- RC2/P1A/CCP1
17
PWM1 Q2
100n 100n 100n
FEDBACK
3
RA1/AN1/C12IN1- RC3/SCK/SCL
18
OUT_4
OPTO_INDUSTRIAL
BASE2 TIP36 DIODO_2 R14
2
4 23 10k 100k
ANALOG_2 RA2/AN2/VREF-/CVREF/C2IN+ RC4/SDI/SDA OUT_5
5 24
IN_2 RA3/AN3/VREF+/C1IN+ RC5/SDO OUT_6
6 25
GND IN_3 RA4/T0CKI/C1OUT RC6/TX/CK T1IN PWM1.1
7 26
IN_4 RA5/AN4/SS/C2OUT RC7/RX/DT R1OUT
BASE1
14
IN_5 RA6/OSC2/CLKOUT
13 19
GND IN_6 RA7/OSC1/CLKIN RD0
20
E DISPLAY Q1
+12
RD1 RS CONN-H10
33 21 TIP36 DIODO_1
+12
RB0 RB0/AN12/INT RD2 R/W BASE1
34 22 10k
IN_ANALOGAS RB1 RB1/AN10/C12IN3- RD3 OUT_7
35 27
RB2 RB2/AN8 RD4 DB4
2 36 28
SET_POINT RB3 RB3/AN9/PGM/C12IN2- RD5/P1B DB5
J14
1
FEDBACK RB4
37
RB4/AN11 RD6/P1C
29
DB6 R13
1
2
3
4
5
6
7
8
9
10
38 30 100k
RB5 RB5/AN13/T1G RD7/P1D DB7
2
TBLOCK-I2 39
J13 U7 ANALOG_2 RB6 RB6/ICSPCLK
1 40 8
RB7 RB7/ICSPDAT RE0/AN5 OUT_1 J15
2 1 4 9
+12
anode collector IN_2 RE1/AN6 OUT_2
1 2 3 TBLOCK-I2 10 1
RS
E
GND
DB4
DB5
DB6
DB7
+5V
R/W
cathodo emisor RE2/AN7 OUT_3 1k MASA
2
J12 U8 PWM2.2 J16
TBLOCK-I2 OPTO_INDUSTRIAL PIC16F887
+12
GND
2 1
anode collector
4
IN_3 DISP_ARRIBA R1 PWM1.1
1 TBLOCK-I2
1 2 3 2
cathodo emisor C2 +12
1
J11 U9 DISP_MS FM
TBLOCK-I2 OPTO_INDUSTRIAL 2 TBLOCK-I2
GM
2 1 4 7 13 3
anode collector IN_4 RB4 A QA AL AM U4
1 2 3 1 12 R2 4 1 100n 3
cathodo emisor RB5 B QB BL BM SERIAL
2 11 5
+5V
J10 U10 RB6 C QC CL
TBLOCK-I2 OPTO_INDUSTRIAL 6 10 6 1
+5V
RB7 D QD DL 330 C1+ C1-
2 1 4 4 9 330 7 2
anode collector IN_5 BI/RBO QE EL FL
1 2 3 5 15 R3 8 11 14 3
cathodo emisor RBI QF FL AL T1IN T1IN T1OUT
3 14 9 12 13
J9 U11 LT QG GL BL R1OUT R1OUT R1IN
TBLOCK-I2 OPTO_INDUSTRIAL 10 7 CONN-SIL3
T2IN T2OUT C4
2 1 4 74LS47 CONN-SIL9 9 8
anode collector IN_6 R2OUT R2IN
+5V
1 2 3
cathodo emisor DISP_ABAJO GND
2
J8 U12 DISP_LS VS+ C3
TBLOCK-I2 OPTO_INDUSTRIAL 9 6 100n
+5V VS-
2 1 4 7 13 8
anode collector IN_7 RB0 A QA AM CL
1 2 3 1 12 7
cathodo emisor RB1 B QB BM GL C2+ C2-
2 11 6 100n
RB2 C QC CM DL
TBLOCK-I2 OPTO_INDUSTRIAL 6 10 5
RB3 D QD DM EL C1 GND
4 9 4 4 100n 5 MAX232
BI/RBO QE EM
5 15 3 MCLR
RBI QF FM CM
3 14 2
J7 U19 LT QG GM DM RESET
1
EM
2 3 2 R12 74LS47
emisor cathodo
1 4 1 CONN-SIL9
collector anode OUT_1
J6 U18 10k +5V
TBLOCK-I2 OPTO_INDUSTRIAL
GND
2 3 2 R15
emisor cathodo
1 4 1
collector anode OUT_2
J5 U17 10k
TBLOCK-I2 OPTO_INDUSTRIAL
2 3 2 R16
emisor cathodo
1 4 1
collector anode OUT_3
J4 U16 10k
TBLOCK-I2 OPTO_INDUSTRIAL
2 3 2 R17
emisor cathodo
1 4 1
collector anode OUT_4
J3 U15 10k
TBLOCK-I2 OPTO_INDUSTRIAL
2 3 2 R18
emisor cathodo
1 4 1
collector anode OUT_5
J2 U14 10k
TBLOCK-I2 OPTO_INDUSTRIAL
2 3 2 R19
emisor cathodo
1 4 1
collector anode OUT_6
J1 U13 10k
TBLOCK-I2 OPTO_INDUSTRIAL
2 3 2 R20
emisor cathodo
1 4 1
collector anode OUT_7
10k
TBLOCK-I2 OPTO_INDUSTRIAL
GND
Figura 4. Diagrama electrónico de la parte de control
PRESENTACIÓN EN CD ROM A3 -379 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Figura 5. Interfaz usuario del control
Fotografía 7. Go-kart concluído
4. REFERENCIAS
1. Kampman B., Leguijt C., Bennink D., Wielders L., Rijkee X., De Buck A. (2010). Green Power for Electric
Cars. Development of policy recommendations to harvest the potential of electric vehicles. Delft, CE Delft.
January.
2. Charloteauz M. (1979). Suspensión y dirección, serie Técnica del Automóvil. Tomo VII. Marcombo Boixareu,
Barcelona, España.
3. Leonhard W. (2001). Control of Electrical drives. Springer. 3rd Edition.
4. Rashid M.H. (1993). Electrónica de potencia, circuitos, dispositivos y aplicaciones. Prentice Hall
Hispanoamericana. México.
4. Chapman, A. (1974) Heat Tansfer, 3rd Edition. Macmillan Pub. Co. Inc. pp. 72-76, 334-336.
5. Kirsch D. (1996) The Electric Car and the Burden of History: Studiesin Automotive Systems Rivalry in the
United States, 1890 – 1996. Ph.D. Diss., Stanford University. UMI 97-14137.
PRESENTACIÓN EN CD ROM A3 -380 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
DISEÑO DE MOLDE PARA INYECCIÓN DE UN ATOMIZADOR
USANDO MOLDFLOW
Homero Lemus Arvizu, Joaquín Pérez Meneses y Martha E. Pérez Ramos
División de Estudios de Posgrado e Investigación
Instituto Tecnológico de Querétaro
Av. Tecnológico s/n Esq. M. Escobedo Col. Centro
Querétaro, Qro. México CP.76000
homerpuntocom@yahoo.com.mx
jperezm@mail.itq.edu.mx
meprmx@yahoo.com.mx
Abstracto: En este trabajo se presenta la metodología para el diseño de un molde de inyección de plástico, haciendo
uso como herramienta de diseño del programa Moldflow. La pieza que se modelo fue un atomizador, usándose para
tal efecto el solidworks, para posteriormente exportarlo al de simulación Moldflow. El análisis con este software
permitió establecer la mejor opción tanto en los arreglos de las cavidades, como en las diferentes variables de
diseño del molde, estas son: las salidas de aire, líneas de soldadura, tiempo de llenado, etc. Los resultados indican
que el arreglo de 4 piezas en el atomizador y 6 piezas en el gatillo son los que deben de usarse para la manufactura
del molde, la cual ya se está haciendo en los talleres del instituto.
1. INTRODUCCIÓN
En México el mercado de moldes y troqueles representa más de 4,000 millones de dólares al año, razón por lo cual,
una gran cantidad de productos que se utilizan en la vida cotidiana implica el uso de plásticos, en donde estos
pueden ser producidos a través de moldeo por inyección. Nuestro país, es uno de los países con mayor importación
de moldes de inyección, siendo los fabricantes nacionales de herramentales los que proveen una cantidad mínima, se
estima que sólo surten 5% de la demanda. El resto de la demanda: Un volumen enorme que incluye troqueles para la
fabricación de autos, motocicletas, línea blanca, electrodomésticos, maquinaria, etcétera, se importa de Estados
Unidos (EU), Canadá, Asia y otras regiones. A la fecha, estos niveles de importación son más elevados que otros
países con igual o menor nivel de industrialización, generando un incremento proporcional en los precios de
manufactura, mantenimiento y producto final (Referencia 1).
1.1 Moldes
El molde de inyección es, un sistema complejo en donde se debe conocer simultáneamente las diferentes
características impuestas por el proceso de inyección de plástico. La función primaria del molde es, mantener al
polímero fundido dentro de la cavidad hasta que está completamente llena. La segunda función primaria es, una
transferencia de calor eficiente entre el polímero fundido y el molde frio. Finalmente, la tercera función primaria es
el sistema de expulsión (Kasmer, 2007). Las funciones secundarias se muestran en la figura 1. En donde se aprecia
que, la función de contener la fundición dentro del molde requiere de: (a) El molde resiste enormes fuerzas que
tenderán a abrir o deflexionar el molde y, (b) La boquilla de la máquina de moldeo contiene un sistema de
alimentación para una o más cavidades para transferir la fundición. Estas funciones secundarias pueden dar lugar a
algunas funciones terciarias que cumplen con las funciones específicas del molde. En la figura 1, se muestra una
lista de todas las funciones en un molde de inyección (Kasmer, 2007).
1.2 Antecedentes
PRESENTACIÓN EN CD ROM A3 -381 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
A. Medina y D. Yeo (Medina, 2000), trabajaron en el diseño y construcción de dos moldes para inyección de
plástico que permitió, la producción de dos piezas que son: piezas de soporte y piezas de sujeción, se pueden
apreciar en la figura 2. Usaron el software Moldflow para hacer las diferentes simulaciones, modificando el
diámetro del canal de colada, concluyendo que para la pieza de soporte se maquinará el canal de colada de 3 mm de
diámetro en la punta y entre 5 mm a 10 mm de diámetro en la base. Considerando, que el resultado final depende de
las herramientas de maquinado existentes en el mercado. Para la pieza de sujeción se ha elogió usar el mismo modo
de entrada del material de 2 mm de diámetro o lo más cercano a esta medida de acuerdo con la herramienta de corte
que pueda ser encontrada en el mercado (Medina, 2000).
Figura 1. Flujo del diseño de moldes (Kasmer, 2007)
Por otro lado, Mohd Nazri Binsmail (Binsmail, 2009), en su trabajo presenta los efectos de la selección de
materiales de moldeo para inyección utilizando el software de simulación de Moldflow. El objetivo de este trabajo
fue el seleccionar el material adecuado en la fabricación de productos de plástico (bandeja de datos) en términos de
ganancias, describe las técnicas de análisis de elementos finitos para conocer el efecto del tiempo de ciclo de los
costos de producción y reducir el costo en definir el material seleccionado mediante el método manual. Se
estudiaron ocho materiales plásticos comúnmente usados en la industria. Se desarrolló mediante un software de
dibujo el modelo sólido tridimensional del producto de plástico (bandeja de libro). La dimensión del molde se basó
en el producto. En la figura 3 se muestra la pieza que se modelo en este trabajo.
Figura 2. Izquierda pieza de soporte, derecha pieza de sujeción Figura 3. Bandeja para libros
1.3 Polipropileno
PRESENTACIÓN EN CD ROM A3 -382 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
El material utilizado en este trabajo fue Polipropileno (PP), el cual es un termoplástico de dureza y rigidez elevada,
tiene una excelente resistencia al impacto y a los productos químicos corrosivos. Se usa en diferentes procesos
industriales, debido a sus buenas propiedades eléctricas, químicas y mecánicas, tales como bujes, guías, perfiles,
poleas, etc. Su rango de temperatura de trabajo es de 0ºC a 100ºC. Posee una gran capacidad de recuperación
elástica. Es resistente al agua hirviente, pudiéndose esterilizarse a 140ºC sin deformación, posee gran resistencia a la
penetración de los microorganismos y a los detergentes comerciales a una temperatura de 80ºC. Debido a su
densidad flota en el agua. En la tabla 1 se muestran algunas de sus propiedades (Kasmer, 2007).
Tabla 1. Propiedades mecánicas del PP
Peso específico kg/m3 910
Densidad kg/m3 900
Resistencia a la tracción kg/m2 3E6
Elongación % 600
Módulo de elasticidad kg/m2 115E6
Resistencia a la flexión kg/m2 2.3E6
Dureza shore D 71 - 74
Temperatura de fisión ºK 433.17
Calor especifico Kcal/Kg.ºK 132.11
Coeficiente de conductividad
52.89
térmica Kcal/m.h ºK
2. REDISEÑO DE LA PIEZA
2.1 Piezas a Inyectar
El atomizador de aerosol en estudio a inyectar está compuesto por dos piezas (atomizador y gatillo), las cuales
fueron proporcionadas por el empresario de manera física y solicitándose se diseñara el molde correspondiente para
su fabricación, en la figura 4 se muestran el atomizador y el gatillo que forman el dispositivo. Se consideró rediseño,
debido a que las piezas sufrieron varias modificaciones, no así sus funciones principales, por lo que, en la
modelación CAD se utilizaron las siguientes medidas fundamentales; El diámetro donde se sienta el atomizador con
el aerosol y el punto donde se conecta con el atomizador, figura 5. Regresando a la figura 4, se muestra en (a) la
zona donde se hizo una modificación a una forma recta, lo que ocasionó que algunas dimensiones de la otra pieza
(gatillo) fueran por consecuencia modificadas. En (b), se indican los soportes que fueron eliminados, para permitir
el movimiento del gatillo hacia arriba.
Gatillo Atomizador
Figura 4. Atomizador de referencia
PRESENTACIÓN EN CD ROM A3 -383 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Por otro lado, en la figura 6, se muestra la modificación que se hizo en el diseño de la sección en el atomizador
en el modelo en CAD.
En la figura 7 se muestran las zonas que fueron modificadas a partir de los cambios que se le hicieron al
atomizador, una de estas fue la ubicación del gancho, la cual se recorrió 0,833 mm hacia la izquierda (a). Otra fue la
ubicación del gancho (b), que se hizo coincidente con la pieza de arriba (parte del atomizador) y la parte (c) que es el
seguro, se eliminó las nervaduras en la geometría superior para facilitar la manufactura del molde. En la tabla 2, se
muestran las especificaciones de la máquina que se utilizará en la inyección de las piezas antes mencionadas.
Figura 5. Base de atomizador modelo CAD Figura 6. Atomizador modificado modelo CAD
Figura 7. Gatillo modificado modelo CAD
Tabla 2. Características de la inyectora POTENZA 130, Marca L.K.Machinery Co. LTD
Presión de inyección kg/m2 17.44E6
Volumen de inyección m3 2.51E-4
3
Velocidad de inyección m /seg. 5.5E-5
Fuerza de cierre kg 130,000
Fuerza del botador kg 4900
Tamaño del molde m 0.175-0.4
Máxima apertura m 0.75
3. METODOLOGÍA
PRESENTACIÓN EN CD ROM A3 -384 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
El primer paso para el diseño de un molde es la construcción de un modelo 3D en CAD de la pieza o piezas a
inyectar, estas pueden ser partes de una máquina producto de un desarrollo tecnológico reciente o piezas que se
producían en otro lado y que se requiere hacer uso de re-ingeniería para el diseño del molde, este fue el caso del
presente trabajo, posteriormente, al modelado en 3D donde se hacen las adecuaciones a la pieza, esta se pasa en este
caso al software MoldFlow para su análisis en cuanto a los parámetros de inyección en la máquina correspondiente,
es decir en este software, se simula el proceso de inyección, en lo que se refiere a los parámetros; temperatura y
tiempo de llenado, cambio de densidad, presión de trabajo, trampas de aire, etc. Lo que permite, poder hacer
modificaciones al molde en forma virtual, así mismo los arreglos y puntos de inyección que son necesarios para la
construcción del propio molde ya que esto orientaría a colocar dentro del molde las zonas de enfriamiento, proceso
de cerrado, canales de inyección, etc.
4. RESULTADOS Y DISCUSIONES
4.1 Simulaciones
En las figuras anteriores se mostraron las dos piezas que componen al atomizador modeladas en Solidworks, estas
fueron exportadas al Moldflow para simularlas bajo varias condiciones de presión, temperatura, tiempo de llenado y
número de piezas en un arreglo, además de puntos de inyección. Lo anterior representa, el uso de los parámetros
más importantes para el diseño de un molde antes de su fabricación, de ahí la relevancia de utilizar esta herramienta
computacional, ya que proporciona la oportunidad de observar el comportamiento del molde en diferentes
escenarios. En la tabla 3 se muestran los resultados de distintas simulaciones y arreglos de dichas piezas, al
comparar los resultados se considera que el arreglo de 4 piezas del atomizador y 6 para el gatillo son los que
presentan mejores resultados.
Tabla 3. Resultados de simulaciones.
No. Piezas en Componente Densidad Presión de Tiempo de Resultado
el arreglo llenado MPa llenado (Seg.)
4 Atomizador Baja densidad al 20 1.18 Regular
final del llenado
TM 50-TP200
4 Atomizador Baja densidad al 20 1.00 Bueno
final del llenado
TM 50-TP 230
6 Atomizador Baja densidad al 23 0.92 Regular
final del llenado
TM 50- TP 230
6 Atomizador Baja densidad al 23 5.00 Mala
final del llenado
TM 50- TP 200
6 Gatillo Baja densidad al 30 1.14 Bueno
final del llenado
TM 50- TP 230
4 Gatillo Baja densidad al 23 1.11 Regular
final del llenado
TM 50-TP 230
Nota: TM: Temperatura de llenado, TP: temperatura del plástico.
En la figura 8 se muestra el resultado de la simulación en cuanto a su densidad para un arreglo de 6
atomizadores con malla 3D tetraédrica de 439,290 elementos, con una temperatura del molde 50ºC, temperatura del
PRESENTACIÓN EN CD ROM A3 -385 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
plástico (polipropileno) 230ºC, tiempo de llenado 1 segundo y volumen de 72.7848 cm3. La densidad al final de la
inyección se aprecia en su mayoría de color rojo y al final en verde, lo cual indica, que por el área que recorre y la
temperatura de la misma es más densa al inicio, que al final del llenado.
En la figura 9, se muestra el resultado de la simulación para 4 gatillos con malla 3D tetraédrica de 133,967
elementos, temperatura del molde 50ºC, temperatura del plástico 230ºC, tiempo de llenado 1 segundos y volumen de
17.3241 cm3. Las correderas del material son cónicas por esto se llenan primero que los gatillos ubicados al fondo
del arreglo.
En la figura 10 se muestra el resultado de la temperatura en el arreglo con 4 atomizadores, se observa que están
en color rojo el bebedero y en azul todas las piezas al final de la inyección debido a que esta se realiza muy rápido y
se alcanza la temperatura del molde. En la figura 11 se muestra el resultado de la temperatura en la simulación de un
arreglo de 6 gatillos, produciéndose los mismos parámetros que con los atomizadores.
Figura 8. Densidad en el atomizado Figura 9. Densidad en el gatillo
Figura 10. Temperatura 4 atomizadores Figura 11. Temperatura con 6 gatillos
En la figura 12 se muestra la variación de la presión en el llenado, se simularon de 4 piezas del atomizador,
observándose que dichas piezas son de color amarillo y verde ya que su presión esta alrededor de 20MPa, la presión
de inyección en la simulación es de 180MPa (misma que proporciona la inyectora a utilizar).
En la figura 13 se presenta el resultado de la simulación de 6 piezas del atomizador en lo que se refiere a la
presión de llenado, la presión de inyección fue de 180MPa.
PRESENTACIÓN EN CD ROM A3 -386 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Figura 12. Presión de llenado en 4 piezas Figura 13. Presión de llenado en 6 piezas
En la figura 14 se muestra el resultado de la presión de llenado en la simulación de 4 gatillos, se observa que su
color es amarillo y verde ya que está muy por debajo de la presión, se utilizó una presión de inyección de 180 MPa.
En la figura 15 se muestra el tiempo de llenando en la simulación de 4 piezas del atomizador, observándose lo
siguiente; azul si se llena definitivamente, verde seguro se llena, amarillo se llena sin problema, rojo probablemente
se llene, transparente no se llena.
Figura 14. Presión de llenado del gatillo arreglo de 4 piezas Figura 15. Tiempo de llenado para 4 atomizadores
En la figura 16 se muestra el tiempo de llenando, para la simulación del arreglo de 6 piezas del gatillo, con las
mismas tonalidades antes mencionadas.
Figura 16. Tiempo de llenado del gatillo
PRESENTACIÓN EN CD ROM A3 -387 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
En la figura 17 se muestran las trampas de aire (puntos rojos) que tienen las piezas al terminar de ser
inyectadas, estas son resaltadas por el Moldflow, como ayuda para poder seleccionar las salidas de aire al diseñar el
molde. En la figura 18 se observa que la boquilla del atomizador no se llenó, por tal razón las líneas rojas
representan el aire atrapado.
Figura 17. Trampas de aire del gatillo Figura 18. Trampas de aire del atomizador
4. CONCLUSIONES
El diseño de moldes es una tarea complicada ya que están compuestos por varios partes y sistemas, por lo general, se
hace uso de algún programa CAE para el diseño del mismo, siendo esto una ventaja muy grande. El programa
MoldFlow es una herramienta que permite simular el proceso de moldeo cambiando muchos de sus parámetros y por
lo mismo optimizándolos, ya que se pueden modificar diámetros, temperaturas, plásticos a inyectar (materiales), etc.
Lo cual aumentaría el costo por diseño y fabricación de cada uno de los moldes. El material utilizado para las
simulaciones fue polipropileno, sin embargo el software cuenta con un banco de materiales que podrían haberse
usado en otras pruebas. Se debe tener cuidado a la hora de interpretar los resultados del programa pues se debe de
tener alguna experiencia en el proceso de diseño de moldes de inyección para valorar adecuadamente los resultados
que el moldfow proporciona en cada una de sus corridas. El arreglo del atomizador que arroja mejores resultados es
el de 4 piezas y el del gatillo el de 6 piezas ya que el tiempo llenado, temperatura, densidad, etc., están en rangos que
especifica la inyectora a utilizar. Estos resultados no son los definitivos ya que continúa simulando las cavidades con
diferentes arreglos y geometrías de las piezas que deben ser modificadas.
5. REFERENCIAS
1. Marzo (2011). http://www.cnnexpansion.com/manufactura/tendencias/troquelado-en-mexico.
2. David O. Kasmer. (2007). Injection mold Desing engineering, Hanser.
3 Alejandro Medina y David Yeo. (2000). Diseño y construcción de dos moldes para inyección de plástico para la
producción de la pieza de soporte y sujeción de un mostrador plegable. Universidad de las Américas. Puebla,
Puebla.
4. Marzo (2011). htt//www.jq.com.ar/imágenes/productos/polipropileno/poliprop/dtecnicos.htm.
PRESENTACIÓN EN CD ROM A3 -388 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
5. Mohd Nazri Binsmail. (2009). Efects of material selection on injection molding parameters using Moldflow
simulation software. Faculty of Mechanical Engineering University Malaysia Pahang.
PRESENTACIÓN EN CD ROM A3 -389 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
DISEÑO DE UNA CASA BIOCLIMÁTICA CON ORIENTACIÓN SOLAR
PASIVA
Gómez Mercado Abdiel, García Guerrero Eduardo y Sánchez Quintana Cristian Iván
División de Estudios de Posgrado. Maestría en Ingeniería Mecánica
Instituto Tecnológico de Pachuca
Carretera México–Pachuca km. 87.5, Col. Venta Prieta
Pachuca de Soto, Hidalgo, México C.P. 42080
Teléfono: 01 771 71 13140 Ext. 139
agmerca63@gmail.com, supra_983@hotmail.com
Abstracto: Se presenta el diseño de una casa semi-residencial Bioclimática, que utiliza la orientación solar como
técnica de aprovechamiento de la energía solar, proyectada para construirse en la ciudad de Pachuca de Soto
Hidalgo, dentro de las instalaciones del Instituto Tecnológico de Pachuca (ITP).
El enfoque de este trabajo es incorporar los conocimientos técnicos de Ingeniería al ámbito de la arquitectura
bioclimática, de tal manera que se genere la posibilidad de experimentar con nuevas técnicas de diseño,
construcción, utilización de materiales y uso de eco-tecnias. El esfuerzo va dirigido a la implementación de
alternativas energéticas de bajo impacto ambiental y orientadas al ahorro de energía en zonas semi-residenciales,
con lo que se pretende aportar soluciones de bajo costo, de alto impacto tecnológico y adicionalmente la formación
de recursos humanos a corto plazo aplicados a la investigación y desarrollo tecnológico.
1. INTRODUCCIÓN
En los últimos años la humanidad ha sido testigo de los efectos devastadores del calentamiento global. La presencia
de fenómenos climáticos tales como huracanes, tornados y sequías a gran escala son evidencia de las consecuencias
que la humanidad ha tenido que enfrentar en cuanto a costo social y económico. El origen de esta situación se
encuentra en la manera tan displicente e irresponsable en que los seres humanos hemos estado utilizando los
recursos naturales y energéticos del planeta. El costo ha sido muy alto.
Por otro lado el estilo de vida urbano de la gente en todo el mundo, que si bien hay que decir representa
comodidad, versatilidad y por lo tanto una mejor calidad de vida, también es uno de los sectores de la población que
más consume energía y por lo tanto su aportación a la contaminación del medio ambiente es mayor.
Una de las soluciones a este problema consiste en diseñar edificios habitacionales y de cualquier otro tipo con
características bioclimáticas y sustentables, que ayuden a disminuir el consumo de energía y que además pueda ser
redituable económicamente. Se han realizado trabajos al respecto en este campo en nuestro país y alrededor del
mundo; sin embargo es importante generar diseños específicos para cada región del planeta, pues las características
climáticas cambian según el lugar en donde se encuentre la construcción, considerando las eco-tecnias disponibles
para el diseño de casas ecológicas.
El propósito de este trabajo es realizar investigación sobre una metodología específica para el ahorro de energía
utilizando nuevos diseños de edificios y viviendas, y proponer el diseño de una casa Bioclimática de tamaño semi-
residencial, ubicada en la ciudad de Pachuca de Soto, Hidalgo, México. Esta vivienda tendrá características de uso
eficiente de energía y en especial de energía solar y la eólica. Por el momento se presenta el diseño preliminar, con
una orientación solar propuesta, este modelo posteriormente se someterá a análisis de transferencia de calor y flujo
de viento para optimizar su forma y demás implementos.
2. DESARROLLO
PRESENTACIÓN EN CD ROM A3 -390 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
El primer paso es definir las dimensiones convencionales de un terreno para una vivienda de tamaño semi-
residencial. En este caso, se trata de un área de 120 m2 que comprende el diseño de una casa bioclimática con
funcionalidades promedio; las características de diseño siguen tendencias arquitectónicas modernas y orgánicas.
Para definir la geometría exterior de la casa, el diseño parte de la forma básica de un prisma basáltico
(formaciones rocosas naturales comunes en el Municipio de Huasca de Ocampo en el Estado de Hidalgo). La
justificación tiene que ver con aspectos de funcionalidad, versatilidad y una visión vanguardista de diseño
arquitectónico.
2.1 Diseño Interior
El interior de la casa-habitación cuenta con una planta baja y una planta alta; los espacios arquitectónicos que
conforman la casa son:
Planta baja.
Cocina-comedor
Sala
Medio baño
Cochera
Área de Servicio
Jardín
Área de Servicio
Cocina-comedor
Cochera
Medio
Baño
Sala
Jardin
Figura 1. Imagen de planta baja
Planta alta.
Recamara principal
2 recamaras secundarias
Pasillo
Cuarto de servicio
2 Baños
Baño
Recamara
Principal
Recamara 1/2
Recamara
Baño
Secundaria Secundaria
2 1
PRESENTACIÓN EN CD ROM A3 -391 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Figura 2. Imagen de planta alta
Todos los espacios arquitectónicos fueron dimensionados según Fonseca (2002) acorde a las características
fisiológicas de un latino promedio.
Los materiales principales que se pretende utilizar para construir el edificio son:
Piedra
Ladrillo
Acero
Vidrio
Adobe
Estos materiales se pueden conseguir fácilmente en la región para poder asegurarse del bajo impacto
ambiental. Las propiedades físicas de estos materiales se toman de la bibliografía común disponible.
2.2 Diseño exterior
Como ya se ha mencionado, el diseño exterior de la casa fue inspirado en una forma prismática, comenzando así por
modelar una forma base de un prisma hexagonal. Este fue modificado de tal manera que tenga la apariencia de una
casa convencional, pero con diseño vanguardista.
Figura 3. Imagen de forma básica para el diseño bioclimático de la casa
Se modificaron algunas partes del modelo principal para que pudiera cumplir con las características de
espacios en particular, como: el garaje, puerta de entrada y un área de servicio en la parte trasera de la casa.
PRESENTACIÓN EN CD ROM A3 -392 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Figura 4. Modelo en isométrico del diseño de la casa
El diseño de este modelo para vivienda tiene como finalidad última ser objeto de análisis de transferencia de
calor, conservación de energía y flujo de viento exterior así como analizar las alternativas de ventilación natural para
este modelo diseñado. Para comenzar con el análisis, se requiere un modelo preliminar; todos los elementos
arquitectónicos como ventanas, posiciones de fachadas y materiales usados en cada una de las partes del modelo se
definieron según el estándar de construcción de viviendas. Esto permitirá futuras modificaciones de acuerdo con los
resultados que se obtengan en cada una de las etapas del proyecto.
2.3 Diseño Solar Pasivo
Los sistemas pasivos en una edificación tienen como objetivo lograr una construcción eficaz, confortable y son
aquellos que utilizan el sol, las brisas, vegetación, viento y el manejo de espacios arquitectónicos, sin depender de
sistemas electromecánicos para crear un microclima interior adecuado. En la ciudad de Pachuca de Soto, el clima
predominante es frio templado con temperaturas mínimas promedio de 0 o - 5o Celsius en la mayor parte del año y en
los meses más cálidos que están comprendidos entre marzo y mayo se tienen temperaturas mínimas promedio de 10 o
– 15o Celsius.
Dichas condiciones climáticas generan la necesidad de tener una vivienda que aproveche la energía solar de una
forma pasiva para poder calentarse, además de la relevancia que estas acciones tendrían desde el punto de vista del
ahorro de energía. Es por ello que las técnicas aplicables serán, en su mayoría, enfocadas al aprovechamiento de la
radiación captada por el inmueble y posteriormente se deberán realizar estudios para implementar métodos de
enfriamiento pasivo para la temporada cálida.
La técnica pasiva que se utiliza en este caso, es el de la orientación del modelo con respecto a la trayectoria del
sol, básicamente consiste en orientar la posición de las fachadas principales del modelo de tal forma que estas
aprovechen la mayor cantidad de energía solar, este procedimiento se describe a continuación.
2.3.1 Orientación Solar
Esta fase tiene que ver con las trayectorias solares a lo largo de todo el año. Para definir las trayectorias se requiere el
cálculo del ángulo solar horario, el cual se realiza con base en las coordenadas globales: altitud, latitud y longitud. A
continuación se describen las fórmulas que se emplean en dicho cálculo definidas por Lacomba (1991) y García
(1999).
Hora Solar:
( ) (1)
La declinación solar es:
[ ( ) ] (2)
Asimismo, el ángulo de altura solar se determina por:
[( ) ( )] (3)
Finalmente, el ángulo de acimut es:
PRESENTACIÓN EN CD ROM A3 -393 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
*( )+ (4)
En donde:
n: día del año
L: coordenada latitud
X: Ángulo Acimut.
Lstd: longitud de referencia oficial.
Lloc: longitud local.
Para la determinación de las gráficas y de las trayectorias solares por hora del día y por mes a lo largo del año
se evaluaron las fórmulas anteriores con la ayuda de un Software llamado ECOTECT ANALISYS ©AUTODESK
2011. Utilizando los datos geográficos de la ciudad de Pachuca, además de un historial de temperaturas y
velocidades de vientos de los últimos 6 meses, se obtuvieron datos precisos para la obtención de trayectorias solares
así como sus gráficas correspondientes.
Analíticamente se comprobaron los datos de la Tabla 1, utilizando las características geográficas de la ciudad
de Pachuca como lo son Longitud Local de 98.7, latitud de 20.11, el dia del año 135 correspondiente al 15 de mayo
y para una hora local 6:30. Utilizando las fórmulas anteriores (1), (2), (3), (4) y sustituyendo los valores de entrada,
se encuentran los siguientes valores:
Hora Solar: 05:59.
Ángulo Acimut: 72.3
Ángulo de Altitud: 6.4
Se obtuvieron diferencias con los cálculos del ordenador de 1 minuto para el caso de la hora solar, 0.1 grados
para el ángulo acimut, y de 0.4 grados para el ángulo correspondiente a la altitud, los cuales no representan un
margen de error alto para los efectos de los estudios que nos ocupan.
Tabla 1. Valores de ángulos de acimut, altitud, hora solar y local (Ecotect Analisys ©Autodesk 2011)
Datos tabulados para un día Solar.
Datos: Longitud 98.7 Longitud referencia 90, Fecha 15 de mayo, Zona
hotaria -90, Orientación 0.0 Amanecer 06:02, Puesta de Sol:18:59,
Corección solar -31 min. Declinación 18.6
Hora local (Solar) Acimut Altitud
06:30 05:58 72.4 6
07.30 06:58 76.7 19.9
08.30 07:58 80.4 33.4
09.30 08:58 83.9 47.4
10.30 09:58 85.7 61.4
11.30 10:58 93 75.5
12.30 11:58 170 88.6
13.30 12:58 -93.3 76
14.30 13:58 -87.8 61.9
15.30 14:58 -84.1 47.9
16.30 15:58 -80.5 33.9
17:30 16:58 -76.8 20.1
18:30 15:58 -72.5 6.5
Una vez que se calcularon los valores enlistados, fue posible obtener las trayectorias solares con ayuda del
software antes referido.
PRESENTACIÓN EN CD ROM A3 -394 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Las gráficas que se obtuvieron son del tipo ortográficas y estereográficas. Las siguientes figuras muestran las
trayectorias solares por hora del día y de acuerdo al mes del año. La figura 5 ofrece una vista frontal y ortogonal al
terreno de ubicación de cualquier construcción; las trayectorias aparecen en un arco de un lado a otro de este a
oeste.
La figura 6 muestra una vista de planta, que también indica las trayectorias solares por hora del día y por mes
del año; además se puede apreciar la curvatura de la trayectoria más comúnmente utilizada en este tipo de gráficas.
Cabe señalar que el método de generación de las gráficas anteriores es relativamente sencillo, utilizando el
método descrito por Canterell (1990). La utilización del software agiliza las actividades que de otra forma serían
complicadas, y tediosas, con el consecuente consumo de tiempo para el cálculo.
Se requiere que la trayectoria del sol que va de este a oeste, incida sobre las fachadas de la casa en la mayor
cantidad de tiempo posible, por lo que la orientación de la construcción ubicada en una zona fría (que a la vez es alta
y montañosa), debe hacerse con sus fachadas y ventanas al sur para que al medio día incida una mayor cantidad de
radiación y luz solar para aprovechar al máximo la energía proveniente del sol.
Estas gráficas son útiles para definir la orientación más adecuada para una construcción específica.
Posteriormente, el modelo de la casa puede ser elaborado en un software de diseño arquitectónico que proporcione
la precisión requerida por el usuario. En esta investigación se utiliza AUTOCAD ©Autodesk 2010 para exportar el
modelo al programa Ecotect Analisys ©Autodesk 2011 y de esta manera orientar el diseño con respecto a las
trayectorias solares
Orthographic y a Projection
la vez disponer de una descripción sobre las trayectoriasDate/aparentes, lo cual es un parámetro
Time: 19:00, 15th May
Location: Pachuca, MEX Dotted lines: July-December.
básico para elSundiseño de
Position: -69.8°,
© Weather Tool
-0.9°la casa habitación Serghides(2006). HSA: -69.8°, VSA: -2.6°
90
13
80 12
70
14
11
60
15
10
50
16
40
9
30
17
8
20
18
7
10
19
ALT
6
-180 -150 -120 -90 -60 -30 North 30 60 90 120 150 180
Figura 5. Diagrama de trayectorias solares del tipo ortográfica
PRESENTACIÓN EN CD ROM A3 -395 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Stereographic Diagram N
Location: Pachuca, MEX 345° 15°
Sun Position: -69.8°, -0.9°
HSA: -69.8°, VSA: -2.6°
© Weather Tool 330° 30°
10°
315° 45°
20°
30°
300° 60°
40°
1st Jul
1st Jun 50°
1st Aug
285°
1st May 60° 75°
70°
1st Sep
80°
1st Apr
270° 90°
1st Oct
1st Mar
1st Nov
255° 105°
1st Feb
1st Dec
1st Jan 15 14 13 12 11 10
17 16 9 8
240° 120°
225° 135°
210° 150°
Time: 19:00
Date: 15th May 195° 165°
Dotted lines: July-December. 180°
Figura 6. Diagrama estereográfico de trayectorias solares
PRESENTACIÓN EN CD ROM A3 -396 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Figura 7. Trayectorias solares sobre el modelo: izquierda-vista isométrica y derecha-vista lateral derecha
En la figura 7 se puede apreciar cómo las trayectorias solares recorren la longitud de la construcción en su
totalidad. Un proceso posterior opcional es realizar los cálculos y gráficas con un pequeño ángulo de corrección,
para compensar las temporadas calurosas. Sin embargo, es una acción que debe realizarse con ayuda de un análisis
de flujo de viento para estar en condiciones de orientar con base en datos más completos.
3. RESULTADOS
Este trabajo deja como resultado un modelo arquitectónico de una casa bioclimática con énfasis en aprovechamiento
de la energía solar. Hasta el momento con una orientación solar preliminar que se utilizará para el análisis de flujos y
transferencia de calor, así como el cálculo de la eficiencia térmica del sistema para asegurar el funcionamiento
óptimo de la construcción y alcanzar condiciones de confort humano en la mayor parte del año.
PRESENTACIÓN EN CD ROM A3 -397 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
4. REFERENCIAS
1. Becerril, S. (1987). Del Sol a la Arquitectura. Ediciones G. Gili, S.A. de C.V, primera edición.
2. Canterell, J. (1990). Geometría, Energía y Arquitectura. Editorial Trillas, primera edición.
3. Fonseca, X. (2002). Las Medidas de una Casa, Antropometría de una vivienda. Editorial PAX México, Librería
Carlos Cesarman.
4. García, J. R. (1999). Arquitectura, Medio hambiente y Desarrollo Sustentable. Universidad Autónoma
Metropolitana, primera edición.
5. Lacomba, R. (1991). Manual de Arquitectura Solar. Editorial Trillas, México, primera edición.
6. Piquer, J. S. (1986), El proyecto en Ingeniería y Arquitectura. Ediciones CEAC, segunda edición.
7. Serghides, D. K. Bioclimatic Design and energy conservation in buildings. Energy and Enviroment Studies.
Royal Institute of British Architects (RIBA II) AA Grad. Dipt.
PRESENTACIÓN EN CD ROM A3 -398 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
EFECTO DE LA APLICACIÓN DE UNA RESINA BASE SILICÓN SOBRE
CAPACITORES DE TANTALIO DE MONTAJE SOBRE SUPERFICIE
Mario Alejandro González Lara, Víctor Eduardo Amaya Escobedo, Tomás Sánchez Mojarás
Departamento de Ingeniería Industrial
Instituto Tecnológico de Ciudad Victoria
Boulevard Emilio Portes Gil #1301 Pte.
Cd. Victoria, Tamaulipas, CP 87010
mariogonzalezat@gmail.com
v1c7ore@gmail.com
Abstracto: Este artículo tiene por objetivo evaluar el efecto de aplicar una resina base silicón sobre las propiedades
eléctricas y físicas en los capacitores de tantalio. Con la aplicación de esta resina se pretenden mejorar las
propiedades físicas sin afectar las eléctricas, se espera mejorar el desempeño de los capacitores al ser sometidos a
temperaturas similares a las ejercidas en los hornos de reflujo para el soldado de componentes electrónicos de
montaje sobre superficie, sin generar fracturas en su encapsulado. Se presentan los resultados obtenidos de pruebas
eléctricas, popcorning y su relación con la cantidad de resina aplicada. De los valores eléctricos obtenidos en los
diferentes tamaños de capacitores no se observaron cambios negativos significativos, por el contrario en uno de los
casos las propiedades mejoraron. En cuanto al problema de fracturas en su encapsulado sí presentó una mejora al no
presentarse en los capacitores con la aplicación de esta resina.
1. INTRODUCCIÓN
Un capacitor es un dispositivo electrónico pasivo que es capaz de almacenar energía en forma de campo eléctrico
está formado por un par de placas conductoras separadas por un dieléctrico. Las placas conductoras son conocidas
como ánodo (terminal positiva) y cátodo (terminal negativa); el dieléctrico que las separa es un material poco
conductivo por lo que el paso de corriente a través de él es prácticamente nulo. Básicamente existen dos tipos de
capacitores de tantalio: el sólido y el húmedo. En ambos casos, se comprime polvo de tantalio de alta pureza en
forma cilíndrica o rectangular, como se muestra en la figura 1. Luego, la conexión del ánodo (+) simplemente se
presiona dentro de las estructuras resultantes, como se muestra en la figura. Entonces la unidad resultante se aglutina
(hornea) al vacío a temperaturas muy altas para formar un material bastante poroso. El resultado es una estructura
con una muy amplia área superficial dentro de un volumen limitado. Mediante la inmersión en una solución acida,
se establece un delgado recubrimiento de óxido de manganeso (MnO 2) sobre la superficie porosa. Entonces se añade
un electrolito para establecer contacto entre el área superficial y el cátodo, produciendo un capacitor de tantalio
solido (Gallo, 1995).
Figura 1. En esta imagen se muestran las partes del capacitor de tantalio sólido de montaje sobre superficie
PRESENTACIÓN EN CD ROM A3 -399 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
El efecto popcorning en los capacitores de tantalio de montaje en superficie (SMT) es ocasionado bajo ciertas
condiciones, los cuerpos largos y planos de plástico de montaje sobre superficie como los capacitores de tantalio
pueden desarrollar grietas si se montan con una soldadora de olas, soldadura por fase de vapor o en un horno de
convección por infrarrojo o aire caliente. En todos estos casos, el conjunto de componentes se calienta a por encima
del punto de fusión de la soldadura (183 ° C). Estas grietas son causadas por el efecto llamado popcorning, que es
debido al siguiente mecanismo.
Los cuerpos de los capacitores que están encapsulados con una resina epóxica, son capaces de absorber la humedad
si están fabricados o almacenados en condiciones húmedas. La humedad no sólo se acumula en el cuerpo mismo,
sino que también puede penetrar en la cavidad interna del capacitor. Durante la soldadura, esta humedad se
convierte en vapor y como consecuencia, la presión de varias atmósferas puede acumularse en el interior del
componente, lo que hace un hueco o ampolla y la fractura como se muestra en la figura 2. Naturalmente, el efecto
popcorning no se genera con los métodos de soldadura en el que sólo las terminales se calientan, mientras que el
cuerpo del capacitor se mantiene frío (Boylestad, 2004).
Fractura
Figura 2. Sección transversal donde se muestra una fractura ocasionada por el efecto popcorning en un capacitor de SMT
Existen resinas base silicón que consiste básicamente en un hidruro de silicio que contienen polisiloxanos los
cuales son una clase general de polímeros de siloxano, más común que los polimetilsiloxano. Este polímero lineal,
contiene enlaces de hidruro de silicio a lo largo de una cadena de polisiloxano, está representado por la fórmula 1.
(1)
Los polimetilsiloxanos se utilizan para la formulación de diversos revestimientos y tratamientos, tales como
repelentes de agua y suavizantes textiles. También pueden ser mezclados con otros materiales y/o emulsionados para
producir productos con una amplia variedad de usos. Estos también se pueden utilizar como un material de partida,
químicamente reactivo para productos de silicona y otros copolímeros de silicona organometálicos. Otros siloxanos
hidruro de silicio pueden incorporar una mezcla de dimetíl metilo e hidrógeno, y/o terminación siloxanos (SiH)
(Jasso, 2010).
2. PLANTEAMIENTO DEL PROBLEMA
2.1 Definición del problema
El defecto físico de fracturas que se presenta en los capacitores durante el montaje en superficie en la industria
electrónica, normalmente se relaciona con el fenómeno llamado popcorning, el cual Este fenómeno se describe
como la liberación del agua absorbida por los componentes del dispositivo en forma de vapor al ser sometidos a
procesos de calentamiento durante el montaje. El capacitor está compuesto de diversas capas que tienen propiedades
higroscópicas. Esta absorción se magnifica más en ciertos materiales como el encapsulado epóxico, además de
favorecerse bajo ciertas condiciones atmosféricas en donde se tiene humedad relativamente alta.
PRESENTACIÓN EN CD ROM A3 -400 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
En el caso de los capacitores con una cantidad suficiente de humedad absorbida, esta puede ser expulsada de su
interior durante el proceso de soldado, las temperaturas alcanzadas son del orden de los 250 °C y son suficientes
para evaporar esta humedad y expulsarla creando una fisura en el encapsulado.
El epóxico que se utiliza para encapsular a los capacitores es higroscópico y la humedad que ingresa en ellos se
puede acumular en las interfaces dentro de éste. La cantidad de humedad absorbida es función del tiempo, la
permeabilidad a la humedad del compuesto, la forma geométrica, la temperatura y la humedad relativa. Por efecto
de la temperatura durante el proceso de soldado se genera estrés térmico. La humedad vaporizada incrementa la
presión del vapor en la cavidad delaminada. Si el estrés hidrotérmico y la presión del vapor exceden la fuerza de
adhesión y resistencia a la fractura del compuesto epóxico, estas fuerzas se convierten en los factores que: hacen
crecer la delaminación y hacen aparecer las fisuras. Las fisuras típicamente inician en las esquinas de las interfaces
para luego propagarse a través del compuesto de moldeo en la dirección de máximo estrés. La predominancia de una
fisura sobre otra depende de la estructura del paquete, las condiciones de soldadura y la relación entre la humedad
absorbida y la máxima absorción posible (Moore, 1992).
El efecto colateral del popcorning es el movimiento de partes electrónicas pequeñas colocadas a un costado
del capacitor en las tablillas electrónicas, esto debido a la expulsión del vapor de agua. Curiosamente, esta
consecuencia es la que generalmente hace evidente el problema, no el defecto en sí mismo el cual no altera las
propiedades del capacitor (Strauss, 1998).
2.2 Objetivo
El objetivo de este artículo es documentar y analizar las pruebas de aseguramiento de la calidad realizadas a
capacitores con aplicación post ensamble de resina base silicón con el propósito de establecer si tiene un efecto
secundario. Los parámetros eléctricos a evaluar son los siguientes:
1. Capacitancia (CAP)
2. Resistencia Equivalente en Serie (ESR)
3. Factor de Disipación (DF)
4. Corriente de Fuga (LKG)
5. Eventos de popcorning (se realiza una prueba para predecir el popcorning en dispositivos SMT).
Los resultados se comparan con un grupo sin la aplicación de la resina (control)
2.3 Hipótesis de Investigación
Al recubrir el capacitor con una resina hidrofóbica, se pretende reducir el defecto de popcorning previniendo la
absorción y liberación de humedad durante su manufactura y en procesos posteriores, sin afectar sus propiedades
eléctricas.
2.4 Justificación
Se tienen registros históricos (figura 3) de quejas de cliente por el defecto de popcorning en los capacitores SMT,
ocasionando la implementación de costosos procesos preventivos que no agregan valor y que además tienen tiempo
de vencimiento, estos procesos también incrementan el inventario en proceso afectando las entregas a tiempo.
PRESENTACIÓN EN CD ROM A3 -401 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Figura 3. Histograma de las quejas de cliente registradas por el defecto de popcorning
3. DESARROLLO EXPERIMENTAL
3.1 Plan de experimentación
Se eligió un capacitor de 100F para 6v del tamaño V, tipo de parte con alta incidencia en el defecto de popcorning.
Se aplicaron diferentes cantidades de resina para determinar el peso promedio de resina óptimo que nos ayude a
reducir el defecto de popcorning, la mejor condición y el control se enviaron para realizar pruebas aceleradas de
HAST para analizar el desempeño eléctrico con la aplicación de este material.
3.1.1 Determinación de peso promedio en la aplicación de resina
Los capacitores fueron impregnados con un aplicador de la marca EFD 787MS-SS para cubrir la superficie total, se
pesaron en una balanza analítica marca Denver Instrument modelo AA-250, para después realizar pruebas de
popcorning y analizar los resultados.
3.1.2 Prueba para evaluar popcorning
La prueba de popcorning consiste en tomar 40 capacitores, se hace una inspección en un microscopio óptico a 100X
para tener piezas sin grietas. Posteriormente se someten a un proceso de añejamiento en una cámara de humedad a
90°C-85% de humedad durante un periodo de 24 horas, después se colocan durante 6 minutos en una placa de
calentamiento a 280°C, la superficie está cubierta por una capa de polvo de alúmina la cual nos mostrará un
desplazamiento por el vapor de agua expulsado del interior del capacitor al momento de entrar en choque térmico
por el incremento de temperatura, al colocarse los capacitores sobre la placa. Finalmente se inspeccionan de nuevo
las piezas en el microscopio óptico para detectar grietas en piezas que no revelaron falla durante la prueba de
popcorning, ver figura 4.
PRESENTACIÓN EN CD ROM A3 -402 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Figura 4. Capacitores sometidos a prueba de popcorning, donde las marcas sobre la alúmina muestran el defecto de popcorning
por la expulsión del vapor de agua
3.1.3 Pruebas de resistencia a la Humedad sin voltaje
La prueba consiste en determinar el efecto en el capacitor al ser expuestos a temperatura, humedad y voltaje por un
periodo de tiempo determinado de acuerdo con los estándares de la JEDEC, (Joint Electron Device Engineering
Council Solid State Technology Association, es la rama de la EIA: Electronic Industries Alliance) que representa a
las áreas de la industria electrónica en los Estados Unidos para la estandarización de la ingeniería y desarrollo de
tecnologías basadas en semiconductores. Los parámetros eléctricos a evaluar fueron los comúnmente aceptados por
la industria de capacitores de Tantalio; CAP, DF, ESR y LGK sin voltaje en un ambiente de humedad (85%RH) y
temperatura (85°C) a 0, 250, 500 y 1000 hrs (Xiameter).
4. RESULTADOS
4.1 Cantidad de resina aplicada
En las siguientes tablas se muestran los pesajes obtenidos con cada una de las puntillas de aplicación utilizadas, se
seleccionaron tres diferentes calibres de puntillas para mantener una presión constante y así tener variables
controladas en la aplicación.
Tabla 1. Resultados utilizando puntilla transparente gauge 27
Tabla 2. Resultados utilizando puntilla roja gauge 25
Tabla 3. Resultados utilizando puntilla naranja gauge 23
PRESENTACIÓN EN CD ROM A3 -403 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Aplicador con puntilla
transparente Aplicador con puntilla naranja
Peso total agregado Peso total
Muestra (grms) Muestra agregado (grms)
1 0.0001 1 0.0003
2 0.0001 2 0.0003
3 0.0001 3 0.0004
4 0.0001 4 0.0003
5 0.0001 5 0.0003
6 0.0001 6 0.0003
7 0.0001 7 0.0004
8 0.0001 8 0.0003
9 0.0001 9 0.0003
10 0.0001 10 0.0003
11 0.0001 11 0.0003
12 0.0001 12 0.0003
13 0.0001 13 0.0003
14 0.0001 14 0.0002
15 0.0001 15 0.0003
16 0.0001 16 0.0003
17 0.0001 17 0.0003
18 0.0001 18 0.0003
19 0.0002 19 0.0003
20 0.0001 20 0.0004
21 0.0001 21 0.0003
22 0.0001 22 0.0003
23 0.0001 23 0.0003
24 0.0002 24 0.0003
25 0.0001 25 0.0003
26 0.0001 26 0.0003
27 0.0001 27 0.0003
28 0.0001 28 0.0003
29 0.0001 29 0.0003
Promedio 0.0001 Promedio 0.0003
Las puntillas utilizadas en el desarrollo de este proyecto son marca EFD (PRECISION STAINLESS STEEL TIPS). El
fabricante Nordson EFD cuenta con una amplia gama de puntillas para diversas aplicaciones (figura 5) por lo que se
tuvo que solicitar un muestrario de ellas para hacer pruebas con la resina en evaluación, quedando solo la
transparente con diámetro interno de 0.008”, la roja con diámetro interno de 0.010” y la naranja con diámetro
interno de 0.013”, el resto presentaron problemas de estrangulamiento o escurrimiento.
4.2 Resultados de Popcorning
Se realizaron pruebas de popcorning a los capacitores con las diferentes aplicaciones y al control, de las cuales se
obtuvieron los resultados mostrados en la figura 6 y tabla 4.
PRESENTACIÓN EN CD ROM A3 -404 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Figura 5. Muestra de los tipos puntillas para la aplicación de fluidos
% de Defecto Popcorning
80%
70%
70%
60%
50%
40%
30%
20%
20%
10%
10% 2.5%
0%
Control 0.1 mg de resina 0.2 mg de resina 0.3 mg de resina
Figura 6. Gráfica de reducción del defecto popcorning por la aplicación de la resina base silicón
Tabla 4. Muestra la cantidad de piezas evaluadas con su porcentaje de falla según la cantidad de resina aplicada
Grupo (cant. De aplicacion) Muestra Piezas que fallaron % de falla
Control 40 28 70%
0.1 mg de resina 40 8 20%
0.2 mg de resina 40 4 10%
0.3 mg de resina 40 1 2.5%
4.3 Resultados de resistencia a la humedad sin voltaje
Resultados de las pruebas CAP/DF/LKG y ESR de resistencia a la humedad, en las figuras 7 y 8 se muestran los
resultados del grupo control vs el grupo de prueba que tuvo el mejor desempeño (puntilla naranja) en la prueba de
popcorning donde se muestra una mejora en los paramétricos de DF y LKG mientras que en CAP y ESR no se
muestra alteración alguna.
PRESENTACIÓN EN CD ROM A3 -405 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Figura 7. Resultados de DF, y LKG del grupo control vs grupo de prueba
Figura 8. Resultados de CAP y ESR del grupo control vs grupo de prueba
5. ANÁLISIS DE RESULTADOS
PRESENTACIÓN EN CD ROM A3 -406 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
1. Con la utilización de la puntilla naranja se obtuvo el mejor resultado en las pruebas de popcorning, sin llegar a
exceder la aplicación sobre los capacitores refiriéndonos a un exceso de aplicación cuando la resina aplicada llega a
cubrir además del capacitor también las terminales, el resultado fue de un defecto de cuarenta, por lo que se
determinó como pesaje óptimo de aplicación de 0.3mg por capacitor.
2. Se observa una reducción considerable en el defecto popcorning con la aplicación de la resina lo cual demuestra
que esta aplicación funciona como una barrera hidrofóbica previniendo la absorción de más humedad del medio
ambiente la cual al liberarse en el proceso de soldado provoca grietas y liberación de vapor. Lo segundo es poco
probable que ocurra pues la capa es tan delgada que difícilmente evitará que humedad que está dentro del capacitor
sea liberada, lo más probable es que si hay humedad atrapada antes de que cure la resina esta saldrá rompiendo esta
capa.
3. En los resultados de las pruebas eléctricas realizadas observamos una mejora en los paramétricos de LKG, DF y
CAP, lo anterior debido a que al evitar la penetración de humedad se evita un deterioro de las capas internas del
capacitor, este deterioro se refleja en el incremente de algunos paramétricos como CAP y LKG. Para el ESR no
presenta alteraciones.
6. CONCLUSIONES
Los resultados obtenidos al aplicar una resina base silicón sobre capacitores de tantalio SMT nos muestran una
reducción considerable en el defecto popcorning al momento de exponer los capacitores a temperaturas de 280°C.
Por otro lado se observa que no sólo es suficiente cubrir la superficie del capacitor con la resina sino que también es
importante la cantidad aplicada, lo cual nos arroja como la variable a controlar en futuras aplicaciones donde el área
a cubrir en los capacitores sea mayor o menor, teniendo como punto de partida esta evaluación que se logró con
éxito al no comprometer las propiedades eléctricas del capacitor.
7. REFERENCIAS
1. Anthony A. Gallo, (1995). Dexter Technical Paper Popcorning: A Failure Mechanism in Plastic Encapsulated
Microcircuits. University of Maryland, USA.
2. Boylestad, R. (2004). Introducción al análisis de circuitos, Pearson, México.
3. Jasso, H (2010). Efectos a largo plazo en los capacitores de tantalio debido a fracturas en su resina epóxica.
3er Congreso Internacional de Investigación CIPITECH 2010. Memoria Técnica pp. 300-307.
4. Moore, John J. (March 1992) KEMET Techtopics …. the leading edge, Vol. 2, No 3. KEMET Electronics
Corp. Greenville, USA.
5. Strauss, R. (1998). SMT Soldering Handbook. Newnes, Woburn, USA.
6. Xiameter: Xiameter Home page. https://www.xiameter.com/en/Pages/LandingPage.aspx.
PRESENTACIÓN EN CD ROM A3 -407 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
EVALUATE THE CATHODE SURFACE TEMPERATURE IN HID LAMPS
USING GENETIC ALGORITHMS.
José Luis Tapia Fabela, Erick Valencia Gómez, Jesús Patiño Tudela, Rodrigo Mendoza Frías y René García
Hernández
Unidad Académica Profesional Tianguistenco
Universidad Autónoma del Estado de México
Paraje el Tejocote, San Pedro Tlaltizapán
Tianguistenco, Estado de México, C.P. 52640
jltapiaf@uaemex.mx
Abstract: Generally, the topics of functioning model of high intensity discharge (HID) lamp electrode presents a big
scientific interest. A lot of lamp properties and lamp efficient functioning are in strong relationship with the cathode
operation. The non-linear equation of heat transfer influence the electronic emission mechanism (Schottky amplified
thermionic emission, thermofield emission or field emission). Many authors developed theoretical model in order to
calculate the electrode temperature distribution (de Groot, 1986), (Flesch, 2006), the arc attachment modes or the
transition between different mode (Flesch, 2002). In this paper we analyze, in the case of diffuse cathode mode
functioning, the influence of some external parameters on the cathode active surface temperature .
1. INTRODUCTION
Many authors developed theoretical model in order to calculate the electrode temperature distribution (de Groot,
1986), (Flesch, 2006), the arc attachment modes or the transition between different mode (Flesch, 2002). In this
paper we analyze, in the case of diffuse cathode mode functioning, the influence of some external parameters on the
cathode active surface temperature.
Genetics Algorithms (GA) is a mathematical method which is used to optimize problems. The idea of GA is
inspired by biologic operation such as cross over, mutation and selection. It is only a guided random method to
search for the best genes. The spirit of it is to design a good fitness evaluation function in order to perform a good
searching. GA can be implemented in software like C program. In this work the GA programs are constructed in C .
2. THEORETICAL MODEL
In the HID lamps the high value of discharge current is given by the high electron emission. This is possible by a
low work emission function and by high emissive surface temperature. The second condition request a refractory
material (generally tungsten), and the first condition request the material like barium or thorium deposed as a thin
film on the active surface of the electrode. But, during the functioning lamp, this film is very sensitive at the
sputtering and vaporization processes trough the temperature distribution. The temperature distribution in the bulk
electrode can be obtained by solving the heat transfer equation with mixed boundary conditions. These conditions
model the plasma-electrode interaction (Neumann conditions - using the heat flux continuity equation) or are
imposed like Dirichlet condition (the temperature at the electrode end, or at the active emissive zone). Due to the
vessel envelope blackening in the electrode vicinity, the measurement by pyrometric technique is very difficult to be
carried out. For this reason we consider that any method to calculate the active surface temperature is very helpful.
In this paper we propose a method to estimate the active surface temperature and the behavior at various
external parameters changing. The model is based on the following assumptions:
- The lamp electric discharge is considered to be in the steady-state regime.
- We suppose a lower cathode electric field ( E <107 V/m ), a low pressure, a high current intensity and a weak
cooling of the electrode; in this situation a lower current density is obtained and the diffuse mode is favored (Flesch,
2002), (Sherman, 1977); the attachment of the arc is very stable.
PRESENTACIÓN EN CD ROM A3 -408 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
- For the electrode functioning in diffuse mode, the emissive surface cover all the front electrode surface;
sometimes, a lateral part of tungsten electrode rod participate at the electric discharge (especially in the case of high
pressure sodium lamps), but this case is included in our model by the increment of active surface radius.
- All plasma - electrode interactions are in stationary regime, so, the change of surface temperature due to these
interaction are inexistent.
- We suppose also that the stationary temperature distribution assure a stationary discharge current;
- We suppose that the electron current density is due to the field-enhanced thermionic emission caused by lowering
of the potential barrier in the presence of an electric field (Schottky effect) ( jeth ) and by secondary emission by γ-
Townsend process ( jesec ).
The electron current density components are given by the relations:
e ( Ek )
jeth A T 2 exp (1)
k T
B
e Ek
( Ek ) 0 ( Ek ); ( Ek ) (2)
4 0
jesec ji (3)
Here, A 4 e me k B2 h3 1.2 106 A m-2 2 represents the Richardson constant (Flesch, 2006), e is the electron
charge, k B is the Boltzmann constant, Ek correspond to the electric field on the cathode sheath, related with the
potential drop at the cathode sheath ( Vk ) in the MacKeown equation: Ek2 4 ji 0 mi Vk 2 e , where, in turn, mi
represents the sodium ionic mass, 0 is equal to the vacuum permittivity.
The relation of ion current density returning to the electrode ( ji ), to the electron current density leaving the
electrode ( je ), was determined by Waymouth (Waymouth,1982):
ji je ( jeth jesec ) (4)
The cathode field is related to the ion current density, ji and potential drop, Vk , by the equation:
Ek2 4 ji 0 mi Vk 2 e (5)
The magnitude of the cathode fall is somewhat larger than the mercury ionization potential, being usually 12 – 16 V.
At the discharge current density j, we find the following equation:
1 e ( Ek )
j A Tact
2
exp (6)
1 k B Tact
gives the electrode active surface temperature.
3. RESULTS OF THE MODEL
The model is used to calculate the active surface temperature of a dc lamp cathode. We fix the discharge current and
the value of β-Waymouth coefficient. The active surface temperature is calculated via electric field strength. The
electric field at the cathode surface is calculated from ion current density and cathode fall using Mackeon equation.
The algorithm steps are as follows:
- The start with the value of total current density j, imposed by the external current discharge and electrode
geometry;
- The calculus of the ion density current ji =β j/(1 + β) for a fixed β-Waymouth coefficient;
- After that, the electric field intensity in the cathode vicinity Ek is calculated from equation (5);
PRESENTACIÓN EN CD ROM A3 -409 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
- With Ek, the electrode material work function correction Δφ is calculated;
- The active temperature surface is obtained with equation (6) by genetics algorithms in order to have the total
calculated current equal with imposed discharge current; the active surface temperature is adjusted until
convergence.
GA was adopted as the tool for searching these adjustable model constants. GA belongs to the class of
probabilistic algorithms, and yet they are different from random algorithms because they combine the elements of
directed and stochastic search. The structure of the GA program is the same as the general structure of any GA
program, as shown below.
Procedure: GA program
begin
y←0
initialize P(y);
evaluate P(y);
while (not termination condition) do
alter (crossover and mutation) P(y) to yield C(y);
evaluate C(y);
keep the best chromosome in the process;
select P(y + 1) from P(y) and C(y);
y←y+1
end
report the best value found during the whole process;
end.
The computation procedure starts at the time when GA randomly chooses its initial population in the space
of potencial solutions. Each individual (chromosome) in the population represents a potential solution to the
problem, i.e., it represents one set of expected model constants. By putting each chromosome back into (6), one can
solve the equation numerically by any suitable numerical integration algorithm. Since the initial guesses of the
model constants are chosen randomly by GA, there is a possibility that the system equations are stiff, leading to
possible numerical instability. Therefore, the backward Euler algorithm is used to solve the equations since it is
numerically stable.
After the optimum solution is obtained, one can build up a complete cathode model. The model can be
easily adapted into any circuit simulation software such as PSpice and Saber.
An analysis of active temperature dependence on the front electrode radii, current intensity discharge and β-
Waymouth coefficient is carried out. The influence of -Townsend coefficient on the active surface temperature is
shown to be weak. Also, the active surface temperature dependence on the electrode material work function is
analyzed.
As example, the active surface temperature dependences on the discharge current and on the β-Waymouth
coefficient are presented in Figure 1,
PRESENTACIÓN EN CD ROM A3 -410 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Figure. 1 The active surface temperature dependences on the discharge current and on the β-Waymouth
4. CONCLUSIONS
This type of analysis can be extended in the case of more realistic cathode emissions, and the results are the same
that in previous work without the use of GA, that shows the consistence of the solution algorithm. In this case, as it
was shown by (Sherman, 1977), is more efficient to use a treatment of Murphy and Good for electron emission
instead of Richardson-Duschmann emission mechanism corrected by Schottky effect. But, the simplified model
presented in this work, is easy to be used to give the Dirichlet condition on the top of cathode for the heat transfer
equation in the cathode.
5. REFERENCES
1. de Groot J. J., Van Vliet J. A. J. M. (1986). The high pressure sodium lamp, MacMillan Education, Deventer,
Holland. 133-164.
2. Flesch P. (2006), Light and Light Sources, High-Intensity Discharge Lamps, Springer, Berlin, pp. 245-257.
3. Flesch P., Neiger M. (2002). Numerical simulation of dc high-pressure discharge lamps including electrodes. J.
Phys. D: Appl. Phys, 1681-1694.
4. Sherman J. C. (1977), Secondary electron emission by multiply charged ions and its magnitude in vacuum arcs,
J. Phys. D: Appl. Phys., 355-359.
5. Tielemans P., Oostvogels F. (1983). Electrode temperature in high pressure gas discharge lamps. Philips J. Res.,
214-223.
6. Waymouth J. F. (1982). Analysis of Cathode-Spot Behavior in High-Pressure Discharge Lamps, J. Light & Vis.
Env., 53-64.
PRESENTACIÓN EN CD ROM A3 -411 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
GENERADOR EÓLICO PARA EL ABASTECIMIENTO DE ENERGÍA
PARA UNA CASA HABITACIÓN DE BAJO CONSUMO
Gildardo Palacios Aragonés, Antonio Balderrama Ruiz, Ricardo Alonso Estrada Rubio, Osvaldo Olivo
Sandoval, Martha L. Martínez, Laura Molina de la Rosa y Roberto Herrera Salcedo
Departamento de Ingeniería en Mecatrónica
Universidad Tecnológica de Chihuahua
Av. Montes Americanos 9501 Sector 35.
Chihuahua, Chih., C.P. 31216
gpalacios_aragonez@hotmail.com, anton-y-19@hotmail.com, ricardoalonsoe@gmail.com,
mmartinez@utch.edu.mx, lmolina@utch.edu.mx, rherrera@utch.edu.mx
Abstracto: En el presente artículo se describe el diseño de un equipo capaz de generar, almacenar y abastecer a 120
Vca a 1.16 A/h, el cual fue implementado en una casa habitación de bajo consumo (140 w/h), el proyecto consta de
una turbina eólica hibrida de tipo Savonius-Darrieus para convertir el poder del viento en torsión sobre un eje
rotatorio, que trasmite el movimiento al eje de un motor de corriente directa de imanes permanentes de 12 volts a 20
Ampers, conectado a un controlador el cual alimenta una batería de ciclo profundo y a un inversor que permite el
suministro de corriente alterna.
1. INTRODUCCIÓN
En el año 2010 había en México seis millones de personas que no contaban con energía eléctrica en sus hogares,
debido a que viven en zonas de difícil acceso o por dispersión (OEM, 2010), (Milenio, 2008). Razón por la cual se
elaboró un equipo capaz de generar, almacenar y abastecer energía eléctrica, el diagrama a bloques del sistema se
muestra en la figura 1, donde se empleó la energía eólica, por ser un recurso económico, abundante, renovable y
limpio (Menéndez, 2001).
Figura 1. Diagrama a bloques del sistema hibrido Savonius-Darrieus
2. DESARROLLO
La turbina empleada es del tipo Savonius-Darrieus la cual se describe a continuación.
PRESENTACIÓN EN CD ROM A3 -412 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
2.1 Descripción y Componentes del Sistema Hibrido Savonius-Darrieus
2.1.1 Turbina Darrieus
Este tipo de turbina mantienen grandes velocidades de giro y un buen rendimiento, no se necesita una estructura alta,
como los alerones del rotor son verticales no se necesita orientación al viento y funcionan aun cuando este cambia
de dirección rápidamente, su principal desventaja es que no posee un arranque automático, la figura 2 muestra el
diseño de la turbina Darrieus (Vázquez).
Figura 2. Turbina tipo Darrieus
La turbina Darrieus fue construida con tres alerones basados en el perfil naca 0012, cuyos valores físicos se
muestran en la figura 3.
Figura 3. Forma polar del perfil simétrico Naca 0012
Debido a que este tipo de sistema no posee autoarranque se le anexó una turbina tipo Savonius.
2.1.2 Turbina Savonius
Las Savonius son una de las turbinas más simples, si se mira el rotor desde arriba los alerones forman la figura de
una s, como se muestra en la figura 4. Debido a su curvatura, los alerones experimentan menos resistencia cuando
se mueven en contra del viento que a favor de él, esta diferencia causa que la turbina gire a baja velocidad.
Las principales ventajas de esta turbina es que no necesita orientarse en la dirección del viento, soporta mejor
las turbulencias y puede empezar a girar con vientos de baja velocidad, siendo esta la característica por la cual se
anexo a la turbina Darrieus (Antezana, 2004).
PRESENTACIÓN EN CD ROM A3 -413 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Para la construcción del generador Savonius se utilizó las dos mitades de dos barriles de 200 litros las cuales
van unidas abajo y arriba, fijadas al eje como se muestra en la figura 5.
Figura 4. Turbina Savonius
Figura 5. Prototipo elaborado de la turbina Savonius con las mitades de dos barriles
La ecuación (1) establece la separación “e”, vea la figura 6, de los barriles de 200 litros los cuales poseen un
diámetro “d” de 60 cms, que al ser sustituido en la ecuación (1) se obtiene que “e” es igual a 10 cms.
e = d/6 (1)
Se combinó sobre un mismo eje un rotor Savonius para el arranque del rotor Darrieus, el sistema elaborado se
muestra en la figura 7.
PRESENTACIÓN EN CD ROM A3 -414 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Figura 6. Vista superior que muestra la separacion “e” de la turbina Savonius
Figura 7. Turbina híbrida Savonius-Darrieus
2.2 Sistema de Transmisión
El sistema está compuesto por un eje de rotación y caja amplificadora de revoluciones, que tienen como función
principal trasmitir la energía cinética de la rotación de los alerones al generador eléctrico. Para el equipo realizado
se colocó un eje rotacional de 3.10 mts acero recocido con un grosor de 3.175cms, la caja amplificadora es una
rueda con un diámetro de 1.5mts que esta es recubierta con un empaque de uso rudo, para mejorar el agarre con la
rueda de fricción del generador de corriente, como se muestra en la figura 8.
(a) (b)
Figura 8. Caja amplificadora: (a) Eje rotacional y rueda amplificadora, (b) Rueda amplificadora conectada al
generador
2.3 Generador de Corriente Continua de Imanes Permanentes
PRESENTACIÓN EN CD ROM A3 -415 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Al activarse el sistema de trasmisión mueve el rotor del generador de corriente directa de imanes permanentes, el
cual genera un voltaje (aproximadamente 18v a plena carga) que es enviado al controlador de carga.
2.4 Control de Carga
Los controladores de carga sirven para controlar el voltaje y la corriente que entrega el generador de imanes
permanentes, al acumulador o batería.
En el proyecto se empleó un controlador automático de carga, modelo GPC 12- 20KM el cual posee un rango
de operación de 6v / 24v, con un flujo máximo de corriente de 20 Ampers, vea la figura 9. El controlador de carga
mencionado se programó para trabajar a 12v.
Figura 9. Controlador automático de carga, modelo GPC 12- 20KM
2.5 Batería de Ciclo Profundo
Se empleó una batería LTH de ciclo profundo de 12v a 110amper / hora, vea la figura 10, con la finalidad de
almacenar la energía generada. La pila se conecta a un inversor de voltaje para abastecer la casa.
Figura 10. Batería LTH de ciclo profundo de 12v a 110amper / hora
2.6. Inversor Shumacher de CC-CA
El inversor Shumacher de CC-CA convierte un voltaje de 12vcd a 120 Vca senoidal a 60Hz y posee una potencia
máxima de salida de 2000w, vea la figura 11.
Figura 11. Inversor Shumacher de CC-CA
3. RESULTADOS
PRESENTACIÓN EN CD ROM A3 -416 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Se implementó el sistema mostrado en la figura 12 para la generación y abastecimiento de energía de un hogar, con
un consumo de 140w/h, equivalente a una pequeña televisión con un consumo de 70w/h y siete focos de 10w/h cada
uno, logrando con esto brindar el servicio propuesto.
El soporte del generador se colocó a una altura de 9m sobre el piso.
Figura12. Sistema para la generación y abastecimniento de energia
4. CONCLUSIONES
La combinación de las turbinas Savonius- Darrieus permitió generar electricidad con poca intensidad de viento, se
utilizó por poseer autoarranque, por que aprovecha los vientos que provienen de cualquier dirección y no requiere
orientación.
Se logró trasmitir la energía cinética de la rotación de los alerones al generador eléctrico, para la obtención de
energía eléctrica.
Por medio del recubrimiento plástico de uso rudo en la rueda de amplificación y el generador de imanes
permanentes se evitan vibraciones, evitando que deje de existir contacto entre ellas.
Se logró la expectativa de potencia propuestas (140w/h) y se comprobó que el sistema es estable.
5. REFERENCIAS
1. Antezana, J.C., (2004) Diseño y Construcción de un Prototipo de Generador Eólico de Eje Vertical. Chile.
2. Menéndez, E., (2001) Energías Renovables Sustentabilidad y Creación de Empleo. Madrid.
3. Milenio Online: Política, Seis y medio millones de mexicanos, sin luz: INEGI, 18 de Noviembre de 2008.
http://impreso.milenio.com/node/8011529.
4. Organización Editorial Mexicana: Finanzas, Hay 3 millones de mexicanos sin acceso a la electricidad: Kessel, 29
de septiembre de 2010. http://www.oem.com.mx/laprensa/notas/n1798639.htm.
5. Vázquez M.A., (2007). Diseño de una Turbina Eólica de Eje Vertical con Rotor Mixto. Valdivia, Chile.
PRESENTACIÓN EN CD ROM A3 -417 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
HOMOGENIZACIÓN DE MATERIALES COMPUESTOS ELÁSTICOS
REFORZADOS POR FIBRAS UNIDIRECCIONALES – S-GLASS/EPOXY
Alemán-Meza D.1, 2 y Borovkov A.I.2
1
Departamento de Ingeniería Aeronáutica
Universidad Politécnica de Chihuahua
Av. Teófilo Borunda No. 13200 Col. Labor de Terrazas
Chihuahua, Chih., México. C.P. 31220
dania.aleman@gmail.com
2
Departamento de Mecánica y Procesos de Control
Universidad Politécnica Estatal de San Petersburgo
Polytekhnichaskaya ul. 29
San Petersburgo, Federación Rusa. C.P. 195251
borovkov@CompMech.spbstu.ru
Abstracto: Son determinadas las propiedades elásticas efectivas de los materiales compuestos reforzados por fibras
unidireccionales en base a los conceptos de regularización y del elemento representativo voluméntrico (RVE). Es
analizado el material compuesto por fibras unidireccionales S-glass/Epoxy con tres tipos de empaquetamiento:
tetragonal, hexagonal y aleatorio. La modelación y el análisis de los materiales compuestos son realizados en el
software por elemento finito ANSYS. Se presenta el análisis comparativo de los resultados obtenidos numérica y
analíticamente por medio de diferentes métodos para la determinación del módulo de Young efectivo. Para el
cálculo de las propiedades elásticas efectivas de los materiales compuestos con distribución aleatoria fueron
ejecutadas 1000 realizaciones. Además, son analizadas las propiedades efectivas elásticas de las microestructuras
con distribución aleatoria en dependencia de la relación “tamaño del RVE”-“diámetro de las fibras”, presentando la
relación recomendada para la obtención de resultados óptimos.
1. INTRODUCCIÓN
Es analizado uno de los materiales compuestos fundamentales y ampliamente utilizado en las industrias aeronáutica
y automotríz – los materiales compuestos elásticos reforzados por fibras unidireccionales, los cuales se componen de
diferentes materiales ( i 1, , N c ; N c – cantidad de materiales) con interfaces bien definidas entre sí y con
distintas propiedades físico-mecánicas.
Para los compuestos reforzados por fibras se asume que las fibras (filaments, fibers, f ) se encuentran paralelas
unas a otras, contenidas en la matriz (matrix, m), donde la interacción entre las fibras y la matriz proporciona la
solidez del compuesto. La concentración volumétrica de las fibras ( ( f ) V ( f ) Vc , donde V ( f ) – volumen ocupado
por las fibras; Vc – volumen total del compuesto) puede llegar al 90% en empaquetamientos hexagonales
compactos.
1.1 Características de los Componentes del Material Compuesto
Considerando que el componente i es isotrópico, sus propiedades físico-mecánicas son el módulo de Young E (i ) , el
coeficiente de Poisson , la densidad , el coeficiente de expansión térmica (i ) , la conductividad térmica
(i ) (i )
K (i ) y eléctrica, el calor específico c (i ) , el límite de fluencia T(i ) (para materiales dúctiles), los límites de
resistencia última ( (i ) , (i ) , (i ) – en tensión, compresión y torsión para materiales frágiles).
PRESENTACIÓN EN CD ROM A3 -418 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
No obstante, el componente i del compuesto puede ser anisotrópico, por lo tanto, su análisis es por medio de
los siguientes tensores:
a) Tensor de flexibilidad C(i ) y tensor de rigidez S (i ) , los cuales son de 4to. grado. Los componentes de ambos
tensores satisfacen las condiciones de simetría.
b) Tensor de los coeficientes de expansión lineal térmica α y tensor de conductividad térmica K (i ) , simétricos de
(i )
2do. grado.
Los tensores C(r), S(r), α (r), K(r) de los compuestos son funciones tensoriales discontinuas aceleradas, las
cuales dependen del vector-radio del punto de interés r xk e k del medio micro-heterogéneo (compuesto). Por lo
cual, la particularidad principal de los compuestos es que es posible describir su comportamiento termo-mecánico
por medio de derivadas parciales con coeficientes acelerados u oscilantes.
En el caso de los compuestos con estructura periódica, los tensores C(r), S(r), α (r), K(r) son funciones
tensoriales periódicas y discontinuas aceleradas:
C, S, α , K (r) C, S, α , K (r ki hi ) (1)
dónde: ki – número entero arbitrario; h i – vectores continuos que determinan el periodo de la estructura.
Con ayuda de los tensores anteriores ( C, S, α, K ) para cada componente i anisotrópico (i 1, , NC ) del
medio micro-heterogéneo (medio anisotrópico heterogéneo) es posible escribir las relaciones de las teorías de
elasticidad (Ley general de Hooke), de termo-elasticidad (relaciones generales de Duhamel-Neumann) y de
conductividad térmica (Ley general de Fourier).
1.2 Problemas de Micromecánica y Macromecánica
Los problemas de micromecánica y macromecánica originados en el estudio del comportamiento mecánico de los
materiales compuestos se diferencian con niveles de descripciones no homogéneas. En los problemas de
micromecánica (durante el micro-nivel ), la escala característica de la distancia
sup (1,1 , 1,2 , , 2,1 , 2, 2 , ) se determina en base a las medidas específicas de las micro- no
homogeneidades: diámetros de las fibras o de las partículas (1,1 , 1, 2 , ) , distancias entre las fibras o las partículas
(2,1 , 2,2 , ) , etc. Los problemas de micromecánica se denotan con el prefijo micro- (micromecánica, micro-nivel,
medio micro-heterogéneo, micro-temperatura T , micro-desplazamientos u , micro-deformaciones ε , micro-
esfuerzos σ , etc.).
En los problemas de macromecánica (en el macro-nivel M ), la escala característica de la distancia
M inf (M1,1, M1, 2 , , M 2,1, M 2, 2 ,..., M 3,1, M 3, 2 , ) es la medida en la cual el esfuerzo macroscópico varía
significativamente. Generalmente, son las dimensiones del medio micro- no homogéneo en su totalidad (M 1,1 , M 1,2 , )
, de los elementos de construcción que contienen compuestos (M 2,1, M 2, 2 , ) o de construcciones completas
(M 3,1 , M 3,2 , ) . Usualmente, éste tipo de problemas, se denotan con el prefijo macro- (macromecánica, características
elásticas y termo-físicas macroscópicas, macro-deformación ε , macro-esfuerzos σ , etc.).
Así también, existe un nivel intermedio (meso-nivel), para el cual la escala característica de la distancia m
satisface la siguiente ecuación: m M , la cual representa la descripción fundamental de m M – que es
el principio de la mecánica de los materiales compuestos. El meso-nivel describe la operación de homogenización –
que es el cambio del medio micro-heterogéneo a otro equivalente a él, pero siendo un medio efectivo con
características efectivas físico-mecánicas, es decir, es un cambio del -nivel al M -nivel.
()
Entonces, las características elásticas y termo-físicas efectivas son denotadas con el superíndice :
PRESENTACIÓN EN CD ROM A3 -419 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
C(r), S(r), α(r), K(r) C , S , α , K (2)
* *
dónde: C , S – tensores de flexibilidad y de rigidez efectivas, simétricos de 4to. grado; α , K – tensores de los
coeficientes de expansión lineal térmica y de conductividad térmica efectivas de 2do. grado.
1.3 Definición de las Relaciones Efectivas
La dificultad principal en mecánica de los materiales compuestos consiste en la determinación/cálculo de las
propiedades macroscópicas de los compuestos, es decir, de las características efectivas. Debido a esto, es necesario
el estudio teórico de diversos tipos de compuestos, así como de la creación de la teoría de módulos efectivos, en
otras palabras, de las relaciones determinantes efectivas de las teorías de elasticidad, de termo-elasticidad y de
conductividad térmica para los medios macro-anisotrópicos homogéneos:
σ C* ε ; ε S* σ (3)
σ C ε α T ;
ε S σ α T
(4)
q K T (5)
1 1 1
V V V V V V
ε ε dV ; σ σ dV ; q q dV (6)
dónde: ... – operador promedio del elemento representativo de volumen (Representative Volume Element RVE);
ε , σ – tensores promedio de micro-deformaciones y micro-esfuerzos; q – vector promedio de la densidad del
flujo térmico.
En base a la teoría de módulos efectivos, la resolución de los problemas de macromecánica de las estructuras
compuestas conlleva a la solución de ecuaciones clásicas de termo-mecánica de los medios elásticos anisotrópicos
con características efectivas, es decir, a la solución de medios termo-elásticos anisotrópicos homogenizados.
Considerando que los materiales compuestos reforzados por fibras unidireccionales cuentan sólo con un plano
de simetría elástica, se utilizan las relaciones efectivas (Ley general de Hooke) para los tensores promedio de micro-
esfuerzos y micro-deformaciones con la ayuda de las “constantes técnicas” efectivas (Borovkov, 2009).
1.4 Regularización y Concepto RVE
El elemento representativo de volumen (RVE) debe tener la medida característica para el meso-nivel m y poseer
todas las propiedades geométricas y físico-mecánicas del compuesto analizado para poder representar el medio
micro- no homogéneo del material compuesto. Para fines prácticos, es de suma importancia que el RVE posea las
medidas mínimas posibles.
Usualmente, son utilizadas estructuras periódicas para el estudio de los materiales compuestos, ya que es
suficiente tomar sólo una celda de periodicidad (Unit Cell, UC). Además, todos los vectores promedio, en la unidad
periódica VUC , de micro-deformaciones ε , micro-esfuerzos σ y el potencial elástico W son iguales a sus
respectivos tensores promedio y potencial elástico promedio calculado para el compuesto en su totalidad VC ,
excluyendo los casos con zonas pequeñas de efectos curvilíneos.
Como regla en general, los materiales compuestos reforzados por fibras, los granulados y los dispersos no son
periódicos, es decir, poseen una estructura caótica. Para el cálculo de las propiedades físíco-mecánicas efectivas de
éstos compuestos se consideran dos métodos (figuras 1, 2):
a) Regularización. Es el cambio de la micro-estructura caótica del compuesto por una estructura periódica V VUC
(por ejemplo, tetragonal, hexagonal, etc.), conservando las propiedades y concentraciones volumétricas de los
componentes.
PRESENTACIÓN EN CD ROM A3 -420 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Figura 1. Materiales compuestos reforzados por fibras, ( f ) = 0.50: distribución aleatoria de las fibras (izquierda), estructura
tetragonal periódica (centro), estructura hexagonal periódica (derecha)
b) Concepto RVE. Consiste en el análisis de una serie de realizaciones aleatorias de la micro-estructura caótica, así
como de la aplicación del método de Monte-Carlo para la selección de la muestra RVE . En la figura 2 se presentan
dos tipos de selección del RVE (i ) . Para seleccionar el RVE se deben cumplir dos requisitos:
1) Desde el punto de vista teórico, el RVE debe ser lo “suficientemente grande” con relación a las medidas
representativas, además de contener una “cantidad suficientemente grande de fibras NF ” que asegure la igualdad
de las características estadísticas del RVE con las del material compuesto analizado.
RVE (7)
...
(1)
RVE
h(1) ...
h (7)
RVE (7)
RVE (i)
RVE (1)
...
…
h (1) h (i) h (7)
Figura 2. Dos tipos de selección de los elementos representativos de volumen
2) Desde el punto de vista práctico, es importante que el RVE no sea demasiado grande.
Entonces, la selección racional del RVE es realizada a través del estudio de sensibilidad práctica de los
valores promedio según el potencial elástico volumétrico W y de las características elásticas efectivas, valores
obtenidos con diferentes RVE (i ) .
El análisis del comportamiento mecánico de los materiales compuestos elásticos reforzados por fibras se basa,
generalmente, en los siguientes supuestos: la matriz y las fibras son elásticas, lineales, homogéneas, isotrópicas o
anisotrópicas, sin esfuerzos iniciales y la solidez entre las fases no afecta a la resistencia del compuesto.
1.4 Métodos Principales para la Determinación de las Características Elásticas Efectivas de los Materiales
Compuestos
Los primeros estudios de las características efectivas de medios heterogéneos fue realizado en los trabajos clásicos
de Poisson, Macbell, Relay, Voigth y Reuss. En los trabajos de Voight (1910) y Reuss (1929) se supone que el medio
PRESENTACIÓN EN CD ROM A3 -421 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
micro- no homogéneo isotrópico macroscópico (semi-cristales) se encuentra en estado de deformación/esfuerzo
homogéneo, conllevando al promedio de los tensores de los módulos de flexibilidad y rigidez.
Hill (1952) demostró que el método de Voight muestra el límite superior de las características elásticas
efectivas de un compuesto macroscópico isotrópico, así como el método de Reuss muestra el límite inferior.
En 1962, Hashin y Strikman desarrollaron el principio variacional y obtuvieron límites más angostos que los de
Hill para determinar las características efectivas de materiales compuestos bifásicos y elásticos con componentes
isotrópicos. Después, Hill, Hashin y Rozen (1964) también obtuvieron límites variacionales para materiales
compuestos por fibras, macroscópicos y transversal-isotrópicos, siendo éste método el mejor para las fases
aleatorias. En éstos trabajos se presentan las condiciones de frontera estáticas y cinemáticas clásicas (Sendestkij,
1978).
Los métodos ingenieriles más sencillos para el cálculo de las características efectivas son los presentados por
Lapin, Biderman y Bolotin (1955-1966) y otros (Horoshun, 1982; Sendestkij, 1978). Éstos métodos están basados en
los siguientes supuestos: los estados de micro-deformación y de micro-esfuerzos de la matriz y de las fibras son
homogéneos; con deformación longitudinal idéntica en la matriz y en las fibras; los componentes transversales de
los tensores de micro-esfuerzo y de micro-deformación son iguales.
Los módulos efectivos obtenidos a partir del análisis simplificado del comportamiento mecánico de los
materiales compuestos reforzados por fibras se presentan en los trabajos de Abolinsh (1965), Skudra y coautores
(1971), etc.
Es de suma importancia mencionar que los métodos ingenieriles y límites variacionales actuales
frecuentemente otorgan resultados lejanos a los verdaderos.
Las investigaciones sistemáticas de los materiales compuestos con fibras utilizadas con funciones bi-periódicas
(funciones elípticas de Weierstrass) para la resolución de ecuaciones diferenciales de deformación del cuerpo
elástico con componentes regulares elásticos pueden encontrarse en los trabajos de Vanin (1985) y de Grigoliuk,
Filshtinskiy (1980). Ellos permiten determinar tanto los módulos elásticos efectivos, como el tipo de micro-esfuerzo
del estado de esfuerzos, sin embargo, poseen una gran exactitud en los resultados sólo con los medios porosos.
Existe un desarrollo sumamente significativo de los métodos de la mecánica de materiales compuestos en base
a la teoría de las ecuaciones diferenciales promedio con derivadas parciales y coeficientes acelerados de Bakhvalov
(1984) y Pobedrya (1984), así también de acuerdo a la teoría de los procesos promedio en compuestos periódicos de
Bensoussan, Lions, Papanicolaou (Bensoussan, 1978).
En los años de 1980, uno de los autores del presente artículo desarrolló el método de homogenización directa
(Borovkov, 1985, 1998, 2002; Aleman-Meza, 2008;) para los materiales compuestos reforzados por fibras
unidireccionales macroscópicamente elásticos y ortotrópicos con una estructura periódica. El fundamento principal
de este método consiste en el uso de las condiciones de frontera cinemático-estáticas en las superficies laterales de la
celda de periodicidad (Borovkov, 2009). Además, fue presentado el método de soluciones básicas y
descomposiciones regulares en mecánica de los materiales compuestos por los autores Borovkov (2006) y Palmov
(2006) para su resolución por el método de elemento finito en base a seis ecuaciones diferenciales para la celda de
periodicidad, la cual consta de tres planos de simetría, aplicando condiciones de frontera cinemático-estáticas. Para
los materiales compuestos periódicos reforzados por fibras (problemas en 2D) y para los reforzados con partículas
(problemas en 3D), incluyendo las estructuras porosas, se obtienen expresiones “exactas” de los módulos elásticos
efectivos a través de los valores promedio de micro-esfuerzos.
2. RESULTADOS POR EL MÉTODO DE ELEMENTO FINITO
2.1 Planteamiento del Problema
Para la fabricación de los materiales compuestos reforzados por fibras unidireccionales se utilizan fibras de vidrio,
orgánicas, de carbono, de boro, de carburo de silicio y policristalinas (acero, tungsteno, molibdeno, berilio, cobre,
etc). Las matrices suelen ser poliméricas (epoxy, poliéster, fenólica, etc), cerámicas, metálicas (aluminio, acero,
cobre, titanio, etc.) o de carbono.
Con la finalidad de obtener una mayor cobertura de las combinaciones prácticas de los componentes de los
materiales compuestos, se toman las siguientes propiedades mecánicas: coeficientes de Poisson de las fibras y de la
matriz – ( f ) 0.2 ; ( m) 0.3 , módulo de Young de la matriz – E ( m) 2GPa , el cual es un valor típico para las
PRESENTACIÓN EN CD ROM A3 -422 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
matrices poliméricas, particularmente para las termo-activas, que son la base del ~75% de los plásticos reforzados,
ampliamente utilizados en la industria aeronáutica y automotríz.
El módulo de Young de las fibras varía en el amplio rango de 103 E ( f ) / E ( m) 103 , contemplando todas las
relaciones posibles de los módulos de Young de los componentes, por ejemplo, matrices con canales huecos (
E ( f ) / E ( m) 1 ), así como fibras rígidas ( E ( f ) / E ( m) 10 ), entre ellas, las fibras de vidrio obedecen a la relación
E ( f ) / E ( m) 30...50 , las de carbono a E ( f ) / E ( m) 100...350 , las de boro a E ( f ) / E ( m) 180...250 , etc.
Para la realización de nuestra investigación, fue desarrollado un algoritmo y escrito un programa en el lenguaje
APDL (ANSYS Parametric Design Language). Para la determinación e importación a ANSYS de las coordenadas de
las fibras del empaquetamiento aleatorio fue escrito un programa en el lenguaje FORTRAN.
2.2 Análisis Comparativo del Módulo de Young Efectivo del Material Compuesto por Fibras S-Glass/Epoxy.
Distribución Periódica de las Fibras
En la figura 3 se presenta el análisis comparativo de los resultados del módulo de Young efectivo para una
concentración volumétrica de las fibras de ( f ) 0.10 (izquierda) y de ( f ) 0.75 (derecha).
Figura 3. Módulo de Young efectivo: ( f ) 0.10 (izquierda); ( f ) 0.75 (derecha)
Los módulos de Young efectivos fueron calculados por medio de los métodos analíticos de Reuss, Horoshun-
Maslov, Abolinsh, Skudra-Bulavs y Vanin. Cabe mencionar que éstos métodos no distinguen el tipo de
empaquetamiento que se está analizando, en cambio, el método de homogenización directa sí lo hace: bajo
concentraciones volumétricas altas de las fibras se observa el diferenciamiento entre los valores de los dos distintos
empaquetamientos, pronunciando su diferencia al aumentar la relación entre los módulos de Young de los
componentes, es decir, al analizar fibras más rígidas.
2.3 Relación de los Valores Esperados del Módulo de Young Efectivo del Material Compuesto por Fibras S-
Glass/Epoxy. Distribución Aleatoria de las Fibras
Es de suma importancia conocer la influencia ejercida en las propiedades elásticas efectivas de las dimensiones de
los elementos representativos de volumen RVE (i ) y del tipo de condiciones de frontera aplicadas: cinemático-
estáticas (CFCE, Método de homogenización directa, Borovkov, 1985).
Es formulada la serie de acuerdo a las dimensiones de RVE: RVE (i ) h1(i ) h2(i ) h3(i ) , i 1...7 . Se contempla
una concentración volumétrica de las fibras de ( f ) 0.50 constante para todas las RVE (i ) . Se especifican las
relaciones “tamaño del RVE”-“diámetro de las fibras”: h1(i ) h2(i ) h(i ) ; h3(i ) h3 h(7 ) ; h(1) 5d ; h( 2) 6,25d ;
h(3) 7,5d ; h(7 ) 12,5d , donde d – es el diámetro de las fibras.
PRESENTACIÓN EN CD ROM A3 -423 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Se expresa la cantidad de fibras en el RVE como 4 ( f )V / d 2 . En cada RVE
(i )
se manejan tanto fibras
completas como incompletas (fig. 4).
(1)
NF (3) 40 23 17 NF (3) 40 23 17 (3) NF (3) 40 25 15 ( 4) NF (3) 40 24 16
( 2) ( 5)
NF (3) 40 24 16
Figura 4. Realizaciones aleatorias típicas para materiales compuestos por fibras
La figura 4 muestra cinco realizaciones aleatorias típicas para materiales compuestos por fibras para un
RVE (3) , así como sus características
(i )
NF (3) (i )NF1(3) (i )NF2(3) ; donde: (i )
NF (3) – cantidad total de fibras en la
realización aleatoria i para RVE (3) , (i ) NF1(3) – cantidad de fibras completas, (i ) NF2(3) – cantidad de fibras
incompletas.
En la figura 5 se presentan las condiciones de frontera cinemático-estáticas aplicadas para la determinación de
las relaciones de los valores esperados del módulo de Young efectivo 30 E1* en base a 30 realizaciones aleatorias
para el material compuesto por fibras S-glass/Epoxy con siete diferentes RVE: RVE (i ) , i 1...7 .
30
Figura 5. Relaciones de los valores esperados del módulo de Young efectivo E1* . S-glass/Epoxy
Analizando los resultados de la figura 5, se concluye que las relaciones de los valores esperados para los módulos de
Young 30 E1* y 30 E2* para el material compuesto S-glass/Epoxy son similares para RVE (i ) , i 2 , lo cual es
30
esperado debido a la isotropía transversal estadística del material compuesto: E1* 30E2* . Es suficiente analizar
de 40 a 50 fibras.
2.4 Efectos de la Cantidad Analizada de Realizaciones Aleatorias en la Determinación de las Propiedades
Elásticas Efectivas del Material Compuesto por Fibras S-Glass/Epoxy
Se estudia una muestra de 1000 realizaciones aleatorias y sus efectos en los resultados de las propiedades elásticas
efectivas para un RVE RVE (3) . En la figura 6 se muestra la distribución del módulo de Young 1000 E1* en base
a los métodos de homogenización directa y de soluciones básicas y descomposiciones regulares. Se obtuvieron los
siguientes resultados: 1000 E1* 6,506 GPa , desviación estándar – 0,2366 GPa .
PRESENTACIÓN EN CD ROM A3 -424 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Figura 6. Distribución de E1* para 1000 realizaciones aleatorias: histograma (izquierda), dispersión (derecha)
El histograma ilustra la famosa posición de la teoría de probabilidad – la suma de una muestra suficientemente
grande (en nuestro caso de 1000) de realizaciones aleatorias obedece a la distribución normal, conocida como la Ley
de Gauss. A la derecha de la figura 6 se muestran elementos aleatorios presentes en toda distribución estadística.
3. CONCLUSIONES
En el presente trabajo se analizaron los enfoques básicos y métodos de homogenización para los materiales
compuestos elásticos reforzados por fibras unidimensionales. Se presentó el análisis comparativo de los resultados
analíticos y por el método de elemento finito de las propiedades elásticas efectivas del material compuesto por fibras
S-glass/Epoxy.
Se estudió la relación “tamaño del RVE”-“diámetro de las fibras”, proporcionando la cantidad necesaria de
fibras con distribución aleatoria para el cálculo de las relaciones de los valores esperados de las propiedades
elásticas efectivas.
Se analizó una muestra de 1000 realizaciones aleatorias y sus efectos en los resultados de las propiedades
elásticas efectivas de los materiales compuestos por fibras unidireccionales.
4. REFERENCIAS
1. Aleman-Meza D., Borovkov A.I. (2008). Finite Modeling and Comparative Analysis of Effective Elastic
Properties of Composites. 1. Homogenization Methods. 2. Fiber Reinforced Composites. 3. Granulated
Composites. Applied Mechanics in the Americas. Vol.12. Proc. Tenth Pan American Congress of Applied
Mechanics (PACAM X). Ed. Th. Attard. Mexico. 33 – 40 pp., 353 – 356 pp.
2. Bakhvalov N.S., Panasenko G.P. (1984). Homogenization Averaging Processes in Periodic Media.
Mathematical problems of mechanics of composite materials. – Moscow: Nauka. 352 p. (in Russian).
3. Bensoussan A., Lions J.L., Papanicolaou G. (1978). Asymptotic analysis for periodic structures. – Amsterdam:
North-Holland Publ. Comp. 700 p.
4. Borovkov A.I. (1985). Effective physic-mechanical properties of fiber-reinforced composites. – Moscow:
VININTI Press. 113 p. (in Russian).
PRESENTACIÓN EN CD ROM A3 -425 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
5. Borovkov A.I., Aleman-Meza D. (2009). Homogenization of elastic composites materials fiber-reinforced and
granulated. Works SPbGTU, Science and education / Dynamics and resistance of machinery. № 3(84). 135-153
pp. (in Russian).
6. Borovkov A.I., Klich A.E. (1998). Computational Micromechanics of Composites. Finite Element
Homogenization Methods // Appl. Math. Mech. (Z. Angew. Math. Mech. - ZAMM). V.78. Suppl. 1. S295 –
S296.
7. Borovkov A.I., Sabadash V.O. (2002). Finite Element Multiscale Homogenization and Sequential
Heterogenization of Composite Structures // Proc. 10th Int. ANSYS’2002 Conf. “Simulation: Leading Design
into the New Millennium”. Pittsburgh. USA. 15 p.
8. Borovkov A.I., Palmov V.A. (2006). Basic solutions and regular resolutions in mechanics of periodic
composites materials. Works SPbGTU, computational mathematics and mechanics, № 498. 73-90 pp. (in
Russian).
9. Grigoliuk E.I., Filshtinski L.A. (1970). Perforated plates and shells. – Moscow: Nauka. (in Russian).
10. Mechanics of composite materials and elements of construction. (1982). T.1. Mechanics of materials / General
Redaction L.P. Horoshun. – Kiev: Naukova Dumka. (in Russian).
11. Sendestkij G.P. (1978). Elastic properties of composite materials. Book: Mechanics of composite materials /
Redaction J. Sendestkiy. – Moscow: Mir. Т.2. 61–101 pp. (in Russian).
12. Palmov V.A., Borovkov A.I. (2006). Six Fundamental Boundary Value Problems in the Mechanics of Periodic
Composites // Applied Mechanics and Materials, Vols. 5-6. P. 551 – 558.
13. Pobedrya B.E. (1984). Mechanics of composite materials. – Moscow: Moscow State University Press. (in
Russian).
14. Vanin G.A. (1985). Micro-mechanics of composite materials. – Kiev: Nauka dumka. (in Russian).
PRESENTACIÓN EN CD ROM A3 -426 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
IMPLEMENTACIÓN DE UN CONTROL NEURONAL Y SU
CONTRASTACIÓN CONTRA TÉCNICAS DE CONTROL CLÁSICO
UTILIZANDO LABVIEW
Juan José Martínez Nolasco1 y Francisco Gutiérrez Vera2
1
Departmento de Ingeniería Mecatrónica
Instituto Tecnológico de Celaya
Av. Tecnológico S/N Esquina García Cubas
Celaya, Guanajuato, 38010.
juan.martinez@itcelaya.edu.mx
2
Departmento de Ingeniería Sistemas Computacionales
Instituto Tecnológico de Celaya
Av. Tecnológico S/N Esquina García Cubas
Celaya, Guanajuato, 38010.
pancho@itc.mx
Abstracto: En el presente trabajo se describe una propuesta de diseño basada en redes neuronales artificiales (RNA)
para la automatización de un proceso de nivel de agua almacenada en un tanque; además, la respuesta del control
neuronal es comparada con técnicas de control clásico. La propuesta se desarrolló en el módulo armfield PCT-9.
Las variables consideradas en este diseño son el flujo de agua que entra al tanque de almacenamiento y el nivel del
mismo. Como señal de salida se consideró la apertura de la válvula electromecánica que modifica el flujo de agua
que entra al tanque de almacenamiento. El entrenamiento y verificación de funcionamiento del control neuronal se
llevó a cabo empleando el toolbox de RNA de Matlab. El correcto funcionamiento de los sistemas de control fue
corroborado mediante los resultados obtenidos al realizar las implementaciones de todos los controladores en
LabVIEW.
1. INTRODUCCIÓN
La ingeniería de control ha tenido un fuerte impacto en el desarrollo tecnológico. Al inicio de la era industrial, el
control de los procesos se llevó a cabo basándose en la intuición y en la experiencia acumulada. Más tarde, el
mercado exigió mayor calidad en las piezas fabricadas lo que condujo al desarrollo de teorías para explicar el
funcionamiento del proceso. Estas teorías derivaron en estudios analíticos que permitieron realizar el control de la
mayor parte de las variables de interés en los procesos industriales (Creus, 2005).
Existen sistemas cuyo análisis por métodos convencionales es poco eficiente, ya que estos sistemas presentan
características como incertidumbre y alinealidades. Cuando la complejidad de un proceso aumenta puede ser muy
difícil encontrar un modelo matemático basado en leyes físicas y esto puede dificultar el diseño de un controlador
con métodos clásicos.
Para solventar estas dificultades, en muchas de las plantas actuales el controlador se diseña utilizando modelos
linealizados y técnicas de control lineal, lo que generalmente significa que el buen desempeño es limitado a
pequeñas regiones con las condiciones normales de diseño; sin embargo, el desempeño es sensible a errores en el
modelo y la sintonización del controlador consume mucho tiempo y puede salir de sintonía ante cambios de
parámetros en el tiempo.
Otra opción es el uso de control inteligente. En general, es posible identificar la conveniencia de estrategias de
control inteligente cuando los parámetros de la planta pueden cambiar significativamente, los controladores
tradicionales deben ser constantemente ajustados, es difícil modelar matemáticamente el sistema, la inexactitud del
sensor introduce niveles de incertidumbre no aceptables, se requiere un procesamiento adaptativo de señal para
cubrir cambios en el ambiente o condiciones del proceso (Peng, 2006).
Las RNA se han establecido como una metodología para el modelado y control de sistemas no lineales,
permitiendo la solución de algunos problemas en ingeniería. En particular, el uso de RNA recurrentes para
PRESENTACIÓN EN CD ROM A3 -427 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
modelado y aprendizaje se ha incrementado rápidamente en años recientes. Para proveer una evaluación racional de
los nuevos métodos es importante compararlos y contrastarlos con las metodologías tradicionales. Algunas de las
características relevantes de las RNA en este contexto son: su capacidad para aproximar transformaciones no
lineales, alto grado de paralelismo; gran robustez a fallas de componentes, pueden ser adaptadas en línea y en
tiempo real, pueden procesar simultáneamente múltiples entradas y salidas (Yang, 2005).
2. CONTROL CONVENCIONAL
La figura 1 ilustra un diagrama de bloques de un sistema de control industrial que consiste en un controlador, un
actuador, una planta y un sensor. Las acciones de control básicas utilizadas comúnmente en los controles
automáticos industriales son: Acción de control Proporcional e Integral (PI) y Acción de control Proporcional,
Integral y Derivativo (PID) (Johnson, 2005).
Figura 1. Sistema de control en lazo cerrado
3. CONTROL NEURONAL
3.1 Control Directo Por Modelo Inverso
El control por modelo inverso fue uno de los primeros métodos propuestos y consiste en entrenar una RNA que
actúa como la función de transferencia inversa del sistema y se utiliza como un controlador. El modelo inverso se
coloca en cascada con el sistema controlado, como se ilustra en la figura 2, de tal manera que resulte la identidad
entre la respuesta deseada y la salida del sistema controlado.
Figura 2. Control por modelo inverso Figura 4. Esquema del control por modelo interno
3.2 Control Por Modelo Interno
El control por modelo interno está muy relacionado con el control inverso. Es muy utilizado para el control de
procesos químicos; sin embargo, puede ser útil en otras aplicaciones. Un controlador por modelo interno requiere
tanto de un modelo directo como de un modelo inverso del sistema a controlar. Su esquema de control es mostrado
en la figura 4 (Sanchez, 2006). Existen más técnicas de control pero las mencionadas son las aplicadas en este
artículo (Zhang, 2008).
4. DESARROLLO
PRESENTACIÓN EN CD ROM A3 -428 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
En la figura 5 se ilustra el Proceso de Nivel utilizado para realizar todos los experimentos. La variable controlada es
el nivel de agua que se deposita dentro del tanque de almacenamiento mostrado en “E” de la figura 5. El rango de
operación del tanque es de 0 a 2843 cm3. La medición del nivel de agua en el tanque de almacenamiento se realiza
con el sensor ilustrado en “F” de la figura 5. El sensor cuenta con: un flotador que varía su posición dependiendo de
la variable del proceso, una cuerda que en un extremo tiene sujeto el flotador y del otro extremo tiene la referencia
de movimiento, la polea que gira con el movimiento de la cuerda y un potenciómetro cuya perilla es el eje de la
polea. Para mayor información del funcionamiento del sensor revisar (Kuo, 2006). La variación de resistencia del
sensor es recibida por el módulo acondicionador de señales. El módulo acondicionador de señales mostrado en “B”
de la figura 5 realiza la conversión para tener una señal de salida de voltaje. La señal de salida de voltaje del módulo
acondicionador de señales es recibida por la tarjeta de adquisición de datos NI PCI-6014 mediante el bloque de
conexiones de la tarjeta que se muestra en “C” de la figura 5.
Figura 5. Sistema de desarrollo
4.1 Sistema De Control Clásico
Para realizar la sintonización de los controladores PI y PID aplicados al sistema se utilizó el método de oscilación de
Ziegler-Nichols. Los parámetros de sintonización obtenidos para el control PI fueron P=7.5 y I=0.17 y para el
control PID P=10, I=0.1 y D=0.025.
4.2 Modelado De Controlador PID Con RNA
Para la implementación del modelado de un controlador con RNA se utilizó el controlador PID. La estructura de la
RNA cuenta con una capa de entrada de 8 elementos, tres capas ocultas de 5 neuronas cada capa, cada neurona
cuenta con función de activación sigmoidal y la capa de salida de una neurona con función de activación lineal. El
algoritmo de entrenamiento utilizado fue bayesiano. La estructura implementada en simulink de Matlab para validar
el funcionamiento de la RNA se ilustra en la figura 6. Donde se compara la señal de salida de la RNA con la acción
de control del controlador PID.
PRESENTACIÓN EN CD ROM A3 -429 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Figura 6. Validación para el modelo del PID
4.3 Control Directo Por Modelo Inverso
Los datos utilizados en el entrenamiento de la RNA que se ilustran en la figura 7 se utilizan para entrenar el modelo
inverso del sistema con un periodo de muestreo de 5 muestras/segundo. El modelo inverso implementado en Matlab
se ilustra en la figura 8 donde se observan las señales mencionadas anteriormente.
La RNA empleada para implementar el modelo inverso del sistema es un MLP. Para el aprendizaje se utilizó el
algoritmo de entrenamiento de Levenberg-Marquat ya que con el algoritmo bayesiano la RNA no converge a un
resultado eficaz. En la estructura de la RNA se tiene una capa de entrada con 9 neuronas, cuatro capas ocultas de 5
neuronas cada una de ellas y cada neurona con función de activación sigmoidal y la capa de salida con una neurona
con función de activación lineal. Para verificar el funcionamiento del control por modelo inverso implementado en
Matlab se realiza la simulación ilustrada en la figura 9, en donde el proceso simula el modelo directo del sistema y el
bloque de saturación es para limitar los valores de la acción de control entre 0 y 1, valores entre los cuales se realizó
el entrenamiento del modelo directo.
Figura 7. Dinámica del proceso Figura 8. Control por modelo inverso
Figura 9. Simulación del control inverso Figura 12. Simulación del modelo interno
4.4 Control Neuronal Por Modelo Interno
PRESENTACIÓN EN CD ROM A3 -430 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Para corregir la desventaja del control neuronal por modelo inverso ante las perturbaciones se implementó el control
neuronal por modelo interno. Los modelos directo e inverso obtenidos anteriormente se utilizan para implementar
este controlador. La simulación en Matlab se muestra en la estructura de la figura 10. El proceso se simula con el
modelo directo del sistema agregando ruido a la salida para simular el comportamiento del proceso real.
5. RESULTADOS
5.1 Sistema De Control Clásico
La figura 11 muestra los resultados obtenidos al colocar el controlador clásico implementado como instrumento
virtual en LabVIEW. El comportamiento de la señal de referencia se contrasta con el comportamiento de la variable
controlada. La figura 12 muestra el comportamiento de la acción de control para los diferentes cambios de
referencia, se observa una característica del control derivativo anticipándose a los pequeños cambios y amplificando
el ruido de la señal de error, teniendo así una acción de control con ruido.
Al colocar los parámetros al controlador PI y realizando las mismas variaciones en la señal de referencia se
obtiene el seguimiento de la variable contralada ante cambios en la señal de referencia ilustradas en la figura 13. En
la figura 14 se ilustra la señal de acción de control. La característica del control integral que es la suavidad en la
acción de control se aprecia en este controlador.
Figura 11. Resultados obtenidos con el control PID Figura 12. Acción de control del control PID
Figura 13. Resultados obtenidos con el control PI Figura 14. Acción de control del control PI
5.2 Modelado Un Controlador PID Con RNA
Al realizar la simulación de validación del sistema de la estructura ilustrada en la figura 6 se obtienen como
resultado las señales mostradas en la figura 15. Se puede apreciar que el entrenamiento de la RNA ha sido bueno ya
que cubre la mayor parte de la señal de acción de control del controlador. Una vez que la RNA modela el
controlador PID se procede a trabajar en línea con el proceso implementando la RNA en LabVIEW. La figura 16
nos ilustra el comportamiento de las señales de referencia y la variable del proceso. En la figura 17 podemos
PRESENTACIÓN EN CD ROM A3 -431 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
observar el comportamiento de la acción de control ante los distintos cambios de referencia. Nótese que el
funcionamiento del modelo del controlador es similar al controlador PID.
Figura 15. Comportamiento de validación
Figura 16. Comportamiento de la RNA Figura 17. Acción de control obtenida con la RNA
5.3 Control Directo Por Modelo Inverso
Los resultados obtenidos al realizar la simulación de la estructura mostrada en la figura 9 se presentan a
continuación. En la figura 18 se ilustra el seguimiento que tiene la salida del modelo directo a la referencia, los
puntos de referencia indicados son los más representativos para este controlador:
a) 0.05 (a de la figura 18), el nivel es complicado de controlar con un control clásico.
b) 0.35 (b de la figura 18) y 0.65 (c de la figura 18), rango de trabajo con mayor error en estado estacionario.
c) 0.85 (d de la figura 18), cerca del límite del valor de entrenamiento de nivel, por lo tanto en este punto el
sistema comienza a tener oscilaciones.
d) 0.5 (e de la figura 18) y 0.1 (f de la figura 18), puntos de bajada para dar un cambio escalón un poco más grande
al punto de ajuste.
En la figura 19 se observa la acción de control del controlador ante los cambios de referencia mencionados
anteriormente. En esta figura se observa que para los cambios de referencia positivos la acción de control es muy
brusca, esta es una propiedad del control por modelo inverso. Para los cambios de referencia negativos se observa
que el controlador tiene una acción de control suave y para el valor de 0.85 la acción de control comienza a oscilar y
presenta cierta inestabilidad. El funcionamiento del control por modelo inverso en línea con el proceso se presenta a
continuación. En la figura 20 se muestra el seguimiento de la variable del proceso a la referencia, colocando valores
en todo el rango de operación obteniendo resultados muy similares a los de simulación, con dificultades para
controlar en los valores pequeños de la referencia (0.05) y en el rango superior (0.85). En la figura 21 se observa el
comportamiento de la acción de control ante los cambios de referencia ilustrados en la figura 20. Los cambios en la
acción de control no son tan bruscos porque los cambios en la señal de referencia no son grandes.
Una vez analizado el comportamiento del control por modelo inverso ante cambios de referencia y tener claro
el rango de trabajo, se analizó su comportamiento ante perturbaciones. En la figura 22 se muestra la referencia y la
variable del proceso para el control por modelo inverso con un periodo de muestreo de 5 muestras/segundo, y en la
figura 23 se ilustra la acción de control. Las perturbaciones constantes y pequeñas aplicadas al proceso se tratan de
PRESENTACIÓN EN CD ROM A3 -432 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
corregir por el controlador (A de la figura 22) pero cuando se le aplica una perturbación grande (aproximadamente 3
veces el desagüe normal del tanque) el controlador pierde estabilidad y comienza a oscilar (B de la figura 22). Las
perturbaciones momentáneas se observa que son corregidas adecuadamente por el controlador (C de la figura 22).
Figura 18. Control por modelo inverso Figura 19. Acción de control
Figura 20. Control por modelo inverso en el proceso Figura 21. Acción de control
Figura 22. Variable del proceso ante perturbaciones Figura 23. Acción de control ante perturbaciones
5.4 Control Neuronal Por Modelo Interno
Al realizar la simulación en Matlab de un control por modelo interno en el instante de la perturbación la acción de
control corrige inmediatamente regresando el nivel al punto de referencia (figura 24). El control por modelo interno
funciona igual que el control por modelo inverso para cambios de referencia, pero su comportamiento ante
perturbación se corrigió notablemente. En la figura 25 se muestra la referencia y la variable del proceso para el
control por modelo interno, y en la figura 26 se ilustra el comportamiento de la acción de control. Las perturbaciones
aplicadas al proceso con este controlador son aproximadamente iguales a las del control por modelo inverso. Para
las perturbaciones grandes la respuesta del sistema presenta errores en estado estacionario (A y B de la figura 25 son
perturbaciones permanentes, A < B); mientras mayor sea la perturbación, mayor será el error en estado estacionario,
PRESENTACIÓN EN CD ROM A3 -433 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
pero la acción de control en ningún momento hace oscilatorio el sistema. La corrección de perturbaciones
instantáneas es mejor que el control por modelo inverso (C de la figura 25).
Figura 24. Control por modelo interno
Figura 25. Control interno ante perturbaciones Figura 26. Acción de control
5.5 Comparación De Desempeño
Todos los controladores descritos anteriormente son empleados para realizar la comparación de desempeño. En la
figura 27(a) se muestra el comportamiento de los controladores para el error en estado estacionario. Los
controladores neuronales presentan el mayor error en estado estacionario seguido de los demás controladores con
aproximadamente el mismo valor. Los índices que representan el comportamiento de la acción de control se
muestran en la figura 27(b). El controlador PI presenta la acción de control más suave. Los índices de tiempo de
retardo y levantamiento se muestran en las figuras 27(c) y 27(d) respectivamente. El controlador más lento es el
controlador neuronal por modelo inverso. En la figura 27(e) se muestran los sobrepasos máximos. Los controladores
neuronales no presentan sobrepaso. La mayoría de los controladores presentan un tiempo de asentamiento similar
(figura 27(f)).
a b c
PRESENTACIÓN EN CD ROM A3 -434 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
d e f
Figura 27. Índices de desempeño para un cambio de referencia de 0.35 a 0.65. (a) Promedio del error absoluto. (b)
Índice de suavidad en el esfuerzo de control. (c) Tiempo de retardo. (d) Tiempo de levantamiento. (e) Sobrepaso
máximo. (f) Tiempo de asentamiento
6. CONCLUSIONES
En el desarrollo de este trabajo se realiza la comparación de técnicas de control. Cuando se requiere que el error en
estado estacionario sea el mínimo, es necesario utilizar alguna técnica de control clásico como el PI o PID ya que el
control neuronal presenta errores grandes. Cuando se cuenta con un actuador sensible es necesario tener una mayor
suavidad en la señal de control, la cual está dada por el controlador PI. Cuando lo que se desea es no tener un
sobrepaso en la respuesta del sistema la mejor opción es utilizar un controlador neuronal. El no tener sobrepaso
provoca que el tiempo de respuesta sea un poco mayor a los demás controladores. El control neuronal es muy simple
de utilizar ya que no se necesita tener mucha información del sistema y puede controlar un rango amplio de trabajo
de sistemas con no linealidades.
7. REFERENCIAS
1. Creus A. (2005) Instrumentación industrial. Séptima Edición. Alfaomega, 1-10.
2. Johnson M. A. (2005). M. H. Moradi. PID Control. Springer. 1-46.
3. Kuo B. (2006). Sistemas de control automático. Séptima Edición. Prentice Hall. 160-166.
4. Peng D., Zhang H. (2006), Adaptive Inverse Control for Water Level of Boiler Drum Based on Neural
Network. Intelligent Control and Automation. 1. 2911-2915.
5. Sanchez E. N. (2006). Redes neuronales, conceptos fundamentales y aplicaciones a control automático.
Prentice-Hall. 165-175.
6. Yang P., Peng D. (2005), Neural networks internal model control for water level of boiler drum in power
station. Machine Learning and Cybernetics. 5. 3300-3303.
7. Zhang L., Pan M., Quan S. (2008). Multiple Model Predictive Control for Water Management in PEMFC Based
on Recurrent Neural Network Optimization. Networking, Sensing and Control. 853–858.
PRESENTACIÓN EN CD ROM A3 -435 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
IMPLEMENTACIÓN DE UNA RUTINA EN EL CENTRO INTEGRADO DE
MANUFACTURA DEL INSTITUTO TECNOLÓGICO DE PARRAL
Julio César Corrujedo Lazcano, Juan Carlos Soto Armenta, Lilia Teresa Carera de Anda, Emilia Pichardo
Arrieta y Jesús Manuel Moreno Ortega
Departamento de Metal-Mecánica
Instituto Tecnológico de Parral
Ave. Tecnológico No. 57
Parral, Chihuahua, 33850
{jcc_774, j_csoto81, lili_carrera, emilia715, jesusmoreno77}@hotmail.com
Abstracto: El presente artículo describe la implementación de una rutina en el Centro Integrado de Manufactura
(CIM) del Instituto Tecnológico de Parral (ITP), para dicha implementación se programaron los componentes del
CIM interconectados a través de una red Profibus-DP con una topología maestro-esclavo. La unidad maestra es un
Controlador Lógico Programable (PLC por sus siglas en inglés) de la marca Siemens de la serie 300, el cual se
programa en lenguaje Lista de Instrucciones AWL[3], utilizando Step7. Los brazos robóticos se programaron en el
lenguaje RAPL-3 y están conectados a través de PLCs de la marca Siemens de la serie 200 al PLC maestro. El
objetivo principal que se logró al implementar la rutina fue aplicar la teoría de grafos para programar el PLC
maestro de forma que se pudieran seguir ejecutando las rutinas que se tenían originalmente programadas, y además,
poder ejecutar la rutina nueva.
1. INTRODUCCIÓN
Un Centro Integrado de Manufactura (CIM) cuenta con una serie de componentes tales como: máquinas de control
numérico, brazos robóticos o manipuladores, bandas, almacenes, entre otros elementos, cuya interacción permite la
creación, modificación y/o manipulación de una pieza con el objetivo de agregar valor a la misma o prepararla para
su posterior venta en el mercado.
En el Instituto Tecnológico de Parral se cuenta con un CIM didáctico, en el cual alumnos de las carreras de
Ingeniería Electromecánica, Ingeniería Industrial e Ingeniería Mecatrónica pueden realizar prácticas que les
permitirán obtener y afianzar el conocimiento relativo a las células o centros integrados de manufactura.
El CIM del ITP cuenta con los siguientes componentes: Un torno de control numérico, un centro de maquinado
vertical, un robot articulado con base móvil, un almacén hexagonal de materia prima, un almacén matricial, una
mesa neumática con seis actuadores que funcionan como dos robots cartesianos, una mesa de ensamble, una mesa de
paletizado y una banda o cinta transportadora.
Los componentes del CIM están conectados a través de una red Profibus-DP utilizando una topología Maestro-
esclavo. La red Profibus-DP que utiliza el CIM se denomina de periferia distribuida ya que permite que el PLC
maestro tenga conectadas las unidades esclavo como dispositivos periféricos pudiendo monitorear o controlar
indirectamente los sensores o actuadores que forman parte del CIM y que se conectan directamente a las entradas o
salidas de los PLCs esclavo.
El CIM del ITP es una célula didáctica que tiene instalado un sistema denominado MRP-Bcimad2000 [1], el
cual en conjunto con una interfaz hombre-máquina, le permite al estudiante ejecutar una serie de rutinas que
muestran la forma en que se pueden crear, ensamblar o manipular las piezas en una célula de manufactura.
Las rutinas que se pueden ejecutar en el CIM, iniciadas desde el sistema MRP-Bcimad2000, requieren que el
PLC maestro, las máquinas de control numérico y los controladores de los brazos robóticos ejecuten cada uno de
ellos un programa particular que le da la funcionalidad al CIM, es decir, son los programas de cada uno de los
componentes programables del CIM los que permiten que en el CIM se ejecuten una serie de tareas o rutinas
específicas.
Las rutinas que se pueden ejecutar apoyándose en el MRP-Bcimad2000 están limitadas a la programación que
tiene el PLC maestro, los cuatro robots programables del CIM y las máquinas de control numérico.
PRESENTACIÓN EN CD ROM A3 -436 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
El objetivo del proyecto que se presenta en este artículo fue aumentar la cantidad de rutinas que se pueden
ejecutar en el CIM, modificando la programación del PLC maestro y de los robots. Para lograr el objetivo se utilizó
la teoría de grafos para generar el nuevo programa que ejecuta el PLC maestro, dicho programa nuevo contiene al
programa anterior como un estado inicial de un grafo, por lo que permite que se ejecuten las rutinas anteriores
además de la nueva rutina implementada.
2. MATERIALES Y MÉTODOS
2.1 Componentes del CIM
El CIM cuenta con dos máquinas de control numérico, tres mesas o estaciones de trabajo, dos almacenes y una
banda transportadora interconectados a través de una red Profibus-DP.
2.1.1 Máquinas de control numérico
Las máquinas de control numérico son un torno semi-industrial de CNC 250 y un centro de maquinado vertical
semi-industrial 300, los cuales pueden maquinar piezas de dimensiones pequeñas. Tanto el torno como el centro de
maquinado vertical tienen una computadora con el software apropiado para poder diseñar las piezas y cargar el
código de las mismas en los controladores.
Algunos sensores y actuadores de las máquinas de control numérico están conectados a las entradas y salidas
de un PLC esclavo, lo cual permite que se pueda así monitorear y controlar algunas de las funciones de las máquinas
de control numérico desde el PLC maestro.
2.1.2 Mesas o estaciones de trabajo
El CIM cuenta con tres mesas que permiten que el alumno que realice prácticas en el CIM comprenda algunas de las
formas en que se pueden manipular, ensamblar o almacenar las piezas. Las tres mesas del CIM son: mesa neumática,
mesa de ensamble y mesa de paletizado.
La mesa neumática dispone de una serie de actuadores neumáticos controlados por el PLC maestro a través de
un PLC esclavo cuyas entradas y salidas habilitan las electroválvulas que posibilitan el movimiento de los
actuadores. Seis de los actuadores de la mesa son de desplazamiento lineal y tienen una disposición ortogonal entre
ellos, formando dos robots de tipo cartesiano con deslazamiento en los tres ejes y posicionamiento bien definido en
dos puntos, uno de los puntos se ubica cuando los actuadores están completamente contraídos y el otro cuando están
completamente extendidos.
2.1.3 Almacenes
En el CIM se tienen dos almacenes: un almacén hexagonal y un almacén matricial. El almacén hexagonal es un
almacén automático de materia prima, tipo carrusel con seis columnas y siete bahías cada una, con detección de
plataformas (pallets) en cada bahía y giro automático del carrusel. El almacén matricial tiene siete columnas con
seis bahías cada columna, en este almacén se coloca tanto materia prima como producto terminado asociado a
algunas rutinas que se pueden realizar en la mesa de ensamble y en la mesa de paletizado.
El almacén hexagonal tiene la posibilidad de girar para que un robot articulado con base móvil pueda tomar sus
piezas o colocarlas en él. El giro del almacén hexagonal hasta la columna correcta se controla por medio del PLC
maestro a través de un sensor de proximidad inductivo.
2.1.4 Banda
PRESENTACIÓN EN CD ROM A3 -437 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
La banda o cadena transportadora tiene una disposición rectangular, y permite mover los pallets o plataformas a los
diferentes puntos del CIM. En los palletes se llevan las materias primas que se requieren en las mesas, o los
productos terminados que salen de las mesas hasta el almacén matricial.
Sobre la banda hay una serie de estaciones con sensores que permiten identificar los pallets, ya que cada pallet
tiene un código que lo identifica.
2.2 Red Profibus-DP.
La red Profibus-DP del CIM utiliza una topología Maestro-esclavo [2]. Un PLC Siemens de la serie 300 funciona
como unidad Maestro y coordina las acciones de los componentes del CIM, el PLC maestro está conectado a una
serie de unidades esclavo.
Las unidades esclavo son dos convertidores de frecuencia MicroMaster y cinco PLCs Siemens de la serie 200.
Los convertidores de frecuencia controlan la velocidad y sentido de giro de seis motores trifásicos los cuales le dan
la funcionalidad a la banda transportadora, y los cinco PLCs de la serie 200 comunican al PLC maestro con las
máquinas de control numérico, los almacenes y las mesas o estaciones de trabajo. La figura 1 muestra que el PLC
maestro es un CPU315 conectado a siete unidades esclavo [4].
Los PLCs de la serie 200 no tienen la capacidad de conectarse directamente a la red Profibus-DP, para poder
conectar dichos PLCs a la red se requiere que se conecte un módulo de expansión EM277 a cada PLC de la serie
200, dicho módulo permite que el PLC esclavo se pueda conectar con el PLC maestro a través de la red y que las
entradas y salidas del PLC esclavo se puedan mapear como entradas y salidas del PLC maestro.
Figura 1. Red Profibus-DP
2.3 Programación apoyada en grafos.
Una vez que se tienen conectados, comunicados y en línea los elementos componentes del CIM, se puede lograr que
desarrollen rutinas típicas de las células de manufactura, pero para lograr que dichos elementos interactúen y
realicen las rutinas se deben programar el PLC maestro, los robots del CIM y las máquinas de control numérico.
La programación requerida en el proyecto para implementar una rutina nueva en el CIM del ITP manteniendo
la posibilidad de ejecutar las rutinas anteriores (las rutinas que permitía el sistema MRP-Bcimad2000), se realizó
PRESENTACIÓN EN CD ROM A3 -438 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
apoyándose en la teoría de grafos, de tal forma que el programa del PLC maestro se modificó para aumentar el
número de rutinas que se pueden ejecutar.
Un grafo es un artefacto matemático que permite expresar visualmente las relaciones que existen entre una
serie de elementos. Un grafo simple está formado por dos conjuntos: un conjunto de vértices o nodos y un conjunto
de aristas o arcos que indican que nodos están relacionados.
Un diagrama de estados es un grafo cuyos nodos son estados, y cuyas aristas dirigidas son transiciones
etiquetadas con los nombres de los eventos o sucesos que hacen que se pase de un estado a otro. Las transiciones
están asociadas a eventos y se representan en forma de flechas entre dos estados.
Cuando se está en un determinado estado, y de dicho estado sale una transición a un siguiente estado, se pasará
a ese siguiente estado cuando se presente el evento que está asociado a la transición o arista que une ambos estados.
Una secuencia de sucesos dentro de un diagrama de estados o grafo, corresponde a un camino, el cual permite
describir el funcionamiento de un sistema o la secuencia de un programa.
En la Figura 2 se muestra el grafo principal que sirvió de base para modificar el programa original del PLC, en
el grafo se aprecia que una vez que inicia el programa, el PLC ejecuta el código correspondiente al estado inicial E1,
en dicho estado se tiene el código original que está asociado con el sistema MRP-Bcimad2000, de esta forma se
pueden ejecutar las rutinas anteriores.
Figura 2. Grafo para el programa del PLC maestro
El estado E2 es un estado de espera, al cual se puede llegar desde el estado E1 activando la marca M9.1 del PLC. En
el estado E2 se esperará que se active en el PLC maestro una marca (M9.3 o M9.4 o M9.5) que indica al mismo que
regrese al estado E1 y que ejecute alguna de las rutinas anteriores.
En la Tabla 1 se muestra el significado de cada estado del grafo de la Figura 2, y el significado de las marcas
cuya activación da origen a las transiciones entre los estados.
Tabla 1. Descripción de los estados y transiciones del grafo de la figura 2
Estados Transiciones
E1: Rutinas anteriores M9.1 Rutinas Anteriores
E2: Espera rutina anterior M9.2 Rutinas Nuevas
E3: Espera rutina nueva M9.3 Petición Neumática
E4: Rutina nueva 1 M9.4 Petición Ensamble
E5: Rutina nueva 2 M9.5 Petición Ensamble
E6: Rutina nueva 3 M7.7 Interfaz Nueva
PRESENTACIÓN EN CD ROM A3 -439 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
M17.7 Final de rutina anterior solicitada
M29.0 Rutina Ordenar Pallets.
Las marcas se pueden activar utilizando una interfaz gráfica nueva. En la interfaz gráfica nueva las marcas M9.x y
M29.x están asociadas a botones de acción, de forma que al hacer clic en los mismos se pueden activar las marcas,
lográndose las transiciones correspondientes. La marca M7.7 indica al PLC maestro que se está ejecutando la
interfaz gráfica nueva y especial para el programa modificado del PLC.
Si una rutina anterior del estado E1 se ejecuta a través de la interfaz gráfica nueva asociada con la marca M7.7,
al terminar de ejecutarse la rutina anterior se activa la marca M17.7 y de esta forma se da la transición al estado E2
para esperar que se indique la ejecución de alguna rutina anterior.
El estado E3 es un estado de espera, en el cual se puede indicar desde la interfaz, cuál de las posibles tres
rutinas nuevas se ejecutará. Las rutinas nuevas están asociadas a los estados E4, E5 y E6.
Cada uno de los estados E4, E5 y E6 estarán asociados al código de una rutina nueva, y dicho código se
desarrollará utilizando un grafo, es decir, a cada uno de estos estados mencionados corresponderá un subgrafo.
3. IMPLEMENTACIÓN DE LA RUTINA DEL ESTADO E4
La implementación de la rutina nueva asociada al estado E4 requirió que se programara en lenguaje AWL un nuevo
bloque funcional (FB) para el programa del PLC, utilizando para ello el software Step7 de Siemens.
PRESENTACIÓN EN CD ROM A3 -440 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Figura 3. Primera parte del subgrafo de la rutina del estado E4
3.1 Definición de la rutina del estado E4
La rutina que se implementó en este proyecto y que está asociada en al estado E4 del grafo principal, consiste en
ordenar los pallets que se encuentran inicialmente desordenados en las columnas 6 y 7 del almacén matricial.
Cada pallet tiene un código binario (número) en la parte inferior que lo identifica, los pallets de las columnas 6
y 7 del almacén matricial están numerados del 30 al 41. Cuando los pallets están ordenados en las columnas, la
numeración de los mismos aumenta al pasar de la bahía superior a la inferior, en la columna 6 quedan los pallets del
30 al 35 y en la columna 7 los palletes del 36 al 41.
La utilidad de la rutina asociada al estado E4, es ordenar los pallets en las columnas 6 y 7, los cuales
inicialmente estarán desordenados.
3.2 Subgrafo asociado a la rutina del estado E4
PRESENTACIÓN EN CD ROM A3 -441 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Debido al gran tamaño del subgrafo que se utilizó para programar la rutina asociado al estado E4 se dividió en dos
partes, en la figura 3 se muestra la primera parte del subgrafo, y en la tabla 2 se muestra la descripción de los estados
y las transiciones de dicha parte del subgrafo.
Tabla 2. Descripción de los estados y transiciones del subgrafo de la figura 3
Estado Transiciones
E7: Petición a Matricial – Rutina Ordenar pallets. ε: Transición vacía
E8: Pasar pallets a la columna 5 y reiniciar contador CO M17.7: Marca que indica que se pasaron los pallets a la columna
5
E9a,b: Petición a Gantry I12.7: Sensor en la estación de recepción
a)Tomar pallets de columna 7 e incrementar contador CO
b) Tomar pallets de columna 5
E10: Sube plataforma en recepción y espera 2 segundos T0: Timer T0
E11: Desactiva petición a Gantry y mete el pallet a la banda I12.6: Sensor en la plataforma de recepción
E12: Espera 2 segundos T1: Timer T1
E13: Lleva el pallet a zona de lectura en carga/descarga I12.0 …I12.5: Sensores lectura en zona Carga/Descarga
E14: Lleva el pallet a la entrada de la mesa de paletizado I16: Sensor a la entrada de la mesa de paletizado
E15: Lleva el pallet a zona de lectura de la mesa de I1.0 … I1.5: Sensores lectura en mesa de paletizado
paletizado
E16: Lleva el pallet a zona de lectura de la mesa de ensamble I0.0 … I0.5: Sensores lectura en mesa de ensamble
E17: Lleva el pallet a la entrada de la mesa neumática I4.6: Sensor a la entrada de la mesa neumática
E18: Lleva el pallet a zona de lectura de la mesa neumática y I4.0 …I4.5: Sensores lectura en la mesa neumática
reinicia el contador CO
En el grafo de la figura 3 junto con la tabla 2 se observa que el código de la rutina hará lo siguiente, pasará los
pallets de la columna 6 a la columna 5 (estado 8), al terminar, cada uno de los pallets de la columna 7 los sacará del
almacén a la banda transportadora utilizando el robot del almacén y el robot móvil (Gantry).
En la banda colocará cada uno de los 6 pallets en los puntos mencionados en los estados del E13 al E18. Los
cinco ciclos en el grafo indican que se repiten actividades similares para acomodar en la banda los seis pallets de la
columna siete en la banda.
En el estado E9, se tienen dos opciones (a, b) debido a que esta parte del subgrafo se ejecutará dos veces, la
primer vez o primer vuelta (E9a) será para acomodar los pallets de la columna siete en la banda y la segunda vuelta
será para acomodar los pallets de la columna cinco en la banda transportadora.
En la figura 4 se aprecia la segunda y última parte del subfrafo, esta parte junto con la tabla 3 nos muestra que
cada uno de los seis pallets que están en la banda, se identifican (estado E19), es decir, se lee el número de pallet,
para poder indicarle al robot del almacén matricial en qué posición debe dejar el pallet. Se indica en que columna y
en que bahía se colorará el pallet de modo que quede en la posición que le corresponde.
Los estados E20 a E25 son los pasos necesarios para llevar cada pallet, desde la estación de identificación de
pallets ubicada cerca de la zona de carga y descarga hasta que el robot Gantry toma el pallet de la banda y se lo deja
al robot del almacén matricial, el cual se encarga de colocarlo en la posición correcta dentro del almacén.
La colocación del pallet en el almacén matricial se realiza en forma simultánea con el traslado hasta la estación
de identificación de pallets cerca de la zona de carga descarga del siguiente pallet que se acomodará en el almacén
(estados del E26 al E30).
El estado E32 es una pausa para garantizar que se ha identificado el siguiente pallets, antes de llevarlo hasta el
almacén matricial.
El estado E31 tiene dos opciones, ya que esta parte del subgrafo también se ejecutará dos veces, la primer vez o
vuelta (estado E31a) será para sacar los pallets que se tomaron de la columna siete, desde la banda hasta el almacén,
y la segunda vuelta (estado E31b) será para sacar los pallets que se tomaron de la columna cinco, desde la banda
hasta el almacén matricial.
A partir del estado E31 hay dos trayectorias, una de ellas es para que se ejecute la segunda vuelta todo el
subgrafo. En la primer vuelta o ejecución del subgrafo completo (figuras 3 y 4) se cargan los pallets de la columna 7
PRESENTACIÓN EN CD ROM A3 -442 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
a la banda y se acomodan en el almacén matricial, en la segunda vuelta del grafo completo se cargan los pallets de la
columna 5 a la banda y se acomodan en el almacén matricial.
Figura 4. Segunda parte del subgrafo de la rutina del estado E4
PRESENTACIÓN EN CD ROM A3 -443 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
La trayectoria que va hacia abajo a partir del estado E31 se encarga de esperar a que los robots terminen de
acomodar los pallets y sale de la nueva rutina regresando al estado E3 del grafo principal, en el cual se espera la
orden para la ejecución de una nueva rutina.
Tabla 3. Descripción de los estados y transiciones del subgrafo de la figura 4
Estados Transiciones
E19: Identifica pallet M30.2 Marca pallet identificado
E20: Lleva pallet a plataforma de recepción I12.6 Sensor en plataforma
E21: Espera 2 segundos I12.7 Sensor en estación de recepción
E22: Sube la plataforma I9.6 Sensor que indica que la plataforma está arriba
E23: Saca el pallet en 4 segundos T2, T3, T4, T42 y T43 Timers
E24: Espera un segundo M30.3 Marca que active el robot Gantry para liberar el pallet
E25: Petición a Gantry para que tome el pallet C0: Contador 0
E26 – E30: Llevan el siguiente pallet a la zona de lectura en I12.0 – I12.5 : Sensores en la zona de lectura Carga/Descarga
Carga/Descarga
E31a,b: a) Activa la marca para la segunda vuelta y pasa a M81.6: Marca que activa el robot matricial para indicar que ya
E35 leyó el número de bahía para el pallet.
b) Prepara el sistema para otra rutina y pasa a E33 M79.6: Marca para ordenar los pallets en dos vueltas
E32: Espera 4 segundos y que se lea el número de bahía donde FP Q11.0: Flanco positivo de la contracción del robot del
se dejará el pallets almacén matricial.
E33: Espera a que se contraiga el robot en el almacén
matricial
E34: Espera 15 segundos para que los robots terminen y pasa
al estado E3 desactivando la orden de “Ordenar Pallets”
E35: Espera para que se lea el número de bahía donde se dejará
el último de los primeros 6 pallets.
3.3 Programación de los robots para la rutina del estado E4
Para poder manipular los pallets en el CIM en la rutina del estado E4 se modificaron los programas del robot móvil
o Gantry, el cual lleva los pallets de la banda al almacén y viceversa, y del robot del almacén matricial, el cual se
encarga de cargar o descargar los pallets en el almacén. Ambos robots se programan con el lenguaje RAPL-3 (Robot
Automation Programming Language) [5].
4. RESULTADOS Y CONCLUSIONES
Se diseñó e implementó una rutina nueva en el CIM del ITP, documentando todo el proyecto, lo cual permitirá que
los alumnos puedan comprender mejor el funcionamiento del CIM, y sean capaces de realizar en las diferentes
estaciones del CIM, prácticas que les permitan afianzar y aumentar sus conocimientos en campos específicos de la
automatización.
La realización del proyecto mostró que es factible utilizar la teoría de grafos para agregar rutinas en el CIM del
ITP, y que la utilización de grafos para la implementación de las rutinas nos permite que sea relativamente sencillo
mantener la funcionalidad anterior del CIM y agregar funcionalidad nueva a través de rutinas nuevas.
5. REFERENCIAS
1. DEDUTEL: manual del usuario BCIMAD 2000.
2. Guerrero V, Yuste R. L. y Martínez L (2010). Comunicaciones Industriales. Alfaomega.
3. Lista de instrucciones (AWL) para S7-300 y S7-400 A5E00068878-02.
4. Software de sistema para S7-300 y S7-400 Funciones estándar y funciones de sistema A5E00069894-04
5. RAPL-3 Language Reference Guide.
PRESENTACIÓN EN CD ROM A3 -444 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
INGENIERÍA INVERSA EN EL CENTRO INTEGRADO DE
MANUFACTURA DEL INSTITUTO TECNOLÓGICO DE PARRAL
Juan Carlos Soto Armenta, Lilia Teresa Carrera de Anda, Julio Cesar Corrujedo Lazcano y Simón Gómez
García
Departamento de Metal Mecánica
Instituto Tecnológico de Parral
Ave. Tecnológico No. 57
Hidalgo del Parral, Chihuahua, C.P. 33850
j_csoto81@hotmail.com, lili_carrera@hotmail.com, jcc_774@hotmail.com, sigoga@prodigy.net.mx
Abstracto: Dentro del Instituto Tecnológico de Parral se cuenta con un Centro Integrado de Manufactura (CIM)
BCIMAD2000, el cual no se está aprovechando, debido a una capacitación insuficiente y además no existe
información clara y detallada de la programación de las estaciones que forman parte de este CIM. Este artículo se
refiere a los pasos que se siguieron para poder entender la forma de comunicarse entre las estaciones y la
programación de éstas, realizando ingeniería inversa a este sistema. Primeramente se analizó el código del
Controlador Lógico Programable (PLC por sus siglas en inglés) maestro que es un S7300 de SIEMENS y está
enlazado a las demás estaciones, se reconocieron los elementos del CIM que funcionan como entradas y salidas de
este PLC, posteriormente se estudió el código de los robots, de los PLCs esclavos y la configuración de la red
PROFIBUS para poder documentar el funcionamiento de este CIM para futuras aplicaciones.
1. INTRODUCCIÓN
Para entender un sistema o célula ya instalado se requiere realizar un proceso de ingeniería inversa, con lo cual se va
a obtener la forma en cómo están conectados físicamente los elementos, así como de descifrar el código dentro de
cada uno de los elementos que tiene el CIM. Se centró principalmente en el código del PLC maestro de la serie S7
300, que consiste en varios bloques donde se concentran las rutinas para el control de las distintas estaciones,
escritas en lenguaje AWL. Además de descifrar el código es importante localizar físicamente las entradas y salidas
de este PLC, que son el medio por el cual el PLC puede coordinar las acciones que se realizan en el CIM. También
se analizó la programación de los robots, que utilizan el lenguaje RAPL-3, los programas de los robots estaban
estructurados en un programa principal y varias subrutinas. Para comunicarse con las demás estaciones el PLC
maestro utiliza una serie de PLCs esclavos de la serie S7 200 a través de una red PROFIBUS.
El objetivo de realizar una ingeniería inversa al CIM del ITP es entender cabalmente la estructura y
funcionamiento de dicho CIM, lo cual es necesario para poder diseñar e implementar rutinas que ayuden a los
alumnos a comprender el funcionamiento de un CIM y adquirir la capacidad para programar los diferentes
componentes del mismo.
2. MARCO TEÓRICO
2.1 PLC
Un PLC (Programable Logic Controller) o autómata programable según la definición del estándar internacional IEC
61131 que normaliza las características fundamentales de los mismos tanto en su parte hardware como software, es
una máquina electrónica programable capaz de ejecutar un programa, o sea, un conjunto de instrucciones
organizadas de una forma adecuada para solventar un problema dado, y diseñada para trabajar en un entorno
industrial y por tanto hostil. Las instrucciones disponibles para crear programas serán de una naturaleza tal que
permitirán controlar procesos, por ejemplo: funciones lógicas, operaciones aritméticas, de contaje de eventos, de
temporización, etc. Además, el PLC estará diseñado de forma tal que la conexión del mismo con el proceso a
controlar será rápida y sencilla por medio de entradas y salidas de tipo digital o analógico.
PRESENTACIÓN EN CD ROM A3 -445 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Un PLC consiste básicamente en una Unidad Central de Procesamiento (CPU), áreas de memoria y circuitos
para gestionar los datos de entrada y salida. Un PLC trabaja barriendo continuamente un programa, esto es
revisando el estado de las entradas, ejecutando el programa y actualizando el estado de las salidas.
2.1.1 Lenguajes de Programación de un PLC
Para realizar un programa para el PLC se pueden utilizar tres distintos lenguajes, AWL (listas de instrucciones) que
permite elaborar programas de control introduciendo la nemotecnia de las operaciones, FUP (diagrama de
funciones) que utiliza los cuadros del álgebra booleana para representar la lógica de las operaciones y KOP
(esquema de contactos) que es un lenguaje de programación cuya lógica es similar a la utilizada en el control por
medio de relevadores eléctricos.
2.2 Ingeniería Inversa
Ingeniería inversa se puede definir como el proceso de analizar el código, documentación y comportamiento de un
sistema para identificar sus componentes actuales y sus dependencias para extraer y crear una abstracción del
sistema e información del diseño. El sistema en estudio no es alterado, sino que se produce conocimiento adicional
acerca del sistema (Referencia 1).
3. MATERIALES Y MÉTODOS
3.1 BCIMAD 2000
El modelo de CIM es BCIMAD2000 que tiene como principales procesos el ensamble de un CD, el ensamble de una
tarjeta electrónica, el paletizado de una placa y operaciones de maquinado.
El CIM cuenta con las siguientes estaciones de trabajo: Un torno semi-industrial de control numérico
computarizado (CNC) 250, un centro de maquinado vertical semi-industrial de CNC 300, un robot gantry de 5
grados de libertad montado sobre estructura de desplazamiento en eje X servo y el eje Y con pistones, un almacén
automático de materia prima, tipo carrusel con 6 columnas y 7 bahías cada una, con detección de plataformas
(pallets) en cada bahía y giro automático del carrusel, un almacén automático de herramientas y partes de ensamble
controlado por un manipulador cartesiano, banda transportadora con estaciones de paro y transferencia para llevar a
cabo diferentes tipos de ensambles, una estación con dispositivos neumáticos para ensambles mecánicos y eléctricos
(estación ensamble 1 o neumática), estaciones de ensamble con robots de 6 grados de libertad para realizar de
manera automática ensambles electrónicos, eléctricos o mecánicos (estaciones de ensamble 2 y 3 o de ensamble y
paletizado), sistema de control de calidad por medio de visión artificial para las tres estaciones de ensamble (tres
cámaras) y finalmente una estación central de monitoreo y gestión del sistema (Referencia 2).
PRESENTACIÓN EN CD ROM A3 -446 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
ALMACÉN HEXAGONAL
ESTACIÓN DE ENSAMBLE ESTACIÓN NEUMÁTICA
TORNO CNC
ZONA DE ROBOT
BANDA TRANSPORTADORA CARGA/ GANTRY
ESTACIÓN DE DESCARGA
PALETIZADO
CENTRO DE MAQUINADO
VERTICAL DE CNC
ESTACIÓN MAESTRA
ALMACÉN MATRICIAL
Figura 1. Dibujo esquemático del CIM
3.2 Realización de la Ingeniería Inversa
La aplicación de la ingeniería inversa no tiene una metodología definida, por lo cual se definieron una serie de
actividades para realizar el proceso de ingeniería inversa, las cuales se muestran en la Tabla 1.
Tabla 1. Actividades del proceso de ingeniería inversa
Actividad Acciones
Documentación Leer el manual de usuario del BCIMAD 2000, para
conocer las partes que integran el CIM, los procesos que se
pueden realizar y en que estaciones se desarrollan tales
procesos. Ubicar los manuales o referencia para la
programación de los PLCs, de los robots y de la red, para
el momento de hacer el análisis de hardware y software.
Reconocimiento físico Después de leer el manual del usuario del BCIMAD 2000,
se hace un reconocimiento físico para ubicar cada una de
las estaciones del CIM, e identificar los elementos
principales y el medio de control que posee cada estación,
así como del software instalado en cada estación.
Análisis de Hardware Ubicación del PLC maestro, con la finalidad de reconocer
físicamente cada una de las entradas y salidas, para
identificarlas posteriormente en el código del programa del
PLC y entender la secuencia de los procesos. Para las
entradas del PLC se ubicaron todos los sensores del CIM y
se observó que señal se activaba, para registrarla o
compararla con la lista del manual de usuario.
Identificar el tipo de red y la topología que tiene el CIM,
además de conocer la interconexión entre el PLC maestro
y los PLCs esclavos, ya que cada estación debe tener
asignada una dirección (Referencia 3)
Análisis de Software Esta parte es donde se estudia el código del programa del
PLC maestro, que se encuentra dividido en varias
PRESENTACIÓN EN CD ROM A3 -447 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
subrutinas, con el software SIMATIC STEP 7 se forzaron
variables para ubicar las salidas, tanto la señal que activaba
como su efecto en el CIM.
Se estudió el código de los robots gantry y del almacén
matricial en toda su estructura, incluyendo las subrutinas
para encontrar la forma en que se intercomunican con el
PLC maestro, se observó que es a través de código,
utilizando un PLC esclavo como medio de enlace.
4. PROGRAMA DEL PLC MAESTRO
La estación maestra cuenta con un PLC de la serie S7 300 de siemens con CPU 315-2DP que cuenta con 8 módulos
SM321 para ampliar las entradas y salidas del PLC, con el cual se pueden controlar las distintas estaciones del CIM.
La programación del PLC maestro se hace mediante el paquete SIMATIC STEP 7 . El programa del CIM se
encuentra estructurado como lo muestra la figura 2.
Figura 2. Estructura del programa CIM en STEP 7
Esta figura muestra los elementos que integran el programa en STEP 7, donde tenemos bloques de organización
como el OB1, el OB86 y el OB122; el OB1 representa la interfaz con el sistema operativo de la CPU y contiene el
programa principal. El OB86 y el OB122 tienen el código para cuando se presenten errores al ejecutar el programa.
También cuenta con bloques de funciones (FB1-FB11), los bloques de función son bloques programables. Un
FB es un bloque "con memoria". Dispone de un bloque de datos asignado como memoria (bloque de datos de
instancia). Estos FB son llamados a partir de los bloques de organización (principalmente el OB1) o a partir de otros
FB.
Además los bloques de función tienen asociados bloques de datos (DB1-DB11) conocidos como de instancia.
A cada llamada de un bloque de función que transfiere parámetros está asignado un bloque de datos de instancia. En
el DB de instancia están depositados los parámetros actuales y los datos estáticos del FB. Las variables declaradas
en el FB definen la estructura del bloque de datos de instancia.
Dentro de la estructura del programa en STEP7 se encuentra una tabla de variables (VAT_1) que se tienen en
el código del PLC maestro. Así mismo se cuenta con bloques de función de sistema (SFB0 y SFB1) (Referencia 4),
los SFBs forman parte del sistema operativo, no se cargan como parte integrante del programa. Y finalmente
contiene funciones del sistema (SFC10 y SFC20), una función del sistema es una función preprogramada integrada
en la CPU S7.
4.1 El Bloque Principal OB 1
El sistema operativo de la CPU del S7 ejecuta el bloque OB1 de forma cíclica: Una vez finalizada la ejecución del
OB1, el sistema operativo comienza a ejecutarlo de nuevo. La ejecución cíclica del OB1 comienza una vez que el
arranque ha finalizado.
PRESENTACIÓN EN CD ROM A3 -448 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
El OB1 (Referencia 4) presenta la prioridad más baja de todos los OBs sometidos a vigilancia en lo que
respecta a su tiempo de ejecución. Con excepción del OB90, todos los demás OBs pueden interrumpir la ejecución
del OB1. Los eventos siguientes dan lugar a que el sistema operativo llame al OB1:
• Final de la ejecución del arranque
• Final de la ejecución del OB1 (durante el ciclo anterior).
En el OB1 es posible realizar la llamada a bloques de función (FBs, SFBs) o a funciones (FCs, SFCs). En el
programa del CIM el OB1 hace el llamado a 6 FBs, mediante la función CALL.
Además de llamar FBs el OB1 también contiene instrucciones en lenguaje AWL (Referencia 5), es decir, utilizando
nemotecnia de las operaciones, dentro del OB1 se encuentran varias rutinas que tienen el propósito de controlar las
actividades del CIM. Una de las rutinas es llevar el conteo de las piezas aceptadas, rechazadas o para procesar,
dentro de cada uno de los procesos que originalmente tiene el CIM.
Otra sección de código del OB1 es para transportar el pallet a lo largo de la banda transportadora siguiendo los
cambios de dirección, así como el control de velocidad de la banda transportadora mediante variadores de frecuencia
y por último el código para reconocimiento de los pallets.
Al aplicar la ingeniería inversa a este Bloque de Organización se entendió parte del funcionamiento del CIM.
4.2 Bloques de Funciones
En el Programa del PLC maestro se encuentran varios FB donde se encuentra el código para controlar rutinas
especificas del CIM.
Tabla 2. Bloque de funciones en el programa del PLC maestro
Nombre Descripción Breve
FB1 Bloque de función en el cual va el código que controla la interrelación entre la banda transportadora y
las estaciones de ensamble del CIM
FB2 Contiene la rutina para reconocimiento de pallets de estación de paletizado
FB3 Rutina para reconocimiento de pallet en estación de ensamble
FB4 Rutina para reconocimiento de pallet en estación neumática
FB5 Rutina para reconocimiento de pallet en la zona de carga y descarga que se localiza entre la banda
transportadora y el robot gantry
FB6 Rutina para controlar el proceso de la estación neumática
FB7 Señales para el módulo de visión para proceso de calidad
FB8 Combinaciones de escritura y lectura para robot gantry. FB donde se establece la comunicación entre el
robot gantry y el PLC maestro utilizando a un PLC S7 200 como esclavo a través de la red PROFIBUS
FB9 Combinaciones de escritura y lectura para el manipulador cartesiano (AS-RS), que se localiza en el
almacén matricial. Este FB contiene las instrucciones para establecer la comunicación entre el
manipulador cartesiano y el PLC maestro utilizando a un PLC S7 200 como esclavo a través de la red
PROFIBUS
FB10 Rutina que contiene el código para el control del almacén hexagonal
FB11 FB vacío, para posteriores aplicaciones
Al estar analizando el código de cada uno de los FB que contiene el programa del PLC maestro, se dedicó más
tiempo a lo que fue el código de los bloques FB1, FB8 y FB9.
El FB1 es de suma importancia porque en él se definen los momentos en que los pallets se detienen o
avanzan a lo largo de la banda transportadora, cuando activar y desactivar actuadores y motores. El FB1 contiene el
código necesario para detectar la entrada de señales por medio de sensores y activar temporizadores, además de ser
el que controla la relación entre la banda transportadora y las distintas estaciones de trabajo que tiene adyacentes
(estación de neumática, de ensamble, de paletizado y de carga/descarga).
PRESENTACIÓN EN CD ROM A3 -449 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Figura 3. Segmento de código de FB1
En el FB8 se encuentra el código que permite establecer la forma de comunicarse entre el robot gantry y el
PLC maestro, esto lo hace a través de las entradas y salidas del controlador del robot, las cuales se conectan a las
entradas y salidas de un PLC esclavo S7 200, de manera tal que una salida del controlador del robot se une a una
entrada del PLC esclavo y una salida del PLC esclavo se conecta a una entrada del controlador. Las entradas y
salidas del PLC esclavo las puede monitorear el PLC maestro utilizando la red PROFIBUS, para esto el PLC esclavo
debe tener conectado el módulo de expansión EM277 con el cual se puede conectar a la red PROFIBUS.
Figura 4. Segmento de código del FB8
En la figura 4 se puede observar un segmento de código en donde a través de combinación entre las entradas I37.0 a
la I37.5 se puede activar una salida (Q) que indica una acción por cumplir por parte del robot gantry.
De manera similar al FB8, el FB9 permite establecer la forma de comunicarse entre el manipulador
cartesiano del almacén matricial y el PLC maestro, por medio del controlador del robot, un PLC esclavo y la red
PROFIBUS.
PRESENTACIÓN EN CD ROM A3 -450 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Figura 5. Segmento de código del FB9
En la figura 5 se observa como a través de una combinación entre las entradas I34.0 a I34.5 se activa una marca M
para definir una acción a realizar. Esta marca la puede leer el PLC maestro para realizar diversas acciones.
5. ENTRADAS Y SALIDAS PLC MAESTRO
Una actividad muy importante fue ubicar cada una de las entradas y salidas del PLC maestro, es decir, los elementos
que activan las entradas del PLC y los elementos que controlan las salidas del PLC. Esto se realizó en cada una de
las estaciones de trabajo. Primeramente empezamos con la banda transportadora en la cual se localizan una serie de
sensores inductivos, capacitivos y de límite, así como varios actuadores y motores de CD. En esta sección se
localizaron 59 señales de entrada más 8 señales del módulo de visión que sirven de entrada, 34 salidas que
corresponden a actuadores y motores. Estos los tiene el PLC maestro de forma directa.
A través de la red PROFIBUS, los PLCs esclavos S7 200 funcionan como vínculo para enlazar las
estaciones con el PLC maestro. En la estación neumática se localizaron 14 entradas y 10 salidas. En la estación de
ensamble se tienen 14 entradas y 8 salidas, incluidas las entradas y salidas del robot de 6 grados de libertad que está
en la estación. Para la estación de paletizado se encontraron 7 entradas y 6 salidas, incluyendo las del robot de 6
grados de libertad de la estación. También se encuentra un PLC S7 200 en la estación del almacén hexagonal, donde
se localizaron 41 entradas y 30 salidas, que incluyen las entradas y salidas del almacén hexagonal, el torno de CNC,
el centro de maquinado vertical de CNC y el robot gantry. Finalmente se tiene un PLC esclavo en la estación del
almacén matricial, donde se encuentran 55 entradas y 16 salidas, las cuales incluyen las bahías del almacén matricial
y las entradas y salidas del manipulador cartesiano del almacén.
6. PROGRAMA EN LOS ROBOTS Y PLCS ESCLAVOS
El lenguaje de programación que se usa para programar los robots es el RAPL-3 (Robot Automation Programming
Language) (Referencia 6), que es muy semejante al lenguaje C. Para poder programar un robot CRS, es necesario
PRESENTACIÓN EN CD ROM A3 -451 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
contar con una computadora que tenga cargada el software robcomm3 y con un controlador para el robot. Para los
robots con los que cuenta el CIM se tiene un controlador C500C y un control de mano (teach pendant).
Para el procedimiento de ingeniería inversa que se aplicó al CIM, se hizo más énfasis en el código del robot
gantry y del manipulador AS-RS (Automatic Storage and Retrieval System) que se encuentra en el almacén
matricial.
En el código del robot gantry se tiene un programa principal GTRYMAIN.R3, un bloque de definiciones
DFCIONES.R3 y 21 subrutinas para realizar los distintos procesos del CIM. Teniendo como esencia principal la
forma en que el gantry establece comunicación con el PLC maestro y con el manipulador AS-RS del almacén
matricial. Esto lo hace mediante combinaciones entre las entradas del controlador.
En el manipulador cartesiano también se cuenta con un programa principal AS_RS.R3, un bloque de
definiciones DEFINIC.R3 y 43 subrutinas. Donde lo principal es la forma de comunicarse con el PLC maestro y el
robot gantry, esto lo hace de manera similar al robot gantry por medio de combinaciones entre las entradas del
controlador.
Todos los PLCs esclavos de la serie S7 200, tienen el mismo programa, el cual contiene el código necesario
para que se establezca la conexión a la red PROFIBUS (Referencia 3), recordando que para que un PLC de la serie
S7 200 se pueda conectar a la red PROFIBUS, es necesario que tenga el módulo EM 277.
7. CONFIGURACIÓN DEL PROFIBUS
El PLC maestro se configura para funcionar en red, a cada estación se le asigna una dirección para poder establecer
la comunicación. Así mismo se le asigna un bloque de entradas y salidas en una memoria de datos.
8. RESULTADOS Y CONCLUSIONES
Después de realizar el proceso de ingeniería inversa se logró entender el funcionamiento del CIM, el cual está bajo
una red PROFIBUS con la configuración de maestro-esclavo. Donde el PLC maestro coordina las acciones del CIM,
así mismo se descifró el código del programa de los robots y la forma en la cual a través del controlador y del PLC
esclavo se podía establecer la comunicación entre los robots y el PLC maestro. Dentro de los problemas que nos
encontramos, al principio fallas en los sensores que no mandaban señal debido a un mal contacto en las conexiones,
errores en la configuración de la computadora en la estación maestra que se solucionó activando de arranque el
programa WinCC en la computadora.
Al realizar la ingeniería inversa al CIM se puede entender la forma en que está conectado y cómo interactúan
cada una de las estaciones, esto con la finalidad de definir nuevas aplicaciones y poder implementarlas modificando
parte del código que se encuentra en las distintas estaciones del CIM. Se puede observar la diversidad de software
con que cuenta el CIM y la forma de realizar los programas en las estaciones.
Generalmente se encuentra equipo sin utilizar en laboratorios debido a que no se conoce el funcionamiento
o bien porque no se le pueden hacer modificaciones a los procesos que realiza, es aquí donde nos sirve realizar un
proceso de ingeniería inversa para poder entender la estructura y el funcionamiento de este equipo, con miras de
modificarlo o adecuarlo a las necesidades actuales.
PRESENTACIÓN EN CD ROM A3 -452 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Figura 6. Red PROFIBUS del CIM
9. REFERENCIAS
1. Software Engineering Institute. Definitions. Marzo. (2004).
2. DEDUTEL. (2000). Manual del usuario BCIMAD.
3. Guerrero V, Yuste R. L. y Martínez L (2010). Comunicaciones Industriales. Alfaomega.
4. Software de sistema para S7-300 y S7-400 Funciones estándar y funciones de sistema A5E00069894-04.
5. Lista de instrucciones (AWL) para S7-300 y S7-400 A5E00068878-02.
6. RAPL-3 Language Reference Guide.
PRESENTACIÓN EN CD ROM A3 -453 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
NEURAL-FUZZY APPROACH TO OPTIMIZE PROCESS PARAMETERS
FOR INJECTION MOLDING MACHINE
Pablo Ayala Hernández
Instituto Tecnológico de Ciudad Juárez
Av. Universidad Tecnológica #3051
Ciudad Juárez, Chihuahua
pablo_ayala@utcj.edu
Abstract: Injection molding technology should assure a high level of quality control of the molded parts in an
automated way. Inherent complexities of the process make mathematical modeling difficult, hindering the control
quality demands of conventional methods. Neural Network adaptive data based technology has been successfully
applied in industrial applications since these rely on highly nonlinear modeling systems and are able to provide
enough rich data for high control models the required process relationships. The focus of this paper is a Neural-
Fuzzy approach for optimizing injection molding parameters settings. The approach consists of design of
experiments (DOE) and Neural-Fuzzy systems.
Keywords: Injection Molding, ANFIS, DOE, Quality Control, Neural Network.
1. PURPOSE
The objective of this work is to present the potential of neural network technology in the field of process in molding
machine via one project in the field of the plastics industry. Quality monitoring and optimization of the injection
molding requires nonlinear models, which describe the complex relationships between process parameters and
product properties. From historical production data it is useful to describe the process behavior when operating
normally as well as to incorporate in the model abnormal behavior due to unexpected processing disturbances and/or
uncorrected machine setup parameters.
2. INTRODUCTION
Injection molding has been characterized as one of the most versatile manufacturing processes with rapid production
rates in the world of plastics. In the injection molding process, the polymer (raw material) is continually melted in a
heated, traveling screw extruder. Once sufficient polymer has been melted, it is injected into a closed mold where it
cools and solidifies under an applied packing pressure. Once the part is solidified, the mold is opened, the part
ejected, the mold closed, and the cycle begins again for another molding part. Some of the main issues involved in
injection molding process are reduction of cycle time. Lower production cost, and quality improvement of molded
parts (Speight, Dawson, Coates, Peters, and Jagger, 1995).
Injection molding has been a challenging process for many manufacturers and researchers to produce products
meeting requirements at the lowest cost. Its complexity and the enormous amount of process parameter
manipulation during real time production create a very intense effort to maintain the process under control.
During injection molding cycle process, there are several elements playing important roles to produce final
product meeting specifications. Some of these elements are related to plastic variations due to viscosity, supplier,
percent of regrind, and additives. Some others are related to environmental disturbances such as humidity and room
temperature. Mold and machine conditions such as wear of equipment; changes in oil or water temperature, and
changes in control settings variations also affect quality. (Speight, and Coates, 1994).
PRESENTACIÓN EN CD ROM A3 -454 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
The needs for improving productivity and quality as well as for reducing manufacturing costs and cycle times
have motivated researchers and manufacturers design to implements new approaches and technologies. The needs
for solving quality problems in injection molding have encouraged researchers and manufacturers to design and
implement diverse methods such as design of experiments, operations research, mathematical modeling, and Fuzzy
control among others.
Design of experiments has been considered an attempt to manage the combination of the complexity of
injection molding process, the manipulation of processing variables, and the lack of information regarding relations
between process parameters, plastic variables plastic temperature, flow rate, plastic pressure, and cooling rate, and
the resulting quality of molded parts. The final goal of using this methodology is to find the optimal parameter
settings to solve quality problems.
Computing technologies are being employed in determining process parameters setting as Expert Systems,
Fuzzy Logic Control, Neural Networks, Genetic Algorithms, and Fuzzy-Neural. Computing technologies are based
on the human mind, their targets are something more than exact and strict decisions, there is more freedom
expressed in terms of tolerance for imprecision and uncertainty (Nguyen and Prasad, 2002). Therefore, these
technologies have been a target for many researchers to exploit the tolerance of imprecision and uncertainty that
comes from the injection molding process.
Neuro-Fuzzy Systems are a combination of neural networks and fuzzy logic and have been employed to
troubleshoot quality predicting automatically output values. A model will be proposed to suggest automatically
process parameter values to solve quality defects in injection molding. The model consists of training a neural
network in combination with multiple input-multiple output technologies to learn relationships between
discrepancies of process parameters and discrepancies of quality defects. The whole idea in the previous study is
to suggest a degree of correction of parameter settings as a result of the Neural Network. Fuzzy logic is utilized
when deviations in dimensions change eventually providing modified parameter settings.
Adaptive-Network-based Fuzzy Inference Systems (ANFIS) is a method useful for learning information to
utilize or to construct a fuzzy inference system, which computes and tunes membership function parameters. In
general, ANFIS provides a good understanding and interpretability of membership functions as well as an excellent
precision for tuning fuzzy rules and input-output mapping. Adaptive-Network-based Fuzzy Inference Systems
(ANFIS) is limited to output just one process parameter at a time. The number of ANFIS inputs is unlimited.
This paper proposes a Neuro-Fuzzy approach for optimizing injection molding parameter settings. A design of
experiments is conducted to both determine the significant parameters that have a direct effect on the quality of a
molded part and to provide information to collect and prepare sufficient data sets to be used in training ANFIS. The
approach consists of a series of parallel ANFIS structures. Dimensional quality characteristics will be input into the
series of ANFIS structures, which will output the magnitude of change of a process parameter involved in solving
the dimensional quality problem.
Injection molding of thermoplastics is a process where the material is heated up to reach a state of fluidity, being
then injected under pressure into a mold cavity where it cools. The injection machine has unit to melt and transfer
the plastic into the mold, a second component is a clamping unit that secures the mold against injection pressure.
The variety of the products being produced by injection molding continues to increase. Specialized molds
speed-up cycle times and reduces waste and subsequences process. Multi-cavity molds speed-up production, mold
sizes, resins types, cycle times, wall thickness and tolerances vary according to the customs requirements. Another
valuable element in an injection molding operation is a quality procedure that incorporated Statistical process
Control (SPC). This technique monitors the process to prevent defects before they are molded (Martin, Bontsumasi
and Young, 1995). However this technique suffers from the fact that it is done on samples. Neural networks offer an
enlarge range of possibilities since after training they are able to generalize all process.
3. METHOD
PRESENTACIÓN EN CD ROM A3 -455 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
A basis Design of Experiment (DOE) is used in order to get some setting parameters into the molding machine and
get samples of molding parts in order to collect real data.
Here some real data of Design of Experiments: Plaskon Temperature (PT) °C, Injection velocity sec. (IV), and
Injection Pressure (IP) N.
PT IV IP
88 6 396
87 9 456
85 8 446
83 5 367
. . .
. . .
. . .
. . .
. . .
. . .
Those parameters will be the input of Neural Network, the output will be the internal dimensional of package
of component. Here the Neural Network for 3 inputs and 1 output, figure 1.
ANFIS info:
Number of nodes: 78
Number of linear parameters: 27
Number of nonlinear parameters: 18
Total number of parameters: 45
Number of training data pairs: 100
Number of fuzzy rules: 27
Figure 1. Neural Network nodes
The training (100 samples) sets were obtained during the DOE process. In order to extract the relevant features from
the sample data using a neural network considerable attention must be paid to the form and characteristic of the data
that are presented to the network. Data preparation and preprocessing priors to its use in a neural network is thus
essential for the sought solution.
4. COMPONENT SELECTION
It is necessary to specify a system for study, by which means the component a Hall Effect sensor dim A as figure 2.
PRESENTACIÓN EN CD ROM A3 -456 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Dim A
Figure 2. Hall Effect sensor dim A
5. SIMULATION RESULTS
The challenges in using neural networks for getting a good product with high quality performance during molding
process, remember that training the Neural Network with 3 input only as principal parameters that they can affected
the final result of dimensional A (Dim A). In figure 3 represent the error after training the Neural Network and the
ability to be a good result into the molding process.
Start training ANFIS ... training error value
1 0.0311377
2 0.0311377
Figure 3. Neural network training
Now, figure 4 shows the Sugeno-based inference rules used in our Neural-Fuzzy systems.
PRESENTACIÓN EN CD ROM A3 -457 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Figure 4. Sugeno-based inference Neural-Fuzzy systems
The next figure 5 show us the capability of the systems to be in control parameters in order to get high quality
performance into the molding parts, input 1 plaskon temperature ° C and input 2 injection time sec.
Figure 5. Capability of the system.
The last Figure 6 shows the rule viewer of 3 inputs and one output of our system
Figure 6. Rule viewer of the Neural System
PRESENTACIÓN EN CD ROM A3 -458 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
ACKNOWLEDGEMENTS
Honeywell Sensing and Control Facility in Cd. Juarez Mex. supported this work and Dr. Prasad for his class EE590
at New Mexico State University.
6. CONCLUSIONS AND FUTURE RESEARCH
A Neuro-Fuzzy approach is proposed to determine and optimize process parameters settings for a special molding
machine and the result show us the high generalization capability of generating optimum process parameters into a
nonlinear model as molding machine process itself and (i) high process reliability and (ii) cost effective due to
reduction in productions costs. For further research is getting an optimum data result using Genetic Algorithms and
all complete parameters related with injection molding process and implementation in real time machine.
7. REFERENCES
1. Hunt, K. Irwin, G. and Warwick, K.(1995). Neural Networks engineering in Dynamic Control Systems.
Springer-Verlag, New York.
2. Martin, M.F. Bontsumasi, F. and Young G. (1995). Practical application of DOE in the total quality injection
molding process. In SPE ANTEC Conference Proceedings, Boston, MA, pp. 4041-1995.
3. Nguyen, H.T. and Prasad, N.R. (2002). A First Course in Fuzzy and Neural Control. Chapman & Hall/CRC.
4. Speight, R.G. Dawson, A.J. Coates, P.D. Peters, C. and Jagger R. (1995). Intelligent monitoring for injection
molding control. Proc. Polymer Process engineering 95. Bradford.
5. Speight, R.G. and Coates, P.D. (1994). Towards intelligent control of polymer injection molding. In Ed. R.
Whalley, editor, AMST94, pp. 365-378. London. Mechanical Engineering Publications Ltd.
PRESENTACIÓN EN CD ROM A3 -459 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
NEURAL-FUZZY APPROACH TO TRIM RESISTOR VALUE IN ORDER
TO CONTROL ANALOG OUTPUT VOLTAGE ON 8-PIN HALL EFFECT
SENSOR FOR POSITION OF AUTOMATIC CAR TRANSMISSION (P-R-
N-D)
Pablo Ayala Hernández
Instituto Tecnológico de Ciudad Juárez
Av. Universidad Tecnológica #3051
Ciudad Juárez, Chihuahua
Pablo_ayala@utcj.edu.mx
Abstract: This paper discusses a Neural-Fuzzy approach to predicting trim resistor value in modern hybrid
integrated circuit production. Based on laser trim process changing the resistor geometry and its value as well. This
process is part of mathematical output offset voltage in order to control the position of drives in Automatic car
transmission (P-R-N-D).
Keywords: Laser trim resistor, Analog voltage, Integrated circuit, ANFIS, Offset, Hall Effect sensor.
1. INTRODUCTION
Laser trimming of film resistors is an established process, which allows manufacturers to very accurately control
resistance values and resistor ratios. Laser trimming is, however, an expensive processing step, which significantly
increases the production, costs of integrated circuits from both trimming-costs and area-overhead viewpoints.
Consequently, it is important to maximize benefits derivable in product performance once the investment in the
laser-trimming step is made. Ideally, nearly infinite resolution of resistance values is possible with appropriate
geometrical trim structures using existing commercially available laser-trimming systems. The question of how
precisely one can practically expect to control the characteristics of laser-trimmed circuits naturally arises. It is Our
feeling that the accuracy attainable with laser-trimmed structures should be ultimately determined by the noise
floor in a process and that the major reason such precision is not currently realized is due to inadequate
characterization of trim structures and the trim process itself (Ramirez and Geiger, 1987).
High precision resistors are responsible for the functionality, capability and reliability of modern hybrid IC’s.
Laser resistor trimmings on wafer level are the most popular method to achieve the necessary precision that has to
compensate various manufacture process variations. The laser trim process itself, however, has an impact on the
long-term stability of each trimmed resistor. This disadvantage is caused by thermal and mechanical shock the
short laser impulse and the following pressure blast cause on one hand and by the Gaussian energy power
distribution within a laser beam itself on the other. This effect cannot be avoided completely. To minimize them is
a question of the used material system and laser parameter adjustments. The resistance of a trimmed resistor will
drift more than a compatible untrimmed counterpart by its aging.
Laser trimming of film resistors is an established process leading to very accurate resistance values with
which it is possible to implement high-precision signal processing functions such as instrumentation amplifiers,
precision temperature-stable voltage references (Warner, 1983).
A major problem that limits the ultimate effective accuracy attainable with film resistors is the amount of absolute
and/or relative resistance change that occurs due to aging and temperature variations in the trim structure after
trimming. It is desirable to keep these changes as low as possible, in particular, within a predetermined performance
window throughout the intended lifetime of the product in which the film resistor is used.
2. METHOD
PRESENTACIÓN EN CD ROM A3 -460 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Computing technologies are being employed in determining process parameters settings as Expert Systems, Fuzzy
logic Control, neural Network and Genetic Algorithms as well. Computing technologies are based on the human
mind, their targets are something more than exact and strict decisions, there is more freedom many researchers to
exploit of imprecision and uncertainty (Kosko, 1992).
Neuro-Fuzzy Systems are a combination of neural network and fuzzy logic and have employed to troubleshoot
quality predicting automatically output voltage values (Nguyen and Prasad, 2002). The model consists of training a
neural network in combination with multiple input-multiple output technologies to learn relationships between
values of resistor and analog voltages in final test machine Hall Effect Sensor. Figure 1 represents our system where
we have two MR bridge resistors with special configuration and the analog signal output curves due by magnetic
field rotation.
Figure 1. MR Bridge resistors
Collecting real value data from the electrical test machine regarding the parameters RmResistence,
RmOffSetA, and RmOffSetB can be represented by capability studies as Figure 2, Figure 3, and Figure 4.
Process Capability of RESIS
LSL USL
P rocess D ata Within
LS L 1050.21 Ov erall
Target *
USL 1250.43 P otential (Within) C apability
S ample M ean 1162.99 Cp 1.64
C P L 1.85
S ample N 1144
C P U 1.44
S tD ev (Within) 20.3085
S tD ev (O v erall) 20.1431 C pk 1.44
O v erall C apability
Pp 1.66
PPL 1.87
PPU 1.45
P pk 1.45
C pm *
.5 .0 .5 .0 .5 .0 .5
72 00 27 55 82 10 37
10 11 11 11 11 12 12
O bserv ed P erformance E xp. Within P erformance E xp. O v erall P erformance
P P M < LS L 0.00 P P M < LS L 0.01 P P M < LS L 0.01
P P M > U S L 0.00 P P M > U S L 8.34 P P M > U S L 7.10
P P M Total 0.00 P P M Total 8.35 P P M Total 7.11
Figure 2. RmResistence real value data
PRESENTACIÓN EN CD ROM A3 -461 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Process Capability of RMOFFA
LSL USL
P rocess D ata Within
LS L -4.767 Ov erall
Target *
USL 4.68 P otential (Within) C apability
S ample M ean 0.430498 Cp 1.44
C P L 1.59
S ample N 1144
C P U 1.30
S tD ev (Within) 1.09028
S tD ev (O v erall) 1.08636 C pk 1.30
O v erall C apability
Pp 1.45
PPL 1.59
PPU 1.30
P pk 1.30
C pm *
-5 0 5
O bserv ed P erformance E xp. Within P erformance E xp. O v erall P erformance
P P M < LS L 0.00 P P M < LS L 0.93 P P M < LS L 0.86
P P M > U S L 2622.38 P P M > U S L 48.57 P P M > U S L 45.83
P P M Total 2622.38 P P M Total 49.51 P P M Total 46.69
Figure 3. RmOffsetA real value data
Process Capability of RMOFFB
LSL USL
P rocess D ata Within
LS L -4.562 Ov erall
Target *
USL 4.641 P otential (Within) C apability
S ample M ean -2.12379 Cp 1.32
C P L 0.70
S ample N 1144
C P U 1.94
S tD ev (Within) 1.16312
S tD ev (O v erall) 1.15892 C pk 0.70
O v erall C apability
Pp 1.32
PPL 0.70
PPU 1.95
P pk 0.70
C pm *
-10 -5 0 5
O bserv ed P erformance E xp. Within P erformance E xp. O v erall P erformance
P P M < LS L 1748.25 P P M < LS L 18028.75 P P M < LS L 17695.00
PPM > USL 0.00 PPM > USL 0.00 PPM > USL 0.00
P P M Total 1748.25 P P M Total 18028.75 P P M Total 17695.00
Figure 4. RmOffsetB real value data
Here the database for three parameters of electrical test sensor in room temperature:
RmOffSetA RmOffSetB RmResistance
0.753 -1.724 1175.529
-0.092 -3.019 1142.988
0.572 -2.324 1179.372
-0.317 -1.047 1169.71
0.624 -2.41 1176.083
-0.209 -2.005 1161.553
0.403 -1.712 1164.53
-0.486 -1.503 1177.982
-0.196 -1.727 1151.382
0.908 -1.881 1163.484
1.386 -2.737 1161.283
0.97 -1.7 1185.809
0.112 -1.674 1185.291
0.961 -2.09 1189.479
0.097 -3.005 1161.59
1.072 -2.356 1145.838
0.616 -2.096 1162.672
PRESENTACIÓN EN CD ROM A3 -462 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
. . .
. . .
. . .
CPK RmResistance 1.44
CPK RmOffSetA 1.30
CPK RmOffSetB 0.70
The training error (1144 samples) sets were obtained during the electrical test real time data process. In order
to extract the relevant features from the sample data using a neural network considerable attention must be paid to
the form and characteristic of the data that are presented to the network. Data preparation and preprocessing priors to
its use in a neural network is thus essential for the sought solution see Figure 5.
ANFIS info:
Number of nodes: 35
Number of linear parameters: 9
Number of nonlinear parameters: 12
Total number of parameters: 21
Number of training data pairs: 1144
Number of fuzzy rules: 9
Figure 5. Data of neural network
3. SIMULATION RESULTS
The challenges in using neural networks for getting a good approximation of resistance value after we trained the
neural network during trimming process, remember that training the Neural Network with 2 inputs only as principal
parameters that they can affected the value of resistance. In Figure 6 represent the input and output of our Sugeno-
Based Neural Network.
PRESENTACIÓN EN CD ROM A3 -463 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Figure 6. Input and output of Sugeno-Based Neural Network
Now, figure 7 show us the capability of the systems to find the real value of resistance in room temperature
Figure 7. Capability of real value of room resistance
Then, figure 8 shows us a comparison between testing and checking data resistance output.
Figure 8. Testing and checking data resistance output
PRESENTACIÓN EN CD ROM A3 -464 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Finally, figure 9 shows us a Quiver plot of RmOffsetA vs. RmOffSetB.
Figure 9. Quiver plot of RmOffsetA vs. RmOffsetB
ACKNOWLEDGEMENTS
Honeywell Sensing and Control Facility in Cd. Juarez Mex. supported this work and Dr. Ram Prasad for his class
EE590 at New Mexico State University.
4. CONCLUSIONS AND FUTURE RESEARCH
A Neuro-Fuzzy approach is proposed to determine the RmResistance value in trimmer process during design of Hall
Sensor; results show us the high generalization capability of generating optimum process parameters into a nonlinear
model. For further research is getting an optimum data result using all electrical test data as Room test and hot test
and combined those values to get a real value of resistance into the IC component.
5. REFERENCES
1. Kosko, B. (1992). Neural Networks and Fuzzy Systems: A Dynamical Systems Approach to Machine
Intelligence. Prentice Hall, Englewood Cliffs, NJ.
2. Nguyen, H.T, Prasad, N.R. (2002). A First Course in Fuzzy and Neural Control. Chapman & Hall, CRC.
3. Pedrycz, W. (1993). Fuzzy Control and Fuzzy Systems, 2nd edition. Research Studies Press, J. Wiley, Taunton,
New York.
4. Ramirez-Angulo, J. and Geiger, R.L. (1987). Characterization, evaluation and comparison of laser-trimmerd film
resistor. IEEE Solid-State Circuits, Vol. SC-22. pp. 1117-1189. Dec.
5. Ramirez-Angulo, J. and Geiger, R. L. (1987). FIRE: A computer program to predict the performance of laser-
trimmed film resistors. IEEE Solid-State Circuits, Vol. SC-22. pp. 1117-1189. Dec.
6. Warner, R. (1983). Design for laser trimming. Proc. 26th Midwest Symp. Circuit and Systems. Puebla, Mexico,
Aug. 15-16. pp. 223-226.
PRESENTACIÓN EN CD ROM A3 -465 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
PELÍCULAS DELGADAS SEMICONDUCTORAS BiS3 APLICADAS EN
CELDAS SOLARES
V. Estrella1 y M. Corral Ruiz2
Departamento de Ingeniería Eléctrica Electrónica
Instituto Tecnológico de Tlalnepantla
Av. Tecnológico S/N Col. La Comunidad Tlalnepantla México
vestrella001@yahoo.com.mx1
tlanetec@yahoo.com2
Abstracto: El desarrollo de películas delgadas semiconductoras de compuestos ternarios que reúnen características
ópticas y eléctricas de un material absorbedor para la tecnología fotovoltaica mediante el horneado de las capas
CuS-Bi ha sido la meta del presente trabajo. Se propuso que los átomos de metal de una capa evaporada están
sujetos a una difusión rápida en la película delgada de CuS debido al tamaño de grano < 5 nm, común en las
películas obtenidas por depósito químico. Los resultados presentados en este trabajo confirman que se forma el
Bi2S3 a temperaturas de 250 - 300oC que benefician la difusión rápida e incluyen Bi evaporado en la capa de CuS,
presentando características ópticas y eléctricas adecuadas para presentarse como materiales absorbedores en las
celdas solares.
1. INTRODUCCIÓN
En este trabajo se presentan los antecedentes de investigación de los materiales: CuS y Bi 2S3; la elaboración de las
películas delgadas y polvos del CuS; el procedimiento correspondiente a la formación de BiS 3 a través del horneado
de las capas de CuS-Bi depositadas mediante la combinación de las técnicas de Depósito Químico (DQ) y
Evaporación Térmica al Vacío (ETV). Se analiza la factibilidad de uso del precipitado del baño de depósito químico
de las películas delgadas de CuS como fuente de azufre en los tratamientos térmicos, para la conversión del Bi a
Bi2S3.
2. EXPERIMENTACIÓN
2.1 Depósito Químico de Películas Delgadas y Precipitado de CuS
En el presente trabajo, se eligió la formulación publicada por Nair et. al.(1983) por que se obtienen espesores de la
película de CuS de 400-500 nm, durante 5-6 h de un depósito.
El baño está constituido por 5 ml (1 M) de CuCl2.5 H2O, 9 ml (1M) de Na2S2O3, y 10 ml (0.5 M) de
dimetiltiourea y agua destilada, para una mezcla de 100 ml en volumen. Para este estudio se utilizaron portaobjetos
de vidrio marca “Corning” (75x25x1mm). Éstos fueron limpiados en una solución jabonosa, enjuagados con agua y
secados. Antes de depositar la película delgada de CuS se depositó sobre el vidrio una película delgada de ZnS,
durante 16 h a temperatura ambiente. De acuerdo a lo reportado por Estrella (2002), se observó que este tratamiento
previo mejora la adherencia de las películas delgadas en los sustratos de vidrio, sin influenciar sus características
ópticas y eléctricas. En términos generales el depósito químico consta de 3 etapas: incubación-nucleación,
crecimiento y fase terminal. En el presente caso, el depósito de las películas delgadas se realizó sobre 8 sustratos en
el vaso de precipitados.
En la Fig. 1se muestra la curva de crecimiento de la película delgada de CuS. Los espesores de la película
fueron medidos usando el equipo “Alfa-Step 100” utilizando un promedio de la medición de 3 muestras. Se
obtuvieron películas delgadas con espesores de 75 nm en 3 h y 350 nm en 6 h de depósito. Como se observa en la
gráfica, el depósito de la película comienza alrededor de las 2 h de depósito y se debe esperar al menos una hora más
PRESENTACIÓN EN CD ROM A3 -466 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
para tener una película de suficiente espesor para su medición. Las películas fueron secadas a temperatura ambiente
y almacenadas en un desecador para evitar la degradación al medio ambiente.
500
400
300
Espesor (nm)
200
100
0 1 2 3 4 5 6
tiempo (hrs)
Figura1. Gráfica de variación del espesor contra la duración de depósito a 60ºC de las películas de CuS
El subproducto que se obtiene del baño de las películas delgadas de CuS preparadas por depósito químico, es el
precipitado en polvo de CuS en el fondo del vaso de precipitado. La cantidad de este precipitado es de
aproximadamente 180 mg de CuS por cada 100 ml del baño químico. Al finalizar el depósito, el precipitado fue
filtrado, lavado con agua destilada, secado a 60ºC y se guarda en un desecador. Este fue utilizado en el presente
estudio para generar el vapor de azufre a través de la descomposición del 2CuS Cu2S + S a temperaturas de entre
los 300-400ºC.
2.2 Preparación de Películas Delgadas de Bi2s3 a Partir de Bi Evaporado
El sulfuro de bismuto (Bi2S3) se presenta en la naturaleza como bismutinita; se cristaliza en el sistema ortorrómbico
(a: 1.1149, b: 1.1304 y c: 0.3981 nm). La densidad de masa de este material es de 6.81 x10 3 kg m-3, calculada en el
International Center for Diffraction Data (1998)]; el punto de fusión es de 763ºC y su brecha de energía (Eg(opt)) es
de 1.45 eV (77 K) y 1.3 eV (300 K) Madelug (1992).. Por lo tanto, este compuesto tiene características adecuadas
como un absorbedor en la conversión fotovoltaica de energía solar. Debido a lo antes mencionado, se ha sostenido el
interés de investigar el depósito y las propiedades de este material en los últimos 29 años reportado por Bhattacharya
(1982).
Las películas delgadas de Bi2S3 han sido preparadas por diversas técnicas: electroquímicas realizada por Miller
(1976) y Baransky (1983), químicas Bhattacharya (1982) y Nair (1990-2000), depósito al vacío por Rincón (1997),
deposito en fase vapor a baja temperatura usando el precipitado del sulfuro del bismuto por Rincón (1998) , y
evaporación térmica Rincón (1988). La película delgada de Bi2S3 producida por la técnica de depósito químico es
generalmente de naturaleza amorfa, pero se cristaliza cuando es horneada ≈ 5 minutos a 200ºC . Al hornear las
películas delgadas de Bi2S3 a 200ºC a 350ºC se pierde S y se cambia la composición de la película a Bi/Bi2S3. La
conductividad eléctrica de las películas delgadas de sulfuro de bismuto varía de 10 -5 ( cm)-1 para películas delgadas
sin tratamiento térmico, hasta 102 ( cm)-1 después del tratamiento térmico de acuerdo a lo reportado por Rincón
(1998).
PRESENTACIÓN EN CD ROM A3 -467 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
2.2.1 Proceso de Evaporación del Bismuto
Los sustratos de vidrio fueron colocados a 12 cm arriba del crisol de tungsteno en una cámara de evaporación
térmica. Después de una serie de pruebas, se encontró que la evaporación de 30 mg de bismuto produce una película
delgada de aproximadamente 100 nm de espesor. El metal del bismuto para la evaporación fue cortado de tiras
alargadas de bismuto al 99.999% de pureza marca “Aldrich”. Un vacío de 6.5x10 -6 Torr fue establecido en la cámara
de evaporación antes de que la temperatura de la fuente fuera aumentada a 800-900oC y mantenida allí al menos 30 s
para evaporar totalmente la cantidad de bismuto.
2.3 Conversión del Bi a Bi2S3
En este trabajo se realizó el depósito al vacío de las películas delgadas de bismuto y se convirtieron éstas al sulfuro
de bismuto en una atmósfera de azufre, usando el precipitado de CuS del baño químico como la fuente del vapor de
azufre. En el esquema de la Fig. 2 se muestra cómo se lleva a cabo esta reacción. Como se ilustró en la Fig. II.2 el
polvo de CuS es una fuente de azufre liberada paulatinamente a 300ºC de: 2CuS Cu2S + S. Esta reacción que
ocurre en los polvos de CuS ha sido reportada anteriormente en la película delgada de CuS por Baransky (1983). La
ventaja en este proceso de utilizar el vapor de azufre liberado solamente alrededor de la temperatura de 300ºC,
ocurre la reacción de: 2Bi + 3S Bi2S3. Así se evita la contaminación o corrosión de los equipos de horneado por
el vapor de azufre proveniente del polvo de azufre o el gas del H 2S. Es lógico que la formación de Bi2S3 por la
reacción del bismuto y del polvo del azufre resulte en una capa inicial de Bi 2S3, así que requerirán una temperatura
de horneado más allá del punto de fusión de Bi2S3 (763ºC) para terminar la reacción de acuerdo a lo reportado por
Rincón (1998). En este caso, las películas delgadas de Bi 2S3 de espesores de 0.17 m a 0.3 m se forman a una
temperatura de 300ºC.
280ºC
Bi 325ºC Bi2S3
Vidrio Vidrio
Figura 2. Esquema representativo de la formación de Bi2S3 a través del horneado de la capa de Bi en una atmósfera de azufre a
280 y 325ºC
2.4. Horneado de la película de Bi en presencia del polvo de CuS
Se colocaron 25 mg de polvo de CuS junto con las muestras de la película delgada de bismuto (2.5 cm x 2.5 cm) en
una caja “petri”. Se introdujo ésta en un horno de vacío y se genera un vacío de 20 mTorr, y se aumentó la presión
hasta 300 mTorr con nitrógeno. Considerando el punto de fusión del bismuto (271ºC), se realizó la reacción a 280,
290 y 325ºC, durante 30 min y 1 h. El horno fue enfriado a 60ºC antes de sacar la caja “petri”. La cantidad de polvo
de CuS requerida para la reacción se puede determinar de la reacción:
2Bi +3S Bi2S3 (1)
Una película delgada de sulfuro de bismuto de 100 nm contiene 4.7 x 10 -7 mol/cm2 de Bi o 4.7 x 10-6 mol del
átomo del bismuto en 10 cm2 área de la película. Por lo tanto, el requerimiento de azufre para la conversión de Bi a
PRESENTACIÓN EN CD ROM A3 -468 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Bi2S3 es 7 x 10-6 mol por 10 cm2 de la película delgada. De acuerdo a la que fue discutido en II.2, los 25 mg de CuS
proporcionan más de 10-4 mol de azufre en vapor al hornear las muestras a 300ºC debido a la conversión del CuS a
Cu2S. Esto significa que el vapor de azufre será suficiente para la conversión completa de Bi a Bi2S3.
3. RESULTADOS Y DISCUSIÓN
3.1 Determinación de la estructura cristalina por XRD
En la Fig. 3 muestra el patrón de XRD de la película delgada de Bi2S3 de 320 nm de espesor formada mediante el
horneado a 290ºC, durante 30 min., a partir de una película de Bi de metal de espesor ≈ 200 nm. Se observa aquí que
todos los picos de XRD de la muestra de Bi2S3 son coincidentes en intensidades y posiciones 2θ respecto al patrón
de bismutinita (Bi2S3), PDF 43-1471. El diámetro del grano cristalino de la película es de ≈ 50 nm, evaluado para el
pico correspondiente al plano (220).
3000
Bi2S3 (320 nm)
.
(130),(310)
(a)
2400
Intensidad (u.a)
1800
(220)
1200
(431),(501)
(230),(121)
(020)
600
(021)
(120)
(240)
(040)
(312)
(141)
(061)
(060)
(250)
(171)
0
(130)
(310)
100 Bi2S3
(320)
(121) (230)
Intensidad (%)
(431),(501)
PDF 43-1471
(020)
(211)
(002),(440)
(200)
(b)
(220)
(301)
(240)
50
(132),(312)
(060)
(040)
(120)
(061)
(210)
(141)
(221)
(171)
(101)
(021)
(250)
0
20 40 60
2 (grados)
Figura 3. (a) Patrón de XRD de la película delgada de Bi2S3 de espesor de 320 nm, obtenido de una película delgada de Bi de 200
nm, horneada a 290ºC durante 30 minutos bajo una atmósfera de nitrógeno con presión de 300 mTorr, (b) patrón estándar
correspondiente al mineral bismutinita, Bi2S3, PDF 43-1471
3.2 Propiedades ópticas de las películas delgadas de Bi2S3
PRESENTACIÓN EN CD ROM A3 -469 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
La Fig. 4. (a) muestra la transmitancia óptica, la reflectancia especular y la transmitancia corregida, que compara el
100T (%)
error de la primera reflexión definida por: Tcorr (%) . [ Apéndice A]. Para la película delgada de
100 R(%)
Bi2S3 con espesor de 120 nm, preparada mediante el horneado de una película delgada de bismuto de 100 nm en
vapor de azufre a 325ºC, el producto del coeficiente de absorción óptico (cm-1) y la energía del fotón h (eV) es
graficada contra h en la Fig. 5 (b). La gráfica de (h)2/3 contra la energía del fotón es mostrada en la Fig. II. 6 (c).
Una línea recta extendida sobre el intervalo de la energía del fotón de 1.75-2.45 eV posee la intercepción a 1.26 eV,
y esté corresponde al inicio de la absorción óptica más importante, mostrado en la Fig. 5 (a). Así se concluye que el
Bi2S3 posee una brecha de energía directa, con transiciones ópticas prohibidas, de acuerdo a los criterios discutidos
por Smith (1978).
100
Bi2S3 (120 nm)
Tcorr
75 (a) 1.26 eV
T, R, Tcorr (%)
R
50
T
25
0
500 1000 1500 2000 2500
(nm)
100
6 (b) (c)
1.0x10
80
eV )
2/3
-2/3
60
(10 cm
h (cm eV)
2
-1
5
5.0x10
2/3
40
(h)
20
Eg=1.26 eV
0.0 0
0.7 1.4 2.1 2.8 3.5 0.7 1.4 2.1 2.8
h (eV) h (eV)
Figura 4. (a) Gráficas de la transmitancia óptica, T, reflectancia especular, R y la transmitancia corregida, Tcorr, para las películas
de Bi2S3 con espesor de 120 nm; (b) (h) contra (h) evaluada a partir de los valores de Tcorr y el espesor de la muestra; (c)
gráfica de (h)2/3 mostrando una Eg(dirproh)= 1.26 eV
La disminución de la brecha de energía, con el incremento del espesor, es usualmente asociado al incremento
del tamaño de grano cristalino. En el presente caso, el tamaño de grano cristalino fue 20 nm para la película delgada
de 120 nm y 50 nm para la película delgada de espesor de 320 nm.
3.3 Características eléctricas de la película delgada de Bi2S3
La Fig. 5 muestra la fotocorriente de las películas delgadas de Bi2S3 de 120 nm y 170 nm en espesor bajo la
iluminación de una lámpara de tungsteno-halógeno, aplicado en un intervalo de 20 s a 40 s. El voltaje directo fue de
PRESENTACIÓN EN CD ROM A3 -470 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
1 V, aplicado a través de los electrodos coplanares (0.5 cm x 0.5 cm). La conductividad eléctrica de las películas en
oscuridad evaluado para este resultado es de 1 - 0.16 ( cm)-1.
4. CONCLUSIONES
En este trabajo se mostró que el vapor de azufre generado de la descomposición de los polvos de CuS a Cu 2S a
temperaturas de horneado cercanas o mayores a 300ºC, puede ser utilizado para convertir una película delgada de
bismuto a sulfuro de bismuto. La ventaja que se tiene, es que el vapor de azufre se abastece lentamente mediante la
conversión de los polvos de CuS a Cu2S a 300ºC, siendo una temperatura cercana a la de fusión del bismuto (271ºC)
dando lugar a la formación del compuesto Bi2S3.
También se presenta el método para producir películas delgadas de BiS 3, a partir de las películas delgadas de Bi
evaporadas térmicamente sobre las películas delgadas de CuS preparadas por depósito químico. La difusión del
bismuto a través del espesor de la película delgada de CuS fue facilitada por el tamaño de grano cristalino muy
pequeño (< 5 nm) en películas obtenidas por depósito químico. El tamaño de grano cristalino fue de ≈ 40 nm en las
Bi2S3
-2
1 V, 2.0 kWm
O
1E-4 280 C (170 nm)
luz O
1E-5 325 C (120 nm)
I (A)
luz
1E-6
1E-7
0 30 60 90 120
t (seg)
películas delgadas de BiS3.
Figura 5. Respuesta de la fotocorriente en las películas delgadas de Bi2S3 formadas mediante el horneado de Bi en el vapor de
azufre generada por la descomposición del polvo de CuS
5. REFERENCIAS
1. Baranski A., Fawcett W.R., Gilbert C. M. (1983). J. Electrochem. Soc. 130. 2423.
2. Bhattacharya R. N y Pramanik P. (1982). J. Electrochem. Soc. 129. 332.
3. Estrella Verónica. (2002). Compuestos semiconductores de Cux(Tl/Sb/Bi)y(S/Se)z en películas
delgadas como capas absorbedoras en celdas solares. Tesis de Maestría, Posgrado en Ingeniería,
Fuentes Renovables, CIE-UNAM.
4. Lukose J.y Pradeep B. (1990). Solid State Commun. 78. 535.
PRESENTACIÓN EN CD ROM A3 -471 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
5. Madelung O. (Editor)(1992). Semiconductors other than group IV elements and III-IV Compounds.
Springer Verlag, Berlin.
6. Mane R. S., Lokhande C. D. (2000). Mater. Chem. Phys. 65. 1.
7. Miller B. and Heller A. (1976). Nature. 262. 680.
8. Nair M. T. S.y Nair P. K. (1990). Semicond. Sci. Technol. 5. 1225.
9. Nair M. T.S., Guerrero L., Nair P. K. (1998). Semicond. Sci. Technol. 13. 1164.
10. Powder Diffraction File. (1988). Join Committee on Powder Diffraction Standards. International
Center for Diffraction Data. Swarthmore, PA. Card 42-1393.
11. Rincón M. E. y Nair P. K. (1997). Semicond. Sci. Technol. 12. 467.
12. Rincón M. E., Sánchez M., George P. J., Sánchez A., Nair M. T. S y Nair P.K. (1998). Solid State
Chem. 136. 167.
13. Smith R. A. (1978). Semiconductors, 2nd Ed. Cambridge University Press. Cambridge. 309.
PRESENTACIÓN EN CD ROM A3 -472 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
SENSORES ÓPTICOS DISTRIBUIDOS PARA LA DETECCIÓN Y
LOCALIZACIÓN DE FUGAS DE HIDROCARBUROS
Miguel Orozco, Antonio Carrillo, Silvia de la Rosa Pérez y Alfredo Márquez
Departamento de Integridad y Diseño de Materiales
Centro de Investigación en Materiales Avanzados
Miguel de Cervantes No. 120, Complejo Industrial Chihuahua
Chihuahua, Chih. 31109, México
{miguel.orozco, Antonio.carrillo, alfredo.marquez}@cimav.edu.mx
sdlr777@hotmail.com
Abstracto: El tema de fugas y detección de intrusos en oleoductos continúa siendo una publicación difícil debido
a que los métodos de detección existentes, así como los métodos tradicionales de resguardo de oleoductos han
demostrado ser inadecuados para la detección de fugas e impedir la intrusión hacia el interior de los oleoductos e
instalaciones de planta. La aplicación de los métodos de detección de fugas y el monitoreo de oleoductos basados
en fibra óptica han demostrado éxito al proveer un monitoreo digital no intrusivo de oleoductos actuando como un
sistema de advertencia temprana, permitiendo a los operadores actuar rápidamente en el caso de alguna fuga,
intrusión a un oleoducto, a alguna área de una planta o de una fuga hacia el medio ambiente. Este trabajo introduce y
describe algunos de estos métodos de detección de fugas y muestra dos ejemplos de pruebas de aplicación a dos
sensores específicos.
1. INTRODUCCIÓN
Los métodos de fibra óptica para la detección de fugas así como de intrusos de oleoductos analizados en este
documento se basan en mediciones distribuidas, lo cual provee de una supervisión continua a lo largo de toda la
longitud de un oleoducto. Este tipo de sensores no son molestos y por lo tanto no exigen del cierre de operación de
la planta durante la instalación. Cabe señalar que una combinación de estos métodos de monitoreo mediante fibra
óptica es considerado como un sistema de protección de oleoductos económico y efectivo ya que ofrece un resistente
y amigable sistema de monitoreo y protección de oleoductos con un alto retorno de la inversión. Esto se hace posible
gracias a que estos sistemas pueden utilizar el mismo cable de fibra óptica tanto para monitorear fugas así como para
la detección de intrusos en oleoductos. Casos individuales de aplicación y de operación de dos tipos de sensores
distribuidos son mostrados y analizados en este escrito que tiene como objetivo el proveer de información sobre
algunos de los esfuerzos que se han estado realizando para apoyar e impactar al sector de los hidrocarburos,
considerando que estos trabajos tendrán un alcance a nivel nacional.
2. FÍSICA DE LOS SENSORES DISTRIBUIDOS DE FIBRA ÓPTICA
La característica distintiva de los sensores distribuidos de fibra óptica consiste en que estos utilizan sensores basados
en cables estándar de fibra óptica para obtener un perfil de medición a todo lo largo de la longitud del cable en
intervalos que van desde cada 1m dependiendo de los parámetros físicos que están siendo evaluados. Por lo tanto,
para sensores de temperatura distribuidos a lo largo de un sensor de 10 km es posible obtener 10,000 puntos
individuales de medición. No existen puntos especiales para la medición, lo cual lo convierte así en un sistema muy
simple para proveer una protección de monitoreo total en distancias largas. La tecnología es comparable al principio
de vuelo utilizado por la tecnología RADAR. Los sensores de fibra óptica distribuida toman ventaja de que la
característica de reflexión de la luz del láser viajando a través de una fibra óptica varia con la temperatura, el
esfuerzo o la tensión y la vibración, Figura 1.
PRESENTACIÓN EN CD ROM A3 -473 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Existen tres tipos de sistemas utilizados para llevar a cabo mediciones de fibra óptica distribuida los cuales son
conocidos como sistemas basados en Rayleigh, Raman o Brillouin. Esta nomenclatura se deriva dependiendo de la
frecuencia de la señal que está siendo analizada y los picos discretos dentro del espectro electromagnético que se
conocen como los picos Rayleigh, Raman y de Brillouin, Figura 2.
El sensor consiste en un cable de fibra óptica de telecomunicaciones de una longitud estándar, la cual está
confinada dentro de un cable protector. Los instrumentos utilizados para la medición utilizan un láser para disparar
pulsos de luz dentro de la sensible fibra. Un detector mide la reflexión desde la fibra conforme la luz viaja a través
de ella a todo lo largo. Medir el cambio en la potencia y en el color de esta reflexión contra el tiempo permite a los
instrumentos calcular los efectos de la temperatura, esfuerzo o tensión así como de vibración en todas las posiciones
a lo largo de la fibra.
Los sistemas Raman (DTS o sensores de temperatura distribuidos de fibra óptica) pueden proveer mediciones
de temperatura muy precisas con resoluciones mayores a 0.01 °C, con ninguna sensibilidad a la tensión. Los
sistemas Brillouin (para sensores de tensión distribuidos) pueden medir temperatura pero son extremadamente
sensibles a la tensión, de aquí que provea medidas de tensión distribuidas. La radio dispersión Rayleigh es utilizada
para sensores acústicos distribuidos (Tanimola, 2009).
Figura 1. Principio del DTS usando el principio de vuelo
Figura 2. Espectro electromagnético ilustrando los picos Rayleigh, Raman y Brillouin
PRESENTACIÓN EN CD ROM A3 -474 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
2. SENSOR DE DETECCIÓN Y LOCALIZACIÓN DE FUGA DE LÍQUIDOS
El funcionamiento de un sensor óptico distribuido microcurva es el siguiente: Cuando un líquido o gas compatible
con el polímero dentro de este tipo de sensor está en contacto con él, este es absorbido causando la expansión del
polímero y la compresión de la fibra óptica contra el cable helicoidal (alrededor del polímero). Este fenómeno
flexiona la fibra e incrementa la atenuación óptica de la señal que viaja a través de ella. La atenuación de la señal
permite la detección de la presencia de un líquido específico alrededor del sensor y la reflexión de la misma señal
permite localizar el punto en donde se presenta este evento. Este tipo de sensor es capaz de detectar y localizar fugas
de hidrocarburos en oleoductos de gran longitud, Figura 3.
Figura 3. Diagrama esquemático del sensor sin malla que muestra el arreglo de los componentes
Figura 4. Modelo de sensor con malla
3. SENSOR ÓPTICO DISTRIBUIDO MICROCURVA CON EXPANSIÓN DIRECCIONAL Y FRECUENCIA
DE MICROCURVA ÓPTIMA
Los trabajos mostrados a continuación, introducen y describen de manera general, las pruebas de un nuevo tipo de
sensor óptico distribuido. Este sensor constituye una mejora sobre los sensores distribuidos que funcionan por
PRESENTACIÓN EN CD ROM A3 -475 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
microcurvaturas que utilizan un cable elastomérico (PB, SEBS, etc.) el cual interactúa sobre una fibra óptica por
medio de un cable helicoidal, Fig. 3.
Los sensores de fibra óptica pueden ser agrupados como:
a) Sensores donde la fibra interactúa directamente con el líquido derramado y,
b) Sensores donde la fibra interactúa indirectamente con el líquido derramado.
Parte I. Estudios experimentales.
Metodología empleada: El diseño básico de este sensor es el que se muestra en la Figura 3. Constituido por un
filamento polimérico de radio Rc=5mm, donde una fibra óptica de radio Rf=0.25mm se coloca excéntricamente
(fuera del centro) un alambre de acero inoxidable con un radio Rw=0.2mm se enrolla en el exterior del filamento
con un espaciado de alambre específico.
Los prototipos experimentales fueron elaborados para detectar fugas de gasolina. El filamento fue elaborado
usando un elastómero con una estructura química similar a la de la nafta. Un polibutadieno ramificado (BR), fue
elegido para este propósito.
El porcentaje de expansión del filamento cuando este es sumergido en gasolina fue evaluado usando un
analizador termo-mecánico (TMA). Para realizar esta prueba, la muestra se depositó en un recipiente en donde se le
aplicó una fuerza normal (0.001N). El desplazamiento del filamento se registró y se graficó continuamente durante
el experimento. El incremento de volumen se evaluó en función de este desplazamiento.
Usando los filamentos mencionados anteriormente, se elaboraron dos grupos de prototipos de sensor. El
primero se elaboró exactamente como se muestra Figura 3. El prototipo del segundo grupo fue provisto con una
malla de aluminio adicional, colocada exactamente en el lado opuesto de donde se encuentra ubicada la fibra óptica,
como se muestra en la Figura 4.
La malla fue introducida para dirigir la expansión preferentemente hacia la fibra óptica. Todos los prototipos
fueron probados mediante la inmersión en gasolina a temperatura ambiente.
4. RESULTADOS
La Figura 5 ilustra el comportamiento del filamento polimérico cuando es inmerso en gasolina. Se observa que
el máximo incremento en diámetro alcanzado es alrededor del 66%, después de 6 horas de inmersión. No obstante,
justo después de 30 min., el incremento en el diámetro logra aproximadamente un tercio de este máximo: 33%, y en
pocos minutos muestra un incremento del 10%. La Figura 6 muestra el incremento en atenuación en un modelo con
malla y un espaciado de alambre de 7 mm, en tres diferentes tiempos: 0, 60 y 90 min.
A los 60 min., un escalón muy claro se presenta en la posición del evento. La atenuación representada por este
escalón es de 2.52 dB. A los 90 min. La atenuación crece a 3.63 dB y se mantiene en este nivel, este rango de
atenuación resulta ser muy conveniente ya que permite señalar la localización del evento con un error menor a los
dos metros, lo cual es menos del 1% de la longitud total de la fibra.
PRESENTACIÓN EN CD ROM A3 -476 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Figura 5. Expansión del filamento versus tiempo de exposición al solvente
Figura 6. Grafica OTDR. Muestra la evolución de la atenuación de la señal.
PRESENTACIÓN EN CD ROM A3 -477 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Figura 7. Atenuación versus tiempo para los dos modelos: con y sin malla, con el mismo espaciamiento del alambre
La Figura 7 muestra el efecto de la malla colocada en el lado opuesto de la fibra óptica, comparando el
comportamiento de los prototipos con y sin malla durante las pruebas a diferentes tiempos. Es evidente que los
sensores con malla tienen una respuesta más rápida que los sensores sin malla. Por ejemplo para alcanzar la
atenuación de 2.0 dB usando prototipos sin malla, es necesario esperar 87 min; en comparación, el mismo nivel de
atenuación se alcanza en 52 min. utilizando prototipos con malla. Otra ventaja de utilizar esta malla es que se
previene la deformación del filamento provocado por el alambre metálico, disminuyendo la presión sobre la fibra.
De hecho, en algunos experimentos realizados con prototipos sin malla, la atenuación alcanzada en ciertos
momentos disminuye gradualmente e incluso desaparece en largos periodos de tiempo.
Figura 8. Atenuación producida a diferentes espaciamientos del alambre
PRESENTACIÓN EN CD ROM A3 -478 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Figura 9. Atenuación producida a diferentes espaciamientos del alambre
El efecto del espaciamiento del alambre helicoidal en el nivel de atenuación alcanzada en el área del evento se
muestra en las Figuras 8 y 9. Es visible que el espaciamiento del alambre óptimo es alrededor de los 7.0mm. Este es
un valor inesperado, ya que de acuerdo a numerosos autores 9-14, sería de esperar un valor entre 1 ó 2 mm.
5. CONCLUSIONES
Este nuevo diseño de sensor introduce las siguientes ventajas sobre dispositivos similares: (a) la expansión del
polímero es conducida en una dirección preferencial permitiendo concentrar la presión osmótica hacia la fibra
óptica, lo cual mejora significativamente la respuesta de la velocidad del sensor. (b) La fibra está localizada dentro
de un canal colocado excéntricamente dentro del cable polimérico. Por lo tanto, no se requiere una protección
adicional para proteger la fibra, y aun de mayor relevancia es que la atenuación de la señal causada por la tensión y
la deformación debida al contacto directo de la fibra con el cable helicoidal se anula. (c) Se encontró e implementó
un período óptimo del paso de la helicoidal externa (7mm) que considera la naturaleza del polímero utilizado
(Carrillo, 2002).
6. REFERENCIAS
1. Blyler, Jr., Lee L., Cohen L.G., Lieberman R.A. (1989). MacChesney J.B., Optical fiber sensors for chemical
detection, USA Patent No. 4,834,496.
2. Carrillo A., González E., Rosas A., Kusin E., Marquez A. (2002). New Distributed Optical Sensor for Detection
and Localization of Liquid Leakage. Part I: Experimental Performance, Sensors and Actuators, A; Physical, 99
(3), 229-235.
3. Carrillo A., Rosas a., Marquez A. (2001). Distributed Micro-bend Optical Sensor with Directional Swelling and
Optimal Bending Frequency, SPIE, Newton, Massachusetts, USA, October 30, pp. 305-313.
4. Fields, J. N. and Cole J.H. (1980). Fiber optic pressure sensor, J. Acoustic Soc. Am., 67, 816-818.
5. Fields, J. N. (1980). Attenuation of a parabolic-index fiber with periodic bends, Appl. Phys, Lett., 36, 779-801.
6. Hopenfeld J.(1998). Looped fiber-optic for the detection of substances, USA Patent No. 5,828,798.
7. Lagakos N. (1981). Microbending fiber optic sensor design optimization, Proc. CLEO’81, p. 100.
PRESENTACIÓN EN CD ROM A3 -479 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
8. Lagakos N. (1982). Microbend fiber optic sensor as extended hydrphone, IEEE J. Quantum Electron, OE-18,
1633-1638.
9. Lagakos N. (1981). Multimode optical fiber displacement sensor, Appl. Opt., 20, 167 – 168.
10. Lawrence W. (1995). Method and apparatus for detecting hydrocarbons fuels in a vapor state with an absorber
expander member. USA Patent No. 5,378,889.
11. Lindow J.T., Dean T.M., McCourt, E. R. Jr. ( 1999). Optical fiber sensor for distinguish between the presence
of liquid and vapor phases of a substance, USA Patent No. 6,009,217.
12. Murphy R.J., Method and devise for detecting leaks from pipelines (1983). USA Patent No. 4,386,269.
13. Ravetti R.G., Dougherty; Thomas K (1994). Chemically sensitive fiber optic cable, USA Patent No. 5,337,376.
14. Seitz W.R., Marian F. and McCurley (1991). Fiber optic chemical sensors based on polymer swelling, USA
Patent No.5,015,843.
15. Tanaka; Masaya, Ono; Mitsuo, Degawa; Sadao (1981). Liquid leakage detection system, USA Patent No.
4,270,049.
16. Tanimola F. y D Hill (2009). Distributed fiber optic sensors for pipeline protection, J. Natural Gas Sc. Eng., 1,
134-143.
PRESENTACIÓN EN CD ROM A3 -480 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
SIMULACIÓN DE CONTROLADORES PID CLÁSICO Y DIFUSO PARA
CONTROLAR LA POSICIÓN DE UN SERVOMOTOR
E. Rubio Medina1, J.G López Álvarez1 y P. Ochoa Moreno2
1
Departamento de Ingeniería Electrónica
Instituto Tecnológico de Nogales
Ave. Tecnológico #911 Col. Granja
Nogales, Sonora México. CP 85065
erubio14@gmail.com
lupitanalogica3@gmail.com
2
División de Estudios de Posgrado e Investigación
Instituto Tecnológico de Nogales
Ave. Tecnológico #911 Col. Granja
Nogales, Sonora México. CP 84065
pedro.ochoa.moreno@depiitn.edu.mx
Abstracto: El propósito de este trabajo es diseñar un controlador para manipular la posición de salida deseada de un
motor de DC, a partir del modelo electromecánico del motor; en una primera instancia se implementara un
controlador PID clásico y posteriormente uno del tipo difuso para comparar ambas respuestas y presentar las
ventajas y desventajas de cada uno. Este tipo de controladores tiene un sin fin de aplicaciones en la industria, una de
las más conocidas es la del brazo robótico, he aquí la importancia de conocer estas dos formas de desarrollarlos a
nivel simulación usando el toolbox de Simulink y el fuzzy toolbox en el entorno de Matlab. Natick, MA, ( 2005).
1. INTRODUCCIÓN
La lógica es la ciencia que estudia las leyes, modos y las formas de razonamiento. Recientemente la cantidad de
aplicaciones de la lógica difusa han crecido considerablemente. La lógica difusa es una lógica alternativa a la lógica
clásica que pretende introducir un grado de vaguedad en las variables bajo evaluación. En el mundo que vivimos
existe mucho conocimiento ambiguo e impreciso por naturaleza. El razonamiento humano con frecuencia actúa bajo
este esquema de información. La lógica difusa fue precisamente implementada para imitar el razonamiento del ser
humano. Kim: Fce Home Page.
Inteligencia Artificial, es definida como la inteligencia exhibida como una entidad artificial, generalmente
dicha entidad o sistema sea un computador, ya que se relaciona con la automatización de tareas que requieren un
comportamiento inteligente de donde se deriva la lógica difusa. Jamshidi, N., Vadiee, N., and Ross, T.J. (1993).
La lógica difusa inicio en 1965 por Lotfi A. Zadeh, profesor de la Universidad de California en Berkeley,
inconforme con los conjuntos clásicos (crisp set) que solo permiten dos opciones, la pertenencia o no de un elemento
de dicho conjunto. La cual se presentó, como una forma de procesar información, permitiendo pertenencias parciales
a un conjunto que en contraposición a los clásicos, los denomino conjuntos difusos, pocos años después en 1974, el
Británico Ebrahim Mamdani, demuestra la aplicación de la lógica difusa en el campo del control, por lo que
desarrolla el primer sistema de control difuso (Fuzzy Control) práctico, la regulación de un motor de vapor.
Catarina: Udlap Home Page.
La lógica Difusa es una metodología que proporciona una manera simple y elegante de obtener una conclusión
a partir de información de entrada vaga, ambigua, imprecisa, con ruido o incompleta, en general la lógica difusa
imita la forma en como una persona toma decisiones basada en información con las características mencionadas.
Por lo que surgió como una herramienta importante para el control de sistemas y procesos industriales complejos,
así como también para la electrónica de entretenimiento y hogar, sistemas de diagnósticos y otros sistemas expertos.
Catarina: Udlap Home Page.
PRESENTACIÓN EN CD ROM A3 -481 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
2. DESARROLLO
2.1 Sistemas de Control
El término control, se refiere generalmente a un instrumento (posiblemente un operador) o un conjunto de
instrumentos usados para operar, regular, o guiar una máquina o vehículo o algún otro sistema. Los cuales se dividen
en dos tipos:
2.1.1 Sistema de lazo abierto
Es aquel en la cual la acción de control es independiente de la salida, si en tal salida no hay algún dispositivo que sea
capaz de medir la variable de salida y por lo tanto, no existe control de esta, este tipo de sistema se presenta en la
Figura 2.1.1.
2.1.2 Sistemas de lazo cerrado
Es aquel en la cual la acción de control depende de la salida, por la cual se emplea un lazo de retroalimentación
para estabilizar el sistema. Ver Figura 2.1.2.
Figura 2.1.1 Control de lazo abierto Figura 2.1.2 Control de lazo cerrado
2.2 Controlador PID Clásico
El controlador PID (Proporcional, Integral y Derivativo) es un controlador realimentado cuyo propósito es hacer que
el error en estado estacionario, entre la señal de referencia y la señal de salida de la planta, sea cero de manera
asintótica en el tiempo, lo que se logra mediante el uso de la acción integral. Además el controlador tiene la
capacidad de anticipar el futuro a través de la acción derivativa que tiene un efecto predictivo sobre la salida del
proceso.
Los miembros de la familia de controladores PID, incluyen tres acciones: proporcional (P), integral (I) y
derivativa (D). Estos controladores son los denominados P, I, PI, PD y PID. Esta acción combinada reúne las
ventajas de cada una de las tres acciones de control individuales.
2.3 Controlador Difuso
Un sistema de control difuso es basado en lógica difusa. Teniendo en cuenta que las funciones de pertenencia
representan valores clásicos a valores difusos y viceversa, la maquina puede interactuar con el ser humano de una
manera más fácil. Los sistemas de lógica difusa direccionan la imprecisión de las variables de entrada y salidas
mediante la definición de números borrosos y conjuntos difusos, que puede ser expresado en variables lingüísticas
(por ejemplo, alta, baja y media). Los controladores borrosos son las aplicaciones más importantes de la teoría
difusa. Trabajan de manera distinta de los controladores convencionales, porque el conocimiento de los expertos, se
utiliza para el control más eficaz y humano, como el enfoque nítido y matemáticas (como las ecuaciones
diferenciales) para describir sistemas. Este conocimiento se puede expresar de una manera natural el uso de
variables lingüísticas, que son descritos por los conjuntos borrosos. Lógica difusa basada en los sistemas de control
también son útiles para algunas de las aplicaciones de control donde no existe un modelo matemático de un sistema.
En lugar de describir la estrategia de control como ecuaciones matemáticas, el control se expresa como un conjunto
PRESENTACIÓN EN CD ROM A3 -482 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
de reglas lingüísticas. Un sistema de control puede ser abstraído como una caja con las entradas que desembocan en
él y los resultados sobresalientes de la misma. Akerkar, R., Jones, P.S., and Learning, B. (2009).
2.3.1 Concepto de Lógica Difusa
La lógica difusa utiliza conceptos vagos que son tratados como si fueran precisos. Por ejemplo, se podría insistir que
un diagnostico medico de fiebre, anemia y obesidad están presentes o ausentes. Este tipo de clasificaciones
impuestas son a veces el producto de valores preestablecidos a que tienen que ser excedidos por una variable de
cierta importancia. Ya que la ciencia utiliza conceptos vagos como precisos. Nacimiento, muerte, blanco y negro,
son conceptos precisos, fiebre, anemia y obesidad son vagas. Jamshidi, N., vadiee, N., and Ross, T.J. (1993).
2.3.2 Desarrollo de la Lógica Difusa
La lógica difusa es más que un frente para las competiciones mundiales tecnológicas, y en la fabricación. Un
aspecto igualmente o quizás mucho más importante de esta nueva era de interés en la lógica difusa es el aspecto
educativo de la misma y sus aplicaciones, incluyendo sistemas de control. La Tecnología de lógica difusa se utiliza
actualmente en numerosos productos electrónicos y sistemas, incluso en el mercado de valores y diagnósticos
médicos. La cuestión más importante que enfrentaran muchos países industrializados en las próximas décadas será
la competencia mundial en una medida que nunca antes se había planteado.
2.3.3 Control de Proceso de Lógica Difusa
Pasos difusos: A grandes rasgos, la solución de problemas con conceptos de lógica difusa puede ser dividida en tres
pasos:
1. Fusificación de datos: en Este Paso, el proceso fusificación es realizado desarrollando funciones de
membrecías generadas de diferentes fuentes de entrada.
2. Desarrollo de la base de reglas difusas: la base de reglas difusas es usualmente construida de las
experiencias de la toma de decisiones. Esta fase comprende de la aplicación de base de reglas difusas sobre
la entrada difusa y llegando a la salida difusa.
3. Defusificación de salida de datos: se convierte la salida difusa en una salida nítida. Hay varios caminos de
defusificación. Algunos de ellos pueden ser métodos máximos, método de centro de gravedad, método de
centro de gravedad modificado, método de altura, etc.
Figura 2.3.1 Control de proceso de lógica difusa Figure 2.3.2 Controlador Difuso
PRESENTACIÓN EN CD ROM A3 -483 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Todo control de proceso de lógica difusa se compone de los elementos básicos mostrados en la Figura 2.3.1 que
son: Los conjuntos difusos, que en este caso representan a sus variables de entrada y salida mediante funciones de
membresías bien definidos; un sistemas de inferencia en base a reglas que manipulan las funciones de membresía
correspondientes a cada variable. La defusificacion consiste en convertir un concepto definido a través de
operadores difusos a un valor nítido o crisp valué (es decir lo contrario de difuso). La Figura 2.3.2 muestra el
esquema de un controlador difuso.
Un controlador difuso consiste de cuatro principales componentes:
1. Base de conocimientos difusos: La base de conocimiento consiste en reglas difusas para el sistema que
representan el conocimiento y la experiencia de un experto humano. Por ejemplo, “Si la temperatura es
bastante alta y la presión es muy baja, entonces la salida es de tamaño medio.
2. Fusificador: El fusificador recibe la salida real del sistema y transforma los valores en grados de
pertenencia defusificados sobre la base de los conjuntos difusos correspondientes.
3. Interfaz de acción: Esta interfaz defuzzifica el resultado del motor de inferencia para producir un valor
defusificado, lo que representa la función de control real que se aplica al sistema.
4. En el mundo real muchos sistemas de control de uso de las reglas que se describen en las expresiones
descriptivas, porque esta es la forma que realizan los expertos sus operaciones. Funciones de pertenencia se
pueden definir para los valores difusos. Por otra parte, la inferencia difusa puede llevar a cabo, y la salida se
pueden generar. Akerkar, R., Jones, P.S., and Learning, B. (2009).
3. MODELO DEL MOTOR
Como primer paso vamos a identificar las características del motor:
1.- Momento de inercia del rotor; J=3.0*10-6 kg m2 / s2
2.- Coeficiente de amortiguamiento; b=3.5*10-6 Nm/s
3.- Constante del motor; K=Ke=Kt=0.03 Nm/A
4.- Resistencia de la armadura; R=4 ohm
5.- Inductancia de la armadura; L=2*10-6 H
Entonces, la función de transferencia sería la siguiente:
( )
(1)
( )
Sustituyendo valores nos queda la siguiente función de transferencia.
(2)
4. SIMULACIÓN DEL MODELO DEL MOTOR CON UN CONTROL PID
Primeramente se introducirá una señal de tipo escalón a la función de transferencia para observar el comportamiento
de su salida, esto se realizara tanto en lazo abierto como en lazo cerrado.
300
250
200
150
100
50
0
0 1 2 3 4 5 6
6
x 10
Figura 4.1 Simulación en lazo abierto Figura 4.2 Señal de salida en lazo abierto
PRESENTACIÓN EN CD ROM A3 -484 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Como se puede observar en la Figura 4.2 la señal tiene un comportamiento lineal ya que el valor de la señal de
entrada es unitario y esta no se está estabilizando en este valor.
El siguiente paso es usar una retroalimentación unitaria para observar el comportamiento del sistema. En el
diagrama a bloques de la Figura 4.3 la señal inicio también con un escalón unitario, pero ahora como se observa en
la señal de salida de la Figura 4.4 esta presenta una estabilidad en uno, con esto queda demostrado que los
controladores retroalimentados son más eficientes que los de lazo abierto.
1.4
1.2
0.8
0.6
0.4
0.2
0
0 1 2 3 4 5 6
4
x 10
Figura 4.3 Simulación en lazo cerrado Figura 4.4 Señal de salida en lazo abierto
A continuación al diagrama de bloques se le añade un controlador PID para así poder hacerlos más eficientes
aún y así ubicar el rotor en una posición deseada. Los valores que se usaron en cada control fueron los siguientes:
Kp=1, Ki=30, Kd=0.35 y u(t)=1.
Figura 4.5 Sistema PID
En la Figura 4.6 se muestra la señal ya con los valores implementados de Kd, Kp, Ki, donde la señal se
estabiliza en un tiempo de 2.4s y en el valor de entrada que en este caso es uno. En conclusión el rotor deberá girar
un cierto grado dependiendo el voltaje que se tenga en la entrada.
1.8
1.6
1.4
1.2
POSICION DEL ROTOR
0.8
0.6
0.4
0.2
0
0 0.5 1 1.5 2 2.5 3 3.5 4 4.5 5
TIEMPO 6
x 10
Figura 4.6 Señal de salida del sistema PID
Como podemos observar esta es una de tantas aplicaciones que tienen este tipo de controladores PID.
PRESENTACIÓN EN CD ROM A3 -485 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
5. SIMULACIÓN DEL MODELO DEL MOTOR CON UN CONTROLADOR DIFUSO
En el diagrama de bloques de la Figura: 5.1 se muestra la función de transferencia del modelo matemático del
motor, pero ahora con un controlador difuso.
Figura 5.1 Sistema con lógica difusa
A continuación mostraremos como está constituido el controlador difuso. Con Fuzzy Toolbox de MatLab.
Natick, MA,( 2005). se puede manejar un prototipo de conjuntos difusos del tipo gaussiano para las variables
difusas, denominadas: error de posición, velocidad del rotor y voltaje del motor. Donde es ineludible que la
velocidad del rotor este asociada al error de posición por lo tanto se puede dilucidar que estas dos serán las variables
de entrada del controlador con la finalidad de obtener el voltaje necesario que se aplicara al motor y el cual será la
salida del controlador como se muestra en la Figura 5.2
Figura 5.2 Controlador Difuso
En la Figura 5.3 se muestra una de las funciones de membrecía que se usaron, en este caso es la salida de una
de las variables del controlador difuso.
Figura 5.3 Función de membrecía de la variable de salida voltaje-motor
Una vez terminado el controlador se procederá a definir las reglas difusas. Una forma muy común de
visualizarlas es mediante una tabulación hecha en forma de matriz ver Tabla 5.1. Zadeh, L. (1994). incluyendo las
variables del controlador en este caso son las mencionadas anteriormente.
Tabla 5.1 Tabulación de reglas
PRESENTACIÓN EN CD ROM A3 -486 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Dónde:
EN= error negativo VN=velocidad negativa VON=voltaje negativo
ENM=error negativo medio VNM=velocidad negativa media VONM=voltaje negativo medio
EC=error cero VC=velocidad cero VOC=voltaje cero
EPM=error positivo medio VPM=velocidad positiva media VOPM=voltaje positivo medio
EP=error positivo VP= velocidad positiva VOP=voltaje positivo
Reglas difusas que se generan a partir de la tabla 5.1.
Simulando el circuito mostrado anteriormente en la Figura 5.1 Suponiendo que tenemos un valor de 1 en la
entrada, el rotor se posicionara debido a la entrada que se tiene equivalente en radianes. La cual se muestra en la
Figura 5.4.
0.9
0.8
0.7
POSICION DEL ROTOR
0.6
0.5
0.4
0.3
0.2
0.1
0
0 0.02 0.04 0.06 0.08 0.1 0.12 0.14 0.16 0.18 0.2
TIEMPO
Figura 5.4 Señal de salida del sistema difuso
PRESENTACIÓN EN CD ROM A3 -487 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
En la Figura 5.4 se muestra que la señal se estabiliza en 0.72 radianes. A los 0.16 seg. Este tiempo se puede
acortar y aumentar el posicionamiento del rotor ya que debe de posicionar en 1, esto se puede hacer aumentando o
disminuyendo el rango de la función de salida para poder visualizar si se alcanza el valor de referencia en este caso
el voltaje. Ver Figura 5.5.
Figura 5.5 Función de membrecía de la variable de salida voltaje-motor.
Una vez que se varió el VC = Voltaje Cero de la función de membresía se determinó que con un valor de
[1.699 0.02646] se alcanza una respuesta más idónea. Entonces el posicionamiento del rotor seria en 1 radian
estabilizándose en 0.083seg. Mucho más rápido que con el controlador PID. Ver Figura 5.6.
Por otra parte, si le aplicamos en la variable de entrada una polaridad negativa el posicionamiento seria el
mismo pero inversamente o sea el rotor regresaría a su estado actual o sea cero, si primeramente le hubiésemos
aplicado una polaridad negativa a la entrada este se posicionaría en los mismos grados pero con polaridad negativa
como se observa en la Figura 5.7.
lectura lectura con valor negativo
1 0
0.9 -0.1
0.8 -0.2
0.7 -0.3
posicion del rotor
0.6 posicion del rotor -0.4
0.5 -0.5
0.4 -0.6
0.3 -0.7
0.2 -0.8
-0.9
0.1
-1
0 0 0.02 0.04 0.06 0.08 0.1 0.12 0.14 0.16 0.18 0.2
0 0.02 0.04 0.06 0.08 0.1 0.12 0.14 0.16 0.18 0.2 tiempo
tiempo
Figura 5.6 Señal de salida del sistema Figura 5.7 Señal de salida negativa del sistema
6. VENTAJAS
Unas de las ventajas de la lógica difusa es la posibilidad de implementar sistemas basados en ella tanto en
hardware como software o en combinación de ambos. A diferencia de la lógica convencional, en donde son
posibles falso y verdadero, la lógica difusa permite definir valores intermedios en intento por aplicar un
modo de pensamientos similar al del ser humano. Members: Tripoid Home Page.
Lógica difusa proporciona un medio para enfrentar situaciones del mundo real, situaciones complejas y
dinámicas, que son más fácilmente caracterizadas por palabras que por matemáticas. Kim: Fce Home Page.
A diferencia de la lógica clásica, la lógica difusa no tiene bien definidos sus umbrales de decisión. Kim:
Fce Home Page.
7. DESVENTAJAS
Mientras que los sistemas de lógica clásica no pueden actuar en problemas de este tipo:
No hay ningún sistema para representar proposiciones en lenguaje natural cuando el significado es
impreciso.
Sí el significado puede representarse, no hay un mecanismo para poder evaluarlo y obtener una respuesta.
PRESENTACIÓN EN CD ROM A3 -488 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
8. CONCLUSIONES
En este pequeño artículo se ha comparado mediante una implementación, un controlador PID para controlar un
servomotor contra un controlador difuso para el control de este mismo. Donde se pudo observar claramente las
ventajas que hay de uno respecto al otro. El controlador difuso a diferencia del convencional, puede este
implementar o establecer un conjunto de reglas de inferencias basadas en el error, esto nos facilita su diseño ya que
con este tipo de controladores no se requiere algún modelo matemático del controlador como lo es con el PID y esto
nos evita realizar cálculos que a veces resultan ser un poco confusos. Además tienen un aprendizaje y ajuste
automático fácil de realizar.
9. REFERENCIAS
1. Akerkar, R., Jones, P.S., and Learning,B. (2009). Knowledge-Based Systems.
2. Catarina: Udlap Home Page. http://catarina.udlap.mx/u_dl_a/tales/documentos/lmt/ramirez_r_o/capitulo3.pdf.
3. Jamshidi, N., Vadiee, N., and Ross, T.J. (1993). “Fuzzy logic and control software and hardware applications.
Vol. 2. Prentice Hall.
4. Kim: Fce Home Page. http://kim.ece.buap.mx/posgrado/Fuzzytutorial/clasvsdif.html.
5. Members: Tripoid Home Page. http://members.tripod.com/jesus.../fuzzyintro.html.
6. Natick, MA,( 2005). Mathworks, “Fuzzy Logic Toolbox”.
7. Natick, MA,( 2005). Mathworks. “Using Matlab Ver.7”.
8. Zadeh, L. (1994). Fuzzy logic, neural networks and soft computing. Communications of the ACM, 3, 3, pp.77-8
PRESENTACIÓN EN CD ROM A3 -489 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
SIMULACIÓN DE UN BRAZO ROBOT DE 2 GRADOS DE LIBERTAD
ENTRENADO CON REDES NEURONALES PARA LA RECREACIÓN DE
IMÁGENES TOMADAS POR UNA CÁMARA
J. Roberto Rivera Ortiz, Iván Escobar Muñoz, Pedro Ochoa Moreno y Oscar I. Ramírez Huerta
Departamento de Ingeniería Electrónica
Instituto Tecnológico de Nogales
Ave. Tecnológico 911
Nogales, Sonora, C.P. 84000
jroberto.rivera@gmail.com
escobar.ivan.1723@gmail.com
pedro.ochoa.moreno@depiitn.edu.mx
oscar.ramirezhuerta@depiitn.edu.mx
Abstracto: Un brazo robot es una combinación de enlaces y uniones en forma de cadena con un extremo fijo y otro
libre. Las uniones pueden ser de tipo lineal o rotacional, a fin de que el extremo libre avance de forma arbitraria, las
articulaciones se pueden mover con el fin de seguir la trayectoria deseada.
Con el fin de demostrar la propuesta de trabajo se han logrado los siguientes objetivos, primeramente el uso de una
red neuronal estática tipo backpropagation, para el propósito de que el robot aprenda los puntos sobre los cuales
trabajará, el diseño de un algoritmo para el procesado de imágenes, y el análisis del comportamiento del brazo con
los datos de entrada.
1. INTRODUCCIÓN
Una de las líneas de investigación y desarrollo muy interesantes, es lo relativo a la “imitación” de nuestras
habilidades humanas, en este caso el arte de poder dibujar lo que uno ve. No solo se espera dotar a una computadora
de la capacidad de percibir su entorno sino también de reconocerlo, E. Oyama y S.Tachi (2000). La programación de
robots suele hacerse en relación a las coordenadas cartesianas del espacio de trabajo del robot, por lo tanto caerá en
el controlador la tarea de traducir dichas coordenadas en variables articuladas a motoras que gobernarán los
movimientos de robot. Esto significa que el control del robot depende de la disponibilidad de funciones que
permitan pasar del espacio físico al espacio de variables articulares o motoras.
El siguiente proyecto consiste en la implementación de un sistema que realiza la adquisición y procesamiento
de una imagen obtenida a través de una cámara digital, posteriormente identifica y obtiene las coordenadas de cada
punto del dibujo para luego mandárselas a un brazo robot de dos grados de libertad. Al recibir las coordenadas de la
imagen, el brazo comienza a entrenar su posición en el área definida por el dibujo para después comenzar a
dibujarla.
2. CINEMÁTICA EN LA ROBÓTICA
La cinemática del manipulador es el estudio de la geometría del movimiento del brazo manipulador. Aún el
desempeño de una tarea específica es logrado a través del movimiento de los acoplamientos del manipulador, la
cinemática es una herramienta fundamental en el control y diseño de un manipulador.
Podemos definir el problema de cinemática inversa como la tarea de calcular la unión de todos los ángulos que
resultarían en una posición específica del final del efector del brazo robot. (E. Oyama y S. Tachi, 1999).
PRESENTACIÓN EN CD ROM A3 -490 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
3. PROCESAMIENTO DIGITAL DE IMAGEN
La información consta de imágenes visuales. Los seres humanos confían fundamentalmente en el sentido de la
vista. Recogemos 99 % de nuestra información a través de nuestros ojos. El procesamiento de imágenes es un
proceso que concierne tanto a ordenadores como a algoritmos diversos para un propósito específico, una vez que se
han adquirido las imágenes de interés a través de una cámara y/o un escáner. (Guez y Z. Ahmad, 1988).
Los procesos de reconocimiento de patrones, y en particular los que utilizan señales provenientes del mundo
real comprenden algunas etapas básicas.
a) Adquisición de datos (señales temporales, imágenes estáticas o una secuencia de imágenes) empleando
dispositivos adecuados: usualmente en esta etapa se emplean instrumentos de medición, sistemas computarizados de
adquisición y almacenamiento de información.
b) Procesamiento previo o procesamiento de datos: etapa que permite a menudo un cambio en el espacio de
representación de la señal, adaptándola para la etapa posterior (segmentación de las imágenes, normalización).
c) Extracción de características relevantes: en esta etapa los métodos que usualmente se aplican pueden
agruparse en; no transformados (momentos, modelos paramétricos), y transformados (Transformada de Hough,
Transformada de Fourier), elementos de la geometría, y descriptores gráficos.
d) Selección de características: es el paso en el que se optimiza en número las características extraídas en el
paso anterior, sin que el patrón pierda los rasgos que ayuden a su posterior identificación.
e) Clasificación: es la identificación de un objeto como miembro de una clase, cuyos componentes se han
agrupado en función de similitud, Mathworks (2005).
En el presente trabajo se utilizó el paquete computacional Matlab, William K (2001) ya que este ofrece una
serie de funciones sumamente útiles en el procesamiento de la imagen que en nuestro caso se trata de binarizar la
imagen para poder obtener puntos en las coordenadas del plano cartesiano.
4. RED NEURONAL
Una red neuronal se parece al cerebro en dos ideas básicas: la red necesita una cantidad de información para
entrenarse, y las conexiones entre las neuronas almacenan la información utilizada para tomar decisiones. El proceso
utilizado para adaptar las conexiones o sinapsis se llama aprendizaje.
El entrenamiento de una red neuronal se asemeja a las técnicas de ajustes de curvas, donde las entradas y
salidas de una función son conocidas, pero la función en sí misma no lo es. El proceso de entrenamiento de una red
neuronal consiste en encontrar los valores de: los pesos sinápticos que conectan las entradas a la primera capa
oculta, los pesos entre las capas ocultas, y los de la capa oculta previa a la capa de salida, Samira Hervella Azouzi
(2006).
Las características de las redes neuronales las hacen bastante apropiadas para aplicaciones en las que no se
dispone a priori de un modelo identificable que pueda ser programado, pero se dispone de un conjunto básico de
ejemplos de entrada (previamente clasificados o no). Así mismo, son altamente robustas tanto al ruido como a la
disfunción de elementos concretos y son fácilmente paralelizables.
Otro tipo especial de redes neuronales artificiales se ha aplicado en conjunción con los algoritmos genéticos
(AG) para crear controladores para robots. La disciplina que trata la evolución de redes neuronales mediante
algoritmos genéticos se denomina Robótica Evolutiva. En este tipo de aplicación el genoma del AG lo constituyen
los parámetros de la red (topología, algoritmo de aprendizaje, funciones de activación, etc.) y la adecuación de la red
viene dada por la adecuación del comportamiento exhibido por el robot controlado, E. Oyama y S. Tachi (1999)
(normalmente una simulación de dicho comportamiento).
5. RESULTADOS DE LA SIMULACIÓN
Para nuestro proyecto simulamos un brazo robot planar de dos grados de libertad con articulaciones L1 y L2 como
se muestra en la figura 1. Los ángulos de las uniones son denotados por y las coordenadas cartesianas del
punto final por x y y. La figura muestra el área de trabajo que puede ser alcanzada por el brazo asumiendo que no
hay límite en las uniones.
PRESENTACIÓN EN CD ROM A3 -491 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
El primer paso fue la generación de la información (x, y) significando una distribución polar en un plano de 90°
dentro del área donde el brazo fue entrenado. El manipulador fue configurado con articulaciones de tamaño
variable, es decir, el tamaño de cada articulación depende del tamaño de la imagen que se desea dibujar, con lo cual
la máxima elongación será tan grande como la imagen misma y el alcance del brazo estaba entre L1 - L2 y L1 + L2;
los puntos estarán distribuidos uniformemente en el área mencionada (0 y ). En la figura 2 se muestra la
distribución polar.
Figura 1. Manipulador de dos grados de libertad donde el punto final de su efector está localizado en (x,y)
Figura 2. Distribución polar del área de entrenamiento
Si pensamos acerca de una analogía entre el manipulador y una extremidad humana bajo un control
neuromuscular, las ecuaciones de cinemática inversa para medir el desplazamiento del final del efector en el espacio
cartesiano (cs) son:
PRESENTACIÓN EN CD ROM A3 -492 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
( ) ( )
( )
( )
( )
( ) ( ) ( ( ))
( )
Como se comentó con anterioridad las articulaciones del brazo robot toman su longitud correspondiente de
manera autónoma según sea el tamaño de la imagen binarizada a dibujar. Y antes de comenzar el entrenamiento el
software se asegura si la calidad de la imagen binarizada es la deseada si no es así te da la opción de cambiar el
factor de binarización para obtener una mejor imagen para recrear. En la figura 3 puede verse un ejemplo de esto.
Figura 3. Interfaz de parámetros y entrenamiento del brazo robot
6. CONCLUSIÓN
El problema con el control de cinemática inversa en un brazo robot es complejo debido a la naturaleza no lineal,
incertidumbre y variaciones de tiempo natural de las ecuaciones que nos rigen. En este trabajo hemos propuesto un
esquema de neuro - control estático y el algoritmo de backpropagation de errores con que se puede llegar
rápidamente a la solución factible del problema de control.
El brazo recibe los valores del área que deberá aprender y comienza a recorrerla punto por punto hasta que
termina por completo el aprendizaje. En la figura 4 se muestra un ejemplo del brazo robot entrenándose.
PRESENTACIÓN EN CD ROM A3 -493 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
En la figura 5 vemos al brazo robot dibujar la imagen de un triángulo sobre el área donde fue entrenado. Para
asegurarnos de que el dibujo sea lo más parecido al obtenido por la cámara se aconseja utilizar cuando mucho un
error deseado de una diezmilésima.
El brazo bien entrenado es capaz de recrear cualquier tipo de imagen que sea capturada por una cámara, a
continuación en la figura 6 podemos ver la leyenda ITN que está siendo dibujada por el brazo. Como se observa el
brazo dibuja la palabra a manera de impresora, punto por punto, esto es debido a que el arreglo de coordenadas
geométricas recuperado al procesar la imagen obtiene sus valores conforme se hace el barrido de pixeles, de arriba a
abajo y de izquierda a derecha. Si introducimos algunas coordenadas de figuras manualmente el brazo pintara la
trayectoria de P( ) a Q( ).
Hay otras técnicas que pueden hacerlo, por ejemplo, hay una demostración de cinemática inversa en el cuadro de
herramientas de lógica difusa que utiliza un tipo de estructura ANFIS, la formación de los ANFIS para este
problema se hace fuera de línea. De hecho, el enfoque de redes neuronales funde bien con la lógica difusa y algunos
esfuerzos de investigación han dado lugar a "redes neuronales difusas" como la estructura ANFIS y que tienen un
potencial considerable en las áreas de sistemas expertos, diagnóstico médico, sistemas de control, reconocimiento de
patrones y el sistema modelado
Figura 4. Brazo robot bajo entrenamiento
PRESENTACIÓN EN CD ROM A3 -494 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Figura 5. Brazo robot siguiendo el contorno de la imagen de un triángulo que se dibujará
Figura 6. Recreación de imagen capturada por la cámara
PRESENTACIÓN EN CD ROM A3 -495 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
5. REFERENCIAS
1. E. Oyama y S.Tachi. (2000). “Modular Neural Net for Inverse Kinematics Learning”, Proceedings of the 2000
IEEE Intl. Conference on Robotics and Automation, pp. 3239-3246, San Francisco, CA.
2. E. Oyama y S. Tachi. (1999). “Inverse Kinematics Learning by Modular Architecture Neural Networks”,
IEEE Intl. Joint Conference on Neural Networks, pp. 2065-2070, vol3.
3. Guez y Z. Ahmad. (1988). “Solution to the inverse kinematics problem in Robotics by Neural Networks”,
IEEE Int’l. Conf. on Neural Networks, San Diego, California, pp.617-624, vol.2, 24-27.
4. Haykin, S. (2005). Neural Networks, A Comprehensive Foundation. Prentice Hall.
5. Mathworks. (2005). "Using Matlab Ver. 7" The Mathworks Inc., Natick, MA.
6. Ramdane-Cherif, B. Daachi, A. Benallegue y N. Lévy. (2002). “Kinematic Inversion”, Proceedings of the
2002 IEEE/RSJ Intl. Conference on Intelligent Robots and Systems, pp. 1904-1909.
7. Samira Hervella Azouzi. (2006). Editor de Imágenes basado en Regiones. Aplicación en entorno MatLab.
I.T. Telecomunicaciones, España, pp. 7-18.
8. William K. (2001). Digital Image Processing, 3th Edition. PixelSoft Inc. Los Altos, California. pp 3-32.
PRESENTACIÓN EN CD ROM A3 -496 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
SISTEMA DE COMUNICACIÓN PARA DISCAPACITADOS
(CUADRIPLÉJICOS)
Miguel Eduardo Rosas Baltazar1, Mario Francisco Hernández Flores1, Juan Manuel Carrión Delgado2 y
María Angélica Cerdán2
1
Departamento de Ingeniería Electrónica
2
Subdirección de Investigación y Posgrado
Instituto Tecnológico Superior de Xalapa
Sección 5ª de la Reserva Territorial S/N Colonia Santa Bárbara
Xalapa, Veracruz, CP.91096
miguel.rosas@itsx.edu.mx
mariofrank28@hotmail.com
Abstracto: Es un sistema óptico especializado para ser utilizado para aquellas personas consientes que por algún
motivo tienen pérdida de la capacidad de comunicación. La parte central de este prototipo, es la generación de una
señal electrónica a partir de un parpadeo, el cual nos servirá para desplegar un menú de avisos; dicha señal será
procesada por dos microcontroladores ATMEGA16 en la parte transmisora y un ATMEGA32 en la parte receptora.
Para que nuestro sistema sea inmune a la iluminación de cualquier medio donde se encuentre, utilizamos pulsos con
la misma frecuencia de trabajo de un filtro pasa-banda.
1. INTRODUCCIÓN
Con los avances de la Medicina, en la actualidad se consigue salvar más vidas aunque en muchos casos estas
personas quedan con deficiencias funcionales, pudiendo sobrevivir con ellos durante muchos años. Surge entonces
la demanda de mejorar sus niveles de independencia, estando las sociedades del bienestar actuales ante la obligación
de atender en lo posible dichas exigencias.
Por lo tanto, se ha planteado una forma de ayudar a las personas que han sufrido un accidente o una
enfermedad que los deja en estado parapléjico y que solo pueden abrir y cerrar los ojos como única forma de
movimiento corporal. Esta situación nos lleva a identificar problemas sin solución satisfactoria hasta el momento,
planteando y buscando nuevas alternativas. El objetivo fundamental de este trabajo es poder obtener un pulso de
dicho movimiento y que puedan comunicarse con las personas que los rodean.
La propuesta del presente trabajo es utilizar un sensor IR para obtener la generación de un pulso electrónico
por medio de un parpadeo; dicho sensor se monta en una armazón. La señal que proviene del parpadeo se amplifica,
se filtra y se compara con cierto valor de referencia para evitar ruidos y que no se distorsione; de esta forma la señal
obtenida será la óptima para que el microcontrolador pueda realizar el despliegue del menú de avisos en un LCD y
después transmita la opción seleccionada del menú, a una distancia de 15m, a otro microcontrolador por medio de
RF el cual desplegará la opción elegida en otro LCD y tendrá una alarma sonora.
2. DESARROLLO
2.1 Módulo transmisor
El diagrama de bloques de las figuras 1 y 10 ilustran la idea general del presente trabajo. Los componentes básicos
son el oscilador, el circuito del sensor IR, el transmisor de RF, el microcontrolador en la parte transmisora, el LCD
del menú a seleccionar, el receptor de RF, el microcontrolador en la parte receptora, la alarma.
2.1.1 Oscilador e IR-LED
PRESENTACIÓN EN CD ROM A3 -497 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Se tiene un oscilador de onda cuadrada, la característica de este es que ya provee los pulsos a su salida con un 50%
del ciclo de trabajo; se trabaja a una frecuencia de 3.324KHz, siendo esta la frecuencia óptima para el filtro pasa-
banda, los pulsos de salida de este integrado está manejando un transistor PNP para activar y desactivar el IRLED
del CNY70, este circuito se alimenta con una fuente de 5V. (Figura 2). (Boylestad, 2004)
DIAGRAMA A BLOQUES DEL TRANSMISOR
OSCILADOR INTERFACE AMPLIFICACIÓN
ÓPTICA DE PULSOS
5V TRANSMISOR DE
+V
COMPARADOR PWM Y GENERACIÓN FILTRO
PULSOS
DE VOLTAJE DE VOLTAJE CON RIZO PASA BANDA
12k 10nF
3.9k
GENERADOR MICRO LCD BC558
DE PULSO SIN CONTRO
RUIDO
8
7
6
5
LADOR RESET
2.2k
ICM7242 220
OSCILADOR CNY70
1
2
3
4
CONTADOR
INTERFACE TRANSMISOR
ÓPTICA DE RF
Figura 1. Esquema general de la aplicación (Sensor, µ y Tx) Figura 2. Generador de pulsos del sensor IR
2.1.2 Amplificación de la Señal
Se tienen 2 OpAmp’s como amplificadores inversores, el primero tiene una ganancia de 21.42, y el capacitor que
tiene de 560pF en paralelo con la resistencia de retroalimentación es para que las señales de alta frecuencia no pasen
a la siguiente etapa, y el segundo amplificador tiene una ganancia de 15 y el capacitor que tiene realiza la misma
función de evitar las altas frecuencias. (Mead, 1983)
El fototransistor recibe las señales que rebotan en el parpado las cuales son emitidas por el diodo infrarrojo,
estas señales provocan una diferencia de potencial entre las terminales del colector y emisor del fototransistor con la
ayuda de una resistencia pull-up, con el valor alto de esta resistencia se consigue que las variaciones de voltaje sean
mayores; estas variaciones se introducen al primer amplificador por medio de un capacitor, como aún esta señal
sigue siendo pequeña entonces la señal de salida del primer amplificador se introduce en otra etapa de amplificación,
y con esto se consigue que la señal casi senoidal de salida sea de una magnitud con la que podamos trabajar sin
ningún problema (Fig. 3), se utilizaron OP-AMP con entrada FET y para alimentar los amplificadores utilizamos
fuentes simétricas. (Coughlin, 2005).
5V A LA SALIDA DEL SEGUIDOR
+V
ETAPA DE AMPLIFICACION DE
DE VOLTAJE AMPLIFICADO
LA SEÑAL DE REBOTE
4.7k 5V
+V
560pF
560pF 10nF
68k
120k
150k 10k
SALIDA DEL
5.6k SEÑAL DE SALIDA + TL082
+ TL082 10k + TL082 FILTRO
+ TL082 APROX SENOIDAL
-5V
100nF -5V 10nF -5V +V
+V 100nF -5V +V
+V 10k
CNY70 10k 1.5k 10k
10k
ETAPA DE FILTRAJE
Figura 3. Amplificación de la señal que rebota en el párpado Figura 4. Circuito del filtro pasa banda de banda angosta
La señal de salida del segundo amplificador es introducida a este filtro pasa-banda que es para 3.324KHz (Fig.
4), con esto podemos asegurar que solo la señal que proviene de los pulsos que recibe el fototransistor, va a ser la
PRESENTACIÓN EN CD ROM A3 -498 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
única que saldrá del filtro, luego de ser filtrada la señal, pasa a un seguidor de voltaje, para que esta señal de salida
sea introducida a un OP-AMP como comparador de voltaje. El filtro pasa banda es uno que se llama: filtro pasa
banda de banda angosta.
2.1.3 Comparadores
En esta etapa lo que se desea es comparar la señal de salida del seguidor de voltaje del filtro casi senoidal con un
voltaje positivo; y así de esta manera lograr pulsos tanto positivos como negativos. Los que utilizamos son los
pulsos positivos para cargar un capacitor por medio de un diodo shottky y así lograr tener un voltaje de cd casi sin
rizo (Fig. 5); entonces este voltaje ya lo podemos introducir a otro OP-AMP (Coughlin, 2005) que funciona como
comparador para que a su vez lo compare con otro voltaje fijo y así lograr que cuando el nivel del voltaje que se
encuentra en el cátodo del diodo este por debajo del voltaje fijo, se cree un pulso con el cuál vamos a controlar un
microcontrolador.
5V CONVERSION DE LA SEÑAL
+V
APROX SENOIDAL A PULSO
100k 40% 100k 40%
+ LM358
+ LM358
-5V
+V 10k
10k
PULSO DE
1N5818 + LM358
SALIDA
+ LM358
47uF + AZUL
-5V 4.7k
A LA SALIDA DEL +V
10k
SEGUIDOR DEL 10k
FILTRO
Figura 5. Circuito del doble comparador y diodo shottky
2.1.4 Transmisor de RF
En esta sección se tiene un radiotransmisor con el cual el microcontrolador manda la cantidad de pulsos que
corresponden a la orden que el microcontrolador recibió; el radiotransmisor usado hasta el momento tiene un
alcance de 20m dentro de un hogar, y hasta 50 m al aire libre según las pruebas que se hicieron. (Figura 6)
Figura 6. Transmisor empleado Figura 7. Receptor empleado
2.2 Módulo receptor
2.2.1 Receptor de RF
Se tiene un receptor de RF, el cual su salida provee pulsos, y dichos pulsos son introducidos a un circuito que
generará un pulso libre de ruido, el cual a su vez será entregado a una terminal del microcontrolador ATMEGA32
(Figura 7).
Tanto el transmisor y receptor de RF están a prueba ya que hay modelos que hacen la transmisión de una
manera más rápida.
PRESENTACIÓN EN CD ROM A3 -499 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
2.2.2 Generador de pulsos libres de ruido
Este circuito consta de una compuerta NAND (CD4093) o una compuerta NOT (CD40106), en conjunto con una
resistencia y un capacitor (Fig. 8), como se muestra en el diagrama; y una vez que se aprieta el microswitch que hay
en la entrada de las compuertas se genera un pulso en la salida, y el tiempo que tarde este depende tanto de la
compuerta como de la constante de tiempo, este microswitch puede ser sustituido por un opto acoplador como se
muestra también en el diagrama, cabe mencionar que en este proyecto se utilizó el opto acoplador con la compuerta.
(Boylestad, 2004)
5V
+V 5V 5V
+V +V
560k 560k 560k
CD4093 CD40106 CD40106
OUT OUT OUT
PC817
10nF 5.6k 10nF 5.6k
5.6k
10nF
Figura 8. Circuitos generadores de pulsos libres de ruido
2.2.3 Alarma
El circuito es básicamente un oscilador astable armado con el LM555 trabajando a una frecuencia de 187Hz, la
salida del oscilador se entrega directamente a un zumbador, el cual emite el sonido que le indicara a la persona que
está atendiendo al paciente que debe realizar una tarea (Fig. 9). El microcontrolador activa esta alarma por medio de
un opto acoplador.
AL MICROCONTROLADOR
5V
820 +V
PC817
555
47k
100nF Gnd Vcc
Trg Dis
Out Thr
Rst Ctl 15k
+
3.9k
BZ1
-
Figura 9. Circuito de la alarma
2.2.4 Pulso para desactivar la alarma
El circuito en si es un push-button con el cual nosotros controlamos un generador de pulsos libres de ruido, y el
pulso del salida de la compuerta es entregado a un pin del microcontrolador y cuando recibe este pulso, el
microcontrolador desactiva automáticamente la alarma. (Malvino 2007)
2.2.5 El LCD
En el LCD se muestran los mensajes de las órdenes que está pidiendo el paciente, así como el mensaje “esperando
orden”; en el caso únicamente del LCD que se encuentra en la etapa de transmisión solo se va a mostrar un asterisco
PRESENTACIÓN EN CD ROM A3 -500 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
y un “OK”, para indicarle al paciente que está siendo procesada su orden y que ya fue transmitida su orden
respectivamente. En el otro LCD se desplegara solo la orden que el paciente haya seleccionado.
2.2.6 Microcontroladores
El microcontrolador que se encuentra en la parte de transmisión es un ATMEGA16, el cual controla tanto el
transmisor, un contador binario y un LCD. Cuando el paciente ya decidió la orden, el microcontrolador manda los
pulsos necesarios al radiotransmisor, y después que terminó de enviar los pulsos al radiotransmisor resetea el
contador binario y vuelve a desplegar el aviso que tiene desde un principio el LCD, el cual es “esperando orden”.
(Fig. 10).
Por otro lado en el micro que se encuentra en la etapa de recepción es un ATMEGA32, el cual recibe los
pulsos provenientes del receptor, y también controla un contador binario, un LCD y la alarma que indica que hay
que cumplir una orden. El código usado fue realizado en C++ para los dos microcontroladores.
DIAGRAMA A BLOQUES DEL RECEPTOR
RECEPTOR INTERFACE
DE RF ÓPTICA
GENERADOR MICRO LCD
DE PULSO SIN CONTRO
RUIDO LADOR RESET
OSCILADOR INTERFACE
ÓPTICA
CONTADOR
PULSO PARA ALARMA
DESACTIVAR
LA ALARMA
Figura 10. Esquema general de la aplicación (LCD, µ, Alarma y Rx)
2.2.7 Funcionamiento completo de la parte receptora (descripción)
Cuando el receptor recibe los pulsos estos son enviados a un opto acoplador con salida transistor el cuál va a
controlar un generador de pulsos sin ruido; estos pulsos van a entrar a un microcontrolador. Cuando llega el
primer pulso al microcontrolador se activa el contador, el tiempo que tarda el contador en llegar a su
cuenta final es el suficiente para recibir cualquiera de las ordenes; ya cuando el receptor entrego todos los pulsos a
microcontrolador y el contador llego a su fin, este le indica al microcontrolador que debe activar la alarma e indicar
por medio del LCD lo que está pidiendo el paciente.
Una vez que la persona que está atendiendo al paciente, desactiva la alarma presionando el push- button, el
LCD despliega el mensaje de inicio que es “esperando orden” y así sigue hasta que reciba otra orden.
3. CONSTRUCCIÓN
En la figura 11 se muestra la parte del sensor IR ya acoplada en un armazón de lentes conectada a la al sistema de
transmisión de RF. Se realizó el montaje en placa de la parte de amplificación, filtrado y comparación de la señal
proveniente del sensor. La forma que se planificó la construcción del proyecto fue dividiendo la problemática en
etapa de sensado, comunicación, programación, transmisión y recepción.
La evaluación de nuestro sistema se hizo al probarlo con distintas personas y ver la fiabilidad del sensado al
parpadear. La sensibilidad mostrada es alta, ya que solo hay que ajustar la posición del sensor para que el pulso se
obtenga sin mayor problema.
PRESENTACIÓN EN CD ROM A3 -501 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Figura 11. Sistema de transmisión ya en placa. Figura 12. Sistema de recepción ya en placa.
También se aprecia el LCD donde el paciente podrá elegir la opción deseada con solo realizar el parpadeo,
además de apreciar la parte transmisora de RF. (Horowitz, 1989)
En la figura 12, se muestra la parte del receptor con la alarma y el LCD. Esta parte tiene el push button para
resetear la alarma. No se muestran las fuentes simétricas empleadas en estas fotos, pero se deben de considerar
dentro del módulo completo del sistema.
4. RESULTADOS EXPERIMENTALES
En las figuras siguientes se muestran las formas de onda que se obtienen cuando se filtra el sensado del parpadeo
con este sistema propuesto. En la figura 13 se tiene la forma generada de la señal por el oscilador y el colector
(circuito mostrado en la figura 2). Mientras que en la figura 16 se aprecia la forma de onda después de pasar por la
etapa amplificadora.
Figura 13. Forma de onda: del oscilador (izq.) y colector Figura 14. Forma de onda: sin guiñar el ojo (izq.) y guiñando el
(der.) ojo (der.)
Figura 15. Forma de onda en la salida del primer Figura 16. Forma de onda en la salida del segundo comparador:
comparador: sin guiñar el ojo (izq.) y guiñando el ojo (der.) sin guiñar el ojo (izq.) y guiñando el ojo (der.)
A continuación, en la figura17 se muestra lo desplegado en el LCD del transmisor y en el LCD del receptor.
PRESENTACIÓN EN CD ROM A3 -502 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
LCD del módulo receptor
LCD del módulo transmisor
Figura 17. LCD del módulo transmisor y LCD del módulo receptor
5. CONCLUSIONES
El estudio y aplicación de la bioelectrónica es amplio en todo el mundo, y en México existe un dinamismo tal que
aún no se compara con un país primer mundista, pero se están dando aportaciones al área desde nuestro país.
El proyecto desarrollado en el presente trabajo es de gran ayuda para la gente parapléjica ya que con este
sistema funcional podrán tener un poco de comunicación con el mundo que las rodea. En el estado actual del
sistema, es posible realizar acciones básicas utilizando el canal de comunicación del sensor de IR con cables hacia el
microcontrolador transmisor; y que lo que se planea es que más de un paciente pueda utilizar el sistema en red y
tener percepción remota del entorno.
Ahora se está trabajando en la etapa de transmisión remota RF con otro dispositivo de RF de mayor velocidad.
Además que se está desarrollando la comunicación inalámbrica entre el sistema de sensado del parpado con la parte
transmisora de RF. También se ha desarrollado una versión nueva de este proyecto en donde la información ya se
despliega en dos monitores de PC usando solo un microcontrolador para el selección y envío de órdenes del
paciente.
6. REFERENCIAS
1. Boylestad R & Nashelsky L. (2004). Electrónica: Teoría de Circuitos. Prentice Hall.
2. Coughlin R. F. & Driscoll F. F. (2005). Amplificadores Operacionales y Circuitos Integrados Lineales. Prentice
Hall.
3. Hojas de Datos de: ATMEGA32.
4. Hojas de Datos de: CD4093.
5. Hojas de Datos de: CNY70.
6. Hojas de Datos de: JHD162A.
7. Hojas de Datos de: LM358.
8. Hojas de Datos de: TM162AD.
9. Hojas de Datos de: TL082.
10. Hojas de Datos de: 74LS393.
11. Horowitz P. and Hill W. (1989). The Art of Electronics. U. K.: Cambridge Univ.
12. Malvino A. P. (2007). Principios de Electrónica. Mc. Graw Hill.
PRESENTACIÓN EN CD ROM A3 -503 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
13. Mead M. L. (1983). Lock-in Amplifiers: Principles and Applications. Stevenage, U. K.: Peregrinus.
PRESENTACIÓN EN CD ROM A3 -504 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
SISTEMA DE SENSORES ULTRASÓNICOS PARA LA DETECCIÓN DE
OBJETOS EN LA NAVEGACIÓN AUTÓNOMA
Rafael Sandoval R.1, J. Heriberto Terrazas A. 2, y Mario I. Chacón Murguía1
1
Division de Estudios de Posgrado e Investigación
Instituto Tecnológico de Chihuahua
Ave. Tecnológico 2909
Chihuahua, Chih., 31310.
rsandoval@itchihuahua.edu.mx
mchacon@itchihuahua.edu.mx
2
Ingeniero de desarrollo y soporte
Syscom S.A. de C.V.
Ave. 20 de Noviembre 805
Chihuahua, Chih., 31000.
jhterrazas@syscom.com
Abstracto: En este trabajo se presenta un sistema de sensores ultrasónicos utilizado para la detección e
identificación de un grupo de objetos que se presentan en ambientes de interiores, tales como paredes y esquinas. El
propósito de la identificación es para su aplicación por un robot móvil navegando de manera autónoma. El arreglo
de sensores en forma semicircular y con traslape en sus zonas de detección es con el fin de reducir la incertidumbre
que genera la pobre direccionalidad de los sensores, además de tener redundancia en las lecturas para corroborar su
valor. La conexión de los sensores con el sistema de adquisición es a través del bus i 2c. La información proveniente
de los sensores es graficada para formar Regiones de Profundidad Constante (RCD) las cuales utilizamos para
determinar la ubicación del objeto detectado por el sensor y reducir la incertidumbre de localización debido a la
dispersión del sonido en el aire.
1. INTRODUCCIÓN
El uso de sensores de presencia y rango para la detección de objetos es primordial para la navegación autónoma de
robots móviles. Entre los sensores más comúnmente utilizados están los ultrasónicos, infrarrojos, de rango laser,
infrarrojos de rango suizos, LADARs, entre otros. Los precios varían drásticamente, pero también así su precisión y
rango. En el mercado se ofrecen sensores ultrasónicos e infrarrojos desde alrededor de veinte dólares, mientras que
los sensores de rango laser y los de rango suizos se ofrecen desde dos mil hasta nueve mil dólares. El tipo de sensor
a usarse en alguna aplicación depende de la precisión y rango que se requiera. Nuestra aplicación, la cual es
navegación en un ambiente de interiores con poco tráfico de personas, no necesita de una resolución muy fina.
Además, el robot móvil que se desea usar es o debe ser de bajo costo. La Figura 1 muestra algunos de los tipos de
sensores que se encuentran en el mercado. De izquierda a derecha, sensor de rango laser de Hokuyo Inc., sensor
suizo de rango infrarrojo de Mesa Imaging AG, sensor ultrasónico tipo Polaroid de SenseComp, y sensores
ultrasónico e infrarrojo de Devantech Ltd.
La selección del tipo de sensor se basó entonces en un costo bajo. Los dos tipos de sensores a considerar fueron
del tipo ultrasónico y del tipo infrarrojo, similares a los mostrados en la Figura 1. Entre las características del
ambiente de interiores donde trabaja el robot existen las puertas de vidrio. Típicamente, el haz de luz infrarrojo
atraviesa el cristal, y la puerta no es detectada, sino solo su marco. Esto puede ser interpretado como una puerta
abierta, con la consecuente colisión del robot. Por otra parte, el haz ultrasónico sufre de una dispersión en el aire,
generalmente en forma cónica. Si un objeto está dentro de dicho cono y tiene una superficie plana que pueda reflejar
las ondas de sonido, entonces el objeto va a ser detectado y se tendría una medición de a que distancia se encuentra
del sensor. Sin embargo, dada la dispersión del sonido, se presenta la incertidumbre del ángulo del objeto respecto
del sensor. Esto se ilustra en la Figura 2.
PRESENTACIÓN EN CD ROM A3 -505 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Figura 1. Diferentes sensores para detección de rango
Arco sónico
Objeto
Eje de medición
del sensor
Distancia
Ángulo de medida
dispersión
Sensor ultrasónico
Figura 2. Incertidumbre de la posición del objeto detectado dentro del cono de medición del sensor
Como se puede observar, ambos sensores presentan desventajas o problemáticas, sin embargo se decidió usar los
sensores de tipo ultrasónico. Cabe aquí mencionar que se está trabajando en forma paralela con sensores infrarrojos
para una futura integración y fusión de la información que aportan ambos tipos de sensores. Para resolver el
problema de la incertidumbre en la posición del objeto se decidió implementar la técnica de barrido descrita en
(Durrant,1992). Donde a través de un barrido horizontal del sensor se obtiene, de manera más aproximada, la
posición del objeto detectado por el sensor. Esta técnica se describe a detalle en la Sección 4. El barrido se puede
realizar con solo un sensor, pero dado que el abanico o cono del haz ultrasónico puede tener una apertura de hasta
80, este barrido puede ser tardado si se desea una buena resolución o precisión. Para resolver este problema se
usaron múltiples sensores en un arreglo semicircular y con los conos de sensado traslapados. Este arreglo, además de
reducir el tiempo de barrido, también presenta una redundancia en las lecturas, la cual usamos para corroborar las
mediciones de rango. La siguiente sección describe la construcción del arreglo de sensores.
2. SELECCIÓN DE LOS SENSORES Y CONSTRUCCIÓN DEL ARREGLO
Se buscaron en el mercado diferentes alternativas para la selección del sensor ultrasónico. Se consideró el usar
directamente el transductor, y construir la electrónica necesaria para su manejo. Esta electrónica tendría que generar
un tren de pulsos ultrasónicos y esperar por el eco recibido para su análisis. En (Barshan, 1990) se describe un
procedimiento para identificar entre paredes, esquinas, y bordes, de acuerdo con la amplitud y extensión de la señal
PRESENTACIÓN EN CD ROM A3 -506 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
de eco recibida. Los resultados que los autores comentan parecen ser robustos para la identificación de los objetos de
interés. Por otra parte, algunos fabricantes ofrecen sensores con la electrónica de procesamiento ya integrada, y con
funcionalidades adicionales que pueden ser aplicadas en un multiprocesamiento . Devantech Ltd. ofrece varios
sensores de rango de este tipo, que van desde 24 hasta 142 dólares. La diferencia principal entre estos sensores es el
abanico de dispersión del haz ultrasónico y el alcance de medición. Cuanto menor es el ángulo de dispersión y
mayor es su alcance, mayor es su precio. Además algunos de ellos tienen bus de comunicación i 2c, lo cual también
aumenta el costo.
Para este trabajo seleccionamos dos tipos sensores, el SRF04 y al SRF02. Su información técnica se puede ver en
(Acroname, 2011). El SRF04 tiene un rango de medición de 3 a 300 cm, y su abanico de dispersión es en su parte
más amplia de aproximadamente 60. Para obtener una lectura de rango, o distancia, hay que aplicar un pulso de
una duración mínima de 10 seg en la entrada de disparo (Trigger) del sensor. Esto hace que el sensor produzca un
tren de 8 pulsos ultrasónicos a 40 KHz. Después de lanzar el tren de pulsos, el sensor pone en alto la salida Eco
(Echo), la cual es puesta de nuevo a cero cuando se recibe un eco de los pulsos enviados. El tiempo que trascurre
entre el envío de los pulsos y el arribo del eco se conoce como tiempo de vuelo (Time Of Flight, TOF). La medición
de distancia entre el sensor y el objeto que produjo el eco se obtiene usando la Ecuación 1.
d
331 0.6t a TOF (1)
2
donde t a es la temperatura ambiente en grados Celsius, TOF es el tiempo, en segundos, que permanece en alto la
salida Eco, y d es la distancia medida en metros. Para generar la señal de disparo y cronometrar la señal de Eco se
implementó un sistema embebido basado en un microcontrolador PIC18F4550 de Microchip. Usando su interfaz
USB, desde una computadora personal se envía un comando de disparo especificando cual sensor se desea leer. El
sistema embebido genera el pulso de disparo correspondiente e inicia el monitoreo de la señal de Eco. Usando sus
Timers/contadores, el PIC cuenta el número de microsegundos que dura el tiempo de vuelo (TOF) de la señal
ultrasónica y envía este dato hacia la computadora personal. Aplicando la Ecuación 1, se calcula la distancia entre el
objeto detectado y el sensor.
La Figura 3 muestra la distribución de los sensores sobre el arreglo o cabezal circular. Como se puede apreciar en la
figura, los sensores fueron acomodados de manera radial, con una separación de 18 entre ellos. Este ángulo de
separación fue elegido arbitrariamente para cubrir con los 6 sensores un abanico de 90. El diámetro del cabezal es
de 26 cm.
Por otra parte, el sensor SRF02 tiene un rango de medición de 15 a 600 cm, y su abanico de dispersión es
aproximadamente de 40. Este sensor tiene comunicación serial estándar (UART) o el bus i 2c. La información de
rango puede ser recibida en microsegundos, pulgadas, o centímetros. Para el manejo de estos sensores se utilizó
también un microcontrolador PIC18F4550 de Microchip. Usando su puerto USB se comunica con una interfaz de
usuario en una computadora personal, y a través del bus i2c se comunica con los sensores SRF02. El sensor SRF02
presenta mayor versatilidad que el SRF04, entre las mejoras más importantes está la capacidad de manejar al sensor
para que solo genere el pulso ultrasónico sin leer el eco, o la capacidad de leer por un eco sin haber generado el
pulso ultrasónico. Esto permite generar un pulso con un solo sensor, y leer el eco por todos los sensores, lo que
agiliza el barrido horizontal. La construcción del cabezal de sensores SRF02 se realizó de manera similar a la del
SRF04. En este caso el diámetro del cabezal es de 20 cm y la separación entre los sensores es de 45 para cubrir un
abanico de 90.
3. CARACTERIZACIÓN DEL SENSOR SRF02
Con la idea de revisar la variación en las lecturas del sensor SRF02 se completó un proceso de caracterización del
sensor. Para ello se realizaron varios experimentos de detección de objetos, los cuales se describen a continuación.
3.1 Obtención de Lecturas con un Objeto a 100cm
PRESENTACIÓN EN CD ROM A3 -507 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
En este experimento colocamos al sensor frente a una pared de tabla roca a una distancia de 100cm. Se configuró al
sensor para que este entregara su lectura en centímetros. Se tomaron 100 muestras de la distancia detectada. La
Figura 4 muestra un histograma con las lecturas obtenidas.
Figura 3. Distribución de los sensores ultrasónicos sobre el arreglo o cabezal circular
Figura 4. Histograma con las 100 lecturas de la distancia detectada, con objeto a $100cm
Del histograma podemos observar que 93 de las lecturas dieron como resultado 100cm, una lectura dio 99cm,
otra lectura dio 101cm, y cinco lecturas dieron 10cm. Dada la forma discreta que el sensor entrega la lectura de
distancia, podemos usar la moda como el valor de la distancia a ser usado. En este caso el 93% de las lecturas dieron
el valor real de 100cm. Para observar la precisión de las lecturas, colocamos el sensor a distancias iguales a los
valores de lectura adyacentes a 100cm, los cuales son 99cm y 101cm.
3.2 Obtención de Lecturas con un Objeto a 99 cm
Con el sensor colocado a 99cm de la pared tomamos de nuevo 100 lecturas de la distancia. La Figura 5a
muestra un histograma con las lecturas obtenidas. En este caso, 91 lecturas dieron el valor real de 99cm, dos
lecturas dieron un valor de 98cm, mientras que siete lecturas dieron un valor de 10cm. Podemos observar de nuevo
que el valor de 99 cm, la moda de las lecturas, tiene un muy alto porcentaje de aparición.
PRESENTACIÓN EN CD ROM A3 -508 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
3.3 Obtención de Lecturas con un Objeto a 101 cm
Con el sensor colocado a 101 cm de la pared tomamos de nuevo 100 lecturas de la distancia. La Figura 5b muestra
un histograma con las lecturas obtenidas. Para este experimento 95 lecturas dieron el valor real de 101cm, mientras
que siete lecturas dieron un valor de 10cm.
a) b)
Figura 5. Histogramas con las 100 lecturas de la distancia detectada, a) objeto a 99cm, b) objeto a 101cm
De nuevo podemos observar que la moda de las lecturas tiene un porcentaje de aparición del 95%, y en este caso no
hay lecturas de los valores adyacentes. Con estas pruebas, aunque no son exhaustivas, nos dan la confianza que la
precisión del sensor es menor a un centímetro. Además, dado el alto porcentaje de aparición de la moda en los
valores entregados, podemos tomar un número reducido de muestras en un mismo punto y tomar como el “valor
verdadero” a la moda de las mediciones. Esta consistencia en las lecturas de las distancias nos dio la confianza de
abrir el ángulo de separación entre los sensores a un valor de 45; dado que solo contábamos con cinco sensores y
así poder cubrir los 180 frente al sensor. Esta separación entre los sensores no genera un traslape en los conos de
medición, por lo que podemos disparar los sensores simultáneamente sin gran ocurrencia de que un sensor reciba el
eco del pulso generado por otro sensor. Esto reduce significativamente el tiempo de barrido del cabezal. Otro
detalle que podemos observar en los tres experimentos previos es la aparición de las lecturas de 10cm. Estas lecturas
son “falsos” que los atribuimos a algún error en el sensor, dado que aparecieron en muchos otros experimentos, y
simplemente eliminamos estas lecturas.
4. REGIONES DE PROFUNDIDAD CONSTANTE (RCD)
Como se comentó en las secciones previas, la precisión del sensor ultrasónico en la medición de la distancia d al
objeto detectado es buena, sin embargo dada la dispersión del haz ultrasónico en el aire, hay una alta incertidumbre
del ángulo del objeto respecto del sensor. Para resolver este problema, en (Durrant, 1992) se describe un
procedimiento de barrido horizontal. Para esto se considera una línea central o eje del sensor, el cual sale de manera
radial respecto del sensor y se extiende hacia el frente de este. Para ubicar los objetos detectados dentro de un mapa
global del área de trabajo se define un marco de referencia o sistema coordenado base (X B,YB) respecto del cual se
definen coordenadas y orientación de los objetos de interés. El cabezal de sensores va montado sobre un robot móvil
el cual da la movilidad a nuestro sensor. Para conocer la posición y orientación del robot se coloca sobre este un
sistema coordenado, orientando el eje XR sobre el eje longitudinal del robot (hacia el frente), y el eje YR sobre el eje
de las ruedas del robot. La posición y orientación del robot respecto del sistema base se da por las coordenadas (x R,
yR), y el ángulo de orientación, R, del eje XR respecto del eje base XB. El cabezal de sensores se coloca sobre el
robot con coordenadas (xC, yC), y ángulo de orientación C del eje XC respecto del eje XR del sistema coordenado
del robot. Para el montaje en particular, las coordenadas del cabezal respecto del robot fueron (x C = 5cm, yC = 0cm).
PRESENTACIÓN EN CD ROM A3 -509 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Como se comentó previamente, los sensores fueron colocados de manera radial sobre el borde del cabezal. El sensor
uno se colocó con coordenadas (0,13cm) respecto del sistema del cabezal. En ese punto se ubicó el sistema
coordenado (XS1, YS1) del sensor uno, la orientación del eje XS1 quedo sobre la línea radial que une la ubicación del
sensor uno con el origen del sistema coordenado del cabezal, y apuntando hacia afuera del cabezal. Así, el eje
central del sensor uno quedó alineado con el eje XS1. El resto de los sensores fueron colocados de manera similar al
sensor uno, asegurándose de que su eje XS apunte de manera radial hacia afuera del cabezal y al frente del sensor.
De esta manera, la posición y orientación del robot respecto del sistema base están denotadas por
B
xR
y (2)
R
R
Para transformar coordenadas p R de un punto p respecto del robot, a coordenadas p B respecto del sistema
base usamos la matriz de transformación de coordenadas TBR
B R
px cos R sen R xR p x
pB p y sen R
cos R y R p y TBR p R (3)
1 0 0 1 1
La matriz de transformación de coordenadas respecto del cabezal de sensores al sistema coordenado del robot
está dada por
cos C sen C xC
TRC sen C cos C yC (4)
0 0 1
La matriz de transformación de coordenadas respecto del sensor k al sistema coordenado del cabezal está dada
por
cos k sen k x Sk
TCSk sen k cos k y Sk (5)
0 0 1
donde k 90, 45, 0, 45, 90 , xSk 13 cos(90 ), 13 cos( 45 ),13 cos(0 ),13 cos 45 ,13 cos 90 , y
y Sk 13sen(90), 13sen(45),13sen(0),13sen 45 ,13sen 90 para los sensores, uno, dos, tres, cuatro, y
cinco, respectivamente. Así, un objeto detectado por el sensor uno a una distancia q, sus coordenadas respecto del
sistema base pueden ser obtenidas usando
qB TBRTRCTCS1qS1 (6)
asumiendo que conocemos la posición y orientación del robot (xR , yR , R ) respecto del sistema base, y la posición
y orientación del cabezal ( xC , yC , C ) respecto del robot.
El barrido horizontal de los sensores se realiza variando el ángulo C del cabezal respecto del robot. En cada
postura se registra la distancia detectada por cada sensor. En caso de no detección se registra una distancia cero. Un
objeto va a ser detectado siempre que una línea radial, saliendo del sensor y dentro del cono de dispersión del
PRESENTACIÓN EN CD ROM A3 -510 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
sonido, incida de manera perpendicular sobre una cara del objeto, tal que se provoque la reflexión del pulso y se
envíe un eco de regreso hacia el sensor. Cuando estas líneas radiales inciden de manera no-perpendicular sobre el
objeto, el sonido se refleja pero no en dirección hacia el sensor, perdiéndose el eco generado en el aire. Dada la
dispersión del pulso ultrasónico, un objeto es detectado dentro de un rango de valores del ángulo de orientación del
eje XSk del sensor k. La distancia detectada en las diferentes orientaciones del sensor es aproximadamente la misma,
esto es de esperarse dado que el eco generado por la cara o superficie del objeto más cercana al robot es el que
regresa primero al sensor. La figura 6 muestra una gráfica de las distancias detectadas contra el ángulo de
orientación del sensor, de una pared de tablaroca. Como se puede apreciar, las distancias son aproximadamente
iguales. Esto genera lo que (Durrant,1992) llama una región de profundidad constante (Region of Constant Depth,
RCD). El objeto empieza a ser detectado cuando el ángulo de orientación de sensor es igual a -25, y deja de ser
detectado cuando el ángulo de orientación es igual a 25. A menos de que el cono de dispersión del pulso ultrasónico
sea asimétrico muy marcadamente, la probabilidad de ubicación del objeto tiene un valor alto en la parte central del
RCD, por tanto, asumimos que la ubicación del objeto es en la parte central del RCD, a una distancia igual a la
menor distancia detectada dentro del RCD. De hecho, en (Durrant, 1992) se asume que el sensor no se desplaza
durante el barrido, sino que solo rota sobre un eje vertical permaneciendo en el mismo lugar. En nuestro caso, al
girar el cabezal el sensor sufre un desplazamiento y describe una trayectoria cóncava visto desde el objeto detectado,
por tanto existe un valor en el ángulo de orientación del sensor para el cual la distancia al objeto es mínima. Si el
objeto detectado es el único objeto en el área de trabajo, este mínimo en la distancia detectada ocurre en la parte
central del RCD. La diferencia máxima, dm , entre las distancias detectadas dentro del RCD está dada por la
siguiente expresión
d m rc (1 cos ) (7)
Donde rc es el radio del cabezal, y es el ángulo de apertura o dispersión del haz ultrasónico en el aire.
Todos los Sensores, objeto 2
50
45
40
35
Distancia al objeto (cm)
30
25
20
15
10
0
-100 -50 0 50 100 150 200
Angulo en grados
Figura 6. Región de Profundidad Constante para un objeto a 45 cm del sensor y un ángulo de 0°
Cuando el objeto a ser detectado es el único objeto dentro del alcance de sensor, el RCD tendrá la forma que se
muestra en la figura 6. Como se puede apreciar, no hay otro RCD presente en la gráfica, y es fácil determinar la
ubicación de objeto. Sin embargo, cuando hay más de un objeto, los RCD pueden traslaparse, como es el caso de
una esquina, donde mientras una pared está siendo detectada por uno o varios sensores, los otros sensores pueden
PRESENTACIÓN EN CD ROM A3 -511 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
empezar a detectar la otra pared que forma la esquina. En un experimento para observar el RCD que se forma en una
esquina colocamos al cabezal cerca de una esquina, realizamos un barrido de 100, y se construyeron los RCD
correspondientes los cuales se muestran en la figura 7. Interpretando los RCD en la figura podemos ver que un RCD
comienza en -45 y termina en +45, y otro RCD comienza en +50 y termina en +130. En el primer RCD el valor
menor es 15cm y corresponde a 0, en el segundo RCD el valor menor es de 28cm y corresponde a 90. De aquí
podemos concluir que un objeto está a 15cm y con un ángulo de 0, mientras que el segundo objeto está a 28cm y
con un ángulo de 90, ambas posiciones respecto del cabezal.
5. COMENTARIOS Y CONCLUSIONES
En otros experimentos colocamos objetos cercanos radialmente pero a diferentes profundidades con el fin de obtener
RCD adyacentes, como el mostrado en la figura 7. La característica observada fue que el RCD correspondiente al
objeto más cercano ocluía al RCD del objeto más lejano. Esto se manifestó con un RCD más amplio con el objeto
cercano, y muy pocas observaciones o un RCD muy angosto para el objeto más lejano.
35
30
25
Distancia al objeto
20
15
10
0
-100 -50 0 50 100 150 200
Angulo en grados
Figura 7. Región de Profundidad Constante una esquina
Uno de los objetivos de este proyecto es identificar los objetos detectados con el cabezal ultrasónico, y como se
mencionó previamente, los objetos de interés son paredes y esquinas. Como pudimos ver con los dos experimentos
presentados, el RCD que se forma cuando el cabezal esta frente a una pared se presenta como un solo grupo de
valores, mientras que el RCD para una esquina está formado por dos regiones separadas por un ángulo de 90. Para
el caso de la esquina, el ángulo de separación de 90 es buen indicio o una buena probabilidad de que se trate de una
pared, sin embargo cualquier otro objeto podría generar un RCD similar al de la pared. Por tanto, se tienen que
realizar más barridos del área para determinar si se trata de una pared. Esta actividad se está considerando como
trabajo a futuro, en la cual se moverá al robot para tener más puntos de observación. Con estos puntos de
observación se puede ir aumentando la confianza en la identificación de los objetos observados.
Se ha presentado un sistema de detección de rango basado en sensores ultrasónicos, el cual reduce el problema
de incertidumbre posicional generado por la dispersión del sonido en el aire, a través de un barrido horizontal. Esta
técnica permite ubicar de manera más precisa a los objetos detectados respecto del robot móvil, o bien a través de
cambios de coordenadas, respecto de un sistema base. La técnica permite la detección de los objetos con un primer
barrido, y con posteriores barridos se puede completar la identificación de los objetos detectados.
PRESENTACIÓN EN CD ROM A3 -512 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
6. REFERENCIAS
1. John J. Leonard and Hugh F. Durrant-Whyte. (1992) Directed Sonar Sensing for Mobile Robot Navigation
(The Springer International Series in Engineering and Computer Science). Kluwer Academic Publishers.
ISBN-10: 9780792392422. Primera edición.
2. Billur Barshan, Roman Kuc. (1990). Differentiating Sonar Reflections from Corners and Planes by
Employing an Intelligent Sensor, IEEE Transactions on Pattern Analysis and Machine Inteligence,Vol.12,
No.6,pp 560-569.
3. Peter Krammer, Herbert Schweinzer, (2006), Localization of Object Edges in Arbitrary Spatial
Positions Based on Ultrasonic Data. IEEE Sensors Journal. Vol. 6, No. 1.
4. N. Achour, R. Toumi, (2001), Building an environment map using a sweeping system based on a single
ultrasonic sensor, Proc. IEEE/ASME Int. Conference on Advanced Intelligent Mechatronics, pp. 1329-
1333.
5. Página Web de la compañía Acroname Inc. (2011), www.acroname.com.
PRESENTACIÓN EN CD ROM A3 -513 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
SISTEMA GENERADOR DE MAPAS PARA NAVEGACIÓN DE ROBOTS
Marcos Fajardo Rendón1, Francisco Herrera Armendia1, Mariano Benítez Benítez2, Carlos Alberto Osorio
Ayala2, Yban López Aguilar3, Alberto Pérez Ignacio 3
1
Departmento de Inteligencia Artificial
2
Departmento de Visión Artificial
3
Departmento de Robótica y Control
Centro de Investigación Universidad San Carlos
Vía Morelos No 182, Col. Nuevo Laredo,
Ecatepec, Estado de México, México, C.P. 55080
MARKTRON@CIUSCNET.COM
drwho@ciuscnet.com
marianobb@ciuscnet.com
caos@ciuscet.com
yla@ciuscnet.com
betopi@ciuscnet.com
Abstracto: Debido a que los robots móviles requieren desplazarse a una zona determinada dentro de un área de
exploración asignada, el presente trabajo brinda una solución mediante el reconocimiento de patrones de iconos
distribuidos en una casa habitación para identificar cuartos mediante la generación de un arreglo que sirve como
mapa permitiendo a estos, realizar exploraciones por un camino conocido.
1. INTRODUCCIÓN
Actualmente existen diversas disciplinas en la robótica que requieren navegar en ambientes, encontrar objetos y
obtener puntos de referencia para la toma de decisiones como el caso de los robots guías, enfermeros y en concursos
como robo-home, donde no solo basta contar con sensores para evitar obstáculos o una cámara Web para reconocer
patrones, si no que se requiere de un sistema que genere mapas mientras este navega en un ambiente nuevo,
permitiendo el posterior reconocimiento automático de un cuarto asignado por un icono.
2. NAVEGACIÓN POR VISIÓN ARTIFICIAL
La navegación robótica es un área de investigación y aplicación muy importante dentro de la inteligencia artificial
en robótica cognitiva, el objetivo principal es generar una técnica compuesta de las mejores características de los
algoritmos existentes de visión en forma conjunta, de modo que permita una evaluación del performance de estos
para lograr una navegación en un ambiente real.
PRESENTACIÓN EN CD ROM A3 -514 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Los mapas son utilizados para representar una zona mediante un plano de forma simple, o para observar las
condiciones del área representada, así mismo dependiendo del tipo de mapa será la cantidad de detalles,
representaciones con las que se contará, e información que contendrá, las coordenadas son aquellos puntos dentro de
un mapa que permiten situar un objeto en un lugar específico del área representada, la descripción la extensión entre
un punto y otro.
Una imagen es una celda compuesta por pixeles, que son los componentes más pequeños de una imagen
digital, cada pixel es un espacio en la memoria de la computadora donde se almacena un número el cual representa
la definición del color y el brillo de una zona de la imagen, pudiéndose definir un único color simultanéate.
Por otro lado el número de pixeles define la cantidad de información que contiene una imagen. Para representar una
imagen RGB se forma una matriz de dimensiones m x n, con elementos de tipo vector, en donde cada vector se
encuentra constituido por 3 componentes los cuales son los canales RGB, cuyos valores se encuentran comprendidos
de 0 a 255 en un intervalo cerrado.
Los sistemas de visión son aquellos que tiene como objetivo capturar imágenes que sirvan en el proceso de un
sistema de visión artificial o simplemente para obtener información visual de los elementos existentes en un
ambiente dado. Los parámetros básicos para el desarrollo de un sistema de visión son el campo de visión,
resolución, profundidad de campo, tamaño del sensor, longitud focal, contraste, función de transferencia modulada y
distorsión.
Los sistemas generadores de mapas tienen por objetivo resolver problemas complejos de navegación, mediante
la generación de modelos geográficos con la ayuda de software y hardware especializado permitiendo la captura,
almacenamiento y manejo de los datos obtenidos.
Un sistema de orientación para la navegación es aquel que genera rutas mediante los elementos proporcionados
inicialmente como son antenas, mapas y satélites que son utilizados como referencias para generar las rutas,
permitiendo llegar a un objetivo.
3. EL SISTEMA GENERADOR
El sistema comienza primeramente con la adquisición de imágenes capturadas por una cámara Web que cuenta con
una resolución de 640 x 400 pixeles, está imagen es enviada al módulo encargado de generar una ruta mediante la
detección de líneas aplicando la transformada de Hough, obteniendo los parámetros que permiten la navegación al
robot.
La transformada de Hough realiza un representación en forma de parámetros respecto a las figuras geométricas
que adquiere el sistema de visión, la cual consiste en una localización estadística donde se realiza un muestreo de
puntos para averiguar su pertenencia o no a una línea, la cual en este caso indicará al sistema que es una puerta o
entrada a otro cuarto, generando una imagen binaria MxN, donde Pd y θd son los vectores que contienen los valores
discretos del espacio paramétrico dados por (P,θ) donde P pertenece a (0, (M2 +N2) 1/2 y θ perteneciente a (0,180),
para Matlab el bloque Hough lines se encuentra dado por las coordenadas cartesianas de las líneas descritas por el
número de elementos de P, determinados por R, así como Rho y θ por los pares Theta. Las entradas del bloque
Hough lines son los valores Theta, Rho las líneas y una imagen de referencia, por lo que el bloque despliega filas
basadas en posiciones de columnas de las intersecciones entre las líneas y dos correspondientes a las líneas más
amplias de la imagen de referencia, las líneas amplias son las amplitudes de izquierda y derecha, mientras que la
amplitud superior e inferior son de la imagen de referencia pudiendo describir a un segmento de recta.
PRESENTACIÓN EN CD ROM A3 -515 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Para los marcos de la puerta se engloba un conjunto de líneas mediante la notación paramétrica de longitud
desde el origen hasta la línea y su θ es el ángulo P respecto a x. El margen superior de la puerta es un punto (p1,θ1)
en el espacio paramétrico (P, θ). El bloque Hough Transform encuentra líneas en una imagen y el bloque mapea
puntos en la imagen cartesiana a curvas en parámetros del bloque Hough, donde Theta son las columnas y Rho las
filas mediante la ecuación (1)
(1)
El bloque despliega los parámetros de espacio de una matriz que cuenta con filas y columnas correspondientes
a los valores Rho y Theta respectivamente. Los valores obtenidos en esta matriz representan las líneas potenciales de
la imagen de entrada. Los valores Theta se encuentran entre -pi/2 radianes hasta pi/2 radianes con un espacio
determinado por el parámetro de resolución θ.
Paralelamente la misma imagen es procesada por el módulo de reconocimiento de patrones, donde utilizando
etiquetas previamente aprendidas buscará imágenes de los cuartos almacenados que coincidan con las adquiridas,
estos dos bloques darán como resultado la dirección y el nombre de las etiquetas localizadas que devolverán
respectivamente movimiento y ubicación de la etiqueta, misma que al formar un arreglo de pila, permite generar el
mapa.
La matriz resultante de las líneas potenciales es sometida a un filtro denominado 2-D FIR, el cual selecciona
datos de la matriz usando coeficientes de filtro que permiten obtener un selector pasabajas rotacionalmente simétrico
de un tamaño determinado por el hsize que obtiene líneas con mejor calidad y definición. Dentro de la matriz
filtrada se introduce la función findmaxima, que devuelve la línea más fuerte contenida en la matriz mediante la
instrucción function y = findMaxima(u)% que encuentra el primer máximo local mediante [h, w] = size(u); %,
obteniendo las dimensiones de la matriz y una matriz de ceros con las dimensiones largo y ancho (h,w) convertidas a
formato single.
La matrices binarias obtenidas en las funciones FindValidPixels y FindMaxima son multiplicadas con el
bloque product para obtener una sola línea con sus pixeles.
Con el bloque Maximum se identifica el valor y posición del elemento más largo en cada fila o columna de la
entrada, a lo largo de los vectores de una dimensión especifica de la entrada, o de la entrada entera. El sistema traza
el valor máximo en una secuencia de entradas sobre un periodo de tiempo obteniendo el índice y el valor del
elemento máximo de la matriz entrante, por lo que si el valor del elemento máximo es mayor al valor umbral de 4, el
cual contiene la constante, entonces devuelve un 1, o un 0 en caso contrario.
La posición columna del valor máximo es seleccionada y comparada con los índices Theta devueltos por la
transformada de Hough, generando el valor de Theta para la línea a trazar, por otro lado la posición columna del
valor máximo es seleccionada y comparada con los índices del valor Rho devuelto, generando el valor Rho de la
línea a trazar mediante el uso de los bloques selectores. De la imagen binaria se recupera su parámetro Width que es
el ancho, mediante el bloque probe signal dimensions, posteriormente se aplica el bloque selector, el cual trabaja
cuando el bloque for iterador se encuentra en 1, activando el subsistema “derecha” ejecutado mediante los
parámetros obtenidos del ancho de la imagen y los valore devueltos por el subsistema de detección Theta y Rho.
El sistema envía el resultado al bloque de proceso de exploración formado por varios módulos de escritura de
archivos que terminan generando un archivo de texto que escribe la ruta, como se muestra en la figura 1.
PRESENTACIÓN EN CD ROM A3 -516 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Web-Cam
Imagen
Localizar
Generar ruta
patrones
Archivos .txt
Movimiento
Proceso de
exploración
Etiqueta
Figura 1. Diagrama de Bloques General del Sistema
El subsistema de reconocimiento y etiquetado realiza la detección de matrices de 12 x 12 pixeles potenciales,
los cuales pueden ser comparados con matrices de patrones de iconos conocidos previamente, estos pueden ser
reconocidos como etiquetas válidas, por lo que si la etiqueta es un icono que cuenta con los parámetros de longitud
de área de 12 por 12 pixeles y usa un fondo color rojo en los símbolos a reconocer de este, entonces se detectará una
ubicación dentro de la casa habitación que se escribirá en el archivo de texto.
El subsistema generador de mapas de zonas previamente recorridas funciona para cualquier lenguaje de
programación externo a Matlab que permita leer la adquisición de las cadenas de los nombres de etiquetas
reconocidas de un archivo con extensión txt, si el robot móvil a implementar el sistema de navegación cuenta con las
funciones básicas como son retroceder, avanzar, girar a la derecha, girar a la izquierda y una cámara WEB conectada
vía USB a una computadora capaz de ejecutar Matlab, entonces este será un candidato para hacer uso del sistema
generador de mapas, como se muestra en el diagrama de flujo de la figura 2.
La adquisición de imágenes comienza reconociendo primeramente si hay un dispositivo de cámara asignado
según la asignación de APIS de Windows, en caso de encontrarse se captura un frame y es convertido al formato
adecuado.
El algoritmo de aprendizaje inicia con el símbolo y número de etiquetas que se hayan leído en la navegación
inicial, se carga la variable de numero de etiquetas con un arreglo tal que N=1, donde Etiqueta[N] es igual a la
cadena símbolo + color rojo+ dimensiones 90x90 + formato PNG. Si N es igual al número de etiquetas, el archivo
Archivo.mat será igual a etiquetas [N] y quedará como Etiquetas [N], sino se mantendrá leyendo Etiqueta[N].
El proceso y condiciones para que la imagen obtenga patrones de referencia y ubique una ruta de navegación
para un robot móvil comienza con la imagen ya capturada la cual iguala la variable imagen a la función
segmentar(imagen), para los lados como Derecho al ancho de la imagen entre 2, e Izquierdo a pixeles indicando 1 al
pixel de inicio derecho, mientras que para las líneas divisoras se marcan respectivamente como Línea
der=transformada de Hough (derecho) y Línea izquierda= transformada Hough (izquierdo). Realizado se procede a
generar un ángulo de cruce entre ambas líneas, en caso de que se forme un ángulo se genera una dirección de acceso
que es la ruta y el ángulo de la línea a seguir, en caso contrario un mensaje.
PRESENTACIÓN EN CD ROM A3 -517 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
En la figura 3 se muestra el diagrama de flujo del proceso de exploración que puede realizar un robot para
manejar los datos adquiridos en los procesos ruta y reconocimiento de patrones que generan el mapa del interior de
una casa habitación descritos anteriormente.
Inicio
Obtener imagen
No
Existe imagen?
Si
Reconocimiento
Generar ruta
de patrones
Angulo de la Nombre de la
flecha de etiqueta
dirección
Proceso
exploración
Movimiento=movimiento
Posición=nombre de la
etiqueta
No Posición=posición
Si
Posición y
movimiento
Fin
Figura 2. Diagrama de Flujo General del Sistema
Una vez procesado el módulo anterior se calcula el arreglo formado por las variables ángulo, mensaje y
nombre de la etiqueta, cargando los comandos de movimiento estándar de un robot Avanzar, Retroceder, Derecha,
Izquierda y Ubicación, si por alguna razón no se ha generado un nombre a la etiqueta, el sistema revisa si existe un
ángulo, en caso de no encontrarse, asignará una ubicación igual a Derecha por defalut, cuando esto exista el sistema
realizará una serie de comparaciones asignando los ángulos comprendidos entre 45 y 135 grados para Avanzar, de -
45 a 44 para vuelta a la Derecha, de 136 a 225 para vuelta a la Izquierda y de 226 a 270 para Retroceder.
Por otro lado si la etiqueta ha sido satisfactoriamente nombrada, se asigna a la variable Ubicación el valor de
Avanzar, en caso contrario a la variable Nombre se asignará al valor del nombre de la etiqueta.
PRESENTACIÓN EN CD ROM A3 -518 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
4. DESARROLLO DEL SISTEMA
La programación del sistema se encuentra dividida en el subsistema de adquisición de datos, aprendizaje,
reconocimiento de patrones, ruta y generación de mapa o de exploración.
El subsistema de adquisición de datos obtiene imágenes con formato RGB y YCbCr a ser procesado en los
subsistemas de reconocimiento de patrones, ruta y generación de mapa, la obtención de datos en los formatos
indicados se logra configurando los bloques utilizados en el subsistema del software Simulink. El bloque From
Video Device es utilizado en el subsistema adquisición de datos para configurar el dispositivo de video que se
utilizará asignando los valores de los campos de adquisición de imágenes, el campo device contiene el nombre del
dispositivo de adquisición USB winvideo, el formato de video es colocado a 320 x 240 pixeles que son las
dimensiones que fueron asignadas para la adquisición de imágenes, el campo modo de puertos es elegido para las
señales de color separadas con un tipo de datos single. Los parámetros elegidos devolverán una salida de tres canales
de datos YCbCr.
El subsistema ruta requiere de una imagen con formato RGB para iniciar su algoritmo, el bloque matrix
concatenante crea una sola señal de las tres entradas de datos, devolviendo en un solo puerto la señal. El bloque de
conversión de espacios de color permite el paso de la unidad de color YCbCr a RGB, asignando los valores en el
campo conversión YcbCr-RGB para obtener una imagen con un espacio de color que sirve para el subsistema ruta.
Para el prototipo del robot móvil se diseñaron imágenes de 90x90 pixeles con fondo rojo, el símbolo de color
blanco con la forma que representa un cuarto de la casa, y fueron guardadas con extensión PNG.
Inicio
Imagen
Imagen=segmentar(imagen)
Derecho=ancho
de la imagen/2
Linea der=transformada
hough(derecho)
Izquierdo=pixeles1 al
pixel inicio derecho
Linea izq=transformada
hough(izquierdo)
Se genera un angulo de
cruze entre ambas lineas
Hay angulo? mensaje
Se genera una dirección
de acceso(ruta)
Angulo de la
linea a seguir
Fin
Figura 3. Diagrama de Flujo del Proceso Exploración
PRESENTACIÓN EN CD ROM A3 -519 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
La función .m permite generar un archivo .mat y crea dos conjuntos de plantillas para después utilizarlas en el
subsistema de reconocimiento de patrones dentro de una casa habitación. La detección de etiquetas es realizada al
reconocer los pixeles indicando rojos con un valor de 1, blancos -1 y los fuera del rango de señal con 0.
El subsistema de reconocimiento de patrones devuelve parámetros en etiquetas encontrados por el proceso de
navegación dentro de una casa habitación, este subsistema se encuentra dividido en cuatro tareas: entrada de video,
detección, trazado y reconocimiento, este bloque de entrada de video utiliza tres sub-bloques del tipo image data
type conversion que convierten la imagen a single, especificando en el parámetro tipo de datos de salida de su caja
de diálogo, el valor single, un bloque color space conversión para convertir la imagen a un espacio de color RGB
modificando su parámetro conversión a RGB, así como un bloque Matrix concatenate para la concatenación de los
tres canales y devolución de una sola señal a la que se le aplicará un bloque image data type conversión para colocar
el tipo single.
El sub-bloque detección, se encarga de localizar etiquetas potenciales en una secuencia de imágenes en tiempo
real, teniendo como parámetro el valor single del canal valor rojo en una imagen y devolviendo la etiqueta del objeto
potencial con su caja límite, la función Matlab detection encuentra los blancos que son fuertemente similares a
cualquiera de las etiquetas, paralelamente la similitud es calculada por la correlación de entrada T:etiquetas, donde
el tamaño viene dado por la multiplicación de las variables M,N,K, donde M y N son el número de filas y columnas
respectivamente en cada etiqueta, y K es el número de etiquetas.
El Sub-bloque encontrar se encarga de localizar blancos que hayan sido identificados en más de un frame
utilizando la comparación de áreas en un cuadro anterior y una a la actual, devolviendo el valor de la caja límite y
activándose si el blanco se sobrepone, la función iguala o compara los blancos encontrados en el cuadro de video en
ejecución con los encontrados en el cuadro anterior. Los blancos en dos cuadros de video se asemejan cuando sus
cajas límites se sobreponen.
El Sub-bloque reconocer utiliza parámetros extraídos de etiquetas_casa.mat como etiquetas para
reconocimientos, ids y nombres, así mismo utiliza el parámetro encontrado en el bloque anterior como Y, label,
Bbox o enable, todos son introducidos en la función de Matlab para reconocer las etiquetas propuestas y la medida
de similitud es calculada mediante la correlación.
El subsistema de ruta aplica algoritmos como transformada de Hough que encuentra líneas en una y ángulo
para la navegación en una imagen dada, el bloque se encuentra sub-dividido en sub-bloques como segmentación,
detección de línea, trazar línea, margen de la línea y mostrar la línea, enviados al sub-bloque detección de línea
encargado de detectar las líneas más fuertes de la imagen y manejarlas como referencia del camino a seguir del
robot, mismas que son enviadas al subsistema trazar línea, donde los valores línea y valor enable entran al
subsistema Lynne tracking, donde se crean las líneas derecha e izquierda que se integrarán en una sola línea y serán
utilizadas como referencias para la navegación.
5. EL ROBOT MÓVIL
Para comprobar el correcto funcionamiento del sistema se construyó un pequeño robot móvil controlado por
computadora formado por un sistema de control USB HID mediante un microcontrolador PIC 18F2550, una cámara
Web y una etapa de potencia, mismo que fue colocado en una maqueta prototipo de casa habitación, a la que se le
incorporaron etiquetas en las puertas para poder localizar la zona de la casa en la que se encontrara el robot. El
diagrama electrónico del robot se muestra en la figura 4 formado por el PIC y un puente H.
PRESENTACIÓN EN CD ROM A3 -520 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
El robot fue controlado por todas las habitaciones mientras el sistema generador de mapas del interior de una
casa habitación reconocía cada cuarto y generaba un archivo de texto que sirve como mapa para la navegación.
Se han realizado navegaciones basadas en el aprendizaje e inclusive se ha programado una interfaz de
aplicación y experimentación en Visual Basic que manipula al robot leyendo el archivo de texto generado en la
primera navegación para la toma de decisiones, permitiéndole llegar a un objetivo indicado en la maqueta al tener
las aplicaciones de ruta y reconocimiento en Matlab, como se muestra en la figura 5.
Figura 4. Diagrama Electrónico del Sistema del Robot Móvil USB
El tiempo promedio de reconocimiento de iconos de habitaciones fue de 3 segundos en una iluminación
constante con papel mate. El sistema tiene un margen de error cuando se utilizan colores fuera del rango de un 8%, y
se sugiere realizar el reconocimiento cuando el robot se encuentra completamente en estado de reposo para obtener
una mayor precisión, por lo que se sugiere un sistema de amortiguamiento para la cámara o un control difuso en las
implementaciones que realice el usuario. El tiempo promedio de reconocimiento de iconos de habitaciones fue de 3
segundos en una iluminación constante con papel mate.
PRESENTACIÓN EN CD ROM A3 -521 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Figura 5. Experimento del Sistema del Robot Móvil. Se muestra la cámara y el arreglo de pila, paralelamente se
observa el archivo posición.txt que almacena todas las etiquetas reconocidas obteniendo el mapa del interior de una
casa habitación, el archivo movimiento.txt que contiene los ángulos para obtener el movimiento en un robot, la
ventana de Matlab de reconocimiento de etiquetas que han sido reconocidas como válidas y la ventana ruta de
Matlab donde aparece una imagen con forma de flecha color rojo, que muestra la ruta para la navegación, basada en
el ángulo obtenido de la intersección de 2 líneas ubicadas con la transformada de Hough
6. CONCLUSIONES Y TRABAJOS FUTUROS DE INVESTIGACIÓN
Al utilizar un algoritmo de adquisición de parámetros de navegación conformado por los subprocesos de
segmentación de datos, detección de líneas aplicando la transformada de Hough y trazado de líneas, este permitió
programar el subsistema encargado de la delimitación de área de adquisición de datos.
Aplicando un algoritmo basado en la detección de matrices de 9 x 9 pixeles potenciales, las cuales puedan ser
comparadas con matrices de patrones de iconos conocidas previamente, estas pueden ser reconocidas por el
subsistema de reconocimiento y etiquetado de los mismos.
El algoritmo basado en la adquisición de cadenas de los nombres de etiquetas reconocidas escritas en un
archivo txt, permitió la programación de un subsistema generador de mapas de zonas previamente recorridas para
cualquier lenguaje de programación externo a MATLAB que permita leer este arreglo.
Se logró adaptar el sistema generador de mapas del interior de una casa habitación a un robot móvil controlado
por computadora mediante una interfaz USB-HID con un microcontrolador PIC 18F4550 a un host programado en
Visual Basic que lee el archivo txt generado por una navegación previa en una maqueta de casa habitación, logrando
un control del área a explorar, ubicación, dinámica de búsqueda y un ambiente gráfico para el usuario.
PRESENTACIÓN EN CD ROM A3 -522 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
4º Congreso Internacional de Investigación Nuevo Casas Grandes, Chih. México
27, 28 y 29 de Septiembre de 2011
Actualmente se trabaja en un robot para la competencia Robot Home basado en el presente trabajo que
incorporará una red neuronal que evalúe tanto los pesos de visión artificial mediante el sistema generador de mapas
como de los sensores para realizar toma de decisiones en su navegación.
PRESENTACIÓN EN CD ROM A3 -523 CIPITECH 2011
ISBN 978 – 1 – 4276 – 4803 – 7
También podría gustarte
- NCH 411-10 - Final Del INN1Documento67 páginasNCH 411-10 - Final Del INN1Joaquín Vidal75% (8)
- Practica 2 de Lab. MecanismosDocumento3 páginasPractica 2 de Lab. Mecanismosjesus matus carmonaAún no hay calificaciones
- Control automático aplicado: Prácticas de laboratorio 2da. EdiciónDe EverandControl automático aplicado: Prácticas de laboratorio 2da. EdiciónCalificación: 3.5 de 5 estrellas3.5/5 (5)
- Contabilidad de EstadoDocumento27 páginasContabilidad de EstadoPablo MolinaAún no hay calificaciones
- Estado Del Arte Síntesis de MecanismosDocumento12 páginasEstado Del Arte Síntesis de MecanismosDavid CuellarAún no hay calificaciones
- Metodo PLUDocumento8 páginasMetodo PLUCristina HerzAún no hay calificaciones
- Libros y Monografías: NovedadesDocumento5 páginasLibros y Monografías: NovedadesAlex OkAún no hay calificaciones
- Programacion Genetica para El Diseno de CircuitosDocumento7 páginasProgramacion Genetica para El Diseno de CircuitosAsael aguilarAún no hay calificaciones
- 15-Equipo Didáctico para Control y Monitoreo de TemperaturaDocumento11 páginas15-Equipo Didáctico para Control y Monitoreo de Temperaturaorlando moraAún no hay calificaciones
- Tesis de RoboDocumento244 páginasTesis de RoboYerco GonzalesAún no hay calificaciones
- PASO 2 Control DigitalDocumento16 páginasPASO 2 Control DigitalWilfredoVargasCely50% (2)
- Articulo Sobre EstructurasDocumento7 páginasArticulo Sobre EstructurasJean Pierre Garcia PillacaAún no hay calificaciones
- Control Predictivo-Iterativo Basado en Modelo y APDocumento13 páginasControl Predictivo-Iterativo Basado en Modelo y APDaniel Felipe Urdinila PatiñoAún no hay calificaciones
- Guia 3 Diseño de Sistemas de ControlDocumento16 páginasGuia 3 Diseño de Sistemas de Controlluz gilAún no hay calificaciones
- MemoriaDocumento191 páginasMemoriaJuan Roberto AlvaradoAún no hay calificaciones
- Análisis Del Comportamiento de Robots Móviles Autónomos en Base Redes Neuronales Artificiales. Un Enfoque Desde El Paradigma ReactivoDocumento8 páginasAnálisis Del Comportamiento de Robots Móviles Autónomos en Base Redes Neuronales Artificiales. Un Enfoque Desde El Paradigma ReactivoRICHARD ARIEL PINONESAún no hay calificaciones
- Metodos Numericos y Simulacion AplicadosDocumento18 páginasMetodos Numericos y Simulacion AplicadosCesar E ChiclayoAún no hay calificaciones
- Programacion Genetica para El Diseño de Circuitos LogicosDocumento6 páginasProgramacion Genetica para El Diseño de Circuitos LogicosPaty ZenAún no hay calificaciones
- ANALISIS SISTEMAS ELECTRICOS POTENCIA Con ALGORITMOS PDFDocumento194 páginasANALISIS SISTEMAS ELECTRICOS POTENCIA Con ALGORITMOS PDFjacintoAún no hay calificaciones
- Ejemplo Diseño ParametricoDocumento10 páginasEjemplo Diseño ParametricoFisible StateAún no hay calificaciones
- Tesis Mauro 2006Documento245 páginasTesis Mauro 2006Cristian Andre Lincoñir LilloAún no hay calificaciones
- VeroDocumento8 páginasVeroAnonymous GAThr6vAún no hay calificaciones
- Sistema de Control Moderno PDFDocumento18 páginasSistema de Control Moderno PDFMiguel GilAún no hay calificaciones
- Bobinas de Papel A Papel HigienicoDocumento107 páginasBobinas de Papel A Papel HigienicoMiguel Alvarado Tarazona100% (1)
- Tesis Brazo RoboticoDocumento27 páginasTesis Brazo RoboticoMauricio Avila Salgado50% (2)
- 73 Informe Final Lisbeth Lora NovoaDocumento12 páginas73 Informe Final Lisbeth Lora NovoamilexAún no hay calificaciones
- Alayo GJDocumento86 páginasAlayo GJDaniel F Paredes ManriqueAún no hay calificaciones
- Sistema de Control Predictivo y CascadaDocumento32 páginasSistema de Control Predictivo y CascadaGeraldine Burgos GonzalesAún no hay calificaciones
- Control Y Automatización de Un Secador Experimental de Granos en Lecho Fluidizado PulsanteDocumento16 páginasControl Y Automatización de Un Secador Experimental de Granos en Lecho Fluidizado PulsanteSusi PootAún no hay calificaciones
- Multinevel CeldaDocumento12 páginasMultinevel CeldaOAún no hay calificaciones
- Resumen para La Presentación de Trabajos de Titulación de PregradoDocumento6 páginasResumen para La Presentación de Trabajos de Titulación de PregradoAlexita LopezAún no hay calificaciones
- Control de Un Sistema de Bombeo y Cloración de AguaDocumento108 páginasControl de Un Sistema de Bombeo y Cloración de AguaCarlos CubasAún no hay calificaciones
- Modelado de Una Celda de Manufactura Integrada Por ComputadoraDocumento9 páginasModelado de Una Celda de Manufactura Integrada Por ComputadoraMejía Ramírez FernandoAún no hay calificaciones
- Electrónica Industrial AvanzadaDocumento15 páginasElectrónica Industrial AvanzadaChilo Enrique AntAún no hay calificaciones
- Tarea 1 Jefferson VasquezDocumento7 páginasTarea 1 Jefferson VasquezsebastianAún no hay calificaciones
- Proyecto de Distribucion de Plantas Final.Documento25 páginasProyecto de Distribucion de Plantas Final.Karen Leguizamo GutierrezAún no hay calificaciones
- Teoria de Control Electronico 2Documento11 páginasTeoria de Control Electronico 2Juan Pablo García Flores100% (1)
- Colonia de Hormigas Sistemas y Aplicaciones PDFDocumento0 páginasColonia de Hormigas Sistemas y Aplicaciones PDFivanhp50Aún no hay calificaciones
- Lab Control Analogico IIDocumento4 páginasLab Control Analogico II2019967jAún no hay calificaciones
- Tesis para El Informe RtacDocumento51 páginasTesis para El Informe RtacGabriela CalzadillaAún no hay calificaciones
- Actividad 1 Diseño y Simulación de Sistemas DinámicosDocumento8 páginasActividad 1 Diseño y Simulación de Sistemas Dinámicosangel0olapAún no hay calificaciones
- Act9 Snsa EdsDocumento5 páginasAct9 Snsa EdsShecidd AlmendarizAún no hay calificaciones
- Practica I Controles 2Documento12 páginasPractica I Controles 2Ricardo TorresAún no hay calificaciones
- Memorias V Encuentro de Semilleros PDFDocumento456 páginasMemorias V Encuentro de Semilleros PDFBelliard IkhanaAún no hay calificaciones
- Tesis - Gutarra Castillo Peter Saúl PDFDocumento119 páginasTesis - Gutarra Castillo Peter Saúl PDFintegralIIIAún no hay calificaciones
- Proyecto de Fisisca Transportador ClasificadorDocumento10 páginasProyecto de Fisisca Transportador ClasificadorHenry James Mendoza ZepedaAún no hay calificaciones
- Tesis PDFDocumento242 páginasTesis PDFEdison CajasAún no hay calificaciones
- Sistemas de ControlDocumento11 páginasSistemas de ControlArturoAún no hay calificaciones
- Examen Simulacro de Ingenieria de ProcesosDocumento6 páginasExamen Simulacro de Ingenieria de ProcesosJosue Raul Ramirez PaulinoAún no hay calificaciones
- BoltzmanDocumento168 páginasBoltzmanC Karlos Adrianov ValentinAún no hay calificaciones
- ARTÍCULODocumento2 páginasARTÍCULOLuis Fernando Sanchez PerezAún no hay calificaciones
- Modelación y Simulación de Operaciones y ProcesosDocumento15 páginasModelación y Simulación de Operaciones y ProcesosOSCAR AGUSTIN ARCIA BAEZA100% (2)
- 11Documento99 páginas11Edgar JuarezAún no hay calificaciones
- Ojsadmin,+265 276 14356 65150 1 PBDocumento12 páginasOjsadmin,+265 276 14356 65150 1 PBAru DNAAún no hay calificaciones
- Modelado y simulación de redes. Aplicación de QoS con opnet modelerDe EverandModelado y simulación de redes. Aplicación de QoS con opnet modelerAún no hay calificaciones
- Modal identification using smart mobile sensing unitsDe EverandModal identification using smart mobile sensing unitsAún no hay calificaciones
- Métodos numéricos aplicados a la ingeniería: Casos de estudio en ingeniería de procesos usando MATLAB®De EverandMétodos numéricos aplicados a la ingeniería: Casos de estudio en ingeniería de procesos usando MATLAB®Aún no hay calificaciones
- Sistemas de control en tiempo continuo y discretoDe EverandSistemas de control en tiempo continuo y discretoCalificación: 4 de 5 estrellas4/5 (2)
- Instrumentación electrónica aplicada: Prácticas de laboratorioDe EverandInstrumentación electrónica aplicada: Prácticas de laboratorioCalificación: 3.5 de 5 estrellas3.5/5 (7)
- Mecatrónica: modelado, simulación y control de sistemas físicosDe EverandMecatrónica: modelado, simulación y control de sistemas físicosAún no hay calificaciones
- Monitoreo y análisis estadístico de procesos con aplicacionesDe EverandMonitoreo y análisis estadístico de procesos con aplicacionesCalificación: 4 de 5 estrellas4/5 (1)
- Administración de redes LAN. Ejercicios prácticos con GNS3De EverandAdministración de redes LAN. Ejercicios prácticos con GNS3Aún no hay calificaciones
- Descomposición LU Con Pivoteo Parcial Aplicado A La Solución de Una Matriz de 3x3Documento4 páginasDescomposición LU Con Pivoteo Parcial Aplicado A La Solución de Una Matriz de 3x3Cristina HerzAún no hay calificaciones
- Cap2 Corregidob-040211Documento44 páginasCap2 Corregidob-040211jajajajpoerpewoAún no hay calificaciones
- Tema 1 Problemas v4Documento10 páginasTema 1 Problemas v4Cristina HerzAún no hay calificaciones
- Area 3Documento197 páginasArea 3Cristina HerzAún no hay calificaciones
- DDS - Silabo - IIC - Infraestructuras, Plataformas y Servicios de Tecnologías de La Información - 2022-IDocumento6 páginasDDS - Silabo - IIC - Infraestructuras, Plataformas y Servicios de Tecnologías de La Información - 2022-IRael Angel Mostacero MendozaAún no hay calificaciones
- Tesyst para TDFDocumento408 páginasTesyst para TDFDenis Beteta PachecoAún no hay calificaciones
- Licencias GPLDocumento3 páginasLicencias GPLLuis Villegas LopezAún no hay calificaciones
- Glosario de Terminos Cultura DigitalDocumento2 páginasGlosario de Terminos Cultura Digitalseresc13Aún no hay calificaciones
- Incomedia Website x5 v10 by CeltaDocumento2 páginasIncomedia Website x5 v10 by CeltamipedazodepaginaAún no hay calificaciones
- De UX Online 1567450835 PDFDocumento6 páginasDe UX Online 1567450835 PDFAndres VargasAún no hay calificaciones
- 23 Patrones de Diseño ResumenDocumento50 páginas23 Patrones de Diseño ResumenBelén MolinsAún no hay calificaciones
- PrintfDocumento6 páginasPrintf搂大卫Aún no hay calificaciones
- Como Se Instala Office 2010 Paso A PasoDocumento4 páginasComo Se Instala Office 2010 Paso A PasoAlma SilvaAún no hay calificaciones
- JF 4 2 Practice EspDocumento4 páginasJF 4 2 Practice EspOscar ZabaletaAún no hay calificaciones
- Guía para El Desarrollo Del Componente Práctico - Laboratorio SimuladoDocumento24 páginasGuía para El Desarrollo Del Componente Práctico - Laboratorio SimuladoTatiana MorenoAún no hay calificaciones
- Diseño FisicoDocumento14 páginasDiseño FisicoluisAún no hay calificaciones
- ¿Qué Es Spring BootDocumento8 páginas¿Qué Es Spring BootOmar Espinoza Manrique de LaraAún no hay calificaciones
- Primer Día de Clases PFADocumento48 páginasPrimer Día de Clases PFAmiriam peña carreraAún no hay calificaciones
- Reticula ISC FEB 2021Documento1 páginaReticula ISC FEB 2021JUAN MANUEL DURAN SANCHEZAún no hay calificaciones
- Qex-Manual de UsuarioDocumento52 páginasQex-Manual de UsuarioCarlos Miguel Rincon JaramilloAún no hay calificaciones
- Mapa MentalDocumento1 páginaMapa MentalJuan Camilo Espinel GuzmanAún no hay calificaciones
- OPENCVDocumento2 páginasOPENCVJuan Carlos Romero Chalco100% (1)
- Re Clu Tami EnteDocumento35 páginasRe Clu Tami EnteVERONICA ALEJANDRA DOMINGUEZ ULLOAAún no hay calificaciones
- Instrucciones de Instalación - CivilADS Pro PDFDocumento1 páginaInstrucciones de Instalación - CivilADS Pro PDFChristianRaùlLeònArzapaloAún no hay calificaciones
- InteliGen 200 1 5 0 Global Guide 1Documento110 páginasInteliGen 200 1 5 0 Global Guide 1jesus Martinez100% (2)
- Campeones de InnovacionlibroDocumento49 páginasCampeones de InnovacionlibroÚrsula RuizAún no hay calificaciones
- IRC00 v1.02cvDocumento3 páginasIRC00 v1.02cvKaterine Roxana Chavez EspinozaAún no hay calificaciones
- Control Interno 1Documento15 páginasControl Interno 1Daniel FlamencoAún no hay calificaciones
- Introducción y Aplicaciones de La Computación GraficaDocumento7 páginasIntroducción y Aplicaciones de La Computación GraficaBrody JhonsAún no hay calificaciones
- Arquitectura Física Del SistemaDocumento4 páginasArquitectura Física Del SistemaBlaser BrownAún no hay calificaciones
- Como Usar MIPONYDocumento21 páginasComo Usar MIPONYRafa BelliniAún no hay calificaciones
- ExposicionDocumento19 páginasExposiciondiego garciaAún no hay calificaciones