0% encontró este documento útil (0 votos)
180 vistas5 páginasProcesos para Ensamble de Materiales
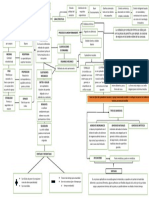
Este documento describe diferentes métodos de unión y ensamble, incluyendo uniones adhesivas, ensamble mecánico con tornillos y pernos, remaches, ajustes por interferencia, y diseño para facilitar el ensamble. Cubre temas como tipos de adhesivos, métodos de aplicación, y consideraciones de diseño para simplificar el ensamble manual y automatizado.
Cargado por
Salva RODerechos de autor
© © All Rights Reserved
Nos tomamos en serio los derechos de los contenidos. Si sospechas que se trata de tu contenido, reclámalo aquí.
Formatos disponibles
Descarga como DOCX, PDF, TXT o lee en línea desde Scribd
0% encontró este documento útil (0 votos)
180 vistas5 páginasProcesos para Ensamble de Materiales
Este documento describe diferentes métodos de unión y ensamble, incluyendo uniones adhesivas, ensamble mecánico con tornillos y pernos, remaches, ajustes por interferencia, y diseño para facilitar el ensamble. Cubre temas como tipos de adhesivos, métodos de aplicación, y consideraciones de diseño para simplificar el ensamble manual y automatizado.
Cargado por
Salva RODerechos de autor
© © All Rights Reserved
Nos tomamos en serio los derechos de los contenidos. Si sospechas que se trata de tu contenido, reclámalo aquí.
Formatos disponibles
Descarga como DOCX, PDF, TXT o lee en línea desde Scribd