También podría gustarte
- Manual Ultrasonic Testing Level I 2018 (17480)Documento67 páginasManual Ultrasonic Testing Level I 2018 (17480)ignaciopezoaAún no hay calificaciones
- Cot-Gsl-1313-18 (Predictivo Total) Siui SmartorDocumento3 páginasCot-Gsl-1313-18 (Predictivo Total) Siui SmartorNilton Soria TorreAún no hay calificaciones
- BoroDocumento7 páginasBoroBeto SanchezAún no hay calificaciones
- Termografia Basica MATC DominionDocumento40 páginasTermografia Basica MATC DominionEd OrtizAún no hay calificaciones
- Inspeccion Radiografica.Documento10 páginasInspeccion Radiografica.RolandoAún no hay calificaciones
- API 510 Tesis de Grado UisDocumento116 páginasAPI 510 Tesis de Grado UisMauricio Alexander MantillaAún no hay calificaciones
- Informe 1944 Inspeccion Pernos de Anclaje Reductor de Baja y Ejes Taller Mecanico PDFDocumento17 páginasInforme 1944 Inspeccion Pernos de Anclaje Reductor de Baja y Ejes Taller Mecanico PDFmauriciomejia7Aún no hay calificaciones
- Sesion 10 - Análisis VibracionalDocumento48 páginasSesion 10 - Análisis VibracionalAdderly De La Cruz MezaAún no hay calificaciones
- Unidad Vi - Vibraciones MecanicasDocumento130 páginasUnidad Vi - Vibraciones Mecanicasescoos79100% (1)
- Dakota CMXDLDocumento187 páginasDakota CMXDLErick OlavarriaAún no hay calificaciones
- Guia Inspeccion VisualDocumento3 páginasGuia Inspeccion VisualCristian BernalAún no hay calificaciones
- Informes Practicas UT Ademinsa 2018.Documento10 páginasInformes Practicas UT Ademinsa 2018.Milton Daniel Capera RiveraAún no hay calificaciones
- FICHATECMXL Cortacero A 5090Documento1 páginaFICHATECMXL Cortacero A 5090Angel Negrete BonesAún no hay calificaciones
- Radiografia IndustrialDocumento6 páginasRadiografia IndustrialAdrian LojanoAún no hay calificaciones
- Capitulo 7 DIAGNOSTICO UTILIZANDO LOS PARAMETROS ACELERACION Y ENVOLVENTEDocumento38 páginasCapitulo 7 DIAGNOSTICO UTILIZANDO LOS PARAMETROS ACELERACION Y ENVOLVENTEnestor gpe100% (1)
- Formas de Corrosion I Generalizada - Localizada - Pitting - FiliformeDocumento41 páginasFormas de Corrosion I Generalizada - Localizada - Pitting - FiliformeANDRES ROAAún no hay calificaciones
- Curso Mobil Analisis de AceitesDocumento22 páginasCurso Mobil Analisis de AceitesAlex TacuriAún no hay calificaciones
- PdmaDocumento2 páginasPdmaJuan Lau MejiaAún no hay calificaciones
- Manual DIO 1000Documento184 páginasManual DIO 1000Felipe CarreonAún no hay calificaciones
- Cap 11 P1 AcoplesDocumento13 páginasCap 11 P1 AcoplesAnnemarie GreenAún no hay calificaciones
- Calentador PDFDocumento6 páginasCalentador PDFvictor perdomoAún no hay calificaciones
- Aws d14.3Documento2 páginasAws d14.3Pol Peña QuispeAún no hay calificaciones
- 04 Defectos en Piezas Mecánicas Medicion de Ejes AgujerosDocumento17 páginas04 Defectos en Piezas Mecánicas Medicion de Ejes AgujerosRaúl AnelAún no hay calificaciones
- Equipo para Inspeccio Asw PDFDocumento8 páginasEquipo para Inspeccio Asw PDFMarlon Humberto Navarro Altamar100% (1)
- Inspección de EngranesDocumento89 páginasInspección de EngranesCriVe Offe100% (1)
- Inspeccion de Oleoductos Tuberias de ProduccionDocumento42 páginasInspeccion de Oleoductos Tuberias de ProduccionJose Enrique Avila100% (1)
- UltrasonidoDocumento194 páginasUltrasonidoJuan Ricardo Villanueva ReañoAún no hay calificaciones
- Ut Nivel Ii MemoriasDocumento101 páginasUt Nivel Ii MemoriasJuan Carlos RamirezAún no hay calificaciones
- Contenido de Inspeccion VisualDocumento3 páginasContenido de Inspeccion Visualelfiscal123Aún no hay calificaciones
- Exp 4000Documento4 páginasExp 4000Paulo CLAún no hay calificaciones
- Monografia Radiografia IndustrialDocumento32 páginasMonografia Radiografia IndustrialvicenteAún no hay calificaciones
- Alineacion y Nivelacion de EquiposDocumento5 páginasAlineacion y Nivelacion de EquiposKlaida Krissbell Barón100% (1)
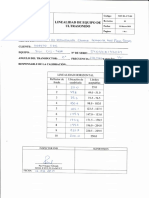
- 001 Linealidad de Equipo SIUI CTS - 9006 12-06-19Documento1 página001 Linealidad de Equipo SIUI CTS - 9006 12-06-19deyack5Aún no hay calificaciones
- Evaluación de La Efectividad Del Diagnóstico de FallosDocumento3 páginasEvaluación de La Efectividad Del Diagnóstico de FallosAlejandro Jimenez FuentesAún no hay calificaciones
- Analisis de Escaneo 1359-201709 Ml02 Novimbre 2017Documento15 páginasAnalisis de Escaneo 1359-201709 Ml02 Novimbre 2017Erick PachasAún no hay calificaciones
- D-Series Manual 7-3 Spa PDFDocumento198 páginasD-Series Manual 7-3 Spa PDFCristian Alfonso Tibabisco JamaicaAún no hay calificaciones
- Correas Tablas Bueno PDFDocumento124 páginasCorreas Tablas Bueno PDFHugh SagoAún no hay calificaciones
- Analisis de Ferrografia en AceitesDocumento35 páginasAnalisis de Ferrografia en AceitesHumberto Perez HerreraAún no hay calificaciones
- Rodamientos para Paso de Corriente EléctricaDocumento7 páginasRodamientos para Paso de Corriente EléctricaiosalcidoAún no hay calificaciones
- Ut Nivel II ActualsDocumento468 páginasUt Nivel II ActualsRoberto GonzalezAún no hay calificaciones
- Informe Tecnico Prodac Motor 75HPDocumento9 páginasInforme Tecnico Prodac Motor 75HPVictor Hugo Vargas HernandezAún no hay calificaciones
- Inspección Visual y Liquidos PenetrantesDocumento30 páginasInspección Visual y Liquidos PenetrantesCristhofer Hernandez100% (1)
- Analisis de Aceite Pilar de Monitoreo de Condiciones y Confiabilidad Jahir Quiroz PDFDocumento30 páginasAnalisis de Aceite Pilar de Monitoreo de Condiciones y Confiabilidad Jahir Quiroz PDFCynthia Gutierrez100% (1)
- P-0243-ESP Fixturlaser NXA Manual 9th EdDocumento306 páginasP-0243-ESP Fixturlaser NXA Manual 9th EdCleydson Vieira GomesAún no hay calificaciones
- Equipo Portatil de Ultrasonidos Caracteristicas Tecnicas Ultraprobe 15000 859466Documento8 páginasEquipo Portatil de Ultrasonidos Caracteristicas Tecnicas Ultraprobe 15000 859466José MaitaAún no hay calificaciones
- Visual Testing Level I & II Rev. 2 01-167Documento167 páginasVisual Testing Level I & II Rev. 2 01-167PerosÑososAún no hay calificaciones
- Matriz de AireDocumento1 páginaMatriz de Airemaria beltranAún no hay calificaciones
- Curso de Líquidos Penetrantes Nivel IIDocumento4 páginasCurso de Líquidos Penetrantes Nivel IIWilliy126Aún no hay calificaciones
- Presentación UTDocumento112 páginasPresentación UTAndrés AcuñaAún no hay calificaciones
- Reengrase de RodamientosDocumento8 páginasReengrase de RodamientosnelsonAún no hay calificaciones
- Temario Curso de Ultrasonido Nivel IIDocumento3 páginasTemario Curso de Ultrasonido Nivel IIJohn Haley Diaz VeruAún no hay calificaciones
- Termografia Guia BasicaDocumento13 páginasTermografia Guia BasicaAdrian Eli BravoAún no hay calificaciones
- Akroscan Acfm CompDocumento8 páginasAkroscan Acfm CompSabino LaraAún no hay calificaciones
- FerrografíaDocumento18 páginasFerrografíapamelaarceolate100% (1)
- Examen U4 Vibraciones MecanicasDocumento14 páginasExamen U4 Vibraciones MecanicasLalo GarzaAún no hay calificaciones
- Introduccion A La Medición de EspesoresDocumento7 páginasIntroduccion A La Medición de EspesoresYohan CapelliAún no hay calificaciones
- T12 Determinación de Fallas en Transmisión Por Fajas en V 2018Documento25 páginasT12 Determinación de Fallas en Transmisión Por Fajas en V 2018jasito010102Aún no hay calificaciones
- Inspección Por Rayos XDocumento9 páginasInspección Por Rayos XFernando Herrera CoronaAún no hay calificaciones
- Radiografia IndustrialDocumento11 páginasRadiografia IndustrialAndres DamianAún no hay calificaciones
- Los 4 Peronismos Universitarios EditorialFEDUN 1Documento117 páginasLos 4 Peronismos Universitarios EditorialFEDUN 1Sebastian FaillaAún no hay calificaciones
- ColumnataDocumento30 páginasColumnatalgcg00Aún no hay calificaciones
- 000955232PYDocumento79 páginas000955232PYHERMINIO HUACHOS OSCO100% (1)
- Diseño de Sistemas de Concreto para Contención de Líquidos - Semana 3Documento27 páginasDiseño de Sistemas de Concreto para Contención de Líquidos - Semana 3Marcelo velasquez romeroAún no hay calificaciones
- Entrevista Luna Clase6Documento14 páginasEntrevista Luna Clase6Alejandro Claudio PariseAún no hay calificaciones
- Tema 19 Comportamiento de La Innovacion y La Rtoma de DesicionesDocumento17 páginasTema 19 Comportamiento de La Innovacion y La Rtoma de DesicionesStefano GomezAún no hay calificaciones
- Actividad3 - Calculo Diferencialeintegral PDFDocumento10 páginasActividad3 - Calculo Diferencialeintegral PDFjose luisAún no hay calificaciones
- Pot BoliviaDocumento14 páginasPot BoliviaGean Pierre Rios50% (2)
- Hoja de Trabajo: Cofopri Órganos Desconcentrados Oficina Zonal AmazonasDocumento43 páginasHoja de Trabajo: Cofopri Órganos Desconcentrados Oficina Zonal AmazonasjazminAún no hay calificaciones
- MFP-51-13 (Manual Ejercicio Del Mando)Documento158 páginasMFP-51-13 (Manual Ejercicio Del Mando)Daniel Zugasti100% (5)
- Evaluación Ley de CoulombDocumento5 páginasEvaluación Ley de CoulombMaría Elisa Castro Olivares100% (1)
- Ejercicio 19Documento2 páginasEjercicio 19AlanvilcaAún no hay calificaciones
- Tipos de ConocimientosDocumento4 páginasTipos de Conocimientoscarolina munevarAún no hay calificaciones
- Contratos ModernosDocumento7 páginasContratos ModernosaraceliAún no hay calificaciones
- GUIA EPJS - Versión Validada 23.09Documento56 páginasGUIA EPJS - Versión Validada 23.09Yoram Paolo Inga MayhuaAún no hay calificaciones
- Oraciones para Invocar Al Mundos Espiritual de La Luz PDFDocumento17 páginasOraciones para Invocar Al Mundos Espiritual de La Luz PDFarieljudaAún no hay calificaciones
- Act.1 Rodríguez Téllez JosuéDocumento2 páginasAct.1 Rodríguez Téllez JosuéJosue TellezAún no hay calificaciones
- Actividades de EstimulaciónDocumento2 páginasActividades de EstimulaciónStacy MorenoAún no hay calificaciones
- Aprendizajes Esperados Cuarto Grado - HistoriaDocumento22 páginasAprendizajes Esperados Cuarto Grado - HistoriaDalila Del Rocio Ortiz Chi50% (2)
- Triptico Manejo de Residuos SolidosDocumento2 páginasTriptico Manejo de Residuos SolidosOswaldoEspinozaAún no hay calificaciones
- Mercadotecnia Pa1Documento8 páginasMercadotecnia Pa1Yenny Calderon SanchezAún no hay calificaciones
- Geografia, Historia y Ciudadania 5to Año Ali GomezDocumento1 páginaGeografia, Historia y Ciudadania 5to Año Ali GomezDouglas Orea100% (1)
- Syllabus de Curso Proyecto de Ingeniería I PDFDocumento11 páginasSyllabus de Curso Proyecto de Ingeniería I PDFLisbeth Reyes PáezAún no hay calificaciones
- Juegos de Las PesasDocumento13 páginasJuegos de Las PesasOlinda HuarcayaAún no hay calificaciones
- Machine - To Machine (M2M) InalambricasDocumento15 páginasMachine - To Machine (M2M) InalambricasBrayanDiazAún no hay calificaciones
- Diapositivas Investigacion CientificaDocumento14 páginasDiapositivas Investigacion Cientificamakk114650% (2)
- Plantillas para Planes de NegociosDocumento15 páginasPlantillas para Planes de NegociosImanol FloresAún no hay calificaciones
- AUTOEVALUACIÓN CAP. 7 E L Pensador Positivo Como RealizadorDocumento2 páginasAUTOEVALUACIÓN CAP. 7 E L Pensador Positivo Como RealizadorkeilyignaciomoratayaAún no hay calificaciones
- DPCC Ficha de Informacion Sobre EticaDocumento2 páginasDPCC Ficha de Informacion Sobre EticaAngela OrosAún no hay calificaciones
- El Duelo en La Enfermedad Crónica CompilacionDocumento3 páginasEl Duelo en La Enfermedad Crónica CompilacionpaulinamendezbAún no hay calificaciones