También podría gustarte
- Soldadura en el montaje de tuberías. FMEC0108De EverandSoldadura en el montaje de tuberías. FMEC0108Calificación: 3.5 de 5 estrellas3.5/5 (3)
- Procesos de Soldadura y CorteDocumento190 páginasProcesos de Soldadura y CorteOrlando José MéndezAún no hay calificaciones
- Soldadura PocessDocumento119 páginasSoldadura Pocessmangozzz100% (1)
- Curso Gmaw Oasa HermosilloDocumento46 páginasCurso Gmaw Oasa Hermosilloyelsin padilla chambesAún no hay calificaciones
- Soldadura MAG de chapas de acero al carbono. FMEC0210De EverandSoldadura MAG de chapas de acero al carbono. FMEC0210Aún no hay calificaciones
- 7ta. Clase - Soldadura Tig-InoxidableDocumento16 páginas7ta. Clase - Soldadura Tig-InoxidableVeryto Mac Cab100% (2)
- Soldadura MAG de estructuras de acero al carbono. FMEC0210De EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Aún no hay calificaciones
- ICS-Seguridad en SoldaduraDocumento65 páginasICS-Seguridad en SoldadurachapulincoloradoAún no hay calificaciones
- Soldadura con alambre tubular. FMEC0210De EverandSoldadura con alambre tubular. FMEC0210Aún no hay calificaciones
- Proceso GMAW, Lincoln en EspañolDocumento52 páginasProceso GMAW, Lincoln en EspañolAlex DE LA CruzAún no hay calificaciones
- Montaje de soportes y ensamblaje de tuberías. FMEC0108De EverandMontaje de soportes y ensamblaje de tuberías. FMEC0108Calificación: 5 de 5 estrellas5/5 (1)
- SoldaduraDocumento38 páginasSoldaduraMisiel Seydy FC100% (3)
- Soldadura MIG de acero inoxidable y aluminio. FMEC0210De EverandSoldadura MIG de acero inoxidable y aluminio. FMEC0210Aún no hay calificaciones
- Electrodos para Soldar Aceros InoxidablesDocumento27 páginasElectrodos para Soldar Aceros InoxidablesDavid Alfonso Caraballo100% (1)
- Desmontaje y montaje de elementos de aluminio. TMVL0309De EverandDesmontaje y montaje de elementos de aluminio. TMVL0309Aún no hay calificaciones
- Soldadura MigDocumento18 páginasSoldadura MigSimone Alva LazoAún no hay calificaciones
- Interpretación de planos en soldadura. FMEC0210De EverandInterpretación de planos en soldadura. FMEC0210Calificación: 4.5 de 5 estrellas4.5/5 (3)
- Curso de Soldadura Clase 01Documento31 páginasCurso de Soldadura Clase 01rafaelm maldonadoAún no hay calificaciones
- Protección de superficies. TMVL0509De EverandProtección de superficies. TMVL0509Aún no hay calificaciones
- Soldadura MIGDocumento68 páginasSoldadura MIGIvanOvich Vladislav Kiev100% (1)
- Prontuario de metales: Tablas para la industria metalúrgicaDe EverandProntuario de metales: Tablas para la industria metalúrgicaCalificación: 1 de 5 estrellas1/5 (1)
- Procesos de SoldaduraDocumento274 páginasProcesos de SoldaduraVreyes1981100% (6)
- Corte y mecanizado de tuberías. FMEC0108De EverandCorte y mecanizado de tuberías. FMEC0108Aún no hay calificaciones
- Proceso TIGDocumento31 páginasProceso TIGLeonardo Laverde PulidoAún no hay calificaciones
- Reparación de elementos metálicos. TMVL0309De EverandReparación de elementos metálicos. TMVL0309Calificación: 5 de 5 estrellas5/5 (1)
- Soldadura MMADocumento14 páginasSoldadura MMADiego MalagonAún no hay calificaciones
- Proceso de Soldadura Por Arco Electrico Con Electrodo de Tungsteno Bajo Proteccion Gaseosa EsabDocumento32 páginasProceso de Soldadura Por Arco Electrico Con Electrodo de Tungsteno Bajo Proteccion Gaseosa EsabDanielle Kaufman100% (1)
- Soldadura de AluminioDocumento37 páginasSoldadura de AluminioMiguel Angel CisnerosAún no hay calificaciones
- Tig 1Documento60 páginasTig 1Jose DaltónAún no hay calificaciones
- Clasificación de ElectrodosDocumento12 páginasClasificación de ElectrodosMartin EsparzaAún no hay calificaciones
- Inspeccion Visual en Uniones SoldadasDocumento119 páginasInspeccion Visual en Uniones SoldadaskoyiatAún no hay calificaciones
- Aws WJ Esp 202210Documento34 páginasAws WJ Esp 202210Joseml100% (1)
- Curso de Soldador Clase #7Documento13 páginasCurso de Soldador Clase #7Daniel BeguerieAún no hay calificaciones
- Conceptos Basicos de SoldaduraDocumento21 páginasConceptos Basicos de SoldaduraMac Donal PerezAún no hay calificaciones
- SoldaduranTIGndenaceroncarbononUF1626nnnnnnnPgn1nn44n 505e7416882d4b3Documento44 páginasSoldaduranTIGndenaceroncarbononUF1626nnnnnnnPgn1nn44n 505e7416882d4b3serdnam0% (1)
- Tipos de ElectrodosDocumento16 páginasTipos de ElectrodosRfc FcAún no hay calificaciones
- GTAW o TIGDocumento33 páginasGTAW o TIGMauricio ObrequeAún no hay calificaciones
- Soldadura INFRADocumento99 páginasSoldadura INFRAOmar SánchezAún no hay calificaciones
- CURSO DE SOLDADURA Basico y AvanzadoDocumento3 páginasCURSO DE SOLDADURA Basico y Avanzadosofia evelyn pita vasquezAún no hay calificaciones
- Examen SoldadorDocumento1 páginaExamen SoldadorJorge OsorioAún no hay calificaciones
- GTAWDocumento72 páginasGTAWKatherin Carhuas QuispeAún no hay calificaciones
- Curso de SoldaduraDocumento91 páginasCurso de SoldaduraAndres Tiapa100% (1)
- Ajuste MecánicoDocumento6 páginasAjuste MecánicoAntonio AlvearAún no hay calificaciones
- Soldadura TIGDocumento23 páginasSoldadura TIGdavidderamon88% (8)
- Soldadura Mig-Mag y TigDocumento29 páginasSoldadura Mig-Mag y TigSebastian de la ColinaAún no hay calificaciones
- Manual de SoldaduraDocumento3 páginasManual de Soldaduramario2203Aún no hay calificaciones
- Soldadura TIGDocumento21 páginasSoldadura TIGHarol Espinal Machay67% (3)
- Sellos MecánicosDocumento8 páginasSellos MecánicosRafael Osorio FloresAún no hay calificaciones
- Manual de Soldadura Electrica Mig y TigDocumento65 páginasManual de Soldadura Electrica Mig y TigGaston Gottardi100% (2)
- 5 - Manual Del SoldadorDocumento49 páginas5 - Manual Del SoldadorCesar GutierrezAún no hay calificaciones
- SOLDADURADocumento14 páginasSOLDADURAAndresPandy100% (3)
- Soldadura Mig MagDocumento47 páginasSoldadura Mig MagFRANKLIN COLUNCHE MEJIAAún no hay calificaciones
- Soldadura TIGDocumento20 páginasSoldadura TIGLucas VilteAún no hay calificaciones
- Curso Basico Soldadura Con Proceso Smaw PDFDocumento231 páginasCurso Basico Soldadura Con Proceso Smaw PDFMi Ma Go100% (2)
- .Curso Basico de SoldaduraDocumento179 páginas.Curso Basico de SoldaduraIago Santiago Piñeiro100% (1)
- Curso Alambre Tubular FCAW.Documento18 páginasCurso Alambre Tubular FCAW.Manuel OsesAún no hay calificaciones
- Curso TigDocumento22 páginasCurso TigAna Luz MartinezAún no hay calificaciones
- 10 Posiciones de SoldaduraDocumento73 páginas10 Posiciones de SoldaduraDiego Reyna GurreoneroAún no hay calificaciones
- Practica Funciones Quìmicas 2021 Luis QuesquenDocumento2 páginasPractica Funciones Quìmicas 2021 Luis QuesquenEvert Quesquén VásquezAún no hay calificaciones
- Tabla de Valencias PDFDocumento1 páginaTabla de Valencias PDFVaalG100% (1)
- PROCESO PRODUCTIVO Y USOS DE METALES FERROSOS y NO FERROSOSDocumento73 páginasPROCESO PRODUCTIVO Y USOS DE METALES FERROSOS y NO FERROSOSBryan Castillo ZevallosAún no hay calificaciones
- Problemas de AplicaciónDocumento6 páginasProblemas de Aplicaciónjunior castroAún no hay calificaciones
- PRÁCTICA 6 Sem 5 Quimica 2Documento16 páginasPRÁCTICA 6 Sem 5 Quimica 2Carla Epifania Condor100% (1)
- Problema 1Documento10 páginasProblema 1Bryan CanoAún no hay calificaciones
- 1.0 Semana 1 - Planta Concentradora - Flowsheets de Planta ConcDocumento37 páginas1.0 Semana 1 - Planta Concentradora - Flowsheets de Planta ConcRubhén Orthyzz100% (1)
- Copia de Practica 1 Completar Nomenclatura InorganicaDocumento4 páginasCopia de Practica 1 Completar Nomenclatura InorganicaRaquel MendozaAún no hay calificaciones
- Capitulo 1 Contabilidad Minrea 2022 Jip 3 463570Documento66 páginasCapitulo 1 Contabilidad Minrea 2022 Jip 3 463570Paz PerezAún no hay calificaciones
- Laboratorio 3 PMDocumento15 páginasLaboratorio 3 PMmarilynAún no hay calificaciones
- Lista MinasDocumento2 páginasLista MinasHans Larz MAún no hay calificaciones
- Práctica Nomenclatura InorgánicaDocumento5 páginasPráctica Nomenclatura InorgánicaElisa Cruz CarvajalAún no hay calificaciones
- 10 Principales Mineras Del Perú - Grupo A - 2021-2Documento18 páginas10 Principales Mineras Del Perú - Grupo A - 2021-2Yosoy ManuelaAún no hay calificaciones
- Conductor Eléctrico PDFDocumento2 páginasConductor Eléctrico PDFVictorAún no hay calificaciones
- Equipo1 Fundición en Arena 6MV1Documento38 páginasEquipo1 Fundición en Arena 6MV1leila loveAún no hay calificaciones
- Resistencia Quimica NORYL PDFDocumento17 páginasResistencia Quimica NORYL PDFhermangaitanAún no hay calificaciones
- Tarea Quimica Semana 5Documento4 páginasTarea Quimica Semana 5xXenelFchatXxAún no hay calificaciones
- Tema 06Documento124 páginasTema 06Martin.c.figueroaAún no hay calificaciones
- Marcio Luciano CACERES ROMERO - PC-2 - Practica 2Documento5 páginasMarcio Luciano CACERES ROMERO - PC-2 - Practica 2Luciano Caceres RomeroAún no hay calificaciones
- Ficha Tabla Periodica de Los Elementos Quimicos para Quinto de PrimariaDocumento5 páginasFicha Tabla Periodica de Los Elementos Quimicos para Quinto de PrimariaGuadalupe RamirezAún no hay calificaciones
- Instrucciones Nomenclatura InorganicaDocumento3 páginasInstrucciones Nomenclatura InorganicaJuan Daniel Garcia RoseroAún no hay calificaciones
- TrituradorasDocumento13 páginasTrituradorasCESAR BASURTO CONTRERASAún no hay calificaciones
- Diapositivas Materiales de Ing Segundo CorteDocumento11 páginasDiapositivas Materiales de Ing Segundo Cortecarlos sanchezAún no hay calificaciones
- Análisis de Oro y Plata Por Fusión Directa (Ensaye Al Fuego)Documento48 páginasAnálisis de Oro y Plata Por Fusión Directa (Ensaye Al Fuego)Daniela1889Aún no hay calificaciones
- AleacionesDocumento1 páginaAleacionesRaúl Lipa BeniqueAún no hay calificaciones
- Catalogo Completo FAC SeguridadDocumento160 páginasCatalogo Completo FAC SeguridadPepe de pradaAún no hay calificaciones
- Tabla de ValenciasDocumento1 páginaTabla de ValenciasHugo Milan Sardon HuancaAún no hay calificaciones
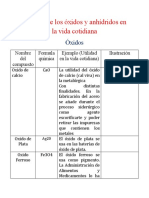
- Utilidad de Los Óxidos y Anhídridos en La Vida CotidianaDocumento3 páginasUtilidad de Los Óxidos y Anhídridos en La Vida CotidianaMonica Rodriguez0% (1)
- Tarea Del HierroDocumento7 páginasTarea Del HierroLeonardo MendozaAún no hay calificaciones
- Apuntes - PorfidosDocumento9 páginasApuntes - PorfidosMarinoAún no hay calificaciones
- Psicología oscura: Una guía esencial de persuasión, manipulación, engaño, control mental, negociación, conducta humana, PNL y guerra psicológicaDe EverandPsicología oscura: Una guía esencial de persuasión, manipulación, engaño, control mental, negociación, conducta humana, PNL y guerra psicológicaCalificación: 4.5 de 5 estrellas4.5/5 (766)
- Tus Zonas Erroneas: Guía Para Combatir las Causas de la InfelicidadDe EverandTus Zonas Erroneas: Guía Para Combatir las Causas de la InfelicidadCalificación: 4.5 de 5 estrellas4.5/5 (1833)
- Yo Pude, ¡Tú Puedes!: Cómo tomar el control de tu bienestar emocional y convertirte en una persona imparable (edición revisada y expandida)De EverandYo Pude, ¡Tú Puedes!: Cómo tomar el control de tu bienestar emocional y convertirte en una persona imparable (edición revisada y expandida)Calificación: 5 de 5 estrellas5/5 (9)
- Recupera tu mente, reconquista tu vidaDe EverandRecupera tu mente, reconquista tu vidaCalificación: 5 de 5 estrellas5/5 (9)
- Cómo hacer que te pasen cosas buenas: Entiende tu cerebro, gestiona tus emociones, mejora tu vidaDe EverandCómo hacer que te pasen cosas buenas: Entiende tu cerebro, gestiona tus emociones, mejora tu vidaCalificación: 5 de 5 estrellas5/5 (1875)
- Resetea tu mente. Descubre de lo que eres capazDe EverandResetea tu mente. Descubre de lo que eres capazCalificación: 5 de 5 estrellas5/5 (196)
- Las 6 necesidades de cada niño: Empoderar a padres e hijos a través de la ciencia de la conexiónDe EverandLas 6 necesidades de cada niño: Empoderar a padres e hijos a través de la ciencia de la conexiónCalificación: 4.5 de 5 estrellas4.5/5 (6)
- El poder del optimismo: Herramientas para vivir de forma más positivaDe EverandEl poder del optimismo: Herramientas para vivir de forma más positivaCalificación: 5 de 5 estrellas5/5 (16)
- Entrevista clínica y psicometríaDe EverandEntrevista clínica y psicometríaCalificación: 4.5 de 5 estrellas4.5/5 (5)
- La revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaDe EverandLa revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaCalificación: 5 de 5 estrellas5/5 (203)
- DMT: La molécula del espíritu (DMT: The Spirit Molecule): Las revolucionarias investigaciones de un medico sobre la biologia de las experiencias misticas y cercanas a la muerteDe EverandDMT: La molécula del espíritu (DMT: The Spirit Molecule): Las revolucionarias investigaciones de un medico sobre la biologia de las experiencias misticas y cercanas a la muerteCalificación: 4.5 de 5 estrellas4.5/5 (19)
- Contra la ansiedad: Una guía completa para manejar emociones difícilesDe EverandContra la ansiedad: Una guía completa para manejar emociones difícilesCalificación: 5 de 5 estrellas5/5 (58)
- La violencia invisible: Identificar, entender y superar la violencia psicológica que sufrimos (y ejercemos) en nuestra vida cotidianaDe EverandLa violencia invisible: Identificar, entender y superar la violencia psicológica que sufrimos (y ejercemos) en nuestra vida cotidianaCalificación: 4 de 5 estrellas4/5 (2)
- Homo antecessor: El nacimiento de una especieDe EverandHomo antecessor: El nacimiento de una especieCalificación: 5 de 5 estrellas5/5 (1)
- Resumen de Pensar rápido pensar despacio de Daniel KahnemanDe EverandResumen de Pensar rápido pensar despacio de Daniel KahnemanCalificación: 4.5 de 5 estrellas4.5/5 (64)
- La madre emocionalmente ausente: Como reconocer y sanar los efectos invisibles del abandono emocional infantilDe EverandLa madre emocionalmente ausente: Como reconocer y sanar los efectos invisibles del abandono emocional infantilAún no hay calificaciones
- La metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceDe EverandLa metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceCalificación: 5 de 5 estrellas5/5 (8)
- Trastornos Del Neurodesarrollo Detección Y Atención En El AulaDe EverandTrastornos Del Neurodesarrollo Detección Y Atención En El AulaCalificación: 5 de 5 estrellas5/5 (1)
- Cómo Conversar Con Cualquier Persona: Mejora tus habilidades sociales, desarrolla tu carisma, domina las conversaciones triviales y conviértete en una persona sociable para hacer verdaderos amigos y construir relaciones significativas.De EverandCómo Conversar Con Cualquier Persona: Mejora tus habilidades sociales, desarrolla tu carisma, domina las conversaciones triviales y conviértete en una persona sociable para hacer verdaderos amigos y construir relaciones significativas.Calificación: 5 de 5 estrellas5/5 (54)
- Cómo romper el ciclo de pensamientos negativosDe EverandCómo romper el ciclo de pensamientos negativosCalificación: 4.5 de 5 estrellas4.5/5 (274)
- Una mente en calma: Técnicas para manejar los pensamientos intrusivosDe EverandUna mente en calma: Técnicas para manejar los pensamientos intrusivosCalificación: 4.5 de 5 estrellas4.5/5 (143)
- Cómo terminar lo que empiezas: El arte de perseverar, pasar a la acción, ejecutar los planes y tener disciplinaDe EverandCómo terminar lo que empiezas: El arte de perseverar, pasar a la acción, ejecutar los planes y tener disciplinaCalificación: 4.5 de 5 estrellas4.5/5 (6)
- Neurociencia para vencer la depresión: La esprial ascendenteDe EverandNeurociencia para vencer la depresión: La esprial ascendenteCalificación: 4.5 de 5 estrellas4.5/5 (10)