También podría gustarte
- Cambio de Caja Stralis NRDocumento1 páginaCambio de Caja Stralis NRepesanoAún no hay calificaciones
- Informe Volquete Iveco EurotrakkerDocumento1 páginaInforme Volquete Iveco EurotrakkerJUAN CARLOS PAZAún no hay calificaciones
- Analisis de Compras Febrero 21Documento1402 páginasAnalisis de Compras Febrero 21Alexis Agudelo LoperaAún no hay calificaciones
- Correas y FiltrosDocumento7 páginasCorreas y FiltrosAlejandra Gonzalez De RiveroAún no hay calificaciones
- Breve Reseña Historica de MackDocumento9 páginasBreve Reseña Historica de Mackchristian vergaray gonzalesAún no hay calificaciones
- Diptico GraniteDocumento4 páginasDiptico GraniteJessica HessAún no hay calificaciones
- Cableado de Motores Mercedes BenzDocumento2 páginasCableado de Motores Mercedes BenzCHARLES HUMBERTOAún no hay calificaciones
- Filtro TraboldDocumento25 páginasFiltro TraboldMaximiliano Nicolas Medina OrtizAún no hay calificaciones
- Catalogo Reymak 2014Documento4 páginasCatalogo Reymak 2014CastilloCG100% (1)
- AM - LineaPesada - 2019 V1Documento32 páginasAM - LineaPesada - 2019 V1Angel DykstraAún no hay calificaciones
- Cargue y Descargue Seguro Del Granel. v2Documento52 páginasCargue y Descargue Seguro Del Granel. v2John Jaime Ortiz CifuentesAún no hay calificaciones
- Recomendación de Productos Mack Diferenciales Mack Differential S 34RDocumento1 páginaRecomendación de Productos Mack Diferenciales Mack Differential S 34RJuan CarlosAún no hay calificaciones
- Kit de Mantenimiento Mack TrucksDocumento5 páginasKit de Mantenimiento Mack TrucksMiguel CardenasAún no hay calificaciones
- Mack AnthemDocumento2 páginasMack AnthemCristóbal Martínez Díaz100% (1)
- FTVISIONCXU6136X4TCABINASTANDARDDocumento2 páginasFTVISIONCXU6136X4TCABINASTANDARDRiola Macarena YáñezAún no hay calificaciones
- Grupo de Prueba de Calibración CATDocumento19 páginasGrupo de Prueba de Calibración CATRobert LeytonAún no hay calificaciones
- Homologacin Vehicular - Vehculos Automotores 06 Febrero 2015Documento40 páginasHomologacin Vehicular - Vehculos Automotores 06 Febrero 2015Braulio AtacusíAún no hay calificaciones
- Bombas de Agua 2Documento21 páginasBombas de Agua 2Ronal RonalddxAún no hay calificaciones
- 04-Brakes ES FinalDocumento20 páginas04-Brakes ES Finalhenotharenas100% (1)
- Catalogo International - Partech - NewstarDocumento28 páginasCatalogo International - Partech - NewstarSergio GarciaAún no hay calificaciones
- VOLQUETA JAC DOBLE TROQUE 3251 DE 28 TONELADAS O 18 M3 MOTOR CUMMINS - CredivehiculosDocumento3 páginasVOLQUETA JAC DOBLE TROQUE 3251 DE 28 TONELADAS O 18 M3 MOTOR CUMMINS - CredivehiculosCivil C&IAún no hay calificaciones
- MackDocumento1 páginaMackJorge A. Olivares SamitAún no hay calificaciones
- ZF s5 420 Despiece PDFDocumento23 páginasZF s5 420 Despiece PDFgerardo martinezAún no hay calificaciones
- Iveco Trakker 380T42HDocumento2 páginasIveco Trakker 380T42HJUAN CARLOS PAZAún no hay calificaciones
- 01 - Información de Mantenimientol Columbia Detroit S60Documento2 páginas01 - Información de Mantenimientol Columbia Detroit S60mauricioAún no hay calificaciones
- Impresión - OiC - Power Latin AmericaDocumento1 páginaImpresión - OiC - Power Latin AmericaJulio MezaAún no hay calificaciones
- Filtros Volvo PDFDocumento67 páginasFiltros Volvo PDFAxel Shamir50% (2)
- Ficha Tecnica Filtro Mahle KC647 1Documento1 páginaFicha Tecnica Filtro Mahle KC647 1PEDRO MIYAGUIAún no hay calificaciones
- MT74F Spanish Rev 9 ManualDocumento50 páginasMT74F Spanish Rev 9 ManualKatherin Parra HuertaAún no hay calificaciones
- Dokumen - Tips Catalogo-MackDocumento40 páginasDokumen - Tips Catalogo-MackGustavo MosqueraAún no hay calificaciones
- Programa Mantenimiento IvecoDocumento25 páginasPrograma Mantenimiento IvecoCarlos bustamanteAún no hay calificaciones
- Intercooler AdecuadoDocumento12 páginasIntercooler AdecuadoJUAN SEBASTIAN PITALUA MU�OZAún no hay calificaciones
- Aceite Hidráulico JOHN DEERE HY-GARD™Documento2 páginasAceite Hidráulico JOHN DEERE HY-GARD™LISBERAún no hay calificaciones
- M08 Mantenimiento Cargadora Doosan 250-VDocumento6 páginasM08 Mantenimiento Cargadora Doosan 250-VPaulitoMartinezAún no hay calificaciones
- Boletin de Rueda Guia 330bDocumento3 páginasBoletin de Rueda Guia 330bgenaroAún no hay calificaciones
- Trakker 380T42H PDFDocumento1 páginaTrakker 380T42H PDFbrayandparavicinoAún no hay calificaciones
- VOLVO FMXDocumento4 páginasVOLVO FMXSaray Aljure Ospino100% (1)
- Despiece de Transmision PDFDocumento12 páginasDespiece de Transmision PDFRaymundo Martïnez100% (1)
- Cuadro de Mantenimientos CATDocumento15 páginasCuadro de Mantenimientos CATPetit ThouarsAún no hay calificaciones
- Camion Mack GraniteDocumento6 páginasCamion Mack Granitejohncortes_ing2607100% (1)
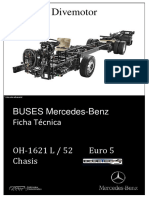
- Ficha Técnica OH 1621 L Euro 5 - 2018Documento4 páginasFicha Técnica OH 1621 L Euro 5 - 2018Elvis Rivera AñaguariAún no hay calificaciones
- Ficha Minicargador 312 A 316 GRDocumento3 páginasFicha Minicargador 312 A 316 GRLuis Gonzalez RamosAún no hay calificaciones
- Informe Tecnico t7x-878 - TymsacDocumento3 páginasInforme Tecnico t7x-878 - TymsacHAROLD MEJIAAún no hay calificaciones
- Ficha Tec de Mantenimiento Frontier 2.5LDocumento1 páginaFicha Tec de Mantenimiento Frontier 2.5Lgabriel gomez100% (2)
- Camion Mack GU813Documento34 páginasCamion Mack GU813miguel moralesAún no hay calificaciones
- Folleto Hyundai HD270 Volquete MixerDocumento2 páginasFolleto Hyundai HD270 Volquete MixerFredis Ospino altamar100% (1)
- Embrage CamionDocumento16 páginasEmbrage CamionAlexis CentuAún no hay calificaciones
- Catálogo - Cardán - Marca - Spicer - ColombiaDocumento26 páginasCatálogo - Cardán - Marca - Spicer - Colombiahernan100% (1)
- Filtros: Cartilla de Mantenimiento PreventivoDocumento6 páginasFiltros: Cartilla de Mantenimiento PreventivoRónald Calderón100% (1)
- Mobilube HD A 85W 90Documento1 páginaMobilube HD A 85W 90lukastadeoAún no hay calificaciones
- MANT-FOR-14 - V-0 Programación de Mantenimiento Preventivo Cada 60.000 KMDocumento4 páginasMANT-FOR-14 - V-0 Programación de Mantenimiento Preventivo Cada 60.000 KMJAIRO ANDRES SOLANO LOBOAún no hay calificaciones
- Mack Módulo de Transmicion Diseño y FunciónDocumento3 páginasMack Módulo de Transmicion Diseño y FunciónHamilton mirandaAún no hay calificaciones
- Filtros de aire y aceite para camiones FAWDocumento5 páginasFiltros de aire y aceite para camiones FAWCarlos Eduardo Silva MartinezAún no hay calificaciones
- Plan de MantenimientoDocumento43 páginasPlan de MantenimientoErickCochachiLeyva100% (1)
- Gestion de MantenimientoDocumento38 páginasGestion de MantenimientoAndres Molero FarmanAún no hay calificaciones
- Log Cierre Agosto 2020 Llantas y AutopartesDocumento2415 páginasLog Cierre Agosto 2020 Llantas y Autopartesclaudia leguizamon100% (1)
- Cartilla de Mantenimiento Howo Trans MorenoDocumento2 páginasCartilla de Mantenimiento Howo Trans Morenoroberto almanza chavezAún no hay calificaciones
- Proyecto - ResidenciasDocumento49 páginasProyecto - ResidenciasJose Antonio AguilarAún no hay calificaciones
- Implementación departamento calidad/confiabilidad servicio mantenimientoDocumento133 páginasImplementación departamento calidad/confiabilidad servicio mantenimientoSamuel Ignacio Torres SariegoAún no hay calificaciones
- Diseño de Plantas IndustrialesDocumento24 páginasDiseño de Plantas IndustrialesJosé Flores IbarraAún no hay calificaciones
- Medidas COVID UEA RetamasDocumento29 páginasMedidas COVID UEA RetamasJulio Navarro TorrejonAún no hay calificaciones
- Flow Sheet PG RH CM 8Documento1 páginaFlow Sheet PG RH CM 8Julio Navarro TorrejonAún no hay calificaciones
- Seguimiento A Las EC - Presentado 27-07Documento5 páginasSeguimiento A Las EC - Presentado 27-07Julio Navarro TorrejonAún no hay calificaciones
- GUIA-RH-CM-1 Recomendaciones para Cuidar La Salud Mental COVID-19 V.2Documento5 páginasGUIA-RH-CM-1 Recomendaciones para Cuidar La Salud Mental COVID-19 V.2Julio Navarro TorrejonAún no hay calificaciones
- Flow Sheet PG RH CM 8Documento1 páginaFlow Sheet PG RH CM 8Julio Navarro TorrejonAún no hay calificaciones
- Examen PLAN COVID 19 JULIO 2020Documento1 páginaExamen PLAN COVID 19 JULIO 2020Julio Navarro TorrejonAún no hay calificaciones
- Java BasicoDocumento73 páginasJava Basicoheibi_mlaAún no hay calificaciones
- 11 Carta de ExpeditoDocumento1 página11 Carta de ExpeditoJulio Navarro TorrejonAún no hay calificaciones
- Examen PLAN COVID 19 JULIO 2020Documento1 páginaExamen PLAN COVID 19 JULIO 2020Julio Navarro TorrejonAún no hay calificaciones
- Tipo de InformaciónDocumento2 páginasTipo de InformaciónJulio Navarro TorrejonAún no hay calificaciones
- Segundo Corte Mes de Marzo-2020Documento4 páginasSegundo Corte Mes de Marzo-2020Julio Navarro TorrejonAún no hay calificaciones
- 3 Apertura de PrácticasDocumento1 página3 Apertura de PrácticasJulio Navarro TorrejonAún no hay calificaciones
- Programa de Relleno Febrero - 2019 - 1Documento1 páginaPrograma de Relleno Febrero - 2019 - 1Julio Navarro TorrejonAún no hay calificaciones
- Java BasicoDocumento73 páginasJava Basicoheibi_mlaAún no hay calificaciones
- 5 Carta Del AsesorDocumento1 página5 Carta Del AsesorJulio Navarro TorrejonAún no hay calificaciones
- Listado de Tarjetas MURDocumento24 páginasListado de Tarjetas MURJulio Navarro TorrejonAún no hay calificaciones
- 5 Carta Del AsesorDocumento1 página5 Carta Del AsesorJulio Navarro TorrejonAún no hay calificaciones
- Resistencia de Materiales 1 - TorsiónDocumento26 páginasResistencia de Materiales 1 - TorsiónJulio Navarro TorrejonAún no hay calificaciones
- Tabla ScatDocumento1 páginaTabla Scatalejandro_arbulu2337100% (15)
- Informe Mensual Diciembre 2017.es - enDocumento10 páginasInforme Mensual Diciembre 2017.es - enJulio Navarro TorrejonAún no hay calificaciones
- Listado de Tarjetas MURDocumento24 páginasListado de Tarjetas MURJulio Navarro TorrejonAún no hay calificaciones
- Curso Sostenimiento Transporte Acarreo Mina SubterraneaDocumento33 páginasCurso Sostenimiento Transporte Acarreo Mina SubterraneaCamilo Andres Gomez MontoyaAún no hay calificaciones
- 2271Documento1 página2271Julio Navarro TorrejonAún no hay calificaciones
- 08 EmpujesDocumento21 páginas08 EmpujesbiohzrAún no hay calificaciones
- 6.metodos de Diseño de VoladuraDocumento6 páginas6.metodos de Diseño de VoladuraJuliano Parra SifuentesAún no hay calificaciones
- C.V Navarro Torrejon JulioDocumento2 páginasC.V Navarro Torrejon JulioJulio Navarro TorrejonAún no hay calificaciones
- Geología Estructural 2014 - Ii UnidadDocumento114 páginasGeología Estructural 2014 - Ii UnidadJulio Navarro TorrejonAún no hay calificaciones
- Fabricacion de Winche para Arrastre de Mina GDocumento57 páginasFabricacion de Winche para Arrastre de Mina GJohn Omar89% (9)
- Petitorio MineroDocumento3 páginasPetitorio MineroJulio Navarro TorrejonAún no hay calificaciones
- Carta de Responsabilidad Grupo UMA 2023Documento2 páginasCarta de Responsabilidad Grupo UMA 2023StRoNg NeT DosAún no hay calificaciones
- Metodo de La Ponderacion de La Ley MediaDocumento95 páginasMetodo de La Ponderacion de La Ley MediaJonathan Tomás Josué Chipana AjnotaAún no hay calificaciones
- Idoc - Pub - Manual Del Carrocero Actros PDFDocumento362 páginasIdoc - Pub - Manual Del Carrocero Actros PDFJhoncastilloAún no hay calificaciones
- Auditoría de Gestión de Calidad: Tercer SemestreDocumento176 páginasAuditoría de Gestión de Calidad: Tercer SemestreAlejandro PulidoAún no hay calificaciones
- Gnol U1 A2 NofgDocumento4 páginasGnol U1 A2 NofgNoe BfAún no hay calificaciones
- Historia y estructura del MERCOSURDocumento26 páginasHistoria y estructura del MERCOSURFlorencia GuerreroAún no hay calificaciones
- Primer Examen ParcialDocumento5 páginasPrimer Examen Parcialashley galarcioAún no hay calificaciones
- Felix Real Estate SRLDocumento34 páginasFelix Real Estate SRLBigkey MLBAún no hay calificaciones
- Infraestrucura Digital de CalinteligenteDocumento271 páginasInfraestrucura Digital de CalinteligenteANDERSON LEON ALVAREZ PEREZAún no hay calificaciones
- Plan Nacional Cti 2015 2021Documento400 páginasPlan Nacional Cti 2015 2021José Andrés Solano SánchezAún no hay calificaciones
- Módulo 3 Formulación de ProyectosDocumento107 páginasMódulo 3 Formulación de ProyectosEver EacAún no hay calificaciones
- Cuál de Las Características de Un Sistema de Distribución Se Relaciona Más Con Su Producto o Servicio en El Proceso de ComercializaciónDocumento4 páginasCuál de Las Características de Un Sistema de Distribución Se Relaciona Más Con Su Producto o Servicio en El Proceso de Comercializaciónsofia hernandez100% (2)
- ArrasDocumento14 páginasArrasAtaraxia DarkAún no hay calificaciones
- Normalización de aspectos constructivos en infraestructurasDocumento257 páginasNormalización de aspectos constructivos en infraestructuraspbingAún no hay calificaciones
- Tecnologías LimpiasDocumento3 páginasTecnologías LimpiasJenni PulacheAún no hay calificaciones
- Unidad 4 de Topicos de Base de DatosDocumento18 páginasUnidad 4 de Topicos de Base de DatosFrancisco javier Antonio ToalaAún no hay calificaciones
- Ley Creación Dirección de Obras MunicipalesDocumento14 páginasLey Creación Dirección de Obras MunicipalesReynaldo VallejoAún no hay calificaciones
- Cancelacion de RECONOCIMIENTO DE DEUDADocumento2 páginasCancelacion de RECONOCIMIENTO DE DEUDAAvimael Peter Seno FigueroaAún no hay calificaciones
- Guía de Registros de Contabilidad Gubernamental IntegradaDocumento381 páginasGuía de Registros de Contabilidad Gubernamental IntegradaRobin Vaca GarciaAún no hay calificaciones
- Actividad Entregable - Diana CalizayaDocumento26 páginasActividad Entregable - Diana CalizayaDiana CalizayaAún no hay calificaciones
- Caso Practico U1 Julio Entorno EconomicoDocumento7 páginasCaso Practico U1 Julio Entorno Economicoluluca cortesAún no hay calificaciones
- 5a Equipo 12 Sumaria Cuentas y Documentos Por CobrarDocumento110 páginas5a Equipo 12 Sumaria Cuentas y Documentos Por CobrarDaana GonzalezAún no hay calificaciones
- Hace ZARA-InDITEX Justo A TiempoDocumento12 páginasHace ZARA-InDITEX Justo A TiempoDaniel SabinoAún no hay calificaciones
- La Importancia de La Experiencia de Empleado - Ester Sáez LineroDocumento2 páginasLa Importancia de La Experiencia de Empleado - Ester Sáez LineroRosaEQuintanaAún no hay calificaciones
- Informe EjecutivoDocumento13 páginasInforme EjecutivoVicente LozanoAún no hay calificaciones
- EPT. 2 Semana 15 EXP. 4 ACTIVIDAD 4 (16.07)Documento5 páginasEPT. 2 Semana 15 EXP. 4 ACTIVIDAD 4 (16.07)Joseph VAAún no hay calificaciones
- Impuesto A Las Ganancias - Salidas No Documentadas - UNSJ 2019Documento4 páginasImpuesto A Las Ganancias - Salidas No Documentadas - UNSJ 2019Ramiro Porta100% (1)
- SdfgadgDocumento5 páginasSdfgadgJuli InsAún no hay calificaciones
- CV analista gestión informaciónDocumento2 páginasCV analista gestión informaciónWILDO ALEJANDRO LEAL ROMEROAún no hay calificaciones
- INCOTERMS 2020 RESUMENDocumento8 páginasINCOTERMS 2020 RESUMENJuan Fernando HerreraAún no hay calificaciones