También podría gustarte
- UF1213 - Técnicas de mecanizado y metrologíaDe EverandUF1213 - Técnicas de mecanizado y metrologíaCalificación: 4 de 5 estrellas4/5 (5)
- CortabilidadDocumento6 páginasCortabilidadUlises López VázquezAún no hay calificaciones
- Teoría de Corte Velocidades y HerramientasDocumento7 páginasTeoría de Corte Velocidades y HerramientasEden Rojas100% (1)
- Manejo de maquinaria de corte de bloques de piedra. IEXD0108De EverandManejo de maquinaria de corte de bloques de piedra. IEXD0108Aún no hay calificaciones
- Fundamentos Del MaquinadoDocumento35 páginasFundamentos Del MaquinadojuanAún no hay calificaciones
- FI Tema 3 Programacion CNC PDFDocumento85 páginasFI Tema 3 Programacion CNC PDFSergio Quispe RodríguezAún no hay calificaciones
- Taller MaquinadoDocumento6 páginasTaller MaquinadoCristian TorresAún no hay calificaciones
- Mecanizado (Documento)Documento34 páginasMecanizado (Documento)Brian MuñozAún no hay calificaciones
- Práctica #2 - Geometrías de Herramientas de MecanizadoDocumento9 páginasPráctica #2 - Geometrías de Herramientas de Mecanizadoalexander sebastian diazAún no hay calificaciones
- Imprimir KarinaDocumento17 páginasImprimir Karinakarina fregosoAún no hay calificaciones
- Taller Maquinado de MetalesDocumento5 páginasTaller Maquinado de MetalesTatiana matizAún no hay calificaciones
- Consulta 2 - Grupo 02Documento22 páginasConsulta 2 - Grupo 02Francis ChangoluisaAún no hay calificaciones
- Proceso de Arranque de VirutaDocumento4 páginasProceso de Arranque de VirutaLuis GonzálezAún no hay calificaciones
- Equipo 2. Procesos y Equipos de Rem de Materiales.Documento91 páginasEquipo 2. Procesos y Equipos de Rem de Materiales.Jesus Manuel Vazquez NicolasAún no hay calificaciones
- Guia de Teoria Del Corte y Metales para Las Herramientas de CorteDocumento12 páginasGuia de Teoria Del Corte y Metales para Las Herramientas de Cortekekajudi100% (3)
- 01 Viruta-Procesos ManufDocumento6 páginas01 Viruta-Procesos ManufJonathan BastidasAún no hay calificaciones
- FI - Tema 3 - Programación CNCDocumento85 páginasFI - Tema 3 - Programación CNCmrchlAún no hay calificaciones
- Herramientas de Tornear FinalDocumento28 páginasHerramientas de Tornear FinalFrancisco OxaAún no hay calificaciones
- Procesos de ManufacturaDocumento37 páginasProcesos de ManufacturaLizeth PolancoAún no hay calificaciones
- 5procesos de Manufactura Con Perdida de MasaDocumento15 páginas5procesos de Manufactura Con Perdida de MasaScarletMichelleArancibiaAún no hay calificaciones
- La Termodinamica en El Corte de Los MetalesDocumento12 páginasLa Termodinamica en El Corte de Los MetalesAde CardenasAún no hay calificaciones
- HerramientasDocumento15 páginasHerramientasgatova50% (2)
- UD4 - Procesos Industriales de Interés Educativo (IV)Documento20 páginasUD4 - Procesos Industriales de Interés Educativo (IV)buchin77Aún no hay calificaciones
- Tecnología de Las Herramientas de Corte 13-02-2021Documento23 páginasTecnología de Las Herramientas de Corte 13-02-2021BryAn Velasquez VallenasAún no hay calificaciones
- Tecnologías de Las Herramientas de Corte y Consideraciones Económicas Del Diseño Del Producto en El Maquinado.Documento22 páginasTecnologías de Las Herramientas de Corte y Consideraciones Económicas Del Diseño Del Producto en El Maquinado.Daniel MonteroAún no hay calificaciones
- Fresado y BrochadoDocumento60 páginasFresado y BrochadoJose G. Santos PimentelAún no hay calificaciones
- TP 2 Maq y HerramientasDocumento7 páginasTP 2 Maq y HerramientastobizombikAún no hay calificaciones
- Lubro-Refrigeracion-ClasesDocumento32 páginasLubro-Refrigeracion-Clasesluismsm19Aún no hay calificaciones
- Evolucion Herramientas de CorteDocumento4 páginasEvolucion Herramientas de CorteEdi BarajaAún no hay calificaciones
- Resumen Cap 21 - Salvador Garcia SanchezDocumento5 páginasResumen Cap 21 - Salvador Garcia SanchezSalvador GarciaAún no hay calificaciones
- Introducción Al Corte y Formación de VirutaDocumento21 páginasIntroducción Al Corte y Formación de VirutaMilton Romero De La CruzAún no hay calificaciones
- Cuestionario Proc. Maquinado - RamírezRodríguezDocumento3 páginasCuestionario Proc. Maquinado - RamírezRodríguezPablo Ricardo Ramirez RodriguezAún no hay calificaciones
- Fundamentos Del MaquinadoDocumento4 páginasFundamentos Del MaquinadoLuis Armando Reyes CardosoAún no hay calificaciones
- TEMADocumento10 páginasTEMALucero Flores SalinasAún no hay calificaciones
- Cap 23 Tecnología de Las Herramientas de Corte Libro Groover Fundamentos de Manufactura ModernaDocumento6 páginasCap 23 Tecnología de Las Herramientas de Corte Libro Groover Fundamentos de Manufactura ModernaJesus GarciaAún no hay calificaciones
- Actividad 5 - GRUPO 5Documento6 páginasActividad 5 - GRUPO 5Carlos Muñoz vitorAún no hay calificaciones
- Capitulo 12 Proceso de ManufacturaDocumento28 páginasCapitulo 12 Proceso de ManufacturaMigue Maciel100% (1)
- Primer Examen Parcial Teorias Procesos de Manufactura 1Documento3 páginasPrimer Examen Parcial Teorias Procesos de Manufactura 1Efrain Hacha Pucho0% (1)
- Compactadora de Viruta de Metal12Documento22 páginasCompactadora de Viruta de Metal12Pedro Cueva CalderonAún no hay calificaciones
- Mantenimiento A Procesos de Manufactura (UNIDAD II) PDFDocumento17 páginasMantenimiento A Procesos de Manufactura (UNIDAD II) PDFObeth Alcudia50% (2)
- Afilado de HerramientasDocumento6 páginasAfilado de HerramientasERNESTO RAUL QUISPE CALDERONAún no hay calificaciones
- En El Torno Puedes Identificar 3 Movimientos PrincipalesDocumento4 páginasEn El Torno Puedes Identificar 3 Movimientos PrincipalesJOse RodrIguezAún no hay calificaciones
- MANUFACTURA - UNIDAD 4 Procesos de Conformado Con Arranque de Viruta PDFDocumento18 páginasMANUFACTURA - UNIDAD 4 Procesos de Conformado Con Arranque de Viruta PDFJesús Osuna Rondón100% (1)
- TornoDocumento20 páginasTornoLuis Francisco Becerril JuradoAún no hay calificaciones
- Taller de ConsultaDocumento6 páginasTaller de ConsultaJuan Camilo VergaraAún no hay calificaciones
- PRACTICASDocumento25 páginasPRACTICASRodrigoMorenoAún no hay calificaciones
- Herramientas Por Arranque de VirutaDocumento10 páginasHerramientas Por Arranque de VirutaMaximo Barrera FernandezAún no hay calificaciones
- Procesos de ManofacturaDocumento7 páginasProcesos de ManofacturaEmmanuel Eliseo Zárate MartínezAún no hay calificaciones
- Herramientas de CorteDocumento9 páginasHerramientas de CorteBYRON FRANCISCO LOZANO ARANAAún no hay calificaciones
- Herraminetas de Corte OkaDocumento56 páginasHerraminetas de Corte OkaJose Maria Moran SaraviaAún no hay calificaciones
- Informe Herramientas de Corte MecanizadoDocumento14 páginasInforme Herramientas de Corte MecanizadoMArio PerezAún no hay calificaciones
- CuestionarioPrevio#1 Grupo14 CanalesXimenaDocumento2 páginasCuestionarioPrevio#1 Grupo14 CanalesXimenaXimena Daniela Canales GonzálezAún no hay calificaciones
- Tercer Entrega ProcesosDocumento5 páginasTercer Entrega ProcesosKatalina Urbano GuzmánAún no hay calificaciones
- Proyecto 1Documento14 páginasProyecto 1Alex AndrangoAún no hay calificaciones
- Act7-Sistemas de ManufacturaDocumento7 páginasAct7-Sistemas de Manufacturamaximo hernandezAún no hay calificaciones
- Investigacion U4 PorcesosDocumento19 páginasInvestigacion U4 PorcesosJorge GallegosAún no hay calificaciones
- Trabajo VirutaDocumento10 páginasTrabajo VirutaAlejandro Alarcon QuispeAún no hay calificaciones
- Tema 8 Procesos en Laminas Metalicas PDFDocumento16 páginasTema 8 Procesos en Laminas Metalicas PDFMarwin BenavidesAún no hay calificaciones
- Tema 6 Trenes de LaminacionDocumento24 páginasTema 6 Trenes de LaminacionalexeyAún no hay calificaciones
- Tema 5 LaminadoDocumento16 páginasTema 5 LaminadoJESUS DANIEL GONZALES VILCAAún no hay calificaciones
- Tema 5.1 CalculosDocumento6 páginasTema 5.1 CalculosMarwin BenavidesAún no hay calificaciones
- Tema 7 Procesos de Conformado en Frio1 PDFDocumento24 páginasTema 7 Procesos de Conformado en Frio1 PDFMarwin BenavidesAún no hay calificaciones
- Tema 8.1 Calculos de Procesos de Corte PDFDocumento17 páginasTema 8.1 Calculos de Procesos de Corte PDFMarwin BenavidesAún no hay calificaciones
- Tema 5.1 Calculos - SOLUCION PDFDocumento8 páginasTema 5.1 Calculos - SOLUCION PDFMarwin BenavidesAún no hay calificaciones
- Tema 4.1 Maquinado No Tradicional PDFDocumento15 páginasTema 4.1 Maquinado No Tradicional PDFMarwin BenavidesAún no hay calificaciones
- Tema 2.1 Procesos - Clasificación, Aplicaciones (Frio - Laminas Metalicas) PDFDocumento9 páginasTema 2.1 Procesos - Clasificación, Aplicaciones (Frio - Laminas Metalicas) PDFMarwin BenavidesAún no hay calificaciones
- Tema 1.1 Materiales en Los Proc. de Conformado PDFDocumento7 páginasTema 1.1 Materiales en Los Proc. de Conformado PDFJuve NiflaAún no hay calificaciones
- Tema 4 Procesos Abrasivos - Esmerilado PDFDocumento14 páginasTema 4 Procesos Abrasivos - Esmerilado PDFMarwin BenavidesAún no hay calificaciones
- Tema 2 Procesos - Clasificación, Aplicaciones (Caliente - Deformación Volumétrico) PDFDocumento13 páginasTema 2 Procesos - Clasificación, Aplicaciones (Caliente - Deformación Volumétrico) PDFMarwin BenavidesAún no hay calificaciones
- Tema 3 Procesos de Maquinado PDFDocumento38 páginasTema 3 Procesos de Maquinado PDFMarwin BenavidesAún no hay calificaciones
- Tema 7 Procesos de Conformado en Frio1 PDFDocumento24 páginasTema 7 Procesos de Conformado en Frio1 PDFMarwin BenavidesAún no hay calificaciones
- Tema 8.1 Calculos de Procesos de Corte PDFDocumento17 páginasTema 8.1 Calculos de Procesos de Corte PDFMarwin BenavidesAún no hay calificaciones
- Tema 4 Procesos Abrasivos - Esmerilado PDFDocumento14 páginasTema 4 Procesos Abrasivos - Esmerilado PDFMarwin BenavidesAún no hay calificaciones
- Tema 6 Trenes de LaminacionDocumento24 páginasTema 6 Trenes de LaminacionalexeyAún no hay calificaciones
- Tema 4.1 Maquinado No Tradicional PDFDocumento15 páginasTema 4.1 Maquinado No Tradicional PDFMarwin BenavidesAún no hay calificaciones
- Tema 2 Procesos - Clasificación, Aplicaciones (Caliente - Deformación Volumétrico) PDFDocumento13 páginasTema 2 Procesos - Clasificación, Aplicaciones (Caliente - Deformación Volumétrico) PDFMarwin BenavidesAún no hay calificaciones
- Tema 5 LaminadoDocumento16 páginasTema 5 LaminadoJESUS DANIEL GONZALES VILCAAún no hay calificaciones
- Tema 8 Procesos en Laminas Metalicas PDFDocumento16 páginasTema 8 Procesos en Laminas Metalicas PDFMarwin BenavidesAún no hay calificaciones
- Tema 5.1 Calculos - SOLUCION PDFDocumento8 páginasTema 5.1 Calculos - SOLUCION PDFMarwin BenavidesAún no hay calificaciones
- Tema 5.1 Calculos PDFDocumento6 páginasTema 5.1 Calculos PDFMarwin BenavidesAún no hay calificaciones
- Tema 2.1 Procesos - Clasificación, Aplicaciones (Frio - Laminas Metalicas) PDFDocumento9 páginasTema 2.1 Procesos - Clasificación, Aplicaciones (Frio - Laminas Metalicas) PDFMarwin BenavidesAún no hay calificaciones
- Tipos de Roscas Dibujo TecnicoDocumento5 páginasTipos de Roscas Dibujo TecnicoGabriela RuizAún no hay calificaciones
- 01 Fisico Quimica 2017a PDFDocumento139 páginas01 Fisico Quimica 2017a PDFMarwin BenavidesAún no hay calificaciones
- Capitulo 1-3 Taller-Teoria Del CorteDocumento34 páginasCapitulo 1-3 Taller-Teoria Del CorteMarwin BenavidesAún no hay calificaciones
- Tema 1.1 Materiales en Los Proc. de Conformado PDFDocumento7 páginasTema 1.1 Materiales en Los Proc. de Conformado PDFJuve NiflaAún no hay calificaciones
- 01 Fisico Quimica 2017a PDFDocumento139 páginas01 Fisico Quimica 2017a PDFMarwin BenavidesAún no hay calificaciones
- 01 Pets Perforacion Con Maquina Jackleg 2Documento3 páginas01 Pets Perforacion Con Maquina Jackleg 2nelson daniel ramirez ramosAún no hay calificaciones
- 8carta de Producción Ventilador ADocumento21 páginas8carta de Producción Ventilador Airania avilaAún no hay calificaciones
- DOP y FLUJOGRAMADocumento4 páginasDOP y FLUJOGRAMAGonzalo PumaAún no hay calificaciones
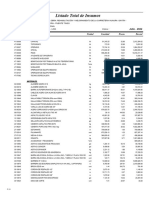
- Listado de InsumosDocumento5 páginasListado de Insumosrosariv.2050Aún no hay calificaciones
- Clase 8 Fundicion Moldeo y Procesos AfinesDocumento34 páginasClase 8 Fundicion Moldeo y Procesos AfinesKevin SandovalAún no hay calificaciones
- Avance 2 MonografíaDocumento11 páginasAvance 2 MonografíaDaniel AlanyaAún no hay calificaciones
- Teja Andina Eternit ManualDocumento10 páginasTeja Andina Eternit ManualDarwin DiazAún no hay calificaciones
- Programa de Capacitación Senati MIG MAGDocumento3 páginasPrograma de Capacitación Senati MIG MAGГуставо Аранда МендосаAún no hay calificaciones
- WPS P&C Smaw 2F 1045-588Documento4 páginasWPS P&C Smaw 2F 1045-588Anonymous vU7CuPAún no hay calificaciones
- Tuberias y AccesoriosDocumento22 páginasTuberias y AccesoriosDelicia Cuellar NinaAún no hay calificaciones
- 04 Servicios Higienicos (Insumo)Documento3 páginas04 Servicios Higienicos (Insumo)Roger CcasaAún no hay calificaciones
- Abraz SL y SKDocumento2 páginasAbraz SL y SKWalther Vilugron LacosteAún no hay calificaciones
- Trabajo QuimicaDocumento4 páginasTrabajo QuimicaMiguel Rojas AldanaAún no hay calificaciones
- Pie LepsaDocumento15 páginasPie LepsaJosemar Imán TAún no hay calificaciones
- Problema 2 R 22Documento3 páginasProblema 2 R 22Pablo Martin CadenaAún no hay calificaciones
- Formato Campo 24-02-2024 - Pegama Ingenieros)Documento16 páginasFormato Campo 24-02-2024 - Pegama Ingenieros)SANDRA ORFELINDA DIAZ HINOSTROZAAún no hay calificaciones
- El RoscadoDocumento10 páginasEl RoscadoLovito WensAún no hay calificaciones
- Actividad 10 Cad CamDocumento35 páginasActividad 10 Cad CamNelsonAún no hay calificaciones
- 105350-Varilla 309L 332Documento2 páginas105350-Varilla 309L 332Jorge Unam y ModelismoAún no hay calificaciones
- Kardex de HMCADocumento2 páginasKardex de HMCACrhistian Vera ZavalaAún no hay calificaciones
- Hoja de Ruta Pieza 1Documento4 páginasHoja de Ruta Pieza 1Camilo SernaAún no hay calificaciones
- MODULO IV.2 Sist Gravedad Con TratamientoDocumento4 páginasMODULO IV.2 Sist Gravedad Con Tratamientopedro gabriel apaza turpoAún no hay calificaciones
- Práctica 1 - Moposita Saquinga - Condolo Chancusig - VirutajeDocumento8 páginasPráctica 1 - Moposita Saquinga - Condolo Chancusig - VirutajeEmersson SteveAún no hay calificaciones
- SIDERPERU y Aceros ArequipaDocumento12 páginasSIDERPERU y Aceros ArequipaFranco Alexander SuniAún no hay calificaciones
- ACABADOSDocumento25 páginasACABADOSDiego MuskAún no hay calificaciones
- 4 Protección Anticorrosiva EditexDocumento50 páginas4 Protección Anticorrosiva EditexManuel Martin FernandezAún no hay calificaciones
- Portabrocas Espigas SujeccionDocumento18 páginasPortabrocas Espigas SujeccionBryan Ariel VelascoAún no hay calificaciones
- Importancia de La CalDocumento7 páginasImportancia de La CalAntonella ManuittAún no hay calificaciones
- Dra Maria Guadalupe Hernandez CruzDocumento2 páginasDra Maria Guadalupe Hernandez Cruzruthhuerta876hotmail.comAún no hay calificaciones
- Ficha de Inscripcion 2017Documento3 páginasFicha de Inscripcion 2017cris100% (1)